ГОСТ 17931-72
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ МАШИННЫЕ С УКОРОЧЕННЫМИ КАНАВКАМИ
Конструкция и размеры
Machine taps with shortened flutes.
Design and dimensions
Дата введения 1974-01-01
РАЗРАБОТАН Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ)
Зам директора Цвис О.В.
Руководитель разработки Пудов В.М.
Исполнитель Дубинская Г.Я.
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии Трефилов В.А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ
Управлением станкоинструментальной промышленности и межотраслевых производств Государственного комитета стандартов Совета Министров СССР
Зам начальника Управления Григорьев В.К.
Ст. инженер Седова Е.М.
Отделом унификации и стандартизации инструмента Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
И.о. зав. отделом Можаев Г.И.
Ст. научный сотрудник Футорян С.Б.
И.о. ст. научного сотрудника Пронштейн Э.Е.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 5 мая 1972 г. (протокол N 56)
Председатель отраслевой научно-технической комиссии Госстандарта СССР Никифоренко А.М.
Члены комиссии: Шахурин В.Н., Бергман В.П., Доляков В.Г., Златкович Л.А., Климов Г.Н., Федин Б.В.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 19 июля 1972 г. N 1448
1. Настоящий стандарт распространяется на машинно-ручные метчики с укороченными канавками, предназначенные для нарезания резьбы по ГОСТ 9150-59 в сквозных отверстиях.
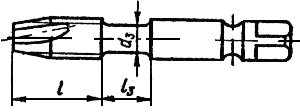
2. Конструкция и размеры метчиков должны соответствовать указанным на чертеже и в таблице.
Для диаметров ![]() св. 10 мм
св. 10 мм

Для диаметров ![]() от 3 до 10 мм
от 3 до 10 мм
Для диаметров ![]() от 1 до 2,5 мм
от 1 до 2,5 мм

мм
|
Обозна- |
При- |
Номи- |
Шаг резьбы |
|
|
|
|
|
|
|
|
| |||
|
|
|
1 |
2 |
3 |
крупный |
мелкий |
|||||||||
|
2620-0731 |
|
0,25 |
- |
1,5 |
|||||||||||
|
2620-0732 |
|
1,0 |
- |
- |
- |
0,20 |
1,2 |
||||||||
|
2620-0733 |
|
0,25 |
- |
36 |
6 |
1,5 |
|||||||||
|
2620-0734 |
|
- |
1,1 |
- |
- |
0,20 |
1,2 |
4,5 | |||||||
|
2620-0735 |
|
0,25 |
- |
1,5 |
|||||||||||
|
2620-0736 |
|
1,2 |
- |
- |
- |
0,20 |
1,2 |
2,24 |
|||||||
|
2620-0737 |
|
0,30 |
- |
1,8 |
|||||||||||
|
2620-0738 |
|
- |
1,4 |
- |
- |
0,20 |
7 |
1,2 |
|||||||
|
2620-0739 |
|
0,35 |
- |
2,1 |
- |
- |
- |
- |
5,0 | ||||||
|
2620-0740 |
|
1,6 |
- |
- |
- |
0,20 |
40 |
1,2 |
|||||||
|
2620-0741 |
|
0,35 |
- |
2,1 |
|||||||||||
|
2620-0742 |
|
- |
1,8 |
- |
- |
0,20 |
8 |
1,2 |
|||||||
|
2620-0743 |
|
0,40 |
- |
2,4 |
|||||||||||
|
2620-0744 |
|
2,0 |
- |
- |
- |
0,25 |
1,5 |
2,50 |
5,5 | ||||||
|
2620-0745 |
|
0,45 |
- |
2,7 |
|||||||||||
|
2620-0746 |
|
- |
2,2 |
- |
- |
0,25 |
1,5 |
||||||||
|
2620-0747 |
|
0,45 |
- |
45 |
10 |
2,7 |
2,80 |
6,0 | |||||||
|
2620-0748 |
|
2,5 |
- |
- |
- |
0,35 |
2,1 |
||||||||
|
2620-0749 |
|
0,50 |
- |
3,0 |
|||||||||||
|
2620-0750 |
|
3,0 |
- |
- |
- |
0,35 |
48 |
2,1 |
3,15 |
2,12 |
|||||
|
2620-0751 |
|
0,60 |
- |
3,6 |
- |
- |
- |
7,0 | |||||||
|
2620-0752 |
|
- |
(3,5) |
- |
- |
0,35 |
50 |
12 |
2,1 |
3,55 |
2,50 |
||||
|
2620-0753 |
|
0,70 |
- |
4,2 |
|||||||||||
|
2620-0754 |
|
4 |
- |
- |
- |
0,50 |
3,0 |
4,0 |
- |
- |
- |
2,80 |
|||
|
2620-0755 |
|
(0,75) |
- |
52 |
4,5 |
8 | |||||||||
|
2620-0756 |
|
- |
4,5 |
- |
- |
0,50 |
3,0 |
4,5 |
- |
- |
- |
3,15 |
|||
|
2620-0757 |
|
0,80 |
- |
4,8 |
|||||||||||
|
2620-0758 |
|
5 |
- |
- |
- |
0,50 |
55 |
16 |
3,0 |
5,0 |
4,5 |
6 |
3,55 |
9 | |
|
2620-0759 |
|
- |
(5,5) |
- |
- |
0,50 |
60 |
3,0 |
5,6 |
5,0 |
4,00 |
||||
|
2620-0760 |
|
1,00 |
- |
6,0 |
|||||||||||
|
2620-0761 |
|
6 |
- |
- |
- |
0,75 |
4,5 |
6,3 |
5,5 |
4,50 |
|||||
|
2620-0762 |
|
- |
0,50 |
3,0 |
|||||||||||
|
2620-0763 |
|
1,00 |
- |
65 |
18 |
6,0 |
11 | ||||||||
|
2620-0764 |
|
- |
7,0 |
- |
- |
0,75 |
4,5 |
7,1 |
6,0 |
5,30 |
|||||
|
2620-0765 |
|
- |
0,50 |
3,0 |
|||||||||||
|
2620-0766 |
|
1,25 |
- |
7,5 |
|||||||||||
|
2620-0767 |
|
- |
1,00 |
70 |
20 |
6,0 |
|||||||||
|
2620-0768 |
|
8 |
- |
- |
- |
0,75 |
4,5 |
8,0 |
7,0 |
6,0 |
13 | ||||
|
2620-0769 |
|
- |
0,50 |
65 |
18 |
3,0 |
|||||||||
|
2620-0770 |
|
(1,25) |
- |
7,5 |
|||||||||||
|
2620-0771 |
|
- |
1,00 |
70 |
20 |
6,0 |
|||||||||
|
2620-0772 |
|
- |
- |
9 |
- |
0,75 |
4,5 |
9,0 |
8,0 |
7,10 |
14 | ||||
|
2620-0773 |
|
- |
0,50 |
65 |
18 |
3,0 |
|||||||||
|
2620-0774 |
|
1,50 |
- |
80 |
25 |
9,0 |
7 |
4,5 |
|||||||
|
2620-0775 |
|
- |
1,25 |
7,5 |
|||||||||||
|
2620-0776 |
|
10 |
- |
- |
- |
1,00 |
75 |
20 |
6,0 |
10,0 |
9 |
7,5 |
15 | ||
|
2620-0777 |
|
- |
0,75 |
4,5 |
|||||||||||
|
2620-0778 |
|
- |
0,50 |
70 |
18 |
3,0 |
|||||||||
|
2620-0779 |
|
(1,50) |
- |
9,0 |
|||||||||||
|
2620-0780 |
|
- |
1,00 |
25 |
6,0 |
||||||||||
|
2620-0781 |
|
- |
11 |
- |
- |
0,75 |
80 |
4,5 |
8,0 |
7 |
- |
- | |||
|
2620-0782 |
|
- |
0,50 |
18 |
3,0 |
||||||||||
|
2620-0783 |
|
1,75 |
- |
10,5 |
|||||||||||
|
2620-0784 |
|
- |
1,50 |
90 |
28 |
9,0 |
|||||||||
|
2620-0785 |
|
- |
1,25 |
85 |
7,5 |
||||||||||
|
2620-0786 |
|
12 |
- |
- |
- |
1,00 |
25 |
6,0 |
9,0 |
8 |
|||||
|
2620-0787 |
|
- |
0,75 |
80 |
4,5 |
||||||||||
|
2620-0788 |
|
- |
0,50 |
18 |
3,0 |
||||||||||
|
2620-0789 |
|
2,0 |
- |
12,0 |
|||||||||||
|
2620-0790 |
|
- |
1,50 |
95 |
30 |
9,0 |
|||||||||
|
2620-0791 |
|
- |
1,25 |
90 |
7,5 |
||||||||||
|
2620-0792 |
|
- |
14 |
- |
- |
1,00 |
25 |
6,0 |
|||||||
|
2620-0793 |
|
- |
0,75 |
85 |
4,5 |
11,2 |
10 |
||||||||
|
2620-0794 |
|
- |
0,50 |
80 |
18 |
3,0 |
|||||||||
|
2620-0795 |
|
- |
1,50 |
95 |
30 |
9,0 |
|||||||||
|
2620-0796 |
|
- |
15 |
- |
(1,00) |
85 |
25 |
6,0 |
|||||||
|
2620-0797 |
|
2,00 |
- |
12,0 |
|||||||||||
|
2620-0798 |
|
- |
1,50 |
100 |
30 |
9,0 |
|||||||||
|
2620-0799 |
|
- |
1,0 |
90 |
28 |
6,0 |
|||||||||
|
2620-0800 |
|
16 |
- |
- |
- |
0,75 |
90 |
20 |
4,5 |
12,5 |
11 |
||||
|
2620-0801 |
|
- |
0,50 |
80 |
18 |
3,0 |
|||||||||
|
2620-0802 |
|
- |
1,50 |
100 |
30 |
9,0 |
|||||||||
|
2620-0803 |
|
- |
17 |
- |
(1,00) |
90 |
28 |
6,0 |
|||||||
|
2620-0804 |
|
2,5 |
- |
15,0 |
6,0 |
||||||||||
|
2620-0805 |
|
- |
2,00 |
110 |
36 |
12,0 |
|||||||||
|
2620-0806 |
|
18 |
- |
- |
- |
1,50 |
105 |
30 |
9,0 |
||||||
|
2520-0807 |
|
- |
1,00 |
28 |
6,0 |
14,0 |
12 |
8 |
|||||||
|
2620-0808 |
|
- |
0,75 |
95 |
20 |
4,5 |
|||||||||
|
2620-0809 |
|
- |
0,50 |
80 |
18 |
3,0 |
|||||||||
Примечание. Размеры, указанные в скобках, применять не рекомендуется.
Пример условного обозначения метчика номинальным диаметром резьбы ![]() =16 мм, шагом
=16 мм, шагом ![]() =1,00 мм, степени точности Н2, правого:
=1,00 мм, степени точности Н2, правого:
Метчик 2620-0799 Н2 ГОСТ 17931-72
То же, левого:
Метчик 2620-0799 лев. Н2 ГОСТ 17931-72
3. Размеры квадратов - по ГОСТ 9523-67.
4. Центровые отверстия формы А - по ГОСТ 14034-68. Метчики диаметром до 8 мм допускается изготовлять с наружными центрами.
5. Метчики номинальным диаметром резьбы ![]() от 3 до 10 мм допускается изготовлять без шейки с диаметрами хвостовиков:
от 3 до 10 мм допускается изготовлять без шейки с диаметрами хвостовиков:
|
Номинальный диаметр резьбы |
Диаметр хвостовика |
|||
|
3 и 3,5 |
4 |
|||
|
4 и 4,5 |
5 |
|||
|
5; 5,5 и 6 |
6,3 |
|||
|
7 и 8 |
5,6 |
|||
|
9 и 10 |
7,1. |
|||
6. Допуски на резьбу метчиков - по ГОСТ 16925-71. Исполнительные размеры - по ГОСТ 17039-71.
7. По требованию потребителя допускается изготовление метчиков без кольцевой канавки.
8. Размеры радиусов скруглений и фасок принимаются по технологическим соображениям.
9. Геометрические параметры режущей части метчика указаны в рекомендуемом приложении, размеры профиля инструментов для обработки стружечных канавок метчиков указаны в рекомендуемом приложении 1 к ГОСТ 17930-72.
ПРИЛОЖЕНИЕ к ГОСТ 17931-72
Рекомендуемое
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ МЕТЧИКОВ
1. Геометрические параметры режущей части метчика указаны на чертеже и в таблице.
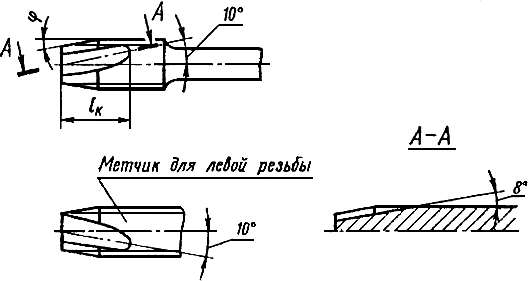
Примечание. Режущая часть метчика затыловывается до остра под углом ![]() =6°±2°.
=6°±2°.
Метчики диаметром от 1 до 1,6 мм допускается изготовлять острозаточенными с задним углом ![]() =25°.
=25°.
Размеры в мм
|
Шаг резьбы |
|
|
|
0,20 |
2,4 |
7° |
|
0,25 |
3,0 |
7° |
|
0,30 |
3,6 |
7° |
|
0,35 |
4,2 |
7° |
|
0,40 |
4,8 |
7° |
|
0,45 |
5,4 |
7° |
|
0,50 |
6,0 |
7° |
|
0,60 |
7,2 |
7° |
|
0,70 |
8,4 |
6° |
|
0,75 |
9,0 |
6° |
|
0,80 |
9,6 |
6°30' |
|
1,00 |
12,0 |
6° |
|
1,25 |
15,0 |
6° |
|
1,50 |
18,0 |
6° |
|
1,75 |
21,0 |
6° |
|
2,00 |
24,0 |
6° |
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1973