Р 50.1.021-99
Группа Т59
РЕКОМЕНДАЦИИ ПО СТАНДАРТИЗАЦИИ
ОБЕСПЕЧЕНИЕ СТАБИЛЬНОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В СИСТЕМАХ КАЧЕСТВА ПО МОДЕЛЯМ СТАНДАРТОВ ИСО СЕРИИ 9000
Приемочные контрольные карты
ОКС 03.120.30
ОКСТУ 0011
Дата введения 2000-01-01
Предисловие
1 РАЗРАБОТАНЫ И ВНЕСЕНЫ Акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ОАО "НИЦ КД"), Управлением технической политики и координации работ по сертификации продукции и услуг
2 ПРИНЯТЫ И ВВЕДЕНЫ В ДЕЙСТВИЕ Постановлением Госстандарта России от 4 июня 1999 г. N 188
3 В настоящем документе учтены требования международного стандарта ИСО 7966-93 "Приемочные контрольные карты"
4 ВВЕДЕНЫ ВПЕРВЫЕ
5 ПЕРЕИЗДАНИЕ
Введение
Приемочная контрольная карта (КК) - графический инструмент, позволяющий решать двойную задачу оценки состояния процесса:
а) находится ли изменчивость, присущая процессу, в статистически стабильном состоянии;
б) можно ли ожидать, что продукция или вид услуг будут соответствовать требованиям к измеряемой характеристике (допуску).
Особенность приемочной КК в отличие от обычной КК Шухарта состоит в том, что при ее применении не требуется удерживать уровень процесса (среднего значения) около целевого стандартного значения до тех пор, пока разброс внутри выборок можно считать удовлетворительным. Процесс может протекать на любом уровне* в пределах некоторой зоны, специально установленной с учетом заданных требований к качеству. Допускается, что некоторые причины могут вызвать сдвиг уровня процесса, но если этот сдвиг мал относительно установленных требований, то вмешиваться в ход процесса экономически нецелесообразно. Излишне тщательная корректировка уровня процесса на целевое значение требует больших затрат и, кроме того, может увеличить изменчивость процесса. С другой стороны, сдвиг уровня процесса может оказаться слишком значительным и требуется его быстрое обнаружение. В этих случаях важно принимать во внимание риск необнаружения таких сдвигов.
_________________
* Под уровнем процесса (центральной линией процесса) здесь и далее понимается его истинное среднее значение за тот период времени, пока это среднее значение может считаться постоянным.
Одно из достоинств приемочной КК состоит в отсутствии излишнего управления, т.е. ненужных корректировок процесса, когда он протекает в “приемочной зоне процесса”, т.е. в удовлетворительном состоянии с точки зрения обеспечения допуска.
Ключевое отличие этой КК от КК Шухарта и других аналогичных КК - учет технических требований (допуска), которые не определяются из самого процесса и его статистически стабильного состояния, установленных в документации.
1 Область применения
Настоящие рекомендации содержат обзор основных положений, процедуры установления контрольных границ и правила принятия решений о приемлемости технологического процесса при применении приемочных контрольных карт (КК) в производстве, а также дают отличие приемочных контрольных карт от контрольных карт Шухарта.
Для проверки правомерности применения приемочной КК следует провести предварительный анализ стабильности данного технологического процесса с помощью КК Шухарта.
Использование приемочной КК основано на предположении, что измеряемые характеристики продукции подчиняются нормальному закону распределения.
2 Нормативные ссылки
В настоящих рекомендациях использованы ссылки на следующие стандарты:
ГОСТ Р 50779.40-96 (ИСО 7870-93) Статистические методы. Контрольные карты. Общее руководство и введение
ИСО 3534.2-93* Статистика. Словарь и условные обозначения. Часть 2. Статистическое управление качеством
ИСО 7966-93* Приемочные контрольные карты
ИСО 8258-91* Контрольные карты Шухарта
________________
* Приняты в качестве ГОСТ Р 50779.11-2000, ГОСТ Р 50779.43-99, ГОСТ Р 50779.42-99 соответственно.
3 Термины, определения и обозначения
В настоящих рекомендациях применяют следующие термины и определения, соответствующие ИСО 3534-2:
3.1 состояние статистической стабильности: Состояние, в котором вариации полученных выборочных данных можно отнести к одному распределению с неизменяющимися параметрами. Причиной вариации при этом является система случайных причин, не изменяющихся во времени.
3.2 случайные причины: Факторы, влияющие на вариацию, обычно многочисленные, но дающие по отдельности относительно малый вклад в вариацию, так что эти причины не следует идентифицировать.
Примечание - Случайные причины иногда называют обычными причинами вариации.
3.3 неслучайная причина: Фактор, выпадающий из системы случайных причин, который необходимо обнаружить, так как он весьма значительно влияет на изменение уровня процесса или других характеристик изменчивости (параметров распределения).
Примечания
1 Неслучайные причины иногда относят к особым причинам вариации.
2 Многие причины незначительных вариаций тоже неслучайны, но с экономической точки зрения их стоит рассматривать как случайные причины.
3.4 приемка (с использованием контрольной карты): Решение о том, что процесс идет удовлетворительно с точки зрения попадания данных в поле допуска.
3.5 целевой уровень процесса (целевое значение  , рисунок 1): Установленный в документации уровень процесса, соответствующий его оптимальной настройке. При двухстороннем допуске обычно соответствует центру поля допуска.
, рисунок 1): Установленный в документации уровень процесса, соответствующий его оптимальной настройке. При двухстороннем допуске обычно соответствует центру поля допуска.

Рисунок 1
3.6 приемлемый уровень процесса ( ): Максимально сдвинутый от целевого уровень процесса, при котором процесс еще обеспечивает приемлемую долю (
): Максимально сдвинутый от целевого уровень процесса, при котором процесс еще обеспечивает приемлемую долю ( ) несоответствующих единиц продукции.
) несоответствующих единиц продукции.
3.7 неприемлемый уровень процесса ( ): Минимально сдвинутый от целевого уровень процесса, при котором процесс уже дает неприемлемую долю (
): Минимально сдвинутый от целевого уровень процесса, при котором процесс уже дает неприемлемую долю ( ) несоответствующих единиц продукции.
) несоответствующих единиц продукции.
3.8 зона приемлемых процессов: Зона вокруг целевого уровня, находящаяся между верхним и нижним приемлемыми уровнями процесса. Эта зона содержит такие уровни процесса, которые хотелось бы иметь всегда.
3.9 зона неприемлемых процессов: Зона уровней процесса, находящихся за пределами неприемлемого уровня процесса. Эта зона соответствует уровням таких процессов, которые желательно отклонять. При двухстороннем допуске таких зон две.
3.10 зона неопределенности (при использовании приемочной КК): Уровни процесса, находящиеся между "зоной приемлемых процессов" и "зоной неприемлемых процессов". При двухстороннем допуске таких зон две.
3.11 Обозначения
 (
( ) - верхняя граница поля допуска (наибольшее допустимое значение контролируемого показателя качества);
) - верхняя граница поля допуска (наибольшее допустимое значение контролируемого показателя качества);
 (
( ) - нижняя граница поля допуска (наименьшее допустимое значение контролируемого показателя качества);
) - нижняя граница поля допуска (наименьшее допустимое значение контролируемого показателя качества);
 - приемочная контрольная граница;
- приемочная контрольная граница;
- приемлемый уровень процесса;
- неприемлемый уровень процесса;
 - объем периодически берущихся выборок;
- объем периодически берущихся выборок;
- приемлемая доля несоответствующих единиц продукции;
- неприемлемая доля несоответствующих единиц продукции;
 - вероятность приемки процесса;
- вероятность приемки процесса;
- целевое значение уровня процесса, т.е. оптимальное значение уровня процесса;
 - среднее арифметическое индивидуальных значений контролируемого параметра, которое наносится на контрольную карту;
- среднее арифметическое индивидуальных значений контролируемого параметра, которое наносится на контрольную карту;
 - стандартная нормально распределенная величина, имеющая нормальное распределение с нулевым средним и стандартным отклонением, равным 1;
- стандартная нормально распределенная величина, имеющая нормальное распределение с нулевым средним и стандартным отклонением, равным 1;
 - квантиль стандартного нормального закона распределения уровня (
- квантиль стандартного нормального закона распределения уровня ( ) (аналогично для
) (аналогично для  ,
,  и т.д.)
и т.д.)
 - риск неприемки удовлетворительного процесса с уровнем из-за случайности выборки;
- риск неприемки удовлетворительного процесса с уровнем из-за случайности выборки;
 - риск приемки неудовлетворительного процесса с уровнем из-за случайности выборки;
- риск приемки неудовлетворительного процесса с уровнем из-за случайности выборки;
 - стандартное отклонение, соответствующее присущей процессу изменчивости, или стандартное отклонение индивидуальных значений внутри выборок;
- стандартное отклонение, соответствующее присущей процессу изменчивости, или стандартное отклонение индивидуальных значений внутри выборок;
 - стандартное отклонение выборочных средних, при этом выполняется соотношение:
- стандартное отклонение выборочных средних, при этом выполняется соотношение:  .
.
4 Основные положения
4.1 Приемочная КК объединяет статистическое управление процессом с элементами выборочного приемочного контроля. Она служит удобным и простым инструментом для принятия решений в отношении приемлемости процессов. КК помогает решить следующие вопросы:
а) имеет ли процесс сдвиг уровня процесса за пределы допустимой зоны;
б) удовлетворяет ли ожидаемый процент несоответствующих единиц продукции или услуги техническим требованиям.
В отличие от большинства подходов выборочного приемочного контроля акцент делается на решение о приемлемости процесса, а не на решение о качестве изготовленной продукции.
4.2 До применения приемочной КК необходимо провести проверку, находится ли присущая процессу изменчивость в состоянии статистической стабильности (т.е. стабильно ли ). Для этого применяют КК Шухарта для размахов или стандартных отклонений для подтверждения того, что изменчивость, присущая отдельным выборкам, может считаться неизменной. Для этой задачи следует воспользоваться ГОСТ Р 50779.40 и ИСО 8258-1.
4.3 При применении приемочной КК уровень процесса не обязательно должен быть в стабильном состоянии вблизи одного установленного целевого уровня процесса .
Для цели приемки процесс может протекать на любом уровне или уровнях в некоторой зоне уровней процесса, которые могут быть приемлемыми с точки зрения требований допуска. Таким образом предполагается, что некоторые неслучайные (особые) причины создают сдвиги уровней процесса, но они достаточно малы по отношению к установленному полю допуска, и было бы неэкономично корректировать процесс только для цели приемки. Это должно происходить до тех пор, пока присущая процессу изменчивость (т.е. ) стабильна.
) стабильна.
Для цели непрерывного совершенствования процесса применение приемочной КК не исключает возможности выявления и устранения неслучайных (особых) причин аналогично КК Шухарта.
4.4 Приемлемым процессом следует считать процесс, представляемый КК Шухарта с уровнем в зоне приемлемых процессов (рисунок 1). Идеально, если средний уровень такой контрольной карты находится на целевом значении.
4.5 Приемочная КК позволяет установить, что уровень процесса сместился так далеко от целевого значения , что процесс будет давать нежелательно высокий процент изделий, выходящих за пределы установленного поля допуска.
5 Критерии приемлемости процесса
5.1 В центральной зоне (зоне приемлемых процессов) находятся уровни таких процессов, которые будут производить приемлемую продукцию с долей несоответствующих единиц не более . Внешние зоны (зоны неприемлемых процессов) соответствуют уровням процессов, которые будут производить неприемлемую продукцию с долей несоответствующих единиц более .
Между центральной и внешними зонами находятся зоны неопределенности. Это уровни таких процессов, которые будут производить приемлемую продукцию, но в этом случае необходимо следить за процессом, и, по мере достижения внешней зоны, следует предпринимать корректирующие действия.
5.2 Для приемочной КК вводится понятие приемлемого уровня процесса (). Если центральная линия (уровень) процесса совпадает с , то при случайных выборках такой процесс будет принят почти всегда с вероятностью ( ). Он дает внешние границы зоны приемлемых процессов, находящейся вокруг целевого значения (рисунок 1).
). Он дает внешние границы зоны приемлемых процессов, находящейся вокруг целевого значения (рисунок 1).
Любой процесс, имеющий уровень ближе к целевому значению, чем , будет иметь риск неприемки из-за случайности выборки меньше . Чем ближе процесс к цели , тем менее вероятно, что такой удовлетворительный процесс не будет принят.
5.3 Следует также определить уровень, представляющий неудовлетворительные процессы, которые не будут приняты почти всегда с вероятностью ( ). Этот нежелательный уровень процесса называется неприемлемым уровнем процесса (). Любой процесс, находящийся дальше от целевого значения, чем , будет иметь риск приемки меньше .
). Этот нежелательный уровень процесса называется неприемлемым уровнем процесса (). Любой процесс, находящийся дальше от целевого значения, чем , будет иметь риск приемки меньше .
5.4 Уровни процесса, лежащие между и , будут представлять процессы пограничного качества, т.е. уровни процесса, попадающие между и , будут в зоне неопределенности. Ширина этой зоны - функция требований к конкретному процессу и установленных рисков. Чем уже эта зона, т.е. чем ближе и , тем больше должен быть объем выборок.
6 Элементы приемочной контрольной карты
Для построения приемочной КК требуются четыре элемента:
а) приемлемый уровень процесса , связанный с -риском;
б) неприемлемый уровень процесса , связанный с -риском;
в) критерий принятия решений или приемочная контрольная граница ;
г) объем выборки .
Примечание - В данных рекомендациях определены односторонние риски. В случае двустороннего технического допуска рисками являются 5%-ный риск превысить верхнюю контрольную границу или 5%-ный риск попасть ниже нижней границы. Это приводит к полному риску 5%.
При работе с приемочной КК оператору нужно знать только приемочные контрольные границы и указания, связанные со взятием выборки: объем выборки, частота и способ отбора.
7 Построение приемочной контрольной карты и работа с ней
7.1 Исходные данные и предположения
При работе с приемочными КК следует учитывать выполнение следующего:
а) предположение о том, что индивидуальные значения показателя подчиняются нормальному закону распределения;
б) условие того, что присущая процессу изменчивость находится в состоянии статистической стабильности. Это должно подтверждаться анализом КК Шухарта для стандартных отклонений (S-карта) или размахов (R-карта).
Стандартное отклонение внутри выборок должно быть известно или оценено, например по формулам стандарта ГОСТ Р 50779.40;
в) при работе с КК выборки предполагаются мгновенными, т.е. за время взятия выборки процесс заведомо не изменяет своего уровня (или изменение этого уровня статистически незначимо);
г) - риск принимается равным 0,05, т.е.  0,05; это - риск принятия решения о приемлемости процесса в том случае, когда он на самом деле является неприемлемым.
0,05; это - риск принятия решения о приемлемости процесса в том случае, когда он на самом деле является неприемлемым.
Для простоты - и -риски принимаются равными друг другу;
д) должны быть установлены верхнее и (или) нижнее предельные значения технического допуска (, ).
Целевое значение принимают равным среднему значению между пределами , ;
е) должны быть установлены приемлемая и неприемлемая доли (проценты) несоответствующих единиц продукции от данного технологического процесса;
ж) в данных рекомендациях (среднее выборочное значение) является статистической характеристикой для построения -карты.
7.2 Нанесение точек на КК
Работа с КК зависит от выбранной статистической характеристики (выборочное среднее , медиана и т.п.), наносимой на карту.
Выборочное среднее значение наносится на приемочную контрольную карту следующим образом: по горизонтальной оси точка соответствует номеру выборки (порядковому, временному и т.п.), а по вертикальной - среднему значению соответствующей выборки.
7.3 Работа с картой и пояснения
Когда нанесенная точка попадает выше верхней приемочной контрольной границы  или ниже нижней контрольной границы
или ниже нижней контрольной границы  , процесс следует считать неприемлемым, если между линиями - процесс приемлемый.
, процесс следует считать неприемлемым, если между линиями - процесс приемлемый.
Приемлемые процессы допускают малые дискретные сдвиги в уровне процесса и(или) установленный процент (долю) изделий, выходящих за пределы технического допуска ().
Неприемлемые процессы имеют необоснованно большие сдвиги уровня процесса и неудовлетворительный процент (долю) изделий, выходящих за пределы технического допуска ().
7.4 Графическая интерпретация
7.4.1 Соотношение уровней процесса и - и -рисков может быть выражено формулой
 .
.
7.4.2 Строят -карту. Подсчитывают приемлемые и неприемлемые уровни процесса и . Линии наносят на КК, как указано в 7.4.2.1, 7.4.2.2.
7.4.2.1 Если и индивидуальных значений выборки совмещаются и находятся:
а) выше целевой линии ( ), то
), то  ;
;
б) ниже целевой линии ( ), то
), то  .
.
7.4.2.2 Если и индивидуальных значений выборки совмещаются и находятся:
а) выше целевой линии ( ), то
), то  ;
;
б) ниже целевой линии ( ), то
), то  .
.
7.4.2.3 На рисунке 2 (I) графически представлены линии уровней процесса, границы допуска и приемлемые и неприемлемые доли (проценты) несоответствующих единиц, что наглядно иллюстрирует принятие решений.
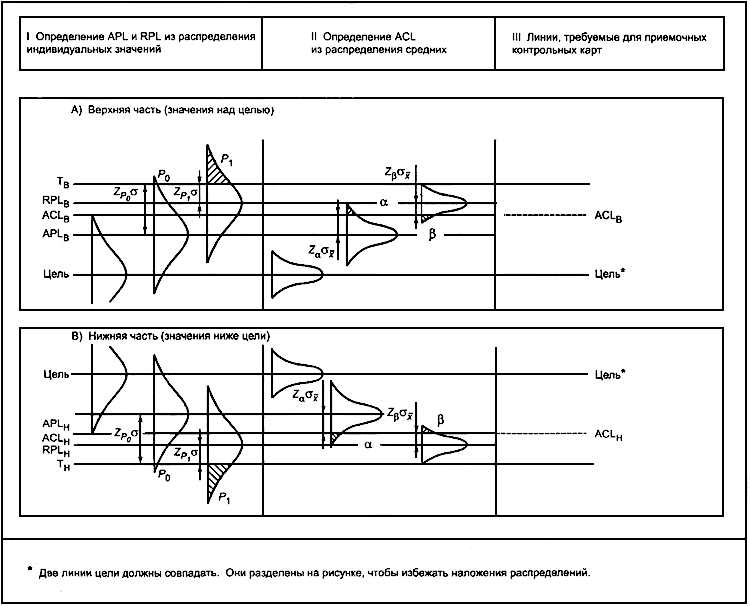
Рисунок 2 - Границы и определяющие элементы приемочных контрольных карт
7.4.3 Строят -карту. Рассчитывают и наносят на карту приемочные контрольные границы .
На рисунке 2 (II) показано графически соотношение , - и -рисков в зависимости от расположения и по одну или другую сторону от целевой линии.
Верхнюю и нижнюю приемочные контрольные границы вычисляют по формулам:
 ,
,
 .
.
Формулы расчета неизвестных величин при различном сочетании заданных требований приведены в таблице 1.
Таблица 1
|
Известные (заданные) величины |
Формулы для расчета неизвестных величин |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания | |



 ,
,  ,
, 

 ,
,  ,
, 


 ,
,  ,
,
7.5 Определение объема выборок для приемочных КК
Объем выборок для приемочных контрольных карт определяют по формуле (таблица 1)
 * - (для симметричных границ),
* - (для симметричных границ),
где  * - квантиль стандартного нормального распределения уровня (
* - квантиль стандартного нормального распределения уровня ( ).
).
________________
* Формула и экспликация к ней соответствуют оригиналу. - Примечание .
В таблице 2 приведены значения квантилей стандартного нормального распределения.
Таблица 2
|
|
0,001 |
0,002 |
0,005 |
0,01 |
0,02 |
0,05 |
0,1 |
0,2 |
|
|
3,09 |
2,88 |
2,58 |
2,33 |
2,05 |
1,64 |
1,28 |
0,84 |


В знаменателе формулы для расчета стоит разность двух квантилей, соответствующих приемлемой и неприемлемой долям несоответствующих единиц продукции. Как видно из таблицы 2, с увеличением разности между и разность этих двух квантилей увеличивается. Но даже для достаточно больших различий между и , например, в 10 раз, разность ( -
- ) по значению остается порядка единицы (таблица 3).
) по значению остается порядка единицы (таблица 3).
Таблица 3
|
|
|
|
|
0,1% |
1% |
0,76 |
|
0,2% |
2% |
0,83 |
|
0,5% |
5% |
0,94 |
|
1% |
10% |
1,05 |
|
2% |
20% |
1,21 |

В числителе формулы для подсчета стоит сумма двух квантилей, связанных с рисками и , причем с уменьшением рисков, как видно из таблицы 2, сумма квантилей растет. Даже при весьма высоких рисках, например  0,2, числитель формулы равен 1,68.
0,2, числитель формулы равен 1,68.
Таким образом, даже при сравнительно высоких рисках и значительном различии между приемлемой и неприемлемой долями несоответствующих единиц, объем выборки будет не слишком малым. Всякое уменьшение рисков и , а также сближение значений и приводит к весьма ощутимому росту необходимого объема выборок.
7.6 Пример
Исходные данные:
 1%;
1%;  10%;
10%;
0,2;  0,1.
0,1.
Вычисляем необходимый объем выборок по формуле, приведенной выше:

Формально это значение следует округлить в сторону увеличения до ближайшего целого, т.е. взять  5, в противном случае на практике риски и (или) будут превышаться.
5, в противном случае на практике риски и (или) будут превышаться.
Рассмотрим для сопоставления измененные данные. Пусть, например, недопустимая доля несоответствующих единиц станет вдвое меньше, чем в первом случае, а также вдвое уменьшится риск , т.е.:
1%; 5%;
0,1; 0,1.
Вычисляем новый необходимый объем выборок:

Это значение также следует округлить в сторону увеличения до ближайшего целого, т.е. 14.
Вывод.
При установлении исходных данных для расчета приемочных контрольных карт не следует устанавливать слишком малые значения рисков и , а также сравнительно близкие значения приемлемой и неприемлемой долей (процентов) несоответствующих единиц. Практически не рекомендуется брать значения рисков и меньше 0,1, а отношение  выбирать меньше 5, иначе объемы необходимых выборок будут равны десяткам.
выбирать меньше 5, иначе объемы необходимых выборок будут равны десяткам.
Текст документа сверен по:
официальное издание
Управление качеством продукции: Сб. стандартов. -
М.: ИПК Издательство стандартов, 2004