ОСТ 1220
Группа Г28
ОБЩЕСОЮЗНЫЙ СТАНДАРТ
КАЛИБРЫ ПРЕДЕЛЬНЫЕ ГЛАДКИЕ ДЛЯ ВАЛОВ И ОТВЕРСТИЙ
4-го КЛАССА ТОЧНОСТИ
Допуски
МКС 17.040.30
Дата введения 1934-01-01
УТВЕРЖДЕН Всесоюзным комитетом стандартизации при Совете труда и обороны СССР 20 сентября 1933 года
ВЗАМЕН ОСТ 1206, ОСТ 1210, ОСТ 1217 и ОСТ 1218
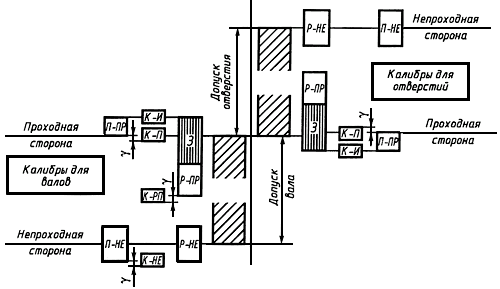
Условные обозначения калибров
![]() (или
(или ![]() ) - проходная сторона рабочих калибров или проходные рабочие калибры. Поле допуска на износ заштриховано вертикальными линиями (поле 3).
) - проходная сторона рабочих калибров или проходные рабочие калибры. Поле допуска на износ заштриховано вертикальными линиями (поле 3).
![]() (или
(или ![]() ) - непроходная сторона рабочих калибров или непроходные рабочие калибры.
) - непроходная сторона рабочих калибров или непроходные рабочие калибры.
![]() - проходная сторона приемных калибров или проходные приемные калибры.
- проходная сторона приемных калибров или проходные приемные калибры.
![]() - непроходная сторона приемных калибров или непроходные приемные калибры.
- непроходная сторона приемных калибров или непроходные приемные калибры.
![]() - контркалибры для проходной стороны новых рабочих калибров. Эти контркалибры проходящие.
- контркалибры для проходной стороны новых рабочих калибров. Эти контркалибры проходящие.
![]() - контркалибры для непроходной стороны (или непроходных) рабочих и приемных калибров. Эти контркалибры проходящие.
- контркалибры для непроходной стороны (или непроходных) рабочих и приемных калибров. Эти контркалибры проходящие.
![]() - контркалибры для контроля износа проходной стороны (или проходных) рабочих калибров. Эти контркалибры непроходящие. Те же контркалибры
- контркалибры для контроля износа проходной стороны (или проходных) рабочих калибров. Эти контркалибры непроходящие. Те же контркалибры ![]() служат для поверки калибров
служат для поверки калибров ![]() , и в этом случае эти контркалибры непроходящие.
, и в этом случае эти контркалибры непроходящие.
![]() - контркалибры проходящие для поверки калибров
- контркалибры проходящие для поверки калибров ![]() ; эти же контркалибры применяются как непроходящие, взамен контркалибров
; эти же контркалибры применяются как непроходящие, взамен контркалибров ![]() для контроля износа проходной стороны (или проходных) рабочих калибров по особым требованиям заказчиков, когда изделия принимаются представителями заказчика.
для контроля износа проходной стороны (или проходных) рабочих калибров по особым требованиям заказчиков, когда изделия принимаются представителями заказчика.
Примечание. Показанный на схеме размер ![]() представляет гарантированный допусками зазор между скобой и проходящей в нее контрольной шайбой при наименьших их размерах.
представляет гарантированный допусками зазор между скобой и проходящей в нее контрольной шайбой при наименьших их размерах.
ПРАВИЛА ПРИМЕНЕНИЯ
1. При проверке размеров изделий предельными калибрами проходные калибры (![]() ) должны свободно проходить под действием собственного веса калибра, а непроходные калибры (
) должны свободно проходить под действием собственного веса калибра, а непроходные калибры (![]() ) не должны проходить, в крайнем случае только закусывать; при этом должны соблюдаться условия, обеспечивающие правильности поверки: температура не должна значительно отклоняться от 20 °С, мерительные поверхности должны быть чистыми, промер не должен производиться при нагретом состоянии изделия и т.п.
) не должны проходить, в крайнем случае только закусывать; при этом должны соблюдаться условия, обеспечивающие правильности поверки: температура не должна значительно отклоняться от 20 °С, мерительные поверхности должны быть чистыми, промер не должен производиться при нагретом состоянии изделия и т.п.
2. Для поверки размеров изделий браковщиком контрольных отделов заводов рекомендуется пользоваться не новыми, а частично изношенными рабочими калибрами. Эти калибры должны изыматься из употребления, когда износ их дойдет до установленного предела. Новые рабочие калибры должны передаваться рабочим для поверки размеров изделий в процессе их изготовления.
3. Размеры приемных калибров по проходной стороне (или проходных приемных калибров) не выходят за пределы допустимого износа рабочих калибров; в случаях, когда изделия в больших количествах обязательно должны проходить через повторную поверку размеров представителями заказчика, нужно оговаривать в заказе, чтобы износ рабочих калибров не превышал предела, определяемого линией симметрии поля допуска ![]() .
.
Такое же ограничение износа рабочих калибров до предела, определяемого линией симметрии поля допуска ![]() , рекомендуется в отдельных случаях, когда по характеру соединения должна быть безусловно исключена возможность получения натяга при посадке
, рекомендуется в отдельных случаях, когда по характеру соединения должна быть безусловно исключена возможность получения натяга при посадке ![]() . Так как в этих случаях поле допуска по проходной стороне приемного калибра выходит за предел допустимого износа рабочего калибра, годность изделий в случае сомнений и при разногласиях между сдатчиком и приемщиком поверяется в соответствии с ГОСТ 7660-55 близкими к пределу износа рабочими калибрами или измерителями универсального типа.
. Так как в этих случаях поле допуска по проходной стороне приемного калибра выходит за предел допустимого износа рабочего калибра, годность изделий в случае сомнений и при разногласиях между сдатчиком и приемщиком поверяется в соответствии с ГОСТ 7660-55 близкими к пределу износа рабочими калибрами или измерителями универсального типа.
По непроходной стороне поля допусков калибров ![]() и
и ![]() совпадают; ввиду этого в отдельных, хотя и мало вероятных случаях возможны разногласия между сдатчиком и приемщиком из-за некоторой разности размеров калибров
совпадают; ввиду этого в отдельных, хотя и мало вероятных случаях возможны разногласия между сдатчиком и приемщиком из-за некоторой разности размеров калибров ![]() и
и ![]() , выполненных в пределах допусков. В таких случаях годность изделия поверяется измерителями универсального типа или путем отбора скоб с наименьшими и пробок с наибольшими размерами по непроходной стороне (соответственно непроходным скобам и пробкам).
, выполненных в пределах допусков. В таких случаях годность изделия поверяется измерителями универсального типа или путем отбора скоб с наименьшими и пробок с наибольшими размерами по непроходной стороне (соответственно непроходным скобам и пробкам).
Примечание. В качестве приемных калибров должны применяться изношенные рабочие калибры после исправления, в случае надобности, мерительных поверхностей проходных сторон калибров. Специальное изготовление приемных калибров может иметь место только в виде исключения.
4. Калибры, как правило, должны контролироваться обмером на измерительных приборах или измерительными плитками (концевыми мерами).
Контркалибры (т.е. контрольные калибры), представляющие жесткие, специально изготовленные измерители, могут применяться для поверки калибров в условиях эксплуатации в следующих случаях:
а) для контроля размеров рабочих калибров для валов (скоб) малых диаметров, поверка которых на измерительных приборах затруднительна;
б) для других размеров калибров для валов (скоб), при недостаточности пропускной способности измерительных приборов;
в) для контроля износа рабочих калибров для отверстий (пробок цилиндрических и плоских штихмассов), при недостаточности пропускной способности измерительных приборов.
5. Контркалибры считаются проходящими, если они при поверке калибра входят (или проходят) в слегка смазанном состоянии под действием собственного веса (но не менее 100 г).
Контркалибры ![]() и
и ![]() , поверяющие износ рабочих калибров (а контркалибр
, поверяющие износ рабочих калибров (а контркалибр ![]() также и при поверке им проходной стороны приемного калибра) не должны проходить, в крайнем случае, только закусывать.
также и при поверке им проходной стороны приемного калибра) не должны проходить, в крайнем случае, только закусывать.
Рабочие калибры для валов
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | |||||||||||
|
Допуск на неточность изготовления |
Допуск на износ проходной стороны | |||||||||||
|
Проходная сторона |
Непроходная сторона |
Полное использование |
Неполное использование | |||||||||
|
Отклонения |
До- |
Отклонения |
До- |
Пре- |
Наим. гаран- |
Средне- |
Пре- |
Наим. гаран- |
Средне- | |||
|
верхн. |
нижн. |
верхн. |
нижн. |
|||||||||
|
От 1 до 3 |
-6,5 |
-13,5 |
7 |
+3,5 |
-3,5 |
7 |
+3 |
9,5 |
13 |
-1 |
5,5 |
9 |
|
Св. 3 " 6 |
-8 |
-16 |
8 |
+4 |
-4 |
8 |
+3 |
11 |
15 |
-1 |
7 |
11 |
|
" 6 " 10 |
-9,5 |
-18,5 |
9 |
+4,5 |
-4,5 |
9 |
+3 |
12,5 |
17 |
-1 |
8,5 |
13 |
|
" 10 " 18 |
-10,5 |
-21,5 |
11 |
+5,5 |
-5,5 |
11 |
+4 |
14,5 |
20 |
-1 |
9,5 |
15 |
|
" 18 " 30 |
-12,5 |
-25,5 |
13 |
+6,5 |
-6,5 |
13 |
+5 |
17,5 |
24 |
-1 |
11,5 |
18 |
|
" 30 " 50 |
-14,5 |
-29,5 |
15 |
+7,9 |
-7,5 |
15 |
+6 |
20,5 |
28 |
-1 |
13,5 |
21 |
|
" 50 " 80 |
-16 |
-34 |
18 |
+9 |
-9 |
18 |
+8 |
24 |
33 |
-1 |
15 |
24 |
|
" 80 " 120 |
-17,5 |
-38,5 |
21 |
+10,5 |
-10,5 |
21 |
+10 |
27,5 |
38 |
-1 |
16,5 |
27 |
|
" 120 " 180 |
-19 |
-43 |
24 |
+12 |
-12 |
24 |
+13 |
32 |
44 |
-0,5 |
18,5 |
30,5 |
|
" 180 " 260 |
-20 |
-47 |
27 |
+13,5 |
-13,5 |
27 |
+16 |
36 |
49,5 |
0 |
20 |
33,5 |
|
" 260 " 360 |
-21 |
-51 |
30 |
+15 |
-15 |
30 |
+19 |
40 |
55 |
+1 |
22 |
37 |
|
" 360 " 500 |
-22 |
-57 |
35 |
+17,5 |
-17,5 |
35 |
+20 |
45 |
62,5 |
+1,5 |
23,5 |
41 |
Рабочие калибры для отверстий
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | |||||||||||
|
Допуск на неточность изготовления |
Допуск на износ проходной стороны | |||||||||||
|
Проходная сторона |
Непроходная сторона |
Полное использование |
Неполное использование | |||||||||
|
Отклонения |
До- |
Отклонения |
До- |
Пре- |
Наим. гаран- |
Средне- |
Пре- |
Наим. гаран- |
Средне- | |||
|
верхн. |
нижн. |
верхн. |
нижн. |
|||||||||
|
От 1 до 3 |
+13,5 |
+6,5 |
7 |
+3,5 |
-3,5 |
7 |
-3 |
9,5 |
13 |
+1 |
5,5 |
9 |
|
Св. 3 " 6 |
+16 |
+8 |
8 |
+4 |
-4 |
8 |
-3 |
11 |
15 |
+1 |
7 |
11 |
|
" 6 " 10 |
+18,5 |
+9,5 |
9 |
+4,5 |
-4,5 |
9 |
-3 |
12,5 |
17 |
+1 |
8,5 |
13 |
|
" 10 " 18 |
+21,5 |
+10,5 |
11 |
+5,5 |
-5,5 |
11 |
-4 |
14,5 |
20 |
+1 |
9,5 |
15 |
|
" 18 " 30 |
+25,5 |
+12,5 |
13 |
+6,5 |
-6,5 |
13 |
-5 |
17,5 |
24 |
+1 |
11,5 |
18 |
|
" 30 " 50 |
+29,5 |
+14,5 |
15 |
+7,5 |
-7,5 |
15 |
-6 |
20,5 |
28 |
+1 |
13,5 |
21 |
|
" 50 " 80 |
+34 |
+16 |
18 |
+9 |
-9 |
18 |
-8 |
24 |
33 |
+1 |
15 |
24 |
|
" 80 " 120 |
+38,5 |
+17,5 |
21 |
+10,5 |
-10,5 |
21 |
-10 |
27,5 |
38 |
+1 |
16,5 |
27 |
|
" 120 " 180 |
+43 |
+19 |
24 |
+12 |
-12 |
24 |
-13 |
32 |
44 |
+0,5 |
18,5 |
30,5 |
|
" 180 " 260 |
+47 |
+20 |
27 |
+13,5 |
-13,5 |
27 |
-16 |
36 |
49,5 |
0 |
20 |
33,5 |
|
" 260 " 360 |
+51 |
+21 |
30 |
+15 |
-15 |
30 |
-19 |
40 |
55 |
-1 |
22 |
37 |
|
" 360 " 500 |
+57 |
+22 |
35 |
+17,5 |
-17,5 |
35 |
-23 |
45 |
62,5 |
-1,5 |
23,5 |
41 |
Приемные калибры для валов и отверстий
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | ||||||||
|
Для валов |
Для отверстий |
Для валов и отверстий | |||||||
|
Проходная сторона |
Проходная сторона |
Проходная сторона | |||||||
|
Отклонения |
Допуск |
Отклонения |
Допуск |
Отклонения |
Допуск | ||||
|
верхн. |
нижн. |
верхн. |
нижн. |
верхн. |
нижн. |
||||
|
От 1 до 3 |
+3 |
-2 |
5 |
+2 |
-3 |
5 |
+3,5 |
-3,5 |
7 |
|
Св. 3 " 6 |
+3 |
-2 |
5 |
+2 |
-3 |
5 |
+5 |
-4 |
8 |
|
" 6 " 10 |
+3 |
-2 |
5 |
+2 |
-3 |
5 |
+4,5 |
-4,5 |
9 |
|
" 10 " 18 |
+4 |
-2 |
6 |
+2 |
-4 |
6 |
+5,5 |
-5,5 |
11 |
|
" 18 " 30 |
+5 |
-2 |
7 |
+2 |
-5 |
7 |
+6,5 |
-6,5 |
13 |
|
" 30 " 50 |
+6 |
-1 |
7 |
+1 |
-6 |
7 |
+7,5 |
-7,5 |
15 |
|
" 50 " 80 |
+8 |
-1 |
9 |
+1 |
-8 |
9 |
+9 |
-9 |
18 |
|
" 80 " 120 |
+10 |
-1 |
11 |
+1 |
-10 |
11 |
+10,5 |
-10,5 |
21 |
|
" 120 " 180 |
+13 |
-1 |
14 |
+1 |
-13 |
14 |
+12 |
-12 |
24 |
|
" 180 " 260 |
+16 |
-1 |
17 |
+1 |
-16 |
17 |
+13,5 |
-13,5 |
27 |
|
" 260 " 360 |
+19 |
-1 |
20 |
+1 |
-19 |
20 |
+15 |
-15 |
30 |
|
" 360 " 500 |
+23 |
-1 |
24 |
+1 |
-23 |
24 |
+17,5 |
-17,5 |
35 |
Контркалибры к калибрам для валов
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | |||||
|
|
| |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск | |||
|
верхн. |
нижн. |
верхн. |
нижн. |
|||
|
От 1 до 3 |
-11 |
-14 |
3 |
+4,5 |
+1,5 |
3 |
|
Св. 3 " 6 |
-13,5 |
-16,5 |
3 |
+4,5 |
+1,5 |
3 |
|
" 6 " 10 |
-16 |
-19 |
3 |
+4,5 |
+1,5 |
3 |
|
" 10 " 18 |
-19 |
-22 |
3 |
+5,5 |
+2,5 |
3 |
|
" 18 " 30 |
-22,5 |
-26,5 |
4 |
+7 |
+3 |
4 |
|
" 30 " 50 |
-27,5 |
-31,5 |
4 |
+8 |
+4 |
4 |
|
" 50 " 80 |
-31,5 |
-36,5 |
5 |
+10,5 |
+5,5 |
5 |
|
" 80 " 120 |
-35,5 |
-41,5 |
6 |
+13 |
+7 |
6 |
|
" 120 " 180 |
-39 |
-46 |
7 |
+16,5 |
+9,5 |
7 |
|
" 180 " 260 |
-41,5 |
-50,5 |
9 |
+20,5 |
+11,5 |
9 |
|
" 260 " 360 |
-43,5 |
-54,5 |
11 |
+24,5 |
+13,5 |
11 |
|
" 360 " 500 |
-48 |
-61 |
13 |
+29,5 |
+16,5 |
13 |
Продолжение
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | |||||
|
|
| |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск | |||
|
верхн. |
нижн. |
верхн. |
нижн. |
|||
|
От 1 до 3 |
-1 |
-4 |
3 |
+0,5 |
-2,5 |
3 |
|
Св. 3 " 6 |
-1,5 |
-4,5 |
3 |
+0,5 |
-2,5 |
3 |
|
" 6 " 10 |
-2 |
-5 |
3 |
+0,5 |
-2,5 |
3 |
|
" 10 " 18 |
-3 |
-6 |
3 |
+0,5 |
-2,5 |
3 |
|
" 18 " 30 |
-3,5 |
-7,5 |
4 |
+1 |
-3 |
4 |
|
" 30 " 50 |
-5,5 |
-9,5 |
4 |
+1 |
-3 |
4 |
|
" 50 " 80 |
-6,5 |
-11,5 |
5 |
+1,5 |
-3,5 |
5 |
|
" 80 " 120 |
-7,5 |
-13,5 |
6 |
+2 |
-4 |
6 |
|
" 120 " 180 |
-8 |
-15 |
7 |
+3 |
-4 |
7 |
|
" 180 " 260 |
-8 |
-17 |
9 |
+4,5 |
-4,5 |
9 |
|
" 260 " 360 |
-8 |
-19 |
11 |
+6,5 |
-4,5 |
11 |
|
" 360 " 500 |
-8,5 |
-21,5 |
13 |
+8 |
-5 |
13 |
Контркалибры к калибрам для отверстий
|
Номинальные диаметры, мм |
Размеры, мкм (1 мкм =1 | |||||
|
|
| |||||
|
Отклонения |
Допуск |
Отклонения |
Допуск | |||
|
верхн. |
нижн. |
верхн. |
нижн. |
|||
|
От 1 до 3 |
-1,5 |
-4,5 |
3 |
+2,5 |
-0,5 |
3 |
|
Св. 3 " 6 |
-1,5 |
-4,5 |
3 |
+2,5 |
-0,5 |
3 |
|
" 6 " 10 |
-1,5 |
-4,5 |
3 |
+2,5 |
-0,5 |
3 |
|
" 10 " 18 |
-2,5 |
-5,5 |
3 |
+2,5 |
-0,5 |
3 |
|
" 18 " 30 |
-3 |
-7 |
4 |
+3 |
-1 |
4 |
|
" 30 " 50 |
-4 |
-8 |
4 |
+3 |
-1 |
4 |
|
" 50 " 80 |
-5,5 |
-10,5 |
5 |
+3,5 |
-1,5 |
5 |
|
" 80 " 120 |
-7 |
-13 |
6 |
+4 |
-2 |
6 |
|
" 120 " 180 |
-9,5 |
-16,5 |
7 |
+4 |
-3 |
7 |
|
" 180 " 260 |
-11,5 |
-20,5 |
9 |
+4,5 |
-4,5 |
9 |
|
" 260 " 360 |
-13,5 |
-24,5 |
11 |
+4,5 |
-6,5 |
11 |
|
" 360 " 500 |
-16,5 |
-29,5 |
13 |
+5 |
-8 |
13 |
Отклонения отсчитываются:
![]() ,
, ![]() ,
, ![]() ,
, ![]() и
и ![]() для валов - от наибольшего предельного размера вала по ОСТ 1014;
для валов - от наибольшего предельного размера вала по ОСТ 1014;
![]() ,
, ![]() ,
, ![]() для валов - от наименьшего предельного размера вала по ОСТ 1014;
для валов - от наименьшего предельного размера вала по ОСТ 1014;
![]() ,
, ![]() ,
, ![]() и
и ![]() для отверстий - от наименьшего предельного размера отверстий по ОСТ 1024;
для отверстий - от наименьшего предельного размера отверстий по ОСТ 1024;
![]() ,
, ![]() для отверстий - от наибольшего предельного размера отверстий по ОСТ 1024.
для отверстий - от наибольшего предельного размера отверстий по ОСТ 1024.
Пример. Отклонения для вала ![]() с номинальным диаметром 60 мм по ОСТ 1014;
с номинальным диаметром 60 мм по ОСТ 1014;
верхнее 0, нижнее - 200![]()
|
Размеры: |
наиб. 60-0,016=59,984; |
|||
|
наим. 60-0,034=59,966. |
||||
Наибольший размер изношенного калибра при полном использовании (т.е. при поверке контркалибром ![]() ) 60+0,008=60,008.
) 60+0,008=60,008.
То же, при неполном использовании износа (т.е. при поверке контркалибром ![]() ) 60-0,001=59,999.
) 60-0,001=59,999.
|
|
- наиб. 60-0,200+0,009=59,809; |
|
наим. 60-0,200-0,009=59,791; | |
|
|
- наиб. 60+0,008=60,008; |
|
наим. 60-0,001=59,999; | |
|
|
- размеры совпадают с |
|
|
- наиб. 60-0,0315=59,9685; |
|
наим. 60-0,0365=59,9635; | |
|
|
- наиб. 60-0,200-0,0065=59,7935; |
|
наим. 60-0,200-0,0115=59,7885 |
Текст документа сверен по:
официальное издание
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003