ОСТ 1202
Группа Г28
ОБЩЕСОЮЗНЫЙ СТАНДАРТ
КАЛИБРЫ РАБОЧИЕ ДЛЯ ВАЛОВ И ОТВЕРСТИЙ 1-го КЛАССА ТОЧНОСТИ
Допуски
МКС 17.040.30
Дата введения 1932-01-01
УТВЕРЖДЕН Всесоюзным комитетом по стандартизации при Госплане Союза ССР 20 августа 1931 года
Таблица 1
Калибры для валов, кроме ![]()
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | ||||||||
|
Допуск на неточность изготовления |
Допуск на износ проходной стороны | ||||||||
|
Проходная сторона |
Непроходная сторона |
Предельное отклонение |
Наим. гарантийный износ |
Средне- | |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск |
||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||||
|
От 1 до 3 |
0 |
-1,5 |
1,5 |
+0,5 |
-1 |
1,5 |
+1 |
1 |
1,8 |
|
Св. 3 " 6 |
0 |
-2 |
2 |
+1 |
-1 |
2 |
+1 |
1 |
2 |
|
" 6 " 10 |
0 |
-2 |
2 |
+1 |
-1 |
2 |
+1 |
1 |
2 |
|
" 10 " 18 |
-0,5 |
-2,5 |
2 |
+1 |
-1 |
2 |
+1,5 |
2 |
3 |
|
" 18 " 30 |
-0,5 |
-2,5 |
2 |
+1 |
-1 |
2 |
+2 |
2,5 |
3,5 |
|
" 30 " 50 |
-0,5 |
-3,5 |
3 |
+1,5 |
-1,5 |
3 |
+2 |
2,5 |
4 |
|
" 50 " 80 |
-0,5 |
-3,5 |
3 |
+1,5 |
-1,5 |
3 |
+2 |
2,5 |
4 |
|
" 80 " 120 |
-0,5 |
-4,5 |
4 |
+2 |
-2 |
4 |
+3 |
3,5 |
5,5 |
|
" 120 " 180 |
-0,5 |
-5,5 |
5 |
+2,5 |
-2,5 |
5 |
+3 |
3,5 |
6 |
|
" 180 " 260 |
-0,5 |
-7,5 |
7 |
+3,5 |
-3,5 |
7 |
+3 |
3,5 |
7 |
|
" 260 " 360 |
-1 |
-9 |
8 |
+4 |
-4 |
8 |
+3 |
4 |
8 |
|
" 360 " 500 |
-2 |
-12 |
10 |
+5 |
-5 |
10 |
+4 |
6 |
11 |
Таблица 2
Калибры для отверстий, кроме ![]()
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | ||||||||
|
Допуск на неточность изготовления |
Допуск на износ проходной стороны | ||||||||
|
Проходная сторона |
Непроходная сторона |
Предельное отклонение |
Наим. гарантийный износ |
Средне- | |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск |
||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||||
|
От 1 до 3 |
+1,5 |
0 |
1,5 |
+1 |
-0,5 |
1,5 |
-1 |
1 |
1,8 |
|
Св. 3 " 6 |
+2,5 |
+0,5 |
2 |
+1 |
-1 |
2 |
-1 |
1,5 |
2,5 |
|
" 6 " 10 |
+2,5 |
+0,5 |
2 |
+1 |
-1 |
2 |
-1 |
1,5 |
2,5 |
|
" 10 " 18 |
+3 |
+1 |
2 |
+1 |
-1 |
2 |
-1,5 |
2,5 |
3,5 |
|
" 18 " 30 |
+3 |
+1 |
2 |
+1 |
-1 |
2 |
-1,5 |
2,5 |
3,5 |
|
" 30 " 50 |
+4 |
+1 |
3 |
+1,5 |
-1,5 |
3 |
-2 |
3 |
4,5 |
|
" 50 " 80 |
+4 |
+1 |
3 |
+1,5 |
-1,5 |
3 |
-2 |
3 |
4,5 |
|
" 80 " 120 |
+5 |
+1 |
4 |
+2 |
-2 |
4 |
-3 |
4 |
6 |
|
" 120 " 180 |
+6,5 |
+1,5 |
5 |
+2,5 |
-2,5 |
6 |
-3 |
4,5 |
7 |
|
" 180 " 260 |
+8,5 |
+1,5 |
7 |
+3,5 |
-3,5 |
7 |
-4 |
5,5 |
9 |
|
" 260 " 360 |
+10 |
+2 |
8 |
+4 |
-4 |
8 |
-5 |
7 |
11 |
|
" 360 " 500 |
+13 |
+3 |
10 |
+5 |
-5 |
10 |
-7 |
10 |
15 |
Таблица 3
Калибры для валов ![]()
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | ||||||||
|
Допуск на неточность изготовления |
Допуск на износ проходной стороны | ||||||||
|
Проходная сторона |
Непроходная сторона |
Предельное отклонение |
Наим. гарантийный износ |
Средне- | |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск |
||||||
|
верхн. |
нижн. |
верхн. |
нижн. |
||||||
|
От 1 до 3 |
-1 |
-3 |
2 |
+1 |
-1 |
2 |
+1,5 |
2,5 |
3,5 |
|
Св. 3 " 6 |
-1 |
-4 |
3 |
+1,5 |
-1,5 |
3 |
+2 |
3 |
4,5 |
|
" 6 " 10 |
-0,5 |
-3,5 |
3 |
+1,5 |
-1,5 |
3 |
+2,5 |
3 |
4,5 |
|
" 10 " 18 |
-1 |
-4 |
3 |
+1,5 |
-1,5 |
3 |
+2 |
3 |
4,5 |
|
" 18 " 30 |
-1 |
-5 |
4 |
+2 |
-2 |
4 |
+3 |
4 |
6 |
|
" 30 " 50 |
-1,5 |
-5,5 |
4 |
+2 |
-2 |
4 |
+3 |
4,5 |
6,5 |
|
" 50 " 80 |
-1,5 |
-6,5 |
5 |
+2,5 |
-2,5 |
5 |
+3 |
4,5 |
7 |
|
" 80 " 120 |
-2 |
-8 |
6 |
+3 |
-3 |
6 |
+4 |
6 |
9 |
|
" 120 " 180 |
-2 |
-9 |
7 |
+3,5 |
-3,5 |
7 |
+5 |
7 |
10,5 |
|
" 180 " 260 |
-2 |
-11 |
9 |
+4,5 |
-4,5 |
9 |
+6 |
8 |
12,5 |
|
" 260 " 360 |
-2 |
-13 |
11 |
+5,5 |
-5,5 |
11 |
+8 |
10 |
15,5 |
|
" 360 " 500 |
-2 |
-15 |
13 |
+6,5 |
-6,5 |
13 |
+10 |
12 |
18,5 |
Таблица 4
Калибры для отверстий ![]()
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | ||||||||
|
Допуск на неточность изготовления |
Допуск на износ проходной стороны | ||||||||
|
Проходная сторона |
Непроходная сторона |
Предельное отклонение |
Наим. гарантийный износ |
Средне- | |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск |
||||||
|
|
верхн. |
нижн. |
верхн. |
нижн. |
|
|
|
| |
|
От 1 до 3 |
+3 |
+1 |
2 |
+1 |
-1 |
2 |
-1,5 |
2,5 |
3,5 |
|
Св. 3 " 6 |
+4 |
+1 |
3 |
+1,5 |
-1,5 |
3 |
-2 |
3 |
4,5 |
|
" 6 " 10 |
+3,5 |
+0,5 |
3 |
+1,5 |
-1,5 |
3 |
-2,5 |
3 |
4,5 |
|
" 10 " 18 |
+4 |
+1 |
3 |
+1,5 |
-1,5 |
3 |
-2 |
3 |
4,5 |
|
" 18 " 30 |
+5 |
+1 |
4 |
+2 |
-2 |
4 |
-3 |
4 |
6 |
|
" 30 " 50 |
+5,5 |
+1,5 |
4 |
+2 |
-2 |
4 |
-3 |
4,5 |
6,5 |
|
" 50 " 80 |
+6,5 |
+1,5 |
5 |
+2,5 |
-2,5 |
5 |
-3 |
4,5 |
7 |
|
" 80 " 120 |
+8 |
+2 |
6 |
+3 |
-3 |
6 |
-4 |
6 |
9 |
|
" 120 " 180 |
+9 |
+2 |
7 |
+3,5 |
-3,5 |
7 |
-5 |
7 |
10,5 |
|
" 180 " 260 |
+11 |
+2 |
9 |
+4,5 |
-4,5 |
9 |
-6 |
8 |
12,5 |
|
" 260 " 360 |
+13 |
+2 |
11 |
+5,5 |
-5,5 |
11 |
-8 |
10 |
15,5 |
|
" 360 " 500 |
+15 |
+2 |
13 |
+6,5 |
-6,5 |
13 |
-10 |
12 |
18,5 |
Схема построения допусков на неточность изготовления и износ калибров - по ГОСТ 7660-55.
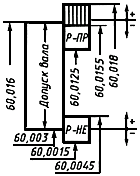
Условные обозначения: рабочий калибр - Р; проходная сторона рабочего калибра (или проходной калибр) - Р-ПР; непроходная сторона (или непроходной калибр) - Р-НЕ.
Примечание. Букву Р при клеймении рабочих калибров можно не наносить.
Отклонения отсчитываются:
Р-ПР для валов от верхн. откл. вала по ОСТ НКМ 1011
Р-НЕ для валов от нижн. откл. вала по ОСТ НКМ 1011
Р-ПР для отверст. от нижн. откл. отверст. по ОСТ НКМ 1021
Р-НЕ для отверст. от верхн. откл. отверст. по ОСТ НКМ 1021.
Пример. Отклонения вала ![]() , номин. диам. 60 мм по ОСТ НКМ 1011: верхнее +16 мкм, нижнее +3 мкм.
, номин. диам. 60 мм по ОСТ НКМ 1011: верхнее +16 мкм, нижнее +3 мкм.
Размеры:
|
Р-ПР |
наиб. 60+0,016-0,0005=60,0155 |
|
наим. 60+0,016-0,0035=60,0125 | |
|
Р-НЕ |
наиб. 60+0,003+0,0015=60,0045 |
|
наим. 60+0,003-0,0015=60,0015 | |
|
Наиб. размер изнош. калибра Р-ПР: | |
|
60+0,016+0,002=60,018 | |
(Измененная редакция - "Информ. указатель стандартов" N 6 1958 года).
Текст документа сверен по:
официальное издание
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003