ГОСТ 13810-68
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ГЛАДКИЕ ДЛЯ РАЗМЕРОВ СВЫШЕ 500 мм
Допуски
Plain gauges for dimensions over 500 mm. Tolerances
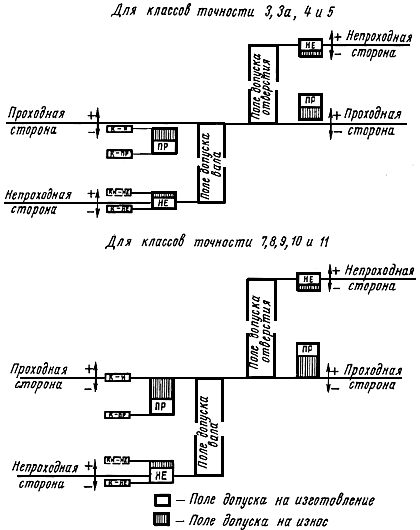
МКС 17.040.30
Дата введения 1969-07-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 24 июня 1968 года
ПРОВЕРЕН в 1981 году. Снято ограничение срока действия Постановлением Госстандарта от 23.06.81 N 3077
ПЕРЕИЗДАНИЕ.
1. Настоящий стандарт распространяется на гладкие предельные калибры для контроля охватываемых поверхностей (валов) и охватывающих поверхностей (отверстий) 3-11-го классов точности по ГОСТ 2689-54.
2. Устанавливаются следующие наименования и обозначения калибров:
ПР - проходные рабочие калибры;
НЕ - непроходные рабочие калибры;
К-ПР - контркалибры для проходных новых рабочих калибров-скоб;
К-НЕ - контркалибры для непроходных новых рабочих калибров-скоб;
К-И - контркалибры для контроля износа проходных рабочих калибров-скоб;
КИ-НЕ - контркалибры для контроля износа непроходных рабочих калибров-скоб.
3. Расположение полей допусков калибров относительно границ полей допусков изделий соответствует схемам, показанным на чертеже.
Схема расположения полей допусков калибров
4. Предельные отклонения калибров должны соответствовать величинам, указанным в табл.1-18.
Таблица 1
Калибры рабочие для валов 3-го класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изно- |
Новые |
Изношенные | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
22 |
-18 |
-40 |
-2 |
+11 |
-11 |
+16 |
|
" 630 " 800 |
25 |
-19 |
-44 |
-3 |
+12 |
-13 |
+18 |
|
" 800 " 1000 |
28 |
-20 |
-48 |
-4 |
+14 |
-14 |
+20 |
|
" 1000 " 1250 |
30 |
-27 |
-57 |
-6 |
+15 |
-15 |
+22 |
|
" 1250 " 1600 |
32 |
-31 |
-63 |
-8 |
+16 |
-16 |
+24 |
|
" 1600 " 2000 |
36 |
-36 |
-72 |
-10 |
+18 |
-18 |
+26 |
Таблица 2
Калибры рабочие для отверстий 3-го класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношен- |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
22 |
+40 |
+18 |
+2 |
+11 |
-11 |
-16 |
|
" 630 " 800 |
25 |
+44 |
+19 |
+3 |
+13 |
-12 |
-18 |
|
" 800 " 1000 |
28 |
+48 |
+20 |
+4 |
+14 |
-14 |
-20 |
|
" 1000 " 1250 |
30 |
+57 |
+27 |
+6 |
+15 |
-15 |
-22 |
|
" 1250 " 1600 |
32 |
+63 |
+31 |
+8 |
+16 |
-16 |
-24 |
|
" 1600 " 2000 |
36 |
+72 |
+36 |
+10 |
+18 |
-18 |
-26 |
Таблица 3
Контркалибры к калибрам для валов 3-го класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
К-ПР |
К-НЕ |
К-И | |||
|
Предельные отклонения, мкм | |||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. | ||
|
Св. 500 до 630 |
11 |
-34 |
-45 |
-5 |
-16 |
+3 |
-8 |
|
" 630 " 800 |
13 |
-37 |
-50 |
-6 |
-19 |
+3 |
-10 |
|
" 800 " 1000 |
14 |
-41 |
-55 |
-7 |
-21 |
+3 |
-11 |
|
" 1000 " 1250 |
15 |
-49 |
-64 |
-7 |
-22 |
+1 |
-14 |
|
" 1250 " 1600 |
16 |
-55 |
-71 |
-8 |
-24 |
0 |
-16 |
|
" 1600 " 2000 |
18 |
-63 |
-81 |
-9 |
-27 |
-1 |
-19 |
Таблица 4
Калибры рабочие для валов 3а класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
HЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношен- |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
30 |
-40 |
-70 |
-14 |
+15 |
-15 |
+23 |
|
" 630 " 800 |
35 |
-40 |
-75 |
-14 |
+17 |
-18 |
+25 |
|
" 800 " 1000 |
40 |
-45 |
-85 |
-16 |
+20 |
-20 |
+30 |
|
" 1000 " 1250 |
45 |
-45 |
-90 |
-16 |
+22 |
-23 |
+32 |
|
" 1250 " 1600 |
50 |
-50 |
-100 |
-16 |
+25 |
-25 |
+36 |
|
" 1600 " 2000 |
55 |
-55 |
-110 |
-18 |
+27 |
-28 |
+39 |
Таблица 5
Калибры рабочие для отверстий 3а класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношен- |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
30 |
+70 |
+40 |
+14 |
+15 |
-15 |
-23 |
|
" 630 " 800 |
35 |
+75 |
+40 |
+14 |
+18 |
-17 |
-25 |
|
" 800 " 1000 |
40 |
+85 |
+45 |
+16 |
+20 |
-20 |
-30 |
|
" 1000 " 1250 |
45 |
+90 |
+45 |
+16 |
+23 |
-22 |
-32 |
|
" 1250 " 1600 |
50 |
+100 |
+50 |
+16 |
+25 |
-25 |
-36 |
|
" 1600 " 2000 |
55 |
+110 |
+55 |
+18 |
+28 |
-27 |
-39 |
Таблица 6
Контркалибры к калибрам для валов 3а класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
К-ПР |
К-НЕ |
К-И | |||
|
Предельные отклонения, мкм | |||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. | ||
|
Св. 500 до 630 |
15 |
-62 |
-77 |
-7 |
-22 |
-7 |
-22 |
|
" 630 " 800 |
18 |
-66 |
-84 |
-9 |
-27 |
-7 |
-25 |
|
" 800 " 1000 |
20 |
-75 |
-95 |
-10 |
-30 |
-6 |
-26 |
|
" 1000 " 1250 |
23 |
-78 |
-101 |
-11 |
-34 |
-5 |
-28 |
|
" 1250 " 1600 |
25 |
-87 |
-112 |
-12 |
-37 |
-4 |
-29 |
|
" 1600 " 2000 |
28 |
-96 |
-124 |
-14 |
-42 |
-4 |
-32 |
Таблица 7
Калибры рабочие для валов 4-го класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношен- |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
45 |
-55 |
-100 |
-20 |
+22 |
-23 |
+32 |
|
" 630 " 800 |
50 |
-60 |
-110 |
-22 |
+25 |
-25 |
+36 |
|
" 800 " 1000 |
55 |
-70 |
-125 |
-28 |
+27 |
-28 |
+40 |
|
" 1000 " 1250 |
60 |
-75 |
-135 |
-32 |
+30 |
-30 |
+42 |
|
" 1250 " 1600 |
65 |
-80 |
-145 |
-36 |
+32 |
-33 |
+46 |
|
" 1600 " 2000 |
75 |
-85 |
-160 |
-36 |
+37 |
-38 |
+52 |
Таблица 8
Калибры рабочие для отверстий 4-го класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношен- |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
45 |
+100 |
+55 |
+20 |
+23 |
-22 |
-32 |
|
" 630 " 800 |
50 |
+110 |
+60 |
+22 |
+25 |
-25 |
-36 |
|
" 800 " 1000 |
55 |
+125 |
+70 |
+28 |
+28 |
-27 |
-40 |
|
" 1000 " 1250 |
60 |
+135 |
+75 |
+32 |
+30 |
-30 |
-42 |
|
" 1250 " 1600 |
65 |
+145 |
+80 |
+36 |
+33 |
-32 |
-46 |
|
" 1600 " 2000 |
75 |
+160 |
+85 |
+36 |
+38 |
-37 |
-52 |
Таблица 9
Контркалибры к калибрам для валов 4-го класса точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
К-ПР |
К-НЕ |
К-И | |||
|
Предельные отклонения, мкм | |||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. | ||
|
Св. 500 до 630 |
15 |
-92 |
-107 |
-15 |
-30 |
-12 |
-27 |
|
" 630 " 800 |
18 |
-101 |
-119 |
-16 |
-34 |
-13 |
-31 |
|
" 800 " 1000 |
20 |
-115 |
-135 |
-18 |
-38 |
-18 |
-38 |
|
" 1000 " 1250 |
23 |
-123 |
-146 |
-18 |
-41 |
-20 |
-43 |
|
" 1250 " 1600 |
25 |
-132 |
-157 |
-20 |
-45 |
-23 |
-48 |
|
" 1600 " 2000 |
28 |
-146 |
-174 |
-24 |
-52 |
-22 |
-50 |
Таблица 10
Калибры рабочие для валов 5-го и 7-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | |||||
|
Предельные отклонения, мкм | ||||||||
|
Новые |
Изношенные |
Новые |
Изношен- | |||||
|
верхн. |
нижн. |
5-го кл. |
7-го кл. |
верхн. |
нижн. |
|||
|
Св. 500 до 630 |
70 |
-100 |
-170 |
-35 |
0 |
+35 |
-35 |
+55 |
|
" 630 " 800 |
80 |
-100 |
-180 |
-35 |
0 |
+40 |
-40 |
+60 |
|
" 800 " 1000 |
90 |
-110 |
-200 |
-40 |
0 |
+45 |
-45 |
+65 |
|
" 1000 " 1250 |
100 |
-125 |
-225 |
-45 |
0 |
+50 |
-50 |
+70 |
|
" 1250 " 1600 |
110 |
-135 |
-245 |
-50 |
0 |
+55 |
-55 |
+75 |
|
" 1600 " 2000 |
120 |
-150 |
-270 |
-55 |
0 |
+60 |
-60 |
+85 |
|
" 2000 " 2500 |
130 |
-170 |
-300 |
-65 |
0 |
+65 |
-65 |
+95 |
|
" 2500 " 3150 |
150 |
-180 |
-330 |
-75 |
0 |
+75 |
-75 |
+105 |
Таблица 11
Калибры рабочие для отверстий 5-го и 7-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | |||||
|
Предельные отклонения, мкм | ||||||||
|
Новые |
Изношенные |
Новые |
Изношен- | |||||
|
верхн. |
нижн. |
5-го кл. |
7-го кл. |
верхн. |
нижн. |
|||
|
Св. 500 до 630 |
70 |
+170 |
+100 |
+35 |
0 |
+35 |
-35 |
-55 |
|
" 630 " 800 |
80 |
+180 |
+100 |
+35 |
0 |
+40 |
-40 |
-60 |
|
" 800 " 1000 |
90 |
+200 |
+110 |
+40 |
0 |
+45 |
-45 |
-65 |
|
" 1000 " 1250 |
100 |
+225 |
+125 |
+45 |
0 |
+50 |
-50 |
-70 |
|
" 1250 " 1600 |
110 |
+245 |
+135 |
+50 |
0 |
+55 |
-55 |
-75 |
|
" 1600 " 2000 |
120 |
+270 |
+150 |
+55 |
0 |
+60 |
-60 |
-85 |
|
" 2000 " 2500 |
130 |
+300 |
+170 |
+65 |
0 |
+65 |
-65 |
-95 |
|
" 2500 " 3150 |
150 |
+330 |
+180 |
+75 |
0 |
+75 |
-75 |
-105 |
Таблица 12
Контркалибры к калибрам для валов 5-го и 7-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
К-ПР |
К-НЕ |
К-И 5-го кл. |
К-И 7-го кл. | ||||
|
Предельные отклонения, мкм | |||||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. | ||
|
Св. 500 до 630 |
22 |
-159 |
-181 |
-24 |
-46 |
-24 |
-46 |
+11 |
-11 |
|
" 630 " 800 |
25 |
-167 |
-192 |
-27 |
-52 |
-24 |
-49 |
+12 |
-13 |
|
" 800 " 1000 |
28 |
-186 |
-214 |
-31 |
-59 |
-26 |
-54 |
+14 |
-14 |
|
" 1000 " 1250 |
30 |
-210 |
-240 |
-35 |
-65 |
-30 |
-60 |
+15 |
-15 |
|
" 1250 " 1600 |
32 |
-229 |
-261 |
-39 |
-71 |
-34 |
-66 |
+16 |
-16 |
|
" 1600 " 2000 |
36 |
-252 |
-288 |
-42 |
-78 |
-37 |
-73 |
+18 |
-18 |
|
" 2000 " 2500 |
40 |
-280 |
-320 |
-45 |
-85 |
-45 |
-85 |
+20 |
-20 |
|
" 2500 " 3150 |
45 |
-307 |
-352 |
-52 |
-97 |
-53 |
-98 |
+22 |
-23 |
Таблица 13
Калибры рабочие для валов 8-го и 9-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношенные |
Новые |
Изношенные | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
110 |
-160 |
-270 |
0 |
+55 |
-55 |
+95 |
|
" 630 " 800 |
120 |
-180 |
-300 |
0 |
+60 |
-60 |
+105 |
|
" 800 " 1000 |
130 |
-190 |
-320 |
0 |
+65 |
-65 |
+110 |
|
" 1000 " 1250 |
150 |
-210 |
-360 |
0 |
+75 |
-75 |
+120 |
|
" 1250 " 1600 |
170 |
-220 |
-390 |
0 |
+85 |
-85 |
+130 |
|
" 1600 " 2000 |
190 |
-250 |
-440 |
0 |
+95 |
-95 |
+145 |
|
" 2000 " 2500 |
210 |
-270 |
-480 |
0 |
+105 |
-105 |
+160 |
|
" 2500 " 3150 |
230 |
-290 |
-520 |
0 |
+115 |
-115 |
+180 |
Таблица 14
Калибры рабочие для отверстий 8-го и 9-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношенные |
Новые |
Изношенные | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
110 |
+270 |
+ 160 |
0 |
+55 |
-55 |
-95 |
|
" 630 " 800 |
120 |
+300 |
+ 180 |
0 |
+60 |
-60 |
-105 |
|
" 800 " 1000 |
130 |
+320 |
+ 190 |
0 |
+65 |
-65 |
-110 |
|
" 1000 " 1250 |
150 |
+360 |
+210 |
0 |
+75 |
-75 |
-120 |
|
" 1250 " 1600 |
170 |
+390 |
+220 |
0 |
+85 |
-85 |
-130 |
|
" 1600 " 2000 |
190 |
+400 |
+250 |
0 |
+95 |
-95 |
-145 |
|
" 2000 " 2500 |
210 |
+480 |
+270 |
0 |
+105 |
-105 |
-160 |
|
" 2500 " 3150 |
230 |
+520 |
+290 |
0 |
+115 |
-115 |
-180 |
Таблица 15
Контркалибры к калибрам для валов 8-го и 9-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
К-ПР |
К-НЕ |
К-И | |||
|
Предельные отклонения, мкм | |||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. | ||
|
Св. 500 до 630 |
30 |
-255 |
-285 |
-40 |
-70 |
+15 |
-15 |
|
" 630 " 800 |
35 |
-282 |
-317 |
-42 |
-77 |
+17 |
-18 |
|
" 800 " 1000 |
40 |
-300 |
-340 |
-45 |
-85 |
+20 |
-20 |
|
" 1000 " 1250 |
45 |
-337 |
-382 |
-52 |
-97 |
+22 |
-23 |
|
" 1250 " 1600 |
50 |
-365 |
-415 |
-60 |
-110 |
+25 |
-25 |
|
" 1600 " 2000 |
55 |
-412 |
-467 |
-67 |
-122 |
+27 |
-28 |
|
" 2000 " 2500 |
60 |
-450 |
-510 |
-75 |
-135 |
+30 |
-30 |
|
" 2500 " 3150 |
70 |
-485 |
-555 |
-80 |
-150 |
+35 |
-35 |
Таблица 16
Калибры рабочие для валов 10-го и 11-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношенные |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
170 |
-250 |
-420 |
0 |
+85 |
-85 |
+150 |
|
" 630 " 800 |
190 |
-260 |
-450 |
0 |
+95 |
-95 |
+160 |
|
" 800 " 1000 |
210 |
-270 |
-480 |
0 |
+105 |
-105 |
+170 |
|
" 1000 " 1250 |
230 |
-290 |
-520 |
0 |
+115 |
-115 |
+185 |
|
" 1250 " 1600 |
260 |
-340 |
-600 |
0 |
+130 |
-130 |
+215 |
|
" 1600 " 2000 |
290 |
-370 |
-660 |
0 |
+145 |
-145 |
+235 |
|
" 2000 " 2500 |
320 |
-430 |
-750 |
0 |
+160 |
-160 |
+265 |
|
" 2500 " 3150 |
360 |
-520 |
-880 |
0 |
+180 |
-180 |
+300 |
Таблица 17
Калибры рабочие для отверстий 10-го и 11-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
ПР |
НЕ | ||||
|
Предельные отклонения, мкм | |||||||
|
Новые |
Изношенные |
Новые |
Изношен- | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
Св. 500 до 630 |
170 |
+420 |
+250 |
0 |
+85 |
-85 |
-150 |
|
" 630 " 800 |
190 |
+450 |
+260 |
0 |
+95 |
-95 |
-160 |
|
" 800 " 1000 |
210 |
+480 |
+270 |
0 |
+105 |
-105 |
-170 |
|
" 1000 " 1250 |
230 |
+520 |
+290 |
0 |
+115 |
-115 |
-185 |
|
" 1250 " 1600 |
260 |
+600 |
+340 |
0 |
+130 |
-130 |
-215 |
|
" 1600 " 2000 |
290 |
+660 |
+370 |
0 |
+145 |
-145 |
-235 |
|
" 2000 " 2500 |
320 |
+750 |
+430 |
0 |
+160 |
-160 |
-265 |
|
" 2500 " 3150 |
360 |
+880 |
+520 |
0 |
+180 |
-180 |
-300 |
Таблица 18
Контркалибры к калибрам для валов 10-го и 11-го классов точности
|
Интервалы номинальных размеров, мм |
Допуск изготовления, мкм |
К-ПР |
К-НЕ |
К-И | |||
|
Предельные отклонения, мкм | |||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. | ||
|
Св. 500 до 630 |
45 |
-397 |
-442 |
-62 |
-107 |
+22 |
-23 |
|
" 630 " 800 |
50 |
-425 |
-475 |
-70 |
-120 |
+25 |
-25 |
|
" 800 " 1000 |
55 |
-452 |
-507 |
-77 |
-132 |
+27 |
-28 |
|
" 1000 " 1250 |
60 |
-490 |
-550 |
-85 |
-145 |
+30 |
-30 |
|
" 1250 " 1600 |
65 |
-567 |
-632 |
-97 |
-162 |
+32 |
-33 |
|
" 1600 " 2000 |
75 |
-622 |
-697 |
-107 |
-182 |
+37 |
-38 |
|
" 2000 " 2500 |
85 |
-707 |
-792 |
-117 |
-202 |
+42 |
-43 |
|
" 2500 " 3150 |
100 |
-830 |
-930 |
-130 |
-230 |
+50 |
-50 |
5. Предельные отклонения калибров для валов и контркалибров к ним отсчитываются:
ПР; К-ПР; К-И - от наибольшего предельного размера вала;
НЕ; К-НЕ и КИ-НЕ - от наименьшего предельного размера вала.
Предельные отклонения калибров для отверстий отсчитываются:
ПР - от наименьшего предельного размера отверстия;
НЕ - от наибольшего предельного размера отверстия.
6. Предельные отклонения изношенных калибров НЕ являются рекомендуемыми; предельные отклонения контркалибров КИ-НЕ (на схеме показаны пунктиром) настоящим стандартом не устанавливаются.
7. При проверке размеров изделий рабочими калибрами проходные калибры (ПР) должны свободно проходить под действием собственного веса или установленной нагрузки, а непроходные калибры (НЕ) не должны проходить.
8. Перед контролем изделий рабочие калибры должны быть выдержаны в цехе у рабочего места в течение времени, необходимого для выравнивания температуры изделия и калибра.
9. В качестве контркалибров следует использовать блоки плоскопараллельных концевых мер длины. Для скоб, проверяющих диаметр изделия, блоки концевых мер следует применять в сочетании с боковиками, имеющими цилиндрическую измерительную поверхность.
При размерах скоб более 2000 мм в качестве контркалибров следует использовать нутромеры, аттестованные на концевой измерительной машине.
10. Размеры и допустимые погрешности блоков плоскопараллельных концевых мер, используемых в качестве контркалибров, определяются предельными отклонениями контркалибров, приведенными в табл.3, 6, 9, 12, 15, 18.
11. Скобы должны проходить при проверке по контркалибрам К-ПР и К-НЕ и не должны проходить при проверке по контркалибрам К-И и КИ-НЕ.
12. При контроле калибров должны быть сохранены положения и опоры калибров, занимаемые ими при проверке изделий.
Припасовка и контроль скоб контркалибрами должны производиться под такой же нагрузкой и теми же приемами, которые используются при контроле скобой изделия.
ПРИЛОЖЕНИЕ
ПРИМЕРЫ РАСЧЕТА ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ КАЛИБРОВ
1. Определить исполнительные размеры калибров для контроля вала размером 580 ![]() .
.
В соответствии с ГОСТ 2689-54 для вала ![]() :
:
верхнее отклонение равно 0;
нижнее отклонение равно - 0,280 мм.
Отсюда наибольший предельный размер вала
580 мм;
наименьший предельный размер вала
580-0,280=579,720 мм.
Отклонения проходного калибра ПР и контркалибров К-ПР и К-И отсчитываются от наибольшего предельного размера вала, непроходного калибра НЕ и контркалибра К-НЕ - от наименьшего предельного размера вала.
Отклонения рабочих калибров принимаем по табл.4:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Отклонения контрольных калибров принимаем по табл.6:
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
2. Определить исполнительные размеры калибров для контроля отверстия размером 1200 ![]() .
.
В соответствии с ГОСТ 2689-54 для отверстия ![]() :
:
верхнее отклонение равно +1,2 мм;
нижнее отклонение равно 0.
Отсюда наибольший предельный размер отверстия
1200+1,20=1201,2 мм;
наименьший предельный размер отверстия
1200 мм.
Отклонения проходного калибра отсчитываются от наименьшего предельного размера отверстия, непроходного калибра - от наибольшего предельного размера отверстия.
Отклонения калибров принимаем по табл.11:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Текст документа сверен по:
официальное издание
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003