Группа Е49
ИЗМЕНЕНИЕ N 3
ГОСТ 10519-76 "Провода эмалированные.
Метод ускоренного определения нагревостойкости"
Дата введения 1990-01-01
УТВЕРЖДЕНО И ВВЕДЕНО В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 25.04.89 N 1084
На обложке и первой странице под обозначением стандарта указать обозначение: (СТ СЭВ 6332-88).
Вводная часть. Исключить слова: "Стандарт полностью соответствует стандарту МЭК Публикации 172, 1981 г., а также стандарту МЭК Публикации 216-3, 1980 г., в части метода расчета и обработки результатов испытаний".
Пункт 2.1. Заменить ссылку: ГОСТ 13109-67 на ГОСТ 13109-87*.
______________
* На территории Российской Федерации действует ГОСТ 13109-97. - Примечание изготовителя базы данных.
Пункт 3.1. Первый абзац изложить в новой редакции: "Для проведения испытаний подготавливают образцы (см. черт.1 и 1а) путем скручивания сложенного пополам отрезка провода длиной 400 мм".
Чертеж 1 заменить новым; дополнить чертежом - 1а:
![]()
Черт.1
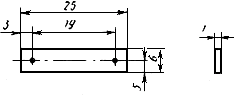
Черт.1а
Таблицу 1 изложить в новой редакции:
Таблица 1
|
Номинальный диаметр провода, мм |
Натяжение, Н |
Число скруток | |
|
для медной проволоки и проволоки из сплавов сопротивления |
для алюминиевой проволоки |
||
|
От 0,10 до 0,25 включ. |
0,85 |
0,42 |
33 |
|
Св. 0,25 до 0,35 включ. |
1,70 |
0,85 |
23 |
|
Св. 0,35 до 0,50 включ. |
3,40 |
1,70 |
16 |
|
Св. 0,50 до 0.75 включ. |
7,00 |
3,50 |
12 |
|
Св. 0,75 до 1,05 включ. |
13,50 |
6,75 |
8 |
|
Св. 1,05 до 1,50 включ. |
27,00 |
13,50 |
6 |
|
Св. 1,50 до 2,15 включ. |
54,00 |
27,00 |
4 |
|
Св. 2,15 до 3,50 включ. |
108,00 |
54,00 |
3 |
Чертеж 3 заменить новым:

Черт.3
Пункт 3.2. Второй абзац изложить в новой редакции: "На концы образца, с которых механическим способом удаляют изоляцию на длине 10-15 мм, должны быть надеты до упора дистанционные прокладки (черт.1а) толщиной 1 мм из материала высокой нагревостойкости (например, керамика, стеклотекстолит, кремнеорганический материал и т.п.)".
Пункт 3.3 изложить в новой редакции: "3.3. При подборе пропитывающих составов с целью определения совместимости конкретного типа изоляции эмалированного провода с пропитывающим составом, скрученные образцы погружают в вертикальном положении не менее чем на 30 с в разведенный специальным растворителем пропитывающий состав на глубину, покрывающую прокладку, затем вынимают со скоростью около 100 мм/мин.
После удаления излишков пропитывающего состава образцы подвергают сушке (отверждению) по режимам, указанным в технической документации на составы, утвержденной в установленном порядке. Просушенные (отвержденные) образцы, повернутые на 180°, подвергают вторичной пропитке для достижения равномерности покрытия и стабильности показателей.
Перед сушкой образцы извлекают из состава, который должен быть тщательно удален с их выводных концов".
Пункт 4.3. Таблица 2. Графа "240 (240 и выше)". Для температуры 290 °С заменить значение: 17 на 7.
Пункт 4.5 изложить в новой редакции: "4.5. После выдержки при испытательной температуре образцы провода извлекают из термостата и выдерживают не менее 30 мин при температуре окружающей среды 15-35 °С и относительной влажности 45-75%, после чего к каждому образцу должно быть приложено в течение 1-2 с испытательное напряжение частотой 50 Гц в зависимости от диаметральной толщины изоляции в соответствии с указанным ниже:
|
Диаметральная толщина изоляции провода, мм |
Напряжение, В |
|||
|
0,005-0,024 |
300 |
|||
|
0,025-0,035 |
400 |
|||
|
0,036-0,050 |
500 |
|||
|
0,051-0,070 |
700 |
|||
|
0,071-0,090 |
1000 |
|||
|
0,091-0,130 |
1200 |
|||