ГОСТ 21579-76
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗЕНКЕРЫ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ
ИЗ ЛЕГКИХ СПЛАВОВ
Конструкция и размеры
Cylinder-chucking countersinks for machining parts from light alloys.
Design and dimensions
Дата введения 1977-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 20 февраля 1976 года N 452 срок введения установлен с 01.01.77
ВЗАМЕН МН 325-60
ПЕРЕИЗДАНИЕ. Май 1990 года
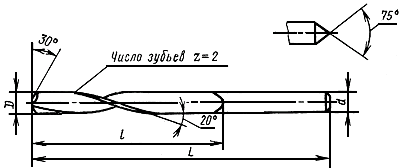
1. Настоящий стандарт распространяется на цельные зенкеры с цилиндрическим хвостовиком, предназначенные для предварительной (зенкер N 1) и окончательной обработки отверстий по ![]() (зенкер N 2) в деталях из легких сплавов.
(зенкер N 2) в деталях из легких сплавов.
Стандарт соответствует требованиям рекомендации по стандартизации PC 3326-71 в части диаметров, общей длины, длины рабочей части и размеров хвостовиков.
2. Конструкция и основные размеры зенкеров должны соответствовать указанным на чертеже и в таблице.
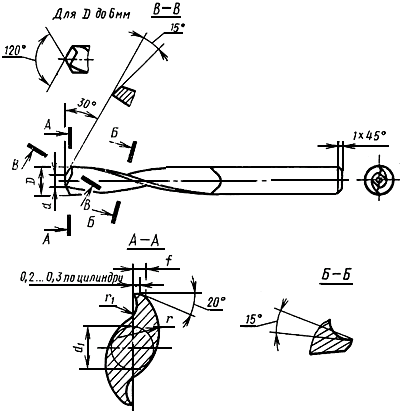
Вариант для ![]() до 6 мм
до 6 мм
Размеры в мм
|
Зенкер N 1 |
Зенкер N 2 |
|
|
|
| |||
|
Обозначение |
Применяемость |
Обозначение |
Применяемость |
1-й ряд |
2-й ряд |
|
|
|
|
2320-0071 |
|
2320-0072 |
- |
3,0 |
61 |
33 |
3,0 | |
|
2320-0073 |
|
2320-0074 |
- |
3,5 |
70 |
39 |
3,5 | |
|
2320-0075 |
|
2320-0076 |
4,0 |
- |
75 |
43 |
4,0 | |
|
2320-0077 |
|
2320-0078 |
- |
4,5 |
80 |
47 |
4,5 | |
|
2320-0079 |
|
2320-0080 |
5,0 |
- |
86 |
52 |
5,0 | |
|
2320-0081 |
|
2320-0082 |
- |
6,0 |
93 |
57 |
6,0 | |
|
2320-0083 |
|
2320-0084 |
- |
7,0 |
109 |
69 |
7,0 | |
|
2320-0085 |
|
2320-0086 |
8,0 |
- |
117 |
75 |
8,0 | |
|
2320-0087 |
|
2320-0088 |
9,0 |
- |
125 |
81 |
9,0 | |
Примечание. Зенкеры по 1-му ряду диаметров являются предпочтительными для применения.
Пример условного обозначения зенкера N 1 диаметром ![]() 4 мм:
4 мм:
Зенкер 2320-0075 ГОСТ 21579-76
3. Предельные отклонения номинальных диаметров зенкеров по ГОСТ 21586-76.
4. Технические требования - по нормативно-технической документации.
5. Центровые отверстия (формы В) - по ГОСТ 14034-74.
6. Элементы конструкции, размеры и геометрические параметры режущей части зенкеров указаны в рекомендуемом приложении 1.
7. Размеры профиля инструмента для обработки винтовых канавок и схема установки инструмента указаны в рекомендуемом приложении 2.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ, РАЗМЕРЫ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ
РЕЖУЩЕЙ ЧАСТИ ЗЕНКЕРОВ
Элементы конструкции, размеры и геометрические параметры режущей части зенкеров приведены на чертеже и в таблице.
мм
|
|
|
|
|
|
|
Шаг винтовой канавки |
|
3,0 |
- |
1,4 |
1,7 |
0,5 |
0,4 |
25,9 |
|
3,5 |
- |
1,7 |
0,5 |
32,4 | ||
|
4,0 |
- |
2,0 |
0,7 |
|
34,2 | |
|
4,5 |
- |
2,2 |
|
|
|
38,8 |
|
5,0 |
- |
|
2,5 |
|
0,6 |
43,1 |
|
6,0 |
- |
2,5 |
3,0 |
1,0 |
0,8 |
51,7 |
|
7,0 |
4,0 |
3,0 |
|
|
|
60,4 |
|
8,0 |
4,5 |
3,5 |
4,0 |
1,5 |
69,0 | |
|
9,0 |
5,0 |
4,0 |
|
|
|
77,6 |
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РАЗМЕРЫ ПРОФИЛЯ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ ВИНТОВЫХ КАНАВОК
И СХЕМА УСТАНОВКИ ИНСТРУМЕНТА
1. Размеры профиля инструмента для обработки винтовых канавок зенкеров приведены на черт.1 и в табл.1.
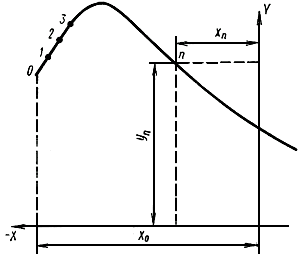
Черт.1
Таблица 1
Размеры в мм
|
|
Коор- дина- ты про- филя |
Номера точек | ||||||||||||||
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
3,0 |
X |
-3,0 |
-1,9 |
-1,7 |
-1,4 |
-1,2 |
-0,9 |
-0,7 |
0 |
0,4 |
1,0 |
1,7 |
3,0 |
|||
|
Y |
27,7 |
28,8 |
28,9 |
28,9 |
28,87 |
28,85 |
28,8 |
28,7 |
28,6 |
28,6 |
28,2 |
27,7 |
||||
|
3,5 |
X |
-3,0 |
-2,5 |
-2,3 |
-2,1 |
-1,8 |
-1,5 |
-0,9 |
-0,5 |
0 |
0,6 |
1,5 |
3,0 |
|||
|
Y |
27,9 |
28,8 |
29,15 |
29,2 |
29,2 |
29,1 |
29,0 |
28,9 |
28,8 |
28,6 |
28,3 |
27,8 |
||||
|
4,0 |
X |
-3,0 |
-2,5 |
-2,3 |
-2,0 |
-1,7 |
-1,2 |
-0,6 |
0 |
0,6 |
1,5 |
2,3 |
4,0 |
|||
|
Y |
28,0 |
29,0 |
29,2 |
29,4 |
29,4 |
29,3 |
29,2 |
29,1 |
29,0 |
28,8 |
28,6 |
28,2 |
||||
|
4,5 |
X |
-3,5 |
-2,8 |
-2,6 |
-2,4 |
-2,2 |
-2,0 |
-1,7 |
-1,2 |
-0,5 |
0 |
0,8 |
1,7 |
2,6 |
3,5 |
|
|
Y |
27,6 |
29,0 |
29,4 |
29,5 |
29,55 |
29,5 |
29,4 |
29,3 |
29,1 |
28,95 |
28,8 |
28,7 |
28,6 |
28,6 |
||
|
5,0 |
X |
-4,0 |
-3,1 |
-3,0 |
-2,8 |
-2,5 |
-2,2 |
-1,9 |
-1,4 |
0,9 |
0 |
1,0 |
2,0 |
2,8 |
4,0 |
|
|
Y |
27,9 |
29,2 |
29,45 |
29,7 |
29,8 |
29,8 |
29,7 |
29,6 |
29,5 |
29,3 |
29,1 |
28,9 |
28,8 |
28,6 |
||
|
6,0 |
X |
-4,0 |
-3,3 |
-3,1 |
-2,8 |
-2,5 |
-2,0 |
-1,2 |
-0,5 |
0 |
1,0 |
2,0 |
3,0 |
4,0 |
6,0 |
|
|
Y |
27,9 |
29,4 |
29,7 |
30,0 |
30,1 |
30,1 |
30,0 |
29,9 |
29,8 |
29,7 |
29,6 |
29,5 |
29,5 |
29,5 |
||
|
7,0 |
X |
-5,0 |
-4,1 |
-3,7 |
-3,5 |
-3,1 |
-2,6 |
-2,1 |
-1,8 |
-0,9 |
0 |
0,9 |
2,0 |
3,0 |
4,0 |
6,0 |
|
Y |
28,6 |
29,8 |
30,3 |
30,6 |
30,8 |
30,7 |
30,5 |
30,4 |
30,1 |
29,8 |
29,6 |
29,5 |
29,4 |
29,5 |
29,7 | |
|
8,0 |
X |
-4,0 |
-3,5 |
-3,3 |
-2,9 |
-2,7 |
-2,3 |
-2,0 |
-1,2 |
0 |
1,0 |
2,5 |
4,1 |
5,7 |
8,0 |
|
|
Y |
28,2 |
29,3 |
29,8 |
30,2 |
30,3 |
30,4 |
30,5 |
30,5 |
30,5 |
30,6 |
30,7 |
30,9 |
31,2 |
31,8 |
||
|
9,0 |
X |
-5,0 |
-4,4 |
-4,2 |
-4,0 |
-3,5 |
-3,0 |
-2,2 |
-1,6 |
-1,0 |
0 |
1,0 |
2,4 |
4,5 |
5,9 |
8,0 |
|
Y |
28,3 |
29,7 |
30,1 |
30,5 |
31,0 |
31,1 |
31,0 |
30,9 |
30,8 |
30,7 |
30,6 |
30,6 |
31,9 |
31,3 |
32,1 | |
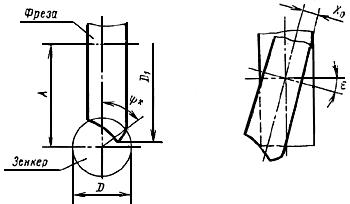
2. Схема установки инструмента для обработки винтовых канавок зенкеров приведена на черт.2 и в табл.2.
________________
* Размер для справок.
Черт.2
Таблица 2
Размеры в мм
|
|
|
Межосевое расстояние А |
Угол поворота стола |
Угол поворота торцового сечения |
|
3,0 |
57,1 |
29,43 |
17,64 |
94,06 |
|
3,5 |
57,3 |
29,69 |
16,84 |
101,88 |
|
4,0 |
57,8 |
30,03 |
17,24 |
88,10 |
|
4,5 |
57,9 |
30,23 |
16,84 |
88,69 |
|
5,0 |
58,1 |
30,51 |
16,44 |
89,02 |
|
6,0 |
58,9 |
31,14 |
16,84 |
76,69 |
|
7,0 |
59,5 |
31,53 |
15,23 |
85,59 |
|
8,0 |
60,0 |
32,24 |
17,64 |
58,27 |
|
9,0 |
60,6 |
32,70 |
16,44 |
67,03 |
Текст документа сверен по:
официальное издание
Зенкеры для обработки деталей из легких сплавов.
ГОСТ 21579-76 - ГОСТ 21586-76: Сб. ГОСТов. -
М.: Издательство стандартов, 1990