ГОСТ 23616-79
(СТ СЭВ 4234-83)
Группа Ж02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СИСТЕМА ОБЕСПЕЧЕНИЯ ТОЧНОСТИ ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ В СТРОИТЕЛЬСТВЕ
КОНТРОЛЬ ТОЧНОСТИ
System for ensuring the accuracy of geometrical
parameters in construction. Control of accuracy
Дата введения 1980-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по делам строительства от 12 апреля 1979 г. N 55
ПЕРЕИЗДАНИЕ (апрель 1992 г.) с Изменением N 1, утвержденным в мае 1984 г. (ИУС 9-84).
Настоящий стандарт распространяется на строительство зданий и сооружений, изготовление элементов для них (конструкций, изделий, деталей) и устанавливает основные правила и методы контроля точности геометрических параметров.
Правила контроля точности геометрических параметров конкретных видов конструкций зданий и сооружений и их элементов, а также выполняемых работ назначают на основе настоящего стандарта в соответствующих стандартах или в других нормативно-технических, а также технологических документах.
Применяемые в стандарте термины по статистическому контролю соответствуют приведенным в ГОСТ 15895-77.
Стандарт соответствует СТ СЭВ 4234-83 (см. справочное приложение 1а).
(Измененная редакция, Изм. N 1).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Контроль точности геометрических параметров является обязательной составной частью контроля качества и производится посредством сопоставления действительных значений параметров или характеристик точности с установленными.
1.2. В процессе производства на предприятиях и в строительных организациях следует выполнять входной, операционный и приемочный контроль точности.
1.3. Контроль точности должен обеспечивать:
определение с заданной вероятностью соответствия точности геометрических параметров требованиям нормативно-технической, технологической и проектной документации на объекты контроля;
получение необходимой информации для оценки и регулирования точности технологических процессов.
(Измененная редакция, Изм. N 1).
1.4. Контролю точности подлежат:
геометрические параметры элементов и параметры, определяющие положение ориентиров разбивочных осей и ориентиров для установки элементов, а также положение элементов в конструкциях (номенклатура допусков указанных параметров приведена в ГОСТ 21779-82 и ГОСТ 21780-83);
геометрические параметры технологического оборудования, форм и оснастки, оказывающие влияние на точность изготовления элементов и их установки в конструкциях и указанные в соответствующих технологических документах.
1.5. Правила контроля точности устанавливают в зависимости от характера объекта контроля и контролируемых параметров, объемов производства и стабильности технологических процессов с учетом стоимости и требуемой надежности контроля.
1.6. В стандартах и других нормативно-технических документах, устанавливающих правила контроля, должны быть определены:
контролируемые параметры;
применяемый метод контроля;
план контроля и порядок его проведения;
средства контроля, правила выполнения и требования к точности измерений;
метод оценки результатов контроля.
1.4-1.6 (Измененная редакция, Изм. N 1).
1.7. На предприятиях и в строительных организациях следует разрабатывать стандарты предприятия, карты и ведомости контроля и другие технологические документы на процессы и операции контроля, определяющие для конкретных объектов контроля размещение постов контроля по технологическому процессу, исполнителей, объем и содержание работ по контролю, методики и схемы измерений, правила сбора, обработки и использования информации о результатах контроля.
1.8. Нормативно-технические и технологические документы, устанавливающие правила контроля точности, должны проходить метрологическую экспертизу в соответствии с требованиями стандартов Государственной системы обеспечения единства измерений.
2. НАЗНАЧЕНИЕ МЕТОДОВ КОНТРОЛЯ
2.1. Контроль точности назначают преимущественно выборочным по альтернативному или количественному признакам, а в необходимых случаях - сплошным.
2.2. Сплошной контроль следует назначать:
при небольших объемах производства, когда выборочный контроль неосуществим;
при нестабильном характере производства, в том числе в период наладки технологических процессов;
при повышенных требованиях к обеспечению заданной точности, связанных с необходимостью применения выборок большого объема.
2.3. Выборочный контроль следует назначать при налаженном стабильном производстве, когда обеспечена статистическая однородность технологического процесса.
2.4. При выборочном методе преимущественно следует применять контроль по альтернативному признаку.
Контроль по количественному признаку применяют для наиболее ответственных параметров, когда их количество невелико и имеется необходимость в дальнейшей отработке процесса, а также, если по условиям производства целесообразно сократить объем выборок по сравнению с контролем по альтернативному признаку. Этот метод применим, когда контролируемые параметры независимы друг от друга и имеют нормальное распределение.
При необходимости, часть параметров можно контролировать по количественному признаку, а часть - по альтернативному.
2.5. Инспекционный контроль следует проводить с применением методов, установленных в соответствующих нормативно-технических документах для приемочного контроля.
2.6. Виды, методы и объекты контроля по стадиям производства приведены в приложении 1.
3. СПЛОШНОЙ КОНТРОЛЬ
3.1. При сплошном контроле точность данного геометрического параметра проверяют в каждом объекте контроля (единице продукции).
3.2. Контроль производят по мере завершения соответствующих технологических операций или выпуска готового изделия, либо после формирования партий продукции или выполнения определенного объема строительно-монтажных работ.
3.3. Контрольными нормативами при сплошном контроле являются верхнее  и нижнее
и нижнее  предельные отклонения от номинальных размеров или от номинального положения ориентира, точки прямой или плоскости, определяющие требования к точности контролируемого параметра.
предельные отклонения от номинальных размеров или от номинального положения ориентира, точки прямой или плоскости, определяющие требования к точности контролируемого параметра.
В отдельных случаях контрольными нормативами могут быть наибольший  или наименьший
или наименьший  предельные размеры.
предельные размеры.
3.4. Для определения соответствия геометрических параметров контрольным нормативам согласно установленным правилам измерений находят действительные отклонения  или действительные размеры
или действительные размеры  .
.
3.5. Объект контроля считают годным по данному контролируемому параметру, если соблюдено одно из следующих условий:
 ; (1)
; (1) . (2)
. (2)
3.6. В целях сокращения трудоемкости контроля, проверка соблюдения условий (1) и (2) может производиться без определения количественных значений и с помощью предельных калибров или шаблонов.
3.3-3.6. (Измененная редакция, Изм. N 1).
4. ВЫБОРОЧНЫЙ КОНТРОЛЬ
4.1. При выборочном контроле точность данного геометрического параметра проверяют по установленному плану контроля в выборке, состоящей из определенного количества объектов контроля (единиц продукции) в общем объеме партии (в потоке) продукции или в объеме выполненных работ.
Возможность применения эффективного выборочного контроля устанавливают на основе результатов статистического анализа точности по ГОСТ 23615-79.
4.2. Для контроля формируют случайные выборки в соответствии с требованиями ГОСТ 18321-73.
При контроле точности разбивочных работ и установки элементов выборку составляют из определенного количества закрепленных в натуре ориентиров или установленных элементов из их общего числа, входящего в принимаемый за партию объем строительно-монтажных работ.
4.3. При контроле по альтернативному признаку контрольными нормативами являются предельные отклонения и (или и ) и приемочные и браковочные числа Ас и Rе, характеризующие предельное количество дефектных единиц в выборке.
Может быть принят одноступенчатый или двухступенчатый способ контроля, которые равнозначны по получаемой оценке.
При этом планы контроля устанавливают в соответствии с приложением 2 в зависимости от условий производства и приемочного уровня дефектности, принятого для данного контролируемого параметра с учетом приложения 3.
В обоснованных случаях допускается применение других планов контроля по ГОСТ 18242-72.
(Измененная редакция, Изм. N 1).
4.4, При контроле по альтернативному признаку определяют количество дефектных объектов контроля (единиц продукции) в выборке путем ее сплошного контроля в соответствии с разд.3.
4.5. Партия принимается, если количество дефектных объектов контроля в выборке меньше или равно приемочному числу  , и не принимается, если это количество больше или равно браковочному числу
, и не принимается, если это количество больше или равно браковочному числу  .
.
При двухступенчатом контроле, в случаях, когда число дефектных объектов контроля в выборке больше  и меньше
и меньше  извлекается вторая выборка. Если общее число дефектных единиц в двух выборках меньше или равно приемочному числу , партия принимается, если больше или равно браковочному числу
извлекается вторая выборка. Если общее число дефектных единиц в двух выборках меньше или равно приемочному числу , партия принимается, если больше или равно браковочному числу  - не принимается.
- не принимается.
(Измененная редакция, Изм. N 1).
4.6. При контроле по количественному признаку контрольными нормативами являются , и табличные коэффициенты, характеризующие допустимое для данного плана контроля соотношение между действительными и нормативными характеристиками точности.
Правила контроля по количественному признаку назначают в соответствии с ГОСТ 20736-75.
4.7. Отклонение при выборочном контроле партии могут быть предъявлены для сплошного контроля.
5. МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЙ
5.1. Применяемые для контроля точности методы и средства измерений должны обеспечивать необходимую точность и достоверность этих измерений и назначаться в соответствии с особенностями объекта контроля и контролируемого параметра с учетом их трудоемкости и стоимости.
5.2. Точность контрольных измерений должна соответствовать условию
 , (3)
, (3)
где  - предельное значение абсолютной погрешности измерения;
- предельное значение абсолютной погрешности измерения;
 - допуск контролируемого параметра.
- допуск контролируемого параметра.
(Измененная редакция, Изм. N 1).
5.3. При расчете предельных значений погрешностей учитывают случайные и неустранимые систематические погрешности метода и средств измерений.
5.4. Метод учета дополнительного риска неправильной оценки результатов контроля, вызываемого погрешностями измерений, приведен в приложении 4.
(Измененная редакция, Изм. N 1).
5.5, 5.6. (Исключены, Изм. N 1).
5.7. Применяемые средства, а также методики измерений должны быть аттестованы государственной или ведомственной метрологической службой в соответствии с требованиями стандартов Государственной системы обеспечения единства измерений.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ВИДЫ, МЕТОДЫ И ОБЪЕКТЫ КОНТРОЛЯ ПО СТАДИЯМ
ПРОИЗВОДСТВА
+------------------------------------------------------------------------------+
¦ Вид контроля ¦ Стадия ¦ Объекты контроля ¦ Методы контроля¦
¦ ¦ производства ¦ ¦ ¦
+------------------------------------------------------------------------------+
1. Входной кон- Изготовление Проектная документация -
троль элементов
Изделия, детали и полуфабри- Выборочный по
каты, поступающие в производ- альтернативному
ство признаку
Рабочие органы и регулирую- Сплошной
щие устройства оборудования
и оснастка
Строительно- Проектная документация -
монтажные рабо-
ты (при органи- Ориентиры разбивочных осей, Выборочный по
зации работ по отметки дна котлована, элеме- альтернативно-
каждому после- нты строительных конструкций му или коли-
дующему этапу) после завершения работ преды- чественному
дущего этапа признакам
Элементы сборных конструкций Выборочный по
зданий и сооружений, поступа- альтернативному
ющие на строительную площадку признаку
В отдельных
случаях - спло-
шной
Приспособления и монтажная Сплошной
оснастка
2. Операционный Изготовление Результаты выполнения техно- Выборочный по
контроль элементов логических операций, влияющих количественному
на точность геометрических или альтернатив-
параметров готовой продукции ному призна-
кам; в случае
необходимости -
- сплошной
Технологическое оборудова- Сплошной или
ние, формы и оснастка выборочный
Строительно- Ориентиры разбивки точек и Выборочный по
монтажные рабо- осей, высотные отметки опор- количественному
ты (в процессе ных плоскостей и установочные или альтернатив-
выполнения ра- ориентиры ному призна-
бот по опреде- кам или сплошной
ленному этапу)
Элементы сборных конструкций Сплошной
в процессе установки и време-
нного закрепления
Оснастка, применяемая для Сплошной
установки элементов
3. Приемочный Изготовление Элементы сборных конструкций Сплошной или
контроль элементов после завершения цикла изго- выборочный по
товления альтернативному
или количест-
венному призна-
кам
Строительно- Ориентиры разбивочных осей, Выборочный по
монтажные рабо- высотные отметки опорных пло- альтернативному
ты (после выпо- скостей и установочные ориен- признаку
лнения работ по тиры
определенному
этапу)
Элементы сборных конструкций Выборочный по
после постоянного закрепле- альтернативному
ния, а также их сопряжения признаку; в от-
дельных случа-
ях - сплошной
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 1а
Справочное
Информационные данные о соответствии ГОСТ 23616-79
СТ СЭВ 4234-83
+------------------------------------------------------------------------------+
¦ Пункт настоящего ¦ Пункт СТ СЭВ ¦ Пункт настоящего ¦ Пункт СТ СЭВ ¦
¦ стандарта ¦ 4234-83 ¦ стандарта ¦ 4234-83 ¦
+------------------------------------------------------------------------------+
1.1 1.1 3.4 3.4
1.2 1.2 3.5 3.5
1.3 1.3 3.6 3.6
1.4 1.4 4.1 и 4.2 2.1 и 2.2
1.5 и 1.6 1.5 4.3 2.4 и 2.5
2.1 1.6 4.6 2.3 и 2.5
2.2 1.7 4.7 2.7
2.6 1.10 5.1 4.1
3.1 3.1 5,2; 5.3 и 5.4 4.2
3.2 3.2 5.7 4.3
3.3 3.3
Приложение 1. Приложение 1.
Рекомендуемое Информационное
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПЛАНЫ ВЫБОРОЧНОГО КОНТРОЛЯ ПО АЛЬТЕРНАТИВНОМУ
ПРИЗНАКУ
1. Одноступенчатый контроль
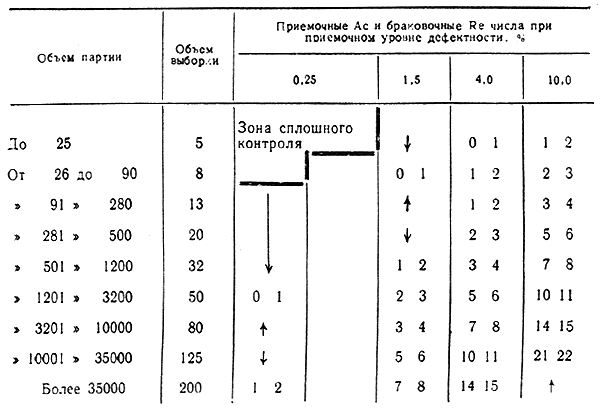
Примечания:
1.  - применяется та часть плана, включая объем выборки, которая расположе- на под стрелкой.
- применяется та часть плана, включая объем выборки, которая расположе- на под стрелкой.
2.  - применяется та часть плана, включая объем выборки, которая расположе- на над стрелкой.
- применяется та часть плана, включая объем выборки, которая расположе- на над стрелкой.
3. Приемочное число Ас расположено слева, браковочное Rе - справа.
2. Двухступенчатый контроль

Примечания:
1. - применяется та часть плана, включая объем выборки, которая расположена под стрелкой.
2. - применяется та часть плана, включая объем выборки, которая расположена над стрелкой.
3. Приемочные числа , расположены слева, а браковочные числа и
расположены слева, а браковочные числа и  - справа.
- справа.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 3
Рекомендуемое
ЗНАЧЕНИЕ ПРИЕМОЧНОГО УРОВНЯ ДЕФЕКТНОСТИ
+------------------------------------------------------------------------------+
¦ Приемочный уровень ¦ Область применения ¦
¦ дефектности, % ¦ ¦
+------------------------------------------------------------------------------+
0,25; 1,5 Параметры, являющиеся составляющими или результи-
рующими при расчете точности конструкций по ГОСТ
21780-83 и обеспечивающие надежность сооружения в
эксплуатации, к обеспечению точности которых предъяв-
ляются повышенные требования. Нарушение требований
к точности таких параметров является критическим де-
фектом
4,0 Параметры, являющиеся составляющими или результи-
рующими при расчете точности конструкций по ГОСТ
21780-83, а также влияющие на эксплуатационные свойс-
тва объекта контроля. Нарушение требований к точности
указанных параметров является значительным дефектом
10,0 Параметры, не входящие в исходные уравнения при
расчете точности конструкций по ГОСТ 21780-83 или при-
гоняемые по месту. Нарушение требований к точности
указанных параметров является малозначительным дефектом
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 4
Справочное
Метод учета дополнительного риска неправильной
оценки результатов контроля, вызываемого
погрешностью измерений
1. При назначении точности и выборе средств измерения следует учитывать, что погрешности измерения увеличивают риск неправильной оценки результатов контроля. При этом возрастает вероятность бракования годного объекта контроля или приемки бракованного в качестве годного.
2. При необходимости сохранения стандартных значений указанного риска, принятых в планах контроля по ГОСТ 18242-72 и ГОСТ 20736-75, при назначении планов выборочного контроля может быть увеличен объем выборки.
В таблице приведены значения увеличенного объема выборки  , вычисленные для нормального закона распределения контролируемого параметра и погрешности измерения
, вычисленные для нормального закона распределения контролируемого параметра и погрешности измерения  по формуле
по формуле

где  - объем выборки по плану контроля;
- объем выборки по плану контроля;
 - среднее квадратическое отклонение измеряемого геометрического параметра;
- среднее квадратическое отклонение измеряемого геометрического параметра;
 - средняя квадратическая погрешность измерений.
- средняя квадратическая погрешность измерений.
Критерии оценки результатов контроля по увеличенному объему выборки принимают по плану контроля для выборки .
+---------------------------------------------------------------------------+
¦ Предельная погрешность¦ Увеличенный объем выборки nри приемочном уровне ¦
¦измерений  в долях¦ дефектности, % ¦
в долях¦ дефектности, % ¦
¦от технологического до-+---------------------------------------------------¦
¦пуска контролируемого ¦ 0,25 ¦ 1,5 ¦ 4,0 ¦ 10,0 ¦
¦параметра ¦ ¦ ¦ ¦ ¦
+---------------------------------------------------------------------------+

0,3 ---- 1,13n 1,08n 1,06n 1,036n
2
0,4 ---- 1,23n 1,15n 1,11n 1,065n
2
(Введен дополнительно, Изм. N 1).
Текст документа сверен по:
официальное издание
Минстрой России -
М.: Издательство стандартов, 1992