НОРМЫ
ПРОЕКТИРОВАНИЯ ОТОПЛЕНИЯ И ВЕНТИЛЯЦИИ
ПРОИЗВОДСТВ ПО ПЕРЕРАБОТКЕ ПЛАСТИЧЕСКИХ МАСС
РАЗРАБОТАНЫ: ВНИИ охраны труда ВЦСПС, Ленинград; Государственным проектным институтом Госпластпроект Минхимпрома СССР, г.Ростов-на-Дону; Государственным проектным институтом Сантехпроект Госстроя СССР, Москва; Научно-исследовательским институтом гигиены труда и профессиональных заболеваний АМН СССР, Москва.
СОГЛАСОВАНЫ: Минздравом СССР 22.04.85, N 122-12/311-4; ГУПО МВД СССР 06.11.85, N 7/6/3669 и ЦК профсоюза рабочих химической и нефтехимической промышленности 28.02.85, N 06М-216.
УТВЕРЖДЕНЫ: ВПО Союзпластпереработка 14.05.87, N 1201.
Приведены нормы проектирования отопления, вентиляции, кондиционирования и обеспыливания воздуха для вновь сооружаемых или реконструируемых производств (отдельных цехов, участков) по переработке пластмасс методами литья под давлением, экструзии, прессования, а также при механической обработке изделий из пластмасс.
В основу "Норм" положен опыт проектирования и результаты научных исследований отопления и вентиляции в лабораторных и производственных условиях на Вильнюсском заводе "Пласта", ПО по переработке пластмасс им. "Комсомольской правды" и др. предприятиях.
Материал рассчитан на работников проектных организаций и промышленных предприятий, специалистов санитарной и технической инспекций, служб охраны труда и окружающей среды.
1. ОБЩАЯ ЧАСТЬ
1.1. Настоящие нормы являются обязательными при проектировании отопления, вентиляции, кондиционирования и обеспыливания воздуха для вновь сооружаемых или реконструируемых производств, отдельных цехов или участков переработки пластических масс в изделия методами прессования, литья под давлением, экструзии, а также для механической обработки изделий из пластмасс и переработки отходов. Нормы могут быть использованы при эксплуатации указанных систем, решении задач охраны труда и защиты атмосферного воздуха.
1.2. Расчетные параметры воздуха в рабочей зоне цехов обусловлены гигиеническими требованиями* и должны приниматься по ГОСТ 12.1.005-76**. Категория тяжести работ по отделениям (участкам) принимается в соответствии с приложением 1.
_________________
* В отделении получения пленки подвижность воздуха в зоне раздува рукава регламентируется технологическими требованиями и не должна превышать 0,25 м/с.
** Действует ГОСТ 12.1.005-88, здесь и далее. - Примечание .
1.3. Категория взрывопожароопасности и класс помещения по ПУЭ принимаются на основании "Перечня производств по переработке пластических масс с указанием категории производств по взрывной, взрывопожарной и пожарной опасности и классов взрывоопасных и пожароопасных зон", утвержденного МХП СССР 24.12.82 (см. приложение 1) или на основании расчетов, выполненных в технологической части проекта.
2. ОТОПЛЕНИЕ
2.1. В производственных помещениях переработки пластмасс следует осуществлять воздушное отопление, совмещенное с приточной вентиляцией. При необходимости установки местных нагревательных приборов, они должны иметь гладкую поверхность, обеспечивающую легкую очистку. Температура теплоносителя должна приниматься в соответствии с действующими СНиП "Нормы проектирования. Отопление, вентиляция и кондиционирование воздуха".
3. ВЕНТИЛЯЦИЯ
3.1. При переработке полимерных материалов в воздушную среду производственных помещений от технологического оборудования выделяются мономеры, продукты деструкции сырья и тепло; в цехах механической обработки, переработки отходов и таблетирования - пыль.
Количество выделяющихся вредных веществ приведено в приложении 2; дисперсный состав пылей - в приложении 3.
3.2. Тепловыделения от оборудования (Вт) рассчитываются по формулам:
гидравлические прессы-полуавтоматы: ![]() ;
;
установки (аппараты) ТВЧ: ![]() ;
;
оборудование для механической обработки пластмасс: ![]() ;
;
литьевые машины: ![]() ;
;
экструзионное оборудование: ![]() ,
,
где ![]() - суммарная установочная (номинальная) мощность электрообогрева, кВт;
- суммарная установочная (номинальная) мощность электрообогрева, кВт;
![]() - суммарная установочная (номинальная) мощность электродвигателей, кВт;
- суммарная установочная (номинальная) мощность электродвигателей, кВт;
![]() - коэффициент одновременности работы оборудования;
- коэффициент одновременности работы оборудования;
![]() - суммарная установочная (номинальная) мощность аппаратов ТВЧ, кВт;
- суммарная установочная (номинальная) мощность аппаратов ТВЧ, кВт;
![]() - удельные тепловыделения при переработке 1 кг сырья, Вт;
- удельные тепловыделения при переработке 1 кг сырья, Вт;
![]() - масса перерабатываемого материала, кг/ч.
- масса перерабатываемого материала, кг/ч.
Для грануляторов на базе экструдера и трубных агрегатов ![]() 240 Вт/кг; для выдувных автоматов и агрегатов рукавной пленки
240 Вт/кг; для выдувных автоматов и агрегатов рукавной пленки ![]() 290 Вт/кг; для листовальных агрегатов
290 Вт/кг; для листовальных агрегатов ![]() 350 Вт/кг.
350 Вт/кг.
________________
* Соответствует оригиналу. - Примечание .
3.3. Вентиляция производственных помещений должна проектироваться в соответствии с приложением 4.
3.4. Для утилизации тепла, содержащегося в воздухе., удаляемом системами местной и общеобменной вытяжной вентиляции из производственных помещений для переработки фено- и аминопластов, волокнита и стекловолокнита, полистирола и его сополимеров, ПВХ, этрола, следует предусматривать теплоутилизаторы с промежуточным теплоносителем. В остальных случаях допускается применение воздуховоздушных теплоутилизаторов. Применение теплоутилизаторов должно быть обосновано экономическим расчетом.
3.5. Для производств, расположенных в III и IV климатических районах, рекомендуется в теплый период года применять испарительное охлаждение или кондиционирование приточного воздуха.
3.6. Основное технологическое оборудование, выделяющее пыль, вредные вещества и тепло, должно быть оснащено встроенными или пристраиваемыми местными отсосами. Схемы, эскизы и технические характеристики пристраиваемых местных отсосов приведены в приложениях 5 и 6. При использовании технологического оборудования со встроенными местными отсосами расход удаляемого воздуха и характеристика отсоса принимаются по паспорту оборудования.
3.7. Воздуховоды местных вытяжных систем должны прокладываться открыто. Воздуховоды общеобменных вытяжных и приточных систем (кроме систем, обслуживающих помещения категорий А и Б) допускается прокладывать в подпольных каналах. При этом, в качестве воздуховодов могут быть использованы строительные конструкции здания (например, полости коробчатых настилов).
3.8. Воздух, удаляемый местными отсосами от пылевыделяющего технологического оборудования, перед выбросом в атмосферу должен подвергаться очистке в соответствии с требованиями СНиП "Нормы проектирования. Отопление, вентиляция и кондиционирование воздуха".
3.9. Местные отсосы от отдельных станков механической обработки изделий следует подключать к сборному коллектору, в котором должно быть предусмотрено устройство для периодического удаления накапливающейся на дне коллектора крупнодисперсной пыли. Оборудование для очистки удаляемого воздуха должно удовлетворять требованиям СНиП "Нормы проектирования. Отопление, вентиляция и кондиционирование воздуха".
3.10. Оборудование вытяжных систем местных отсосов от станков, обрабатывающих сырье и изделия из фено- и аминопластов, должно предусматриваться во взрывозащищенном исполнении. В качестве очистных устройств в системах местных отсосов от машин таблетирования порошков фено- и аминопластов следует применять мокрые скрубберы или рукавные фильтры, выполненные во взрывозащищенном исполнении.
3.11. Не допускается объединять местные отсосы от оборудования для переработки сополимеров стирола МСН и пластиков АБС в одну систему с местными отсосами от ванн с кислотами и органическими растворителями.
ПРИЛОЖЕНИЕ 1
Справочное
Характеристика производственных помещений
|
Отделение (участок) |
Перерабатываемый материал |
Категория пожаровзры- воопасности по СНиП II-90-81 |
Класс помещения по ПУЭ |
Категория работы по ГОСТ 12.1.005-76 |
|
Производство изделий методом прессования |
||||
|
Прессование |
Таблетки реактопластов, гранулированные реактопласты |
В |
П-IIа |
Средней тяжести IIб |
|
Волокнистые, стекловолокнистые прессматериалы |
В |
П-II |
||
|
Пресс-порошок фенопластов и аминопластов |
Б |
В-IIа |
||
|
Таблетирование с участком загрузки |
Пресс-порошок фенопластов и аминопластов |
Б |
В-IIа |
Средней тяжести IIб |
|
То же, аминопластов |
В |
П-II |
||
|
Волокнистые материалы, стекловолокно |
В |
П-II |
||
|
Механическая обработка изделий |
Изделия из реактопластов |
В |
П-IIа |
Средней тяжести IIа |
|
Переработка отходов |
Реактопласты |
Б |
В-IIа |
Средней тяжести IIб |
|
Кладовые (склады) сырья |
Пресс-порошки реактопластов |
Б |
В-IIа |
Средней тяжести IIб |
|
Волокниты и стекловолокниты |
В |
П-II |
||
|
Таблетки, брикеты, жгуты |
В |
П-IIа |
||
|
Изделия из реактопластов, волокнитов, стекловолокнитов |
В |
П-IIа |
||
|
Производство изделий методом литья под давлением |
||||
|
Участок литья |
Гранулированные термопласты |
В |
П-IIа |
Средней тяжести IIб |
|
Растаривание сырья |
То же |
В |
П-IIа |
Средней тяжести IIб |
|
Термообработка, мехобработка, испытание готовой продукции |
Изделия из термопластов |
В |
П-IIа |
Средней тяжести IIа |
|
Переработка отходов |
Изделия из термопластов |
В |
П-IIа |
Средней тяжести IIб |
|
Кладовая (склад) сырья |
Гранулированные термопласты |
В |
П-IIа |
Средней тяжести IIб |
|
Кладовая (склад) готовой продукции |
Изделия из термопластов |
В |
П-IIа |
Средней тяжести IIб |
|
Производство изделий методом экструзии |
||||
|
Получение рукавной пленки |
Гранулированный полиэтилен |
В |
П-IIа |
Средней тяжести IIб |
|
Производство труб |
Гранулированный полиэтилен, композиция ПВХ |
В |
П-IIа |
То же |
|
Производство выдувных изделий |
Гранулированные термопласты |
В |
П-IIа |
Средней тяжести IIб |
|
Производство листа |
Гранулированные полистирол и АБС |
В |
П-IIа |
Средней тяжести IIб |
|
Растаривание сырья |
Гранулированные термопласты |
В |
П-IIа |
Средней тяжести IIб |
|
Переработка отходов |
Экструзионные изделия |
В |
П-IIа |
Средней тяжести IIб |
|
Испытание готовой продукции |
Экструзионные изделия |
В |
П-IIа |
Средней тяжести IIа |
|
Кладовая (склад) сырья |
Гранулированные термопласты |
В |
П-IIа |
Средней тяжести IIб |
|
Кладовая (склад) готовой продукции |
Экструзионные изделия |
В |
П-IIа |
Средней тяжести IIб |
ПРИЛОЖЕНИЕ 2
Обязательное
Количество вредных веществ, выделяющихся от оборудования
|
Отделение |
Наименование оборудования |
Перерабатываемый материал |
Вредные вещества * | ||
|
наименование |
г на кг сырья | ||||
|
Производство изделий методом прессования |
|||||
|
Отделение прессования** |
Гидравлические прессы-полуавтоматы |
Фенопласт на основе смолы СФ 090 |
фенол |
0,5 | |
|
Фенопласт на основе смолы СФ 010 |
фенол |
0,7 | |||
|
Фенопласт на основе смолы СФ 337 |
фенол |
1,0 | |||
|
Фенопласт на основе смолы СФ 330 |
фенол |
2,0 | |||
|
Фенопласт на основе смолы СФ 342 (кроме типа СП) |
фенол |
0,8 | |||
|
Фенопласт на основе смолы СФ 342, тип СП |
фенол |
2,5 | |||
|
Волокнит (на основе смолы СФ 301) |
фенол |
1,2 | |||
|
Стекловолокнит |
фенол |
1,5 | |||
|
Аминопласты |
формальдегид |
0,5 | |||
|
Установки ТВЧ |
Фенопласт на основе СФ 090 |
фенол |
0,15 | ||
|
Фенопласт на основе СФ 010 |
фенол |
0,2 | |||
|
Фенопласт на основе СФ 337 |
фенол |
0,25 | |||
|
Фенопласт на основе СФ 330 |
фенол |
0,4 | |||
|
Фенопласт на основе СФ 342 (кроме типа СП) |
фенол |
0,2 | |||
|
Фенопласт на основе СФ 342, тип СП |
фенол |
0,5 | |||
|
Волокнит |
фенол |
0,3 | |||
|
Аминопласты |
формальдегид |
0,2 | |||
|
Участок таблетирования |
Таблетмашины, таблетавтоматы |
Порошки фенопластов и аминопластов |
пыль фенопластов и аминопластов |
9,0 | |
|
Отделение механической обработки изделий *** |
Токарный станок |
Фенопласты, аминопласты, волокниты, стекловолокниты |
пыль реактопластов |
7,0/11,0 | |
|
Сверлильный станок |
Фенопласты, аминопласты, волокниты, стекловолокниты |
пыль реактопластов |
8,0/12,0 | ||
|
Зачистка на наждачном круге |
-"- |
-"- |
13,0 | ||
|
Карцовка |
То же |
То же |
2,0/2,5 | ||
|
Полировка |
-"- |
-"- |
1,0/1,5 | ||
|
Производство изделий методом литья под давлением**** |
|||||
|
Участок литья |
Литьевые машины |
Полиэтилен |
уксусная кислота |
0,4 | |
|
окись углерода |
0,8 | ||||
|
Полипропилен |
уксусная кислота |
1,5 | |||
|
окись углерода |
1,0 | ||||
|
Полистирол |
стирол |
0,3 | |||
|
Сополимеры стирола |
стирол |
0,1 | |||
|
Полиамиды |
аммиак |
2,0 | |||
|
окись углерода |
1,0 | ||||
|
Этрол |
дибутилфталат |
0,4 | |||
|
ПВХС-70-59М |
хлористый винил |
0,01 | |||
|
Дифлон |
фенол |
0,1 | |||
|
Дакрил |
метилметакрилат |
1,0 | |||
|
Участок растаривания сырья |
Растарочная установка |
Термопласты |
пыль термопластов |
1,0 | |
|
Участок дробления отходов |
Роторные измельчители |
Термопласты |
пыль термопластов |
0,7 | |
|
Участок гранулирования |
Грануляторы на базе экструдера |
Полиэтилен и полипропилен |
уксусная кислота |
0,3 | |
|
окись углерода |
0,2 | ||||
|
пары воды |
2,5 | ||||
|
Полистирол и сополимеры стирола |
стирол |
0,05 | |||
|
пары воды |
2,5 | ||||
|
Полиамиды, этрол, дифлон |
окись углерода |
0,5 | |||
|
пары воды |
2,5 | ||||
|
Производство экструзионных изделий |
|||||
|
Отделение рукавной пленки |
Пленочные агрегаты |
Полиэтилен |
уксусная кислота |
0,35 | |
|
окись углерода |
0,15 | ||||
|
Отделение труб |
Трубные агрегированные линии |
Полиэтилен |
уксусная кислота |
0,5 | |
|
окись углерода |
0,25 | ||||
|
пары воды |
10,0 | ||||
|
ПВХ блочный с добавкой свинца (9 вес. частей) |
хлористый винил |
0,02 | |||
|
свинец |
0,01 | ||||
|
окись углерода |
0,5 | ||||
|
пары воды |
10,0 | ||||
|
Отделение листа |
Листовальные агрегаты |
Полистирол |
стирол |
0,42 | |
|
окись углерода |
0,30 | ||||
|
Отделение выдувных изделий |
Выдувные автоматы |
Полиэтилен |
уксусная кислота |
0,4 | |
|
|
окись углерода |
0,8 | |||
|
Участок растаривания сырья |
Растарочные установки |
Термопласты |
пыль термопластов |
1,0 | |
|
Переработка отходов |
Дробилки, измельчители |
Термопласты |
пыль термопластов |
0,7 | |
|
Участок дробления |
|||||
|
Участок гранулирования |
Грануляторы на базе экструдеров |
Полиэтилен |
уксусная кислота |
0,3 | |
|
окись углерода |
0,2 | ||||
|
пары воды |
2,5 | ||||
|
Полистирол |
стирол |
0,1 | |||
|
пары воды |
2,5 | ||||
|
ПВХ |
хлористый винил |
0,02 | |||
|
пары воды |
2,5 | ||||
________________
* Пожаровзрывоопасность веществ следует определять по ГОСТ 12.1.044-84![]()
** Данные приведены для режимов прессования с подпрессовками. Для режимов без подпрессовок следует принимать 2/3 от приведенных данных. Количество вредных веществ может быть уточнено в зависимости от открытой поверхности прессуемого изделия (![]() , м
, м![]() ) и его массы (
) и его массы (![]() , кг) по формуле:
, кг) по формуле: ![]() г/кг, где
г/кг, где ![]() - табличное значение газовыделения.
- табличное значение газовыделения.
*** В числителе даны пылевыделения при массе изделий до 100 г, в знаменателе - при массе от 100 до 2000 г.
**** Здесь и далее первое из указанных для каждого перерабатываемого материала вредных веществ является определяющим для расчета воздухообмена.
![]() Данные приведены для режимов с холостыми прогонами. При работе без холостых прогонов значения выделений следует снижать в 2 раза.
Данные приведены для режимов с холостыми прогонами. При работе без холостых прогонов значения выделений следует снижать в 2 раза.
________________
![]() Действует ГОСТ 12.1.044-89. - Примечание .
Действует ГОСТ 12.1.044-89. - Примечание .
ПРИЛОЖЕНИЕ 3
Справочное
ДИСПЕРСНЫЙ СОСТАВ ПЫЛИ
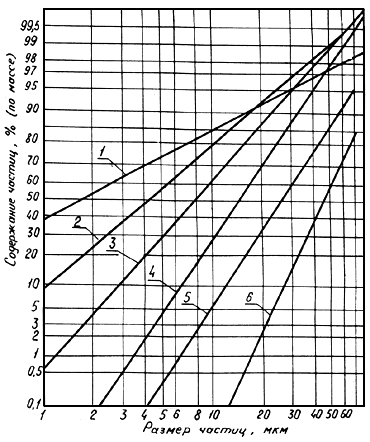
Рис.П.3.1. 1 - шлифовка; 2 - галтовка; 3 - таблетирование; 4 - переработка отходов;
5 - обработка реактопластов; 6 - обработка термопластов
ПРИЛОЖЕНИЕ 4
Рекомендуемое
Рекомендации по устройству вентиляции
|
Отдел (участок) |
Вентиляция | ||||||
|
Местная |
Общеобменная |
Коэф- фициент воздухо- обмена | |||||
|
Холодный период года |
Теплый период года |
||||||
|
вытяжка |
приток |
вытяжка |
приток |
||||
|
Производство прессованных изделий |
|||||||
|
Отделение прессования |
См. прил.5, пп.1-4 |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический в рабочую зону. (Допускается до 1/3 в верхнюю зону) |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха |
1,3 | |
|
Таблетирование с участком загрузки |
См. прил.5, пп.5-7 |
Не требуется |
Механический в верхнюю зону |
Естественная из верхней зоны по расчету |
Естественный через фрамуги окон в верхнюю зону |
1,0 | |
|
Механическая обработка изделий |
См. прил.5, пп.15-18 |
Не требуется |
Механический в верхнюю зону |
Естественная из верхней зоны по расчету |
Естественный через фрамуги окон в верхнюю зону |
1,0 | |
|
Участок дробления отходов |
См. прил.5, пп.12-14 |
Механическая из нижней зоны до 3-х обменов в час с учетом местных отсосов |
Механический в верхнюю зону |
Механическая из нижней зоны 3 обмена в час, из верхней зоны механическая или естественная по расчету |
Естественный в верхнюю зону через фрамуги окон |
1,0 | |
|
Производство изделий методом литья под давлением |
|||||||
|
Отделение литья |
См. прил.5, п.8 |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час и механическая из нижней зоны по расчету (при недостаточном объеме местных отсосов) |
Механический в рабочую зону. (Допускается до 1/3 в верхнюю зону) |
Механическая или естественная из верхней зоны, по расчету, но не менее 1 обмена в час и механическая из нижней зоны по расчету (при недостаточном объеме местных отсосов) |
Механический или естественный (через фрамуги окон) в рабочую зону |
1,2 | |
|
Участок растарки |
См. прил.5, п.7 |
Не требуется |
Механический в верхнюю зону с малой скоростью |
Естественная из верхней зоны по расчету |
Естественный в верхнюю зону |
1,0 | |
|
Участок гранулирования |
См. прил.5, п.9 |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический в рабочую зону |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха |
1,3 | |
|
Участок термической обработки |
Бортовые отсосы у ванн (по нормам для гальва- |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический в верхнюю зону |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Естественный в верхнюю зону через фрамуги окон |
1,0 | |
|
Производство экструзионных изделий |
|||||||
|
Отделение получения рукавной пленки |
Не требуется |
Механическая или естественная из верхней зоны по расчету |
Механический в рабочую зону с малыми скоростями |
Механическая или естественная из верхней зоны по расчету |
Механический в рабочую зону с испарительным или искусственным охлаждением. (Допускается естественный при соблюдении требований примечания к п.1.2) |
1,7 | |
|
Отделение изготовления труб |
См. прил.5, п.11 |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический в рабочую зону. (Допускается до 1/3 и верхнюю зону) |
Механическая или естественная из верхней зоны но расчету, но не менее 1 обмена в час |
Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха |
1,2 | |
|
Отделение изготовления ста* |
См. прил.5, п.10 |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический в рабочую зону |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха |
1,3 | |
|
Участок растаривания |
См. прил.5, п.7 |
Не требуется |
Механический в верхнюю зону с малой скоростью |
Естественная из верхней зоны по расчету |
Естественный в верхнюю зону |
1,0 | |
|
Участок дробления отходов |
См. прил.5. пп.12-14 |
Механическая из нижней зоны - 3 обмена в час с учетом местных отсосов |
Механический в верхнюю зону |
Механическая из нижней зоны 3 обмена в час, из верхней зоны механическая или естественная по расчету |
Естественный в верхнюю зону |
1,0 | |
|
Участок гранулирования |
См. прил.5, п.9 |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический в рабочую зону |
Механическая или естественная из верхней зоны по расчету, но не менее 1 обмена в час |
Механический или естественный (через фрамуги окон) в рабочую зону. Допускается испарительное или искусственное охлаждение воздуха |
1,2 | |
|
Вспомогательные участки |
|||||||
|
Участок физико-механи- |
Не требуется |
Механическая или естественная из верхней зоны до 3-х обменов в час с учетом местных отсосов |
Механический в верхнюю зону |
Механическая или естественная из верхней зоны по расчету, но не менее 3 обменов в час |
Естественный в верхнюю зону |
1,0 | |
|
Кладовая (склад) сырья |
Не требуется |
Естественная из верхней зоны - 1 обмен в час |
Не требуется |
Естественная из верхней зоны - 1 обмен в час |
Не требуется |
- | |
|
Кладовая (склад) готовой продукции |
Не требуется |
Естественная из верхней зоны - 2 обмена в час |
Механический в верхнюю зону |
Естественная из верхней зоны 2 обмена в час |
Естественный в верхнюю зону |
1,0 | |
|
Кладовая (склад) пресс-форм и оснастки |
Не требуется |
Периодическое проветривание | |||||
________________
* Текст соответствует оригиналу. - Примечание .
ПРИЛОЖЕНИЕ 5
Рекомендуемое
Местные отсосы
|
N N п. |
Технологическое оборудование, требующее устройства местного отсоса |
Тип, габариты и место установки местного отсоса |
Расход воздуха, м |
Коэф- фициент местного сопро- тивления * |
Коэффициент улавливания |
Примечания | |
|
газов |
тепла |
||||||
|
1 |
Гидравлический просс-полуавтомат рамного типа |
Шкафное укрытие заднего проема пресса с гибкой шторкой в нем и сплошным щитком перед рабочим проемом ** |
- |
1,0 |
0,9 |
0,6 |
Рис.П.6.3 |
|
2 |
Гидравлический пресс-полуавтомат колонного типа |
То же с дополнительными шторками у боковых проемов |
- |
1,0 |
0,8 |
0,4 |
Рис.П.6.3 |
|
3 |
Высокочастотная установка |
Укрытие верхней части установки |
- |
1,5 |
0,95 |
0,8 |
Рис.П.6.4 |
|
4 |
Рабочий стол прессовщика (при изделиях с большим количеством арматуры) |
Шкафное укрытие с рабочим проемом и прозрачной передней стенкой |
- |
0,6 |
0,8 |
0,7 |
Рис.П.6.7 |
|
5 |
Таблетавтомат типа МТР |
Встроенный в оборудование |
500 |
- |
- |
- |
Для МТР-16 |
|
6 |
Таблетмашина МТ-3А |
Бортовой отсос от лотка схода таблеток 250х40 мм |
250 |
1,0 |
- |
- |
Для улавливания пыли |
|
Наконечник для уборки пыли: |
|||||||
|
в зоне челюстного затвора 20х70 мм |
190 |
1,3 |
- |
- |
То же | ||
|
в зоне машины 20х70 мм |
190 |
1,3 |
- |
- |
" | ||
|
7 |
Растарочное устройство |
Укрытие загрузочного проема (отсос, встроенный в конструкцию) |
- |
0,7 |
- |
- |
Рис.П.6.8 |
|
8 |
Термопластавтомат (литьевая машина) |
Зонт над соплом впрыска или щелевой отсос |
- |
0,5 |
0,7 |
0,2 |
Рис.П.6.5 |
|
9 |
Гранулятор на базе экструдера |
Зонт над экструзионной головкой и начальной частью охлаждающей ванны |
- |
0,5 |
0,7 |
0,3 |
Рис.П.6.6 |
|
10 |
Листовальный агрегат |
Зонт над щелевой головкой и начальной частью рольганга |
- |
0,5 |
0,6 |
0,3 |
Рис.П.6.6 |
|
Трубный агрегат |
Зонт над экструзионной головкой и начальной частью охлаждающей ванны |
- |
0,5 |
0,7 |
0,3 |
Рис.П.6.6 | |
|
11 |
Измельчитель пластмассовый роторный ИПР-100-А-1 |
Укрытие места разгрузки |
750 |
0,9 |
- |
- |
Для улавливания пыли |
|
Укрытие сборного бункера |
500 |
1,0 |
- |
- |
|||
|
12 |
Измельчитель пластмассовый роторный ИПР-1500 м |
Укрытие места загрузки |
1200 |
0,8 |
- |
- |
То же |
|
Укрытие сборного бункера |
500 |
1,0 |
- |
- |
" | ||
|
13 |
Установка дробильная 36ЦЭ-180 |
Укрытие места загрузки |
650 |
0,8 |
- |
- |
" |
|
Укрытие сборного бункера |
500 |
1,0 |
- |
- |
" | ||
|
14 |
Станок ленточнопильный ЛС80-3 |
Нижний воздухоприемник |
800 |
2,0 |
- |
- |
Рис.П.6.9 |
|
Верхний воздухоприемник |
400 |
2,0 |
- |
- |
|||
|
15 |
Станки одношпиндельные вертикального и горизонтального типа |
Воронка 160х120 мм |
690 |
0,8 |
- |
- |
Рис.П.6.1 |
|
16 |
Станок резьбо-нарезной настольный ВС-ПН, ВС-11М |
Воронка 160х120 мм |
690 |
0,8 |
- |
- |
Рис.П.6.1 |
|
17 |
Станок ленточно-полировальный ЭБ890 |
Воронка 160х120 мм |
690 |
0,8 |
- |
- |
|
|
18 |
Станок полировальный 3А852, 3А853 |
Кожух-укрытие для войлочного круга |
1200х2 |
1,5 |
- |
- |
Рис.П.6.12 |
|
Кожух-укрытие для матерчатого круга |
1800х2 |
1,5 |
- |
- |
|||
|
19 |
Рабочее место опиловщика пластмасс |
Нижний отсос через встроенные в столешницу решетки: |
Для улавливания пыли | ||||
|
200х125 мм |
200 |
1,2 |
- |
- |
|||
|
300х125 мм |
300 |
1,2 |
- |
- |
|||
|
20 |
Барабан галтовочный |
Отсос через полую ось |
500 |
1,4 |
- |
- |
Рис.П.6.2 |
___________________
* Коэффициент местного сопротивления отнесен к скорости всасывания в отверстии воздухоприемника.
** Устройство защищено авторским свидетельством на изобретение N 912549 (СССР).
Приложение 5.
Продолжение
|
Технологическое оборудование, требующее устройства местного отсоса |
Тип, габариты и место установки местного отсоса |
Расход воздуха м |
Коэф- фициент местного сопро- тивления |
Коэффициент улавливания |
Примечания | |
|
газов |
тепла |
|||||
|
Станок токарный модели 1Д601 |
Воронка 200х120 мм |
860 |
0,8 |
- |
- |
Рис.П.6.1 |
|
То же модели 1Д603 |
Воронка 300х120 мм |
1300 |
0,8 |
- |
- |
Рис.П.6.1 |
|
Станок вертикально-шкуровочный РА49-73 |
Кожух-укрытие ленты |
1100 |
1,5 |
- |
- |
|
|
Станок горизонтально-шкуровочный РА49-82 |
Кожух-укрытие диска |
1400 |
1,5 |
- |
- |
Рис.П.6.10 |
|
Станок настольно-сверлильный НС-12А |
Нижний отсос через встроенную в столешницу решетку 200х200 мм ( |
300 |
1,2 |
- |
- |
Рис.П.6.11 |
|
Станок шлифовальный настольный |
Кожух-укрытие для абразивного круга |
400 |
1,5 |
- |
- |
Для улавливания пыли |
|
Универсальный станок для обработки изделий из пластмасс |
Воронка 120х120 мм |
500 |
0,8 |
- |
- |
То же |
ПРИЛОЖЕНИЕ 6
Рекомендуемое
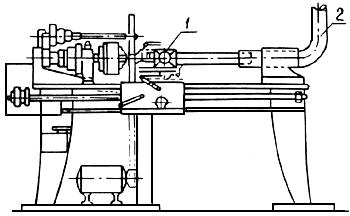
Рис.П.6.1. Отсос от токарного, резьбонарезного и одношпиндельного станков:
1 - воздухоприемник 200х120 мм; 2 - воздуховод диаметром 140 мм
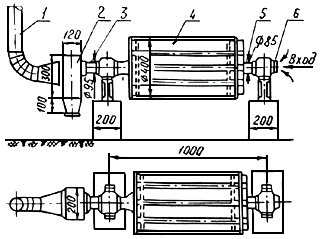
Рис.П.6.2.Отсос от галтовочного барабана: 1 - воздуховод диаметром 115 мм;
2 - пылеотстойник; 3, 5 - полый вал; 4 - барабан; 6 - вход воздуха в полый вал
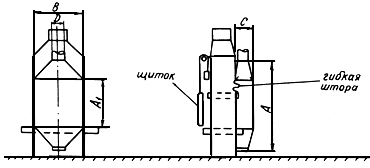
Рис.П.6.3 Местный отсос от пресса гидравлического
Характеристики местных отсосов от прессов
|
Пресс усилием (марка) |
Расход воздуха, м |
Основные размеры отсоса, мм | ||||
|
A |
А |
В |
C |
D | ||
|
250 кН (ДБ2424) |
500 |
2200 |
1400 |
600 |
400 |
160 |
|
400 кН (ДБ2426) |
500 |
2200 |
1400 |
700 |
400 |
160 |
|
630 кН (ДБ2428) |
600 |
2200 |
1400 |
700 |
400 |
160 |
|
1000 кН (ДБ2430) |
800 |
2500 |
1700 |
800 |
400 |
200 |
|
1600 кН (ДБ2432) |
1000 |
2500 |
1700 |
1000 |
550 |
200 |
|
2500 кН (ДБ2434) |
1500 |
2500 |
1700 |
1250 |
550 |
250 |
|
4000 кН (ДБ2436) |
2000 |
2700 |
1900 |
1400 |
550 |
250 |

Рис.П.6.4 Местный отсос от установки высокочастотной
Характеристики местных отсосов от высокочастотных установок
|
Марка высокочастотной установки |
Расход воздуха, |
Основные размеры отсоса, мм | |||
|
|
|
А |
В |
С |
D |
|
ВЧД 2-1,6/40 |
200 |
510 |
580 |
400 |
100 |
|
СВЧ Кп3 |
200 |
460 |
540 |
380 |
100 |
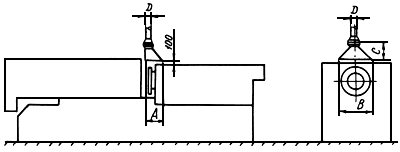
Рис.П.6.5 Местный отсос от литьевой машины
Характеристики местных отсосов от литьевых машин
|
Марка литьевой машины |
Расход воздуха, м |
Основные размеры отсоса, мм | |||
|
А |
В |
С |
D | ||
|
Д3127, KuASY 50/63 |
|||||
|
Д3328, KuASY 150/50 |
350 |
250 |
400 |
200 |
100 |
|
Д3130, KuASY 100/125 |
400 |
250 |
500 |
230 |
100 |
|
Д3132, KuASY 160/250, |
450 |
250 |
600 |
260 |
125 |
|
KuASY 630/160 |
550 |
300 |
600 |
170 |
125 |
|
Д3134, KuASY 260/100, |
650 |
300 |
700 |
300 |
125 |
|
Д3136, KuASY 630/1000 |
1450 |
500 |
1000 |
700 |
130 |
|
Д3140, KuASY 1000/4000 |
1750 |
500 |
1200 |
1100 |
200 |
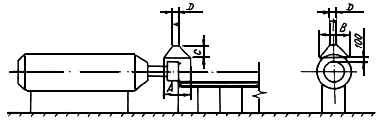
Рис.П.6.6 Местный отсос от оборудования на базе экструдера
Характеристики местных отсосов от экструдеров
|
Вид оборудования на базе экструдера |
Расход воздуха, м |
Основные размеры отсоса, мм | |||
|
А |
В |
С |
D | ||
|
Гранулятор |
1650 |
700 |
500 |
400 |
250 |
|
Трубный aгрегат |
1650 |
700 |
500 |
400 |
250 |
|
Листовальный агрегат |
7000 |
1200 |
600 |
600 |
500 |
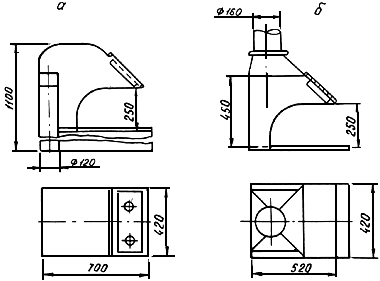
Рис.П.6.7. Местный отсос от рабочего стола: а - с нижним отводом воздуха;
б - с верхним отводом воздуха. Расход воздуха - 500 м![]() /ч
/ч
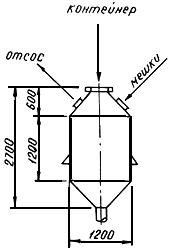
Рис.П.6.8. Местный отсос от растарочного устройства: диаметр присоединительного патрубка 160 мм;
расход воздуха 600 м![]() /ч
/ч
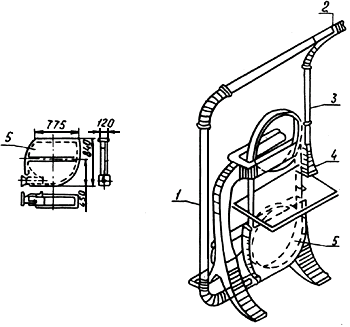
Рис.П.6.9. Отсос от ленточной пилы: 1 - воздуховод диаметром 140 мм; 2 - воздуховод диаметром 165 мм;
3 - воздуховод диаметром 100 мм; 4 - верхний воздухоприемник 150х80 мм; 5 - нижний воздухоприемник
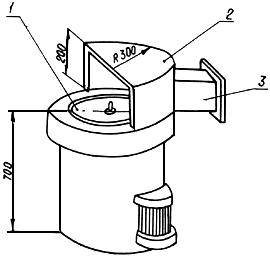
Рис.П.6.10. Отсос от горизонтально-шкуровочного станка: 1 - шкуровочный диск; 2 - укрытие; 3 - воздуховод
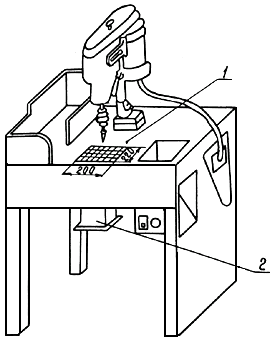
Рис.П.6.11. Отсос от настольно-сверлильного станка: 1 - воздухоприемник; 2 - воздуховод
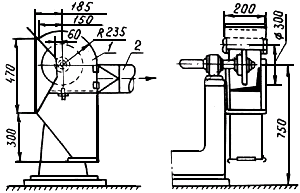
Рис.П.6.12.Отсос от полировального станка: 1 - кожух отсоса; 2 - воздуховод
Текст документа сверен по:
/ Всесоюзный научно-исследовательский
институт охраны труда ВЦСПС. - Л., 1987