ГОСТ 14340.13-82
Группа Е49
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРОВОДА ЭМАЛИРОВАННЫЕ КРУГЛЫЕ
Метод определения упругости
Enamelled round wires.
Method of test for springiness
ОКП 35 9109
Срок действия с 01.01.85
до 01.01.95*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 26.06.91 N 1001
(ИУС N 9, 1991 год). - Примечание .
РАЗРАБОТАН Министерством электротехнической промышленности
ИСПОЛНИТЕЛИ
В.В.Голубков, А.И.Балашов, Д.К.Рудаков, Т.С.Шичина
ВНЕСЕН Министерством электротехнической промышленности
Начальник Технического управления А.С.Джаноян
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 20 декабря 1982 г. N 4827
Настоящий стандарт распространяется на эмалированные круглые провода номинальным диаметром от 0,05 до 1,60 мм включительно и устанавливает метод определения их упругости.
Стандарт полностью соответствует публикации МЭК 251-1, 1978 и рекомендации СЭВ по стандартизации PC 4230-73.
1. ОТБОР ОБРАЗЦОВ
1.1. Испытанию должны быть подвергнуты провода, не имеющие механических повреждений и хранившиеся в условиях, указанных в стандарте или технических условиях на провода.
Испытания проводят на трех образцах провода.
1.2. Перед испытанием образцы должны быть смотаны с катушки без растяжения и изгибов в направлении, в котором провод будет навиваться на оправку при испытании.
1.3. Поверхность образцов должна быть очищена чистым сухим и мягким материалом без растяжения и изгибов.
1.4. Минимальная длина образца в зависимости от номинального диаметра проволоки, номинальный диаметр оправки, номинальная масса груза указаны в табл.1.
Таблица 1
Размеры, мм
|
Номинальный диаметр проволоки |
Минимальная длина образца провода |
Номинальный диаметр оправки |
Номинальная масса груза, кг |
|
0,050-0,071 |
300 |
3,0 |
0,0102 |
|
0,080-0,100 |
300 |
5,0 |
0,0250 |
|
0,112-0,150 |
300 |
7,0 |
0,0510 |
|
0,160-0,200 |
500 |
10,0 |
0,1020 |
|
0,210-0,300 |
500 |
12,5 |
0,2040 |
|
0,315-0,400 |
700 |
19,0 |
0,4080 |
|
0,425-0,560 |
700 |
25,0 |
0,8160 |
|
0,600-0,800 |
1000 |
37,5 |
1,2240 |
|
0,830-1,600 |
1100 |
50,0 |
1,5300 |
2. АППАРАТУРА
2.1. Для проведения испытания должна быть применена установка, в принципе работы которой использован метод измерения угла раскручивания провода, навитого на оправку, и снятие отсчета (числового значения упругости) со шкалы установки, равномерно проградуированной 72 делениями (с ценой деления 5°).
2.2. В установку входят: комплект оправок, набор грузов для обеспечения соответствующего натяжения провода при намотке. Допускаемые отклонения на массу груза должны быть не более 2%.
Конструкция оправки приведена на черт.1, размеры - в табл.2. Допускаемые отклонения на конструктивные размеры оправки должны быть не более установленных четырнадцатым квалитетом по СТ СЭВ 144-75.
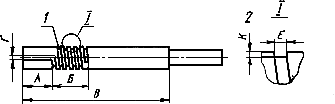
1 - винтовая канавка; 2 - канавка в увеличением виде
Черт.1
Таблица 2
мм
|
Диаметр оправки |
А |
Б |
В |
Г |
К |
Е |
|
3,0 |
6,0 |
6,0 |
30,0 |
0,25 |
0,04 |
0,15 |
|
5,0 |
6,0 |
7,5 |
32,0 |
0,25 |
0,08 |
0,30 |
|
7,0 |
6,0 |
9,0 |
34,0 |
0,40 |
0,12 |
0,50 |
|
10,0 |
6,0 |
9,0 |
34,0 |
0,60 |
0,16 |
0,70 |
|
12,5 |
6,0 |
9,0 |
40,0 |
0,80 |
0,20 |
0,80 |
|
19,0 |
10,0 |
11,0 |
45,0 |
1,20 |
0,30 |
1,20 |
|
25,0 |
12,5 |
12,5 |
45,0 |
2,00 |
0,15 |
0,75 |
|
37,5 |
12,5 |
14,5 |
47,0 |
2,40 |
0,25 |
1,25 |
|
50,0 |
12,5 |
17,5 |
50,0 |
2,80 |
0,40 |
2,00 |
2.3. Установка должна обеспечивать следующее: частоту вращения оправки при автоматической навивке и раскручивании не более 17 мин![]() ; укладку провода на винтовую канавку оправки и плавное раскручивание на угол 360° и более; формирование стрелки длиной (
; укладку провода на винтовую канавку оправки и плавное раскручивание на угол 360° и более; формирование стрелки длиной (![]() ) не менее 10 мм, радиуса изгиба (
) не менее 10 мм, радиуса изгиба (![]() ) не более 1,0 мм и угла между стрелкой и касательной, проведенной через точку отгиба стрелки к оправке (
) не более 1,0 мм и угла между стрелкой и касательной, проведенной через точку отгиба стрелки к оправке (![]() ) (90±2,5)°. Схема формирования стрелки приведена на черт.2.
) (90±2,5)°. Схема формирования стрелки приведена на черт.2.

1 - оправка; 2 - провод; 3 - стрелка
Черт.2
2.4. Установка должна обеспечивать погрешность измерения не более 10° для проводов номинальным диаметром от 0,050 до 0,425 мм вкл. и не более 5° для проводов номинальным диаметром 0,450 мм и более. Погрешность установки должна быть определена как разность между средними арифметическими значениями двух последовательно проведенных серий измерений образцов провода от одной катушки. Каждая серия должна состоять из измерений пяти образцов провода.
3. ПОДГОТОВКА И ПРОВЕДЕНИЕ ИСПЫТАНИЙ, ОБРАБОТКА РЕЗУЛЬТАТОВ
3.1. Испытание должно быть проведено при температуре окружающего воздуха (25±10) °С и относительной влажности не более 80%.
Допускается проводить испытание при других условиях, если при этом сохраняются все метрологические и технические характеристики установки.
3.2. Образцы проводов должны быть намотаны на оправку, предварительно обработанную тальком. Один конец испытуемого провода должен быть закреплен на оправке и навит пятью витками вокруг нее под натяжением, создаваемым грузом, прикрепленным к свободно висящему концу провода.
3.3. После навивания необходимо установить стрелку так, чтобы она находилась на нулевой отметке шкалы, а затем плавно раскрутить намотанные витки.
3.4. После раскручивания провода по шкале установки фиксируют показание стрелки.
3.5. За значение упругости (угол отдачи, градус) принимают среднее арифметическое результатов трех измерений.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1983