ГОСТ 22634-77
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ СОЕДИНЕНИЙ БУРИЛЬНЫХ ТРУБ СО СТАБИЛИЗИРУЮЩИМИ
ПОЯСКАМИ И ЗАМКОВ К НИМ
Технические условия
Gauges for connections of drill pipes with stabilizing collars and tool-joints.
Specifications
MКC 17.040.30
ОКП 39 3171
Дата введения 1980-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 25 июля 1977 года N 1807
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ИЗДАНИЕ с Изменением N 1, утвержденным в декабре 1984 года (ИУС 3-85).
Настоящий стандарт распространяется на конические резьбовые и гладкие калибры для контроля трубной правой и левой трапецеидальной резьбы ТТ, конических стабилизирующих поясков бурильных труб по ГОСТ 631-75 и конических расточек замков по ГОСТ 5286-75.
1. ТИПЫ КАЛИБРОВ
1.1. Калибры должны изготовляться типов:
Р - калибр-пробка резьбовой рабочий;
Г - калибр-пробка гладкий рабочий;
Г-С - калибр-пробка гладкий рабочий;
Р-П - калибр-кольцо резьбовой рабочий с полным профилем;
Р-Н - калибр-кольцо резьбовой рабочий с неполным профилем;
К-Г-Р - калибр-пробка гладкий контрольный;
Г - калибр-кольцо гладкий рабочий;
К-Г-Г - калибр-пробка гладкий контрольный;
Г-С - калибр-кольцо гладкий рабочий;
К-Г-Г-С - калибр-пробка гладкий контрольный.
1.2. Область применения калибров указана в приложении.
2. ПРОФИЛЬ, ОСНОВНЫЕ РАЗМЕРЫ И ДОПУСКИ
2.1. Основные размеры рабочих и контрольных калибров, профиль резьбы и их предельные отклонения указаны на черт.1-8 и в табл.1-5.
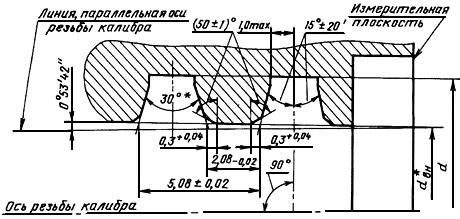
Калибр-пробка Р

Профиль резьбы калибра-пробки Р

________________
* Размеры для справок.
Черт.2
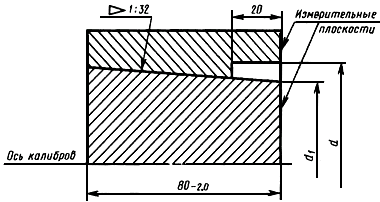
Калибры-пробки Г и Г-С
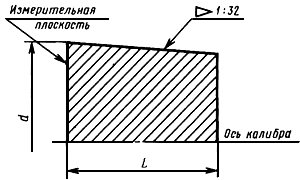
Черт.3
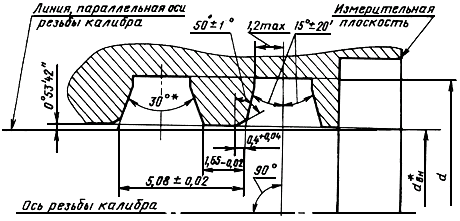
Калибры-кольца Р-П и Р-Н и калибр-пробка К-Г-Р
Профиль резьбы калибра-кольца с полным профилем Р-П
________________
* Размеры для справок.
Черт.5
Профиль резьбы калибра-кольца с неполным профилем Р-Н
________________
* Размеры для справок.
Черт.6
Калибр-кольцо Г и калибр-пробка К-Г-Г
Черт.7
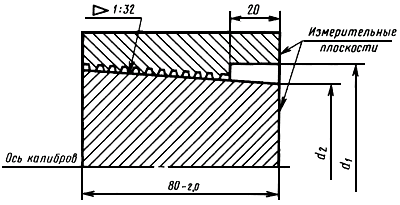
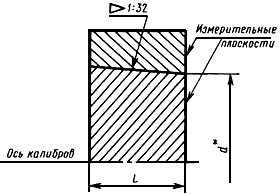
Калибр-кольцо Г-С и калибр-пробка К-Г-Г-С
________________
* Размер для справок для калибра-кольца Г-С.
Черт.8
Таблица 1
мм
|
Обозначение резьбы |
Диаметр резьбы в основной плоскости |
|
Обозначение замка | |
|
|
|
|||
|
ТТ78х5,08х1:32 |
81,95 |
78,35 |
76,0 |
ЗУК-108 |
|
ТТ82x5,08x1:32 |
85,94 |
82,34 |
78,0 |
ЗШК-118 |
|
ТТ94x5,08x1:32 |
97,91 |
94,31 |
90,0 |
ЗУК-120, ЗШК-133 |
|
ТТ107x5,08x1:32 |
110,89 |
107,29 |
103,0 |
ЗУК-146 |
|
ТТ122x5,08x1:32 |
125,85 |
122,25 |
118,0 |
ЗУК-155 |
|
ТТ132x5,08x1:32 |
135,83 |
132,23 |
128,0 |
ЗШК-178 |
Таблица 2
мм
|
Обозначение резьбы |
Тип калибра |
Обозначение замка | |||
|
Г |
Г-С |
||||
|
|
|
|
|
||
|
ТТ78x5,08x1:32 |
78,444 |
60 |
85,375 |
42 |
ЗУК-108 |
|
ТТ82x5,08x1:32 |
82,434 |
89,365 |
ЗШК-118 | ||
|
ТТ94x5,08x1:32 |
94,404 |
101,335 |
ЗУК-120, ЗШК-133 | ||
|
ТТ107x5,08x1:32 |
107,384 |
114,565 |
50 |
ЗУК-146 | |
|
ТТ122x5,08x1:32 |
122,344 |
129,525 |
ЗУК-155 | ||
|
ТТ132x5,08x1:32 |
132,324 |
329,505 |
ЗШК-178 | ||
Таблица 3
мм
|
|
Тип калибра |
| |||
|
Р-П и Р-Н |
К-Г-Р |
||||
|
Обозначение резьбы |
Диаметр резьбы в измерительной плоскости |
|
|
Обозначение бурильной трубы по ГОСТ 631-75 | |
|
|
|
||||
|
ТТ78х 5,08x1:32 |
82,5 |
76,256 |
85 |
76,256 |
НК-73 |
|
ТТ82х5,08х1:32 |
86,5 |
80,256 |
89 |
80,256 |
ВК-89 |
|
ТТ94х5,08х1:32 |
98,5 |
92,256 |
101 |
92,256 |
НК-89; ВК-102 |
|
ТТ107х5,08х1:32 |
111,5 |
105,256 |
114 |
105,256 |
НК-102; ВК-114 |
|
ТТ122х5,08х1:32 |
126,5 |
120,256 |
129 |
120,256 |
НК-114; ВК-127 |
|
ТТ132х5,08х1:32 |
136,5 |
130,256 |
139 |
130,256 |
ВК-140 |
Таблица 4
мм
|
|
Тип калибра |
||
|
Обозначение резьбы |
Г |
К-Г-Р |
Обозначение бурильной трубы по ГОСТ 631-75 |
|
|
|
||
|
ТТ78x5,08x1:32 |
85 |
79,656 |
НК-73 |
|
ТТ82x5,08x1:32 |
89 |
83,656 |
ВК-89 |
|
ТТ94x5,08x1:32 |
101 |
95,656 |
НК-89; ВК-102 |
|
ТТ107x5,08x1:32 |
114 |
108,656 |
НК-102; ВК-114 |
|
ТТ122x5,08x1:32 |
129 |
123,656 |
НК-114; ВК-127 |
|
ТТ132x5,08x1:32 |
139 |
133,656 |
ВК-140 |
Таблица 5
мм
|
|
Тип калибра |
| |||
|
Обозначение резьбы |
Г-С |
К-Г-Г-С |
Обозначение бурильной трубы по ГОСТ 631-75 | ||
|
|
|
|
|
||
|
ТТ78х5,08х1:32 |
84,500 |
38 |
84,500 |
38 |
НК-73 |
|
ТТ82х5,08х1:32 |
88,500 |
88,500 |
ВК-89 | ||
|
ТТ94х5,08х1:32 |
100,500 |
100,500 |
НК-89; ВК-102 | ||
|
ТТ107х5,08х1:32 |
113,500 |
46 |
113,500 |
46 |
НК-102; ВК-114 |
|
ТТ122х5,08х1:32 |
128,500 |
128,500 |
НК-114; ВК-127 | ||
|
ТТ132х5,08х1:32 |
138,500 |
138,500 |
ВК-140 | ||
(Измененная редакция, Изм. N 1).
2.2. Предельные отклонения разности диаметров резьбы на длине 100 мм:
|
калибра пробки Р |
+0,020 |
|
калибров-колец Р-П и Р-Н |
-0,010 |
|
-0,035 |
Предельные отклонения разности диаметров на длине 100 мм:
|
калибров-пробок К-Г-Р, К-Г-Г и К-Г-Г-С |
+0,020 |
|
" " Г и Г-С |
+0,025 |
|
калибров-колец Г и Г-С |
-0,010 |
|
-0,035 |
При контроле разности диаметров резьбовых и гладких калибров на длине, отличной от 100 мм, предельные отклонения должны быть пропорционально изменены.
2.3. Предельные отклонения разности диаметров резьбы калибров-пробок Р относятся к наружному и внутреннему диаметрам, а калибров-колец Р-П и Р-Н - к внутреннему диаметру.
2.4. Предельные отклонения шага резьбы относятся к расстоянию между двумя любыми витками резьбы калибров.
2.5. Шаг резьбы и ширина площадки измеряются параллельно оси резьбы калибра.
2.6. Форма проточек по впадинам резьбы калибров-колец произвольная.
2.7. Несовпадение измерительных плоскостей при припасовке резьбовых и гладких калибров-колец к соответствующим гладким контрольным калибрам-пробкам должно быть не более ±0,15 мм.
Допуск параллельности измерительных плоскостей при припасовке калибров-колец к контрольным калибрам-пробкам должен быть 0,05 мм.
3. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
3.1. Калибры должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
3.2. Измерительные детали калибров должны изготовляться из стали марки X по ГОСТ 5950-2000, из стали марок ШХ15 или ШХ15СГ по ГОСТ 801-78.
3.3. Твердость поверхности резьбы, рабочих поверхностей гладких калибров и измерительных плоскостей всех калибров должна быть 58...62,1HRC.
(Измененная редакция, Изм. N 1).
3.4. Калибры должны быть подвергнуты старению и размагничены.
3.5. Первые витки резьбы с каждой стороны калибра должны быть срезаны до полной ширины витка и притуплены.
3.6. На резьбовых калибрах должны быть грязевые канавки, пересекающие витки резьбы по образующей резьбового конуса и расположенные равномерно по окружности.
Одна из грязевых канавок должна проходить перед началом первого полного витка.
3.7. Параметр шероховатости поверхностей ![]() по ГОСТ 2789-73 не должен быть более, мкм:
по ГОСТ 2789-73 не должен быть более, мкм:
|
резьбы (за исключением проточек по впадинам калибров-колец Р-П и Р-Н) и |
0,32 |
|
измерительных плоскостей |
0,63 |
3.8. Допуск прямолинейности боковых сторон профиля 0,003 мм.
3.9. Допуск перпендикулярности измерительных плоскостей к оси резьбы и к оси рабочих поверхностей соответственно резьбовых и гладких калибров - 0,025 мм.
(Измененная редакция, Изм. N 1).
3.10. На рабочих поверхностях калибров не должно быть царапин, рисок, дробленостей, следов коррозии.
3.11. Комплект калибров должен состоять из контрольных и рабочих резьбовых и гладких калибров, указанных в п.1.1.
По заказу потребителя допускается изготовление отдельно рабочих резьбовых и гладких калибров-пробок или калибров-колец.
Калибры-кольца в количестве до 10 шт. должны комплектоваться одним гладким контрольным калибром-пробкой, к которому они должны быть припасованы.
3.12. К каждому калибру должен быть приложен паспорт с указанием:
обозначения резьбы;
обозначения типа калибра;
порядкового номера калибра;
даты выпуска;
товарного знака предприятия-изготовителя;
обозначения настоящего стандарта.
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На калибрах-пробках и калибрах-кольцах должны быть нанесены:
обозначение резьбы (сокращенное);
обозначение типа калибра;
порядковый номер калибра;
обозначение настоящего стандарта;
дата выпуска;
товарный знак предприятия-изготовителя.
На резьбовом калибре с левой резьбой добавляются буквы LH;
При припасовке к одному гладкому контрольному калибру-пробке одного или нескольких резьбовых или гладких калибров-колец номера на этих калибрах наносятся в виде дроби, в числителе которой указывается номер калибра-пробки, а в знаменателе - порядковый номер припасованного калибра-кольца.
Примеры маркировки калибров:
калибр-пробка гладкий рабочий для контроля внутреннего диаметра и конусности резьбы ТТ122х5,08х1:32:
ТТ 122 Г ГОСТ 22634-77 35.IV. 77 (товарный знак)
калибр-кольцо резьбовой рабочий с неполным профилем для контроля внутреннего диаметра резьбы ТТ 132x5,08x1:32:
ТТ 132 Р-Н ГОСТ 22634-77 5/2 IV. 77 (товарный знак)
(Измененная редакция, Изм. N 1).
4.2. Калибры должны быть подвергнуты консервации по ГОСТ 9.014-78. Срок действия консервации - один год.
4.3. Калибры после консервации должны быть обернуты в конденсаторную бумагу по ГОСТ 1908-88 и упакованы в деревянные ящики по ГОСТ 15623-84, выложенные внутри водонепроницаемым материалом.
4.4. На каждом ящике должна быть наклеена этикетка с указанием:
наименования изделия;
обозначения резьбы и типа калибра;
количества калибров;
даты выпуска;
товарного знака предприятия-изготовителя;
обозначения настоящего стандарта.
4.5. При транспортировании ящики с калибрами должны быть установлены так, чтобы исключалась возможность их перемещения.
4.6. Упакованные калибры должны храниться в вентилируемом помещении при температуре от 10 до 35 °С. В воздухе не должно быть присутствия паров кислот и щелочей. Относительная влажность воздуха - не более 80%.
4.7. Пробки и кольца должны храниться отдельно.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель должен гарантировать соответствие калибров требованиям настоящего стандарта при соблюдении условий хранения, установленных настоящим стандартом.
5.2. Гарантийный срок эксплуатации - 6 мес с начала эксплуатации.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Справочное
ОБЛАСТЬ ПРИМЕНЕНИЯ КАЛИБРОВ
|
Тип калибра |
Область применения |
|
Калибр-пробка Р |
Контроль внутреннего диаметра резьбы в основной плоскости и профиля резьбы замков для бурильных труб |
|
Калибр-пробка Г |
Контроль внутреннего диаметра резьбы в основной плоскости и конусности (разности внутренних диаметров) резьбы замков для бурильных труб |
|
Калибр-пробка Г-С |
Контроль диаметра в расчетной плоскости конической расточки и конусности (разности диаметров) расточки замков для бурильных труб |
|
Калибр-кольцо Р-П |
Контроль внутреннего диаметра резьбы в основной плоскости и профиля резьбы бурильных труб |
|
Калибр-кольцо Р-Н |
Контроль внутреннего диаметра резьбы в основной плоскости бурильных труб |
|
Калибр-пробка К-Г-Р |
Контроль внутреннего диаметра резьбы в измерительной плоскости рабочих калибров-колец Р-П и Р-Н |
|
Калибр-кольцо Г |
Контроль наружного диаметра резьбы в основной плоскости и конусности (разности наружных диаметров) резьбы бурильных труб |
|
Калибр-пробка К-Г-Г |
Контроль диаметра в измерительной плоскости гладкого рабочего калибра-кольца Г |
|
Калибр-кольцо Г-С |
Контроль диаметра в расчетной плоскости конического стабилизирующего пояска и конусности (разности диаметров) пояска бурильных труб |
|
Калибр-пробка К-Г-Г-С |
Контроль диаметра в измерительной плоскости гладкого рабочего калибра-кольца Г-С |
Текст документа сверен по:
официальное издание
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003