ГОСТ 18210-72
Группа Г23
2257-0050
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПИЛЫ КРУГЛЫЕ СЕГМЕНТНЫЕ ДЛЯ ЛЕГКИХ СПЛАВОВ
Circle segment saws for light alloys
Срок действия с 01.01.74
до 01.01.79*
________________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11/12, 1994 год). - Примечание
РАЗРАБОТАН Научно-исследовательским институтом технологии и организации производства (НИАТ)
Начальник института Лещенко С.М.
Начальник отдела Филатов Г.В.
Руководитель разработки (темы) Барабашева З.В.
Исполнители: Куликов В.В., Ганков С.Н.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ
Управлением станкоинструментальной промышленности и межотраслевых производств Государственного комитета стандартов Совета Министров СССР
Зам. начальника Управления Григорьев В.К.
Ст. инженер Седова Е.М.
Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Зам директора Герасимов Н.Н.
И. о. зав. отделом стандартизации и унификации инструментов Можаев Г.И.
Ст. научный сотрудник Футорян С.Б.
Ст. инженер Матушкина Н.И.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 25 августа 1972 г. (протокол N 119)
Председательствующий на заседании отраслевой научно-технической комиссии Бергман В.П.
Члены комиссии: Баранов Н.Н., Федин Б.В., Златкович Л.А., Доляков В.Г., Климов Г.Н.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 3 ноября 1972 г. N 2026
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 15.11.78 N 2975 c 01.04.79
Изменение N 1 внесено юридическим бюро по тексту ИУС N 1 1979 год
Настоящий стандарт распространяется на пилы круглые сегментные диаметром от 710 до 3000 мм, предназначенные для разрезки заготовок из легких сплавов.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры пил должны соответствовать указанным на черт.1 и в табл.1.
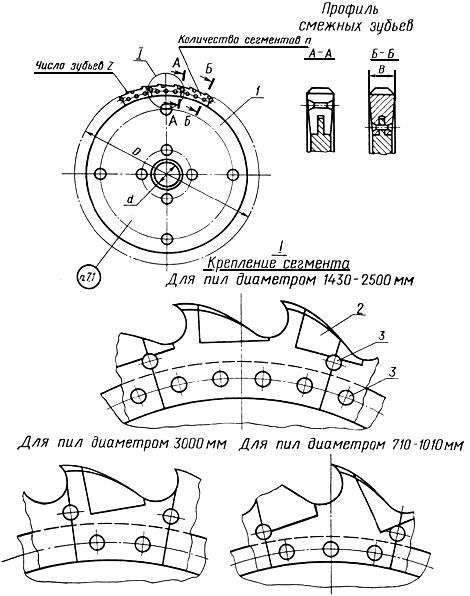
Черт.1
Таблица 1
Размеры в мм
|
Обозна- |
При- |
|
|
|
Чис- |
Масса, |
Дет. 1 |
Дет. 2 |
Дет. 3 | |||
|
Диск |
Коли- |
Сегмент |
Коли- |
Заклепка по ГОСТ 10300-68* |
Коли- | |||||||
|
Обозначение деталей | ||||||||||||
|
2257-0051 |
|
710 |
80 |
6,5 |
48 |
15,5 |
710 |
1 |
2257-0051/002 |
24 |
4,7х16,5 ГОСТ 4047-52** |
96 |
|
2257-0052 |
|
1010 |
120 |
8,0 |
60 |
31,7 |
1010 |
2257-0052/002 |
30 |
5,7х19,0 ГОСТ 4047-52** |
120 | |
|
2257-0053 |
|
1430 |
150 |
10,5 |
72 |
114,6 |
1430 |
2257-0053/002 |
36 |
6,6х24,0 ГОСТ 4047-52** |
180 | |
|
2257-0054 |
|
2000 |
240 |
14,5 |
88 |
296,8 |
2000 |
2257-0054/002 |
44 |
6,6х28,0 ГОСТ 4047-52** |
220 | |
|
2257-0055 |
|
2500 |
18,0 |
110 |
580,4 |
2257-0055/001 |
2257-0055/002 |
55 |
8,0х32,0 ГОСТ 10300-68* |
275 | ||
|
2257-0056 |
|
3000 |
27,0 |
132 |
1163,0 |
2257-0056/001 |
2257-0056/002 |
132 |
10,х42,0 ГОСТ 10300-68* |
396 | ||
________________
* Действует ГОСТ 10300-80.
** Действует ГОСТ 4047-82, здесь и далее по тексту. - Примечание .
Пример условного обозначения круглой сегментной пилы диаметром ![]() 2000 мм:
2000 мм:
Пила 2257-0054 ГОСТ 18210-72
(Измененная редакция, Изм. N 1).
1.2. Форма и геометрия зуба пилы должны соответствовать указанным на черт.2.
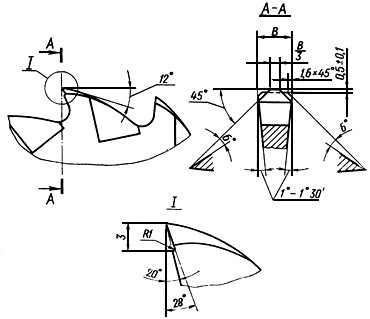
(Измененная редакция, Изм. N 1).
2. КОНСТРУКЦИЯ И РАЗМЕРЫ ДИСКОВ (деталь 1)
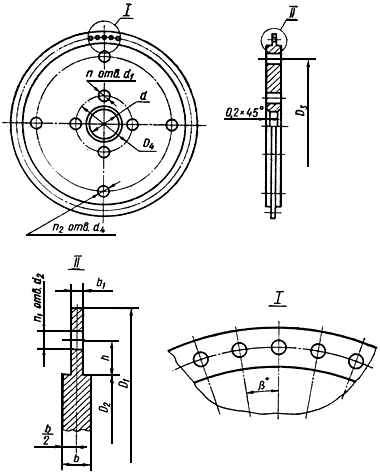
2.1. Конструкция и размеры дисков должны соответствовать указанным на черт.3 и в табл.2.
________________
* Размер для справок.
Черт.3
Таблица 2
Размеры в мм
|
Обозначение дисков |
Диа- |
|
|
|
|
|
|
Число отвер- |
|
Число отвер- |
|
Число отвер- |
|
|
|
|
|
2257-0055/001 |
2500 |
2400 |
2350 |
1900 |
320 |
240 |
37 |
8 |
8,4 |
220 |
35 |
8 |
14,5 |
7,0 |
12,5 |
1°38'01" |
|
2257-0056/001 |
3000 |
2852 |
2800 |
2450 |
520 |
64 |
10,5 |
264 |
20,5 |
9,0 |
13,2 |
1°21'49" |
Пример условного обозначения диска диаметром ![]() 2500 мм:
2500 мм:
Диск 2257-0055/001 ГОСТ 18210-72
3. ОСНОВНЫЕ РАЗМЕРЫ СЕГМЕНТОВ (деталь 2)
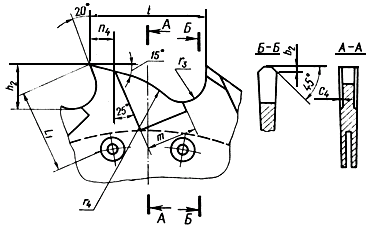
3.1. Основные размеры сегмента должны соответствовать указанным на черт.4 и в табл.3.

Черт.4
Таблица 3
Размеры в мм
|
Обозначение дисков |
Диа- |
|
|
|
|
|
|
|
|
|
|
Число отвер- |
|
|
|
|
|
|
|
2257-0051/002 |
710 |
355 |
325 |
310 |
7,6 |
20,0 |
80,926 |
6,5 |
4,7 |
2,0 |
5,3 |
3 |
8,8 |
90° |
27,707 |
86,147 |
5° |
15° |
|
2257-0052/002 |
1010 |
505 |
474 |
455 |
10,1 |
25,0 |
95,122 |
8,0 |
6,0 |
2,5 |
6,3 |
9,8 |
|
32,464 |
100,347 |
4° |
12° | |
|
2257-0053/002 |
1430 |
715 |
670 |
650 |
|
26,5 |
113,303 |
10,5 |
8,0 |
3,6 |
|
4 |
13,9 |
28,800 |
117,922 |
2°30' |
10° | |
|
2257-0054/002 |
2000 |
1000 |
955 |
935 |
|
|
133,402 |
14,5 |
12,0 |
6,0 |
|
|
|
33,740 |
137,183 |
2°02'45" |
8°10'55'' | |
|
2257-0055/002 |
2500 |
1250 |
1200 |
1175 |
12,5 |
32,0 |
131,245 |
18,0 |
14,5 |
7,0 |
8,4 |
|
|
|
33,960 |
138,738 |
1°38'01" |
6°31'06" |
|
2257-0056/002 |
3000 |
1500 |
1436 |
1400 |
13,3 |
35,5 |
66,638 |
27,0 |
20,5 |
9,0 |
10,5 |
2 |
17,0 |
75° |
33,630 |
68,327 |
1°21'49" |
2°43'38'' |
Пример условного обозначения сегмента для пилы диаметром ![]() 2000 мм:
2000 мм:
Сегмент 2257-0054/002 ГОСТ 18210-72
3.2. По заказу потребителя допускается изготовлять запасные сегменты.
3.3. Конструктивные размеры сегментов указаны в рекомендуемом приложении.
4. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1. Пилы должны быть статически отбалансированы, момент неуравновешенности не должен превышать указанного в табл.4.
Таблица 4
|
Диаметр пилы |
Масса, кг |
Момент неуравновешенности, кг·см |
|
710 |
15,5 |
0,05 |
|
1010 |
31,7 |
0,14 |
|
1430 |
114,6 |
0,70 |
|
2000 |
296,8 |
2,1 |
|
2500 |
580,4 |
5,2 |
|
3000 |
1163,0 |
10,5 |
Момент неуравновешенности определен из расчета обеспечения скорости резания ![]() 1200 м/мин.
1200 м/мин.
4.2. Сегменты для пил диаметром 710-2000 мм должны быть изготовлены цельными, для пил диаметром 2500 и 3000 мм - сварными.
4.2a. Твердость рабочей части сегментов должна проверяться для пил диаметром:
|
710-1010 мм на расстоянии 15 мм от вершины зуба; |
|
1430-2000 мм " " 20 мм " " " ; |
|
2500-3000 мм " " 25 мм " " " , |
а нерабочей части на расстоянии 2 мм выше паза.
(Введен дополнительно, Изм. N 1).
4.3. Остальные технические требования - по ГОСТ 4047-52.
5. ПРАВИЛА ПРИЕМКИ
5.1. Для контроля соответствия изготовленных пил требованиям настоящего стандарта предприятие-изготовитель должно проводить приемочный контроль и периодические испытания (определение терминов - по ГОСТ 16504-74*).
________________
* Действует ГОСТ 16504-81. - Примечание .
5.2. Приемочный контроль должен проводиться при следующем объеме выборок:
на соответствие требованиям п.4.2 настоящего стандарта, а также к шероховатости, припуску на шлифовку по профилю, предельным отклонениям, стыковым зазорам между сегментами, разности в толщине щечек, несимметричности гребня диска, радиальному и торцовому биению пилы, методам изготовления сегментов и материалу изготовления заклепок к пилам, твердости диска и рабочей части сегментов - по ГОСТ 4047-52 - 2% пил от партии до 500 шт., но не менее 5 шт., 1% от партии свыше 500 шт., но не более 20 шт.;
на соответствие требованиям к качеству поверхности режущей части и других поверхностей, а также к качеству крепления сегментов - 100% пил;
на работоспособность - 2% пил от партии, но не менее 3 шт.
Партия должна состоять из пил одного типоразмера, изготовленных из стали одной марки, одновременно предъявленных к приемке.
5.3. Периодические испытания по ГОСТ 15.001-73* должны проводиться не реже двух раз в год не менее чем на 5 пилах в каждом из диапазонов диаметров 710-1010, 1430-2000, 2500-3000.
______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - Примечание .
5.4. При периодических испытаниях пилы должны подвергаться контролю на соответствие требованиям пп.4.1-4.2а, 8.2 настоящего стандарта и разд.II по ГОСТ 4047-52, за исключением указания о месте проверки твердости рабочей части сегментов.
5.5. При неудовлетворительных результатах приемочных испытаний хотя бы по одному из показателей проводят повторные испытания на удвоенном количестве пил из той же партии. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
5.6. Допускается проводить испытания на работоспособность и стойкость сегментов пил у потребителя.
Раздел 5. (Измененная редакция, Изм. N 1).
6. МЕТОДЫ ИСПЫТАНИЙ
6.1a. Для выявления дефектов (термообработки, заточки) не поддающихся контролю визуальным осмотром, пилы должны быть испытаны в работе на отрезных станках, соответствующих установленным для них нормам точности. Испытание пил в работе должно проводиться на заготовках из алюминиевого сплава марки А19 по ГОСТ 2685-75 или Д16 по ГОСТ 4784-74*.
________________
* На территории Российской Федерации действует ГОСТ 4784-97. - Примечание .
В качестве смазывающе-охлаждающей жидкости должно применяться 5%-ный по массе раствор эмульсола по ГОСТ 1975-75 в воде с расходом не менее 30 л/мин.
(Введен дополнительно, Изм. N 1).
6.1. Режимы испытания пил должны соответствовать указанным в табл.5.
Таблица 5
Размеры в мм
|
Диаметр пилы |
Подача на зуб |
Число оборотов, м/мин |
Диаметр заготовок |
|
710 |
0,02-0,04 |
540 |
80-110 |
|
1010 |
0,02-0,04 |
380 |
110-140 |
|
1430 |
0,04-0,06 |
250 |
140-170 |
|
2000 |
0,04-0,06 |
190 |
170-200 |
|
2500 |
0,06-0,08 |
150 |
200-230 |
|
3000 |
0,06-0,08 |
130 |
230-280 |
6.2. Суммарный диаметр отрезаемых заготовок должен быть не менее 500 мм.
6.3. Методы испытаний пил, не указанные в настоящем стандарте, - по ГОСТ 4047-52.
7. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1. Маркировка и хранение пил - по ГОСТ 4047-52.
7.2. Упаковка и транспортирование пил - по ГОСТ 18088-72.
8. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
8.1. Изготовитель должен гарантировать соответствие всех выпускаемых пил требованиям настоящего стандарта при соблюдении потребителем условий применения (эксплуатации) и хранения.
8.2. Гарантийная стойкость должна соответствовать указанному в табл.6 при режиме резания, приведенном в табл.5.
Таблица 6
|
Диаметр пилы |
Стойкость, мин |
|
710-1010 |
240 |
|
1430-2000 |
320 |
|
2500-3000 |
480 |
ПРИЛОЖЕНИЕ к ГОСТ 18210-72
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ СЕГМЕНТОВ
Конструктивные размеры сегментов указаны на чертеже и в таблице.
Размеры в мм
|
Диаметр пилы |
|
|
|
|
|
|
|
|
|
|
710 |
46,43 |
8,0 |
46 |
17,0 |
25 |
7 |
0,5 |
35 |
1,6 |
|
1010 |
52,85 |
9,0 |
50 |
18,5 |
|
2,2 | |||
|
1430 |
62,38 |
11,5 |
61 |
21,0 |
32 |
15 |
1,0 |
45 |
2,5 |
|
2000 |
71,38 |
14,0 |
72 |
24,0 |
30 |
50 |
3,8 | ||
|
2500 |
71,38 |
83 |
26,0 |
40 |
|
1,5 |
55 |
4,8 | |
|
3000 |
71,40 |
17,0 |
95 |
28,0 |
40 |
70 |
8,0 |