РД 34.17.443-97
РУКОВОДЯЩИЙ ДОКУМЕНТ
МЕТОДИКА ПРОВЕДЕНИЯ
АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ ПАРОПРОВОДОВ
В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
Срок действия с 1997-07-01
до 2007-07-01
РАЗРАБОТАН Департаментом науки и техники РАО "ЕЭС России";
Управлением по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России;
Всероссийским теплотехническим научно-исследовательским институтом (ВТИ);
ЗАО "Интертест";
Научно-производственным центром "Гарантия" (НПЦ "Гарантия")
ИСПОЛНИТЕЛИ А.П.Берсенев, В.В.Гусев (РАО "ЕЭС России");
Н.А.Хапонен, А.А.Шельпяков (Управление по котлонадзору за подъемными сооружениями Госгортехнадзора России);
В.Ф.Злепко, В.А.Лукьяненко, А.А.Кувшинников (ВТИ); В.В.Житенев (ЗАО "Интертест");
Ю.Г.Артемьев, Ю.А.Резников, Н.С.Кузнецов (НПЦ "Гарантия")
УТВЕРЖДЕН Департаментом науки и техники РАО "ЕЭС России" 24 марта 1997 г.
Начальник А.П.Берсенев
СОГЛАСОВАН Госгортехнадзором Российской Федерации 9 апреля 1997 г.
Начальником Управления по котлонадзору и надзору за подъемными сооружениями Госгортехнадзора России В.С.Котельников
ВВЕДЕН ВПЕРВЫЕ
Настоящая методика распространяется на трубопроводы наружным диаметром 100 мм и более в пределах котла, станционные трубопроводы, корпусы арматуры на расчетные параметры среды 450 °С и выше, работающие в условиях ползучести, и устанавливает основные требования к организации, правилам и методике проведения акустико-эмиссионного контроля паропроводов при продлении срока службы их элементов, исчерпавших парковый ресурс.
Положения настоящей методики обязательны для применения на предприятиях отрасли "Электроэнергетика" и могут быть использованы расположенными на территории Российской Федерации предприятиями и объединениями предприятий, в составе (структуре) которых, независимо от форм собственности и подчинения, находятся тепловые электростанции.
Перечень основных нормативных материалов, использованных при подготовке настоящей методики, приведен в Приложении А.
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Настоящая методика проведения акустико-эмиссионного контроля применяется при оценке остаточного ресурса паропроводов в соответствии с требованиями РД 34.17.421 "Типовая инструкция по контролю и продлению срока службы металла основных элементов котлов, турбин и трубопроводов ТЭС"* (п.4) и дополнений и изменений к ней (п.10).
________________
* На территории Российской Федерации действует РД 10-577-03 "Типовая инструкция по контролю металла и продлению срока службы основных элементов котлов, турбин и трубопроводов тепловых электростанций", здесь и далее по тексту. - Примечание .
1.2 Рекомендации по использованию акустико-эмиссионного метода контроля паропроводов при достижении ими паркового ресурса даются в решении экспертно-технической комиссии, создаваемой в соответствии с требованиями РД 34.17.421 (пп.5.1-5.3).
1.3 Экспертно-техническая комиссия имеет право по результатам анализа состояния металла паропроводов принять решение о применении акустико-эмиссионного метода дополнительно к рекомендованным РД 34.17.421 методам контроля или полного или частичного их исключения по согласованным с ВТИ объемам и периодичностью контроля.
1.4 Использование акустико-эмиссионного контроля позволяет обнаруживать ускоренную ползучесть, а также развивающиеся дефекты металла типа трещин.
1.5 Разработанная методика акустико-эмиссионного контроля может быть применена для всех марок стали и высокотемпературных паропроводов всех типоразмеров, эксплуатируемых в настоящее время в отечественной теплоэнергетике.
Максимальная длина участка трубопровода, охватываемого контролем одного акустико-эмиссионного датчика, составляет 6-8 м (т.е. 3-4 м по длине трубопровода от места установки датчика в обе стороны).
1.6 Объем акустико-эмиссионного контроля в зависимости от конструктивных особенностей и степени изношенности оборудования определяется организацией, выполняющей техническое диагностирование, и утверждается главным инженером ТЭС.
2 ОРГАНИЗАЦИЯ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И АРМАТУРЫ ТЭС В ПРОЦЕССЕ ЭКСПЛУАТАЦИИ
2.1 Организация акустико-эмиссионного контроля возлагается на исполнителя, которому владелец оборудования предоставляет необходимые условия для выполнения работ по техническому диагностированию.
2.2 Акустико-эмиссионный контроль, согласно настоящим методическим рекомендациям, проводится специально обученным персоналом ТЭС.
2.2.1 Обучение персонала проводится ВТИ - разработчиком системы контроля. Для этого с участием ВТИ разрабатывается "Инструкция по контролю".
"Инструкция по контролю" регламентирует действия персонала станции, обслуживающего акустико-эмиссионную аппаратуру, с учетом конкретных объектов контроля, режимов их эксплуатации, ответственности за принятые решения. Инструкция утверждается главным инженером станции.
2.3 Монтаж акустико-эмиссионной системы контроля, ее наладка и пуск выполняются техническими службами ТЭС совместно с представителями ВТИ. Разработчик (или изготовитель системы) обеспечивает гарантийное и послегарантийное обслуживание акустико-эмиссионной системы в условиях ТЭС.
2.4 Дефекты, выявленные при акустико-эмиссионном контроле, должны контролировать с помощью неразрушающих методов специалисты, аттестованные в соответствии с "Правилами аттестации специалистов по неразрушающему контролю"* и имеющие квалификационный уровень не ниже II.
________________
* На территории Российской Федерации действуют ПБ 03-440-02. - Примечание .
2.5 Аппаратура и методики для проведения контроля неразрушающими методами должны соответствовать требованиям нормативных документов на конкретные виды контроля.
2.6 Требования к акустико-эмиссионной аппаратуре
2.6.1 Акустико-эмиссионный контроль проводится на специализированной аппаратуре, предназначенной для оценки живучести металла трубопроводов, работающих в условиях ползучести. Аппаратура разработана ВТИ совместно с ЗАО "Интертест", НПЦ "Гарантия" и ЗАО НПФ "Диатон".
2.6.2 Специализированный модуль акустико-эмиссионного диагностирования предназначен для непрерывного контроля за процессом накопления повреждений в металле паропроводов, работающих в условиях ползучести.
В состав модуля входят:
- волноводные датчики - 32 шт.;
- предварительные усилители - 32 шт.;
- электронный модуль - 1 шт.;
- адаптер - 1 шт.;
- программное обеспечение на дискетах - 1 комплект.
2.6.3 Прибор может принимать и обрабатывать сигналы акустической эмиссии по 32 каналам, переключаемым по заданному программой алгоритму.
Электронный блок прибора имеет разъемы для подключения 32 преобразователей с предварительными усилителями, разъем для подключения ПЭВМ, а также разъемы выходных сигналов с блоками фильтров и пикового детектора.
Управление работой прибора - выбор коэффициента усиления по каждому каналу, включение режима проверки работоспособности и обработка информации с каждого канала - осуществляется программно с помощью ПЭВМ.
2.6.4 Модуль работает следующим образом (рисунок 1).
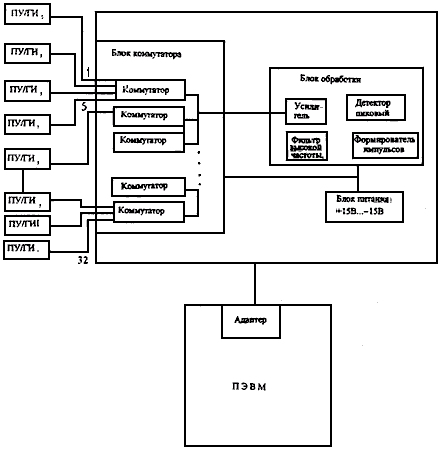
1, 5, 32 - каналы
Рисунок 1 - Функциональная схема системы акустико-эмиссионной диагностики
К объекту контроля приваривается волноводный датчик (пруток из нержавеющей стали диаметром 4 мм). Сигнал от датчика поступает на предварительный усилитель, который находится в одном корпусе с калибровочным генератором (ПУ/ГИ) и располагается рядом с датчиком (2-3 м по кабелю). Предварительный усилитель предназначен для усиления сигналов акустической эмиссии низкого уровня до значений, достаточных для регистрации после передачи по коаксиальному кабелю длиной до 200 м. С предварительного усилителя сигнал коммутируется на блок обработки.
Информация от каждого объекта контроля обрабатывается последовательно. Время измерения от 30 с. С выхода блока обработки акустико-эмиссионная информация через устройство связи (адаптер) поступает на ПЭВМ.
Основным диагностическим параметром является пороговая кривая - зависимость количества принимаемых сигналов акустической эмиссии за определенное время измерения от порогового уровня.
Диагностический параметр рассчитывается исходя из характера дефекта (его акустико-эмиссионной характеристики), максимального радиуса контроля, принятых значений вероятностей пропуска дефекта и ложной тревоги.
Программное обеспечение позволяет работать с прибором как в режиме диалога с оператором (при настройке и проверке каждого канала), так и в режиме накопления информации о каждом канале и выдачи сигнала аварийной ситуации. Каждому объему информации о каждом канале регистрации за время контроля присваивается соответствующий код. После каждой смены контроля информация обобщается и переносится в долговременную память. При необходимости эта информация может быть выведена на дисплей или цифропечать.
2.6.5 Основой программного обеспечения системы акустико-эмиссионного контроля являются три программных модуля. Они осуществляют считывание и обработку информации с датчиков, расчет порогового уровня слежения за повреждаемостью объекта контроля, автоматическое слежение за наличием повреждений в зоне контроля, автоматическую проверку и калибровку датчиков и измерительных каналов, определение стадии развития трещины при наличии ее местонахождения.
3 ПОДГОТОВКА К ПРОВЕДЕНИЮ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ
3.1 При проведении акустико-эмиссионного контроля необходимо:
3.1.1 Установить волноводный датчик на объекте контроля, обеспечить прокладку кабеля к месту размещения аппаратуры техническими службами станции.
3.1.2 Расположить акустико-эмиссионную аппаратуру в обслуживаемом помещении, где налажено регулярное наблюдение за ее работой.
3.1.3 Проверить работоспособность аппаратуры в соответствии с инструкцией по эксплуатации.
3.1.4 Провести калибровку датчиков в соответствии с инструкцией по эксплуатации.
3.2 При подготовке к проведению акустико-эмиссионного контроля на работающем оборудовании нужно:
3.2.1 Проверить работоспособность аппаратуры в соответствии с инструкцией по эксплуатации.
3.2.2 Определить пороговую кривую для каждого канала (объекта) в соответствии с инструкцией по эксплуатации (п.2.3).
4 ПРОВЕДЕНИЕ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ
4.1 Перевести модуль диагностики в режим регистрации в соответствии с инструкцией по эксплуатации.
4.2 Вывести информацию о наличии дефектов по каналам на монитор ПЭВМ.
5 ОЦЕНКА КАЧЕСТВА КОНТРОЛИРУЕМОГО ОБЪЕКТА
5.1 Критерием оценки результатов акустико-эмиссионного контроля является получение информации о наличии дефектов в зоне контроля.
5.2 Вывод информации о наличии дефектов в зоне контроля производится как автоматически, так и в режиме диалога с оператором согласно "Инструкции по контролю" (п.2.2.1).
5.3 При поступлении информации об аварийной ситуации - "недопустимый дефект" в зоне контроля - оператор принимает решение в соответствии с "Инструкцией по контролю" (п.2.2.1).
5.4 При получении информации о превышении порогового уровня - "допустимый дефект" в зоне контроля - оператор заносит эту информацию в журнал наблюдения. Решение о проверке дефектной зоны штатными методами неразрушающего контроля во время ближайших остановов и планово-предупредительного ремонта принимается представителями станции согласно "Инструкции по контролю" (п.2.2.1).
5.4.1 По результатам неразрушающего контроля представители станции принимают решение о возможности дальнейшей эксплуатации контролируемого объекта.
6 ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
6.1 При работе с акустико-эмиссионной аппаратурой в условиях ТЭС необходимо соблюдать требования "Правил технической эксплуатации электроустановок потребителей"* и "Правил техники безопасности при эксплуатации электроустановок потребителей"**.
________________
* На территории Российской Федерации действуют "Правила технической эксплуатации электроустановок потребителей", утвержденные приказом Минэнерго России от 13.01.2003 N 6, здесь и далее по тексту.
** На территории Российской Федерации действуют "Межотраслевые Правила по охране труда (правила безопасности) при эксплуатации электроустановок" (ПОТ Р М-016-2001, РД 153-34.0-03.150-00), здесь и далее по тексту. - Примечание .
6.2 До начала проведения акустико-эмиссионного контроля лица, принимающие участие в этих испытаниях, должны пройти инструктаж по технике безопасности на предприятии, где проводятся испытания.
Приложение А
(справочное)
ПЕРЕЧЕНЬ НОРМАТИВНЫХ ДОКУМЕНТОВ, НА КОТОРЫЕ ДАНЫ ССЫЛКИ В РД 34.17.443-97
|
Нормативный документ |
Пункт, в котором дана ссылка |
|
РД 34.17.421-92. Типовая инструкция по контролю и продлению срока службы металла основных элементов котлов, турбин и трубопроводов ТЭС (М.: СПО ОРГРЭС, 1992) |
1.1, 1.2, 1.3 |
|
Дополнения и изменения к "Типовой инструкции по контролю и продлению срока службы металла основных элементов котлов, турбин и трубопроводов ТЭС" РД 34.17.421-92 (М.: СПО ОРГРЭС, 1994) |
1.1 |
|
Правила технической эксплуатации электроустановок потребителей и Правила техники безопасности при эксплуатации электроустановок потребителей (М.: Энергоатомиздат, 1989) |
6.1 |
Текст документа сверен по:
официальное издание
М.: ВТИ, 1997