ГОСТ 2270-78
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ИНСТРУМЕНТ АБРАЗИВНЫЙ
Основные размеры элементов крепления
Abrasive fool. Main dimensions of fixing elementes
Срок действия с 01.07.79
до 01.07.84*
______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 10.01.84 N 51
(ИУС N 4, 1984 год). - Примечание .
РАЗРАБОТАН Министерством станкостроительной и инструментальной промышленности
ИСПОЛНИТЕЛИ
канд. техн. наук О.М.Гельфельд; Б.М.Рольбин; С.С.Кедров; Н.И.Канищева
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии В.А.Трефилов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 26 апреля 1978 г. N 1095
ВЗАМЕН ГОСТ 2270-69
1. Настоящий стандарт распространяется на элементы крепления абразивного инструмента, изготовленного по ГОСТ 2424-75, ГОСТ 2447-76, ГОСТ 2464-75, ГОСТ 16167-70 - ГОСТ 16180-70, ГОСТ 17123-71.
Стандарт не распространяется на элементы крепления абразивного инструмента с встроенными механизмами для балансирования, на элементы крепления кругов типов ПР, ПН и С по ГОСТ 2424-75, а также кругов, эксплуатируемых с окружной скоростью свыше 60 м/с.
Стандарт полностью соответствует стандарту ИСО 666-75.
2. Основные размеры элементов крепления абразивного инструмента должны соответствовать указанным на черт.1-11 и в табл.1-11.
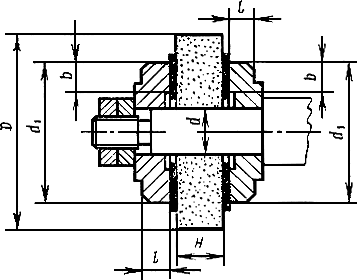
2.1. Крепление шлифовальных кругов и головок на оправке наклеиванием.
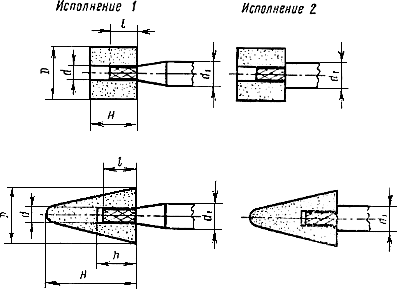
Черт.1
Таблица 1
мм
|
Диаметр оправки |
|
|
|
| |
|
для головок |
для |
He более | |||
|
1 |
3 |
3,2 |
10 | ||
|
1,5 |
5,0 |
||||
|
1,6 |
6,0 |
||||
|
2 |
6,3 |
16 | |||
|
3 |
6 |
0,9 h** |
0,5 |
12 |
25 |
|
4 |
13 |
||||
|
6 |
16; 45* |
40; 70* | |||
|
8 |
10 |
40 |
40 | ||
|
10 |
|||||
|
13 |
13 |
60 | |||


________________
* Размеры относятся только к креплению шлифовальных головок по ГОСТ 2447-76.
** Размер  - глубина отверстия по ГОСТ 2447-76.
- глубина отверстия по ГОСТ 2447-76.
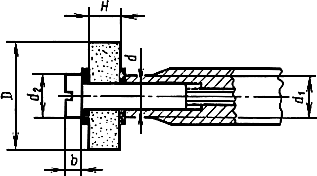
2.2. Крепление шлифовальных кругов на винте.
а) Круги чашечной формы и с выточкой

Черт.2
Таблица 2
мм
|
Диаметр винта |
|
|
|
|
|
|
Не более | |||||
|
6 |
10 |
10 |
4 |
20 |
40 |
|
10 |
15 |
15 |
6 |
32 |
32 |
|
13 |
18 |
18 |
50 |
50 | |
|
16 |
22 |
22 |
8 |
||
|
20 |
28 |
28 |
63 |
||

Черт.3
Таблица 3
мм
|
Диаметр винта |
|
|
|
|
|
|
Не более | |||||
|
3 |
5 |
5 |
4 |
13 |
20 |
|
4 |
6 |
6 |
| ||
|
6 |
10 |
10 |
20 |
25 | |
|
12 |
12 |
25 |
40 | ||
|
6 |
40 |
10 | |||
|
8 |
13 |
13 |
25 |
40 | |
|
40 |
8 | ||||
|
10 |
15 |
15 |
40 | ||
|
13 |
18 |
18 |
| ||
|
16 |
22 |
22 |
8 |
50 |
63 |
|
20 |
28 |
28 |
63 |
||
2.3. Крепление шлифовальных кругов на шпинделе или оправке винтом или гайкой.
а) Круги чашечной формы и с выточкой.
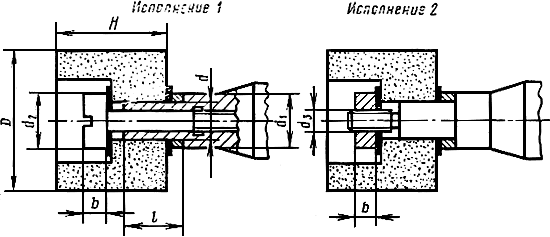
Черт.4
Таблица 4
мм
|
Диаметр шпинделя (оправки) |
|
|
|
|
|
|
|
|
Не более | |||||||
|
10 |
16 |
15 |
- |
10 |
6 |
32 |
32 |
|
13 |
20 |
16 |
М10 |
15 |
|
|
|
|
18 |
20 |
40 |
50 | ||||
|
|
25 |
25 |
|
|
|
50 |
|
|
16 |
М12 |
5 |
8 |
21,5 | |||
|
|
|
|
25 |
|
|
50 | |
|
20 |
30 |
30 |
М16 |
10 |
|
63 |
32 |
|
|
|
25 |
|
50 | |||
|
|
35 |
35 |
|
10 |
80 |
40 | |
|
25 |
|
63 | |||||
|
|
|
|
|
40 |
|
|
80 |
|
|
45 |
45 |
|
10 |
|
100 |
50 |
|
|
|
25 |
|
|
63 | ||


Черт.5
Таблица 5
мм
|
Диаметр шпинделя (оправки) |
|
|
|
(пред. откл. |
|
|
|
|
|
|
He более | |||||
|
10 |
16 |
16 |
- |
10 |
6 |
32 |
20 |
|
25 |
|
40 | |||||
|
13 |
20 |
20 |
М10 |
40 |
25 | ||
|
25 |
25 |
50 |
|||||
|
16 |
|
|
М12 |
10 |
8 |
40 |
20 |
|
|
|
|
|
25 |
|
50 | |
|
40 |
|
|
63 | ||||
|
|
|
|
10 |
|
50 |
20 | |
|
|
|
|
|
25 |
|
40 | |
|
|
|
|
|
40 |
|
|
63 |
|
20 |
30 |
30 |
М16 |
10 |
63 |
20 | |
|
|
|
25 |
|
40 | |||
|
|
|
|
|
40 |
|
|
63 |
|
|
35 |
35 |
10 |
|
80 |
20 | |
|
|
25 |
|
40 | ||||
|
|
|
|
|
40 |
|
|
63 |
|
|
45 |
45 |
|
10 |
|
100 |
20 |
|
|
|
25 |
|
40 | |||
2.3.1. Проставное кольцо устанавливать при  .
.
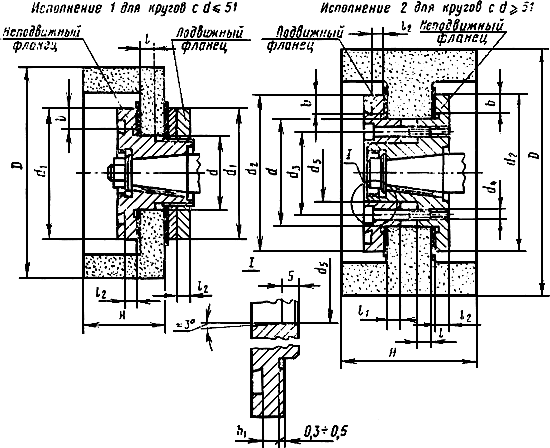
2.4. Крепление шлифовальных кругов на шпинделе или оправке фланцами.
а) Круги чашечной формы и с выточкой
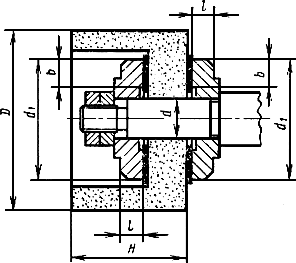
Черт.6
Таблица 6
мм
|
Диаметр шпинделя |
|
|
|
|
|
|
Не менее |
Не более | ||||
|
10 |
16 |
3 |
2,5 |
32 |
32 |
|
13 |
3,0 |
||||
|
20 |
40 |
50 | |||
|
16 |
25 |
50 |
|||
|
20 |
30 |
5 |
4,0 |
63 |
|
|
35 |
80 |
80 | |||
|
40 |
100 |
63 | |||
|
55 |
6 |
6,0 |
125 |
50 | |
|
32 |
50 |
100 |
25 | ||
|
60 |
125 |
80 | |||
|
65 |
150 |
||||
|
160 |
20 | ||||
|
80 |
8 |
200 |
63 | ||
Черт.7
Таблица 7
мм
|
Диаметр шпинделя (оправки) |
|
|
|
|
|
|
Не менее |
Не более | ||||
|
10 |
16 |
3 |
2,5 |
32 |
40 |
|
20 |
3,0 |
40 |
10 | ||
|
25 |
50 |
8 | |||
|
30 |
63 |
13 | |||
|
13 |
20 |
40 |
40 | ||
|
25 |
50 |
||||
|
16 |
63 | ||||
|
30 |
63 |
13 | |||
|
20 |
5 |
4,0 |
63 | ||
|
35 |
80 |
100 | |||
|
40 |
100 |
||||
|
60 |
125 |
20 | |||
|
32 |
50 |
6 |
6,0 |
80 |
40 |
|
100 |
80 | ||||
|
32 |
60 |
6 |
6 |
125 |
50 |
|
|
65 |
150 |
|||
|
|
|
160 |
32 | ||
|
|
80 |
8 |
|
200 |
50 |
|
|
100 |
10 |
8 |
250 |
|
2.4.1. Прижимную поверхность фланцев выполнять с поднутрением 0,1 0,3 мм; между фланцами и инструментом устанавливать прокладки по ГОСТ 12.2.001-74.
0,3 мм; между фланцами и инструментом устанавливать прокладки по ГОСТ 12.2.001-74.
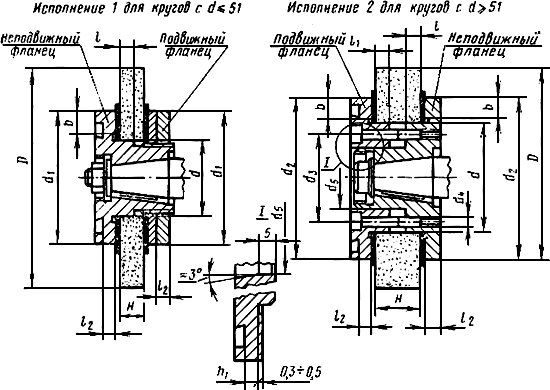
2.5. Крепление шлифовальных кругов на переходных фланцах винтами (гайками).
а) Круги чашечной формы и с выточкой
Черт.8
Таблица 8
мм
|
Посадочный диаметр фланца |
|
|
|
|
|
|
|
Количество винтов |
|
|
||||
|
Не менее |
He более |
|||||||||||||
|
32 |
65 |
- |
- |
5 |
- |
6 |
6 |
- |
160 |
25 |
||||
|
12 |
63 |
|||||||||||||
|
25 |
80 |
|||||||||||||
|
80 |
5 |
200 |
20 |
|||||||||||
|
12 |
63 |
|||||||||||||
|
51 |
75 |
5 |
8 |
150 |
25 |
|||||||||
|
12 |
80 |
|||||||||||||
|
40 |
М6 |
12 |
6 |
250 |
63 |
|||||||||
|
76 |
115 |
65 |
|
5 |
11 |
300 |
20 |
|||||||
|
12 |
4 |
63 |
||||||||||||
|
25 |
160 |
|||||||||||||
|
127 |
165 |
110 |
М8 |
5 |
- |
32 |
||||||||
|
12 |
6 |
63 |
||||||||||||
|
25 |
250 |
|||||||||||||
|
175 |
М10 |
12 |
13 |
16 |
350 |
80 |
||||||||
|
25 |
250 |
|||||||||||||
|
203 |
250 |
180 |
М12 |
12 |
16 |
20 |
8 |
|
50 |
|||||
|
|
25 |
200 |
||||||||||||
|
260 |
12 |
500 |
63 |
|||||||||||
|
25 |
|
|
100 |
|||||||||||
|
305 |
365 |
280 |
М16 |
12 |
600 |
63 |
||||||||
|
25 |
|
100 |
||||||||||||
|
375 |
12 |
|
19 |
25 |
|
750 |
63 |
|||||||
|
25 |
|
|
100 |
|||||||||||
|
22 |
900 |
63 |
||||||||||||
|
|
|
|
|
|
|
100 |
||||||||




Черт.9
Таблица 9
мм
|
Посадочный диаметр фланца |
|
|
|
|
|
|
|
Количество винтов |
|
|
|
Не менее |
Не более | |||||||||
|
32 |
65 |
- |
- |
5 |
- |
6 |
6 |
- |
160 |
10 |
|
12 |
40 | |||||||||
|
25 |
50 | |||||||||
|
80 |
5 |
200 |
10 | |||||||
|
12 |
40 | |||||||||
|
25 |
50 | |||||||||
|
100 |
5 |
8 |
250 |
10 | ||||||
|
12 |
40 | |||||||||
|
25 |
50 | |||||||||
|
51 |
75 |
|
|
5 |
|
8 |
6 |
|
150 |
10 |
|
12 |
40 | |||||||||
|
25 |
100 | |||||||||
|
40 |
М6 |
5 |
12 |
6 |
250 |
10 | ||||
|
12 |
40 | |||||||||
|
76 |
115 |
65 |
5 |
11 |
300 |
10 | ||||
|
12 |
4 |
40 | ||||||||
|
25 |
200 | |||||||||
|
175 |
110 |
М10 |
12 |
6 |
400 |
40 | ||||
|
25 |
50 | |||||||||
|
127 |
165 |
М8 |
5 |
- |
300 |
10 | ||||
|
12 |
6 |
40 | ||||||||
|
25 |
200 | |||||||||
|
175 |
М10 |
5 |
- |
13 |
16 |
350 |
10 | |||
|
12 |
6 |
40 | ||||||||
|
25 |
200 | |||||||||
|
5 |
- |
400 |
10 | |||||||
|
12 |
6 |
40 | ||||||||
|
25 |
100 | |||||||||
|
185 |
5 |
- |
16 |
20 |
8 |
450 |
10 | |||
|
12 |
6 |
40 | ||||||||
|
25 |
63 | |||||||||
|
203 |
260 |
180 |
М12 |
5 |
- |
350 |
10 | |||
|
12 |
6 |
40 | ||||||||
|
25 |
200 | |||||||||
|
5 |
- |
400 |
10 | |||||||
|
12 |
6 |
40 | ||||||||
|
25 |
150 | |||||||||
|
|
5 |
- |
|
500 |
10 | |||||
|
12 |
6 |
40 | ||||||||
|
25 |
100 | |||||||||
|
5 |
- |
600 |
10 | |||||||
|
12 |
6 |
40 | ||||||||
|
25 |
80 | |||||||||
|
305 |
365 |
280 |
М16 |
5 |
- |
600 |
10 | |||
|
12 |
6 |
40 | ||||||||
|
25 |
250 | |||||||||
|
380 |
12 |
19 |
25 |
750 |
40 | |||||
|
25 |
250 | |||||||||
|
12 |
22 |
900 |
40 | |||||||
|
25 |
100 | |||||||||
|
10 |
1060 |
63 | ||||||||
|
508 |
600 |
480 |
М20 |
25 |
32 |
1250 |
100 | |||
2.5.1. Для шлифовальных кругов с посадочными диаметрами  =40 мм и 90 мм, применяемых на зубошлифовальных станках, допускается назначать основные размеры мест крепления соответственно как для кругов с посадочными диаметрами =51 мм и 76 мм.
=40 мм и 90 мм, применяемых на зубошлифовальных станках, допускается назначать основные размеры мест крепления соответственно как для кругов с посадочными диаметрами =51 мм и 76 мм.
2.5.2. Для шлифовальных кругов с посадочным диаметром =127 мм, применяемых на зубошлифовальных станках, допускается вместо размера наружного диаметра фланца  =
= =175 мм применять размер ==200 мм.
=175 мм применять размер ==200 мм.
2.5.3. Шейку фланца высотой  выполнять при
выполнять при  +<
+< .
.
2.5.4. Проставное кольцо устанавливать при +>.
2.5.5. Прижимную поверхность фланцев выполнять с поднутрением 0,30,5 мм.
2.5.6. Между фланцами и инструментом устанавливать прокладки по ГОСТ 12.2.001-74.
2.5.7. Предельные отклонения посадочного диаметра фланца :
а) для подвижного фланца - по 11;
б) для неподвижного фланца на круглошлифовальных, внутришлифовальных и плоскошлифовальных станках - по f7;
в) для неподвижного фланца на заточных станках - по е8.
2.5.8. Предельные отклонения диаметра сопрягаемых поверхностей  :
:
а) для подвижного фланца - по H8;
б) для неподвижного фланца - по f7.
2.6. Крепление шлифовальных кругов на переходных фланцах наклеиванием.
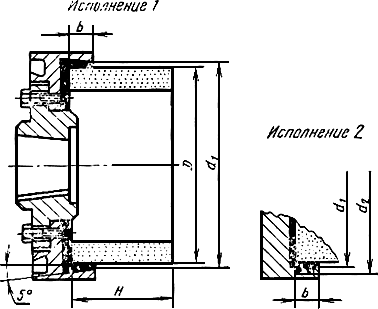
Черт.10
Таблица 10
мм
|
|
|
|
|
|
|
Пред. откл. по Н 12 |
Не более | |||
|
205 |
210 |
16 |
200 |
100 |
|
305 |
310 |
25 |
300 |
160 |
|
408 |
412 |
400 |
125 | |
|
458 |
462 |
450 |
||
|
508 |
512 |
32 |
500 |
|

2.7. Крепление шлифовальных сегментов на переходных фланцах.

Черт.11
Таблица 11
мм
|
|
|
|
|
Количество сегментов, |
| ||||||
|
Для сегментов типов |
Для сегментов типов | ||||||||||
|
СП |
4С |
5С |
СП |
4С |
5С |
СП |
4С |
5С | |||
|
250 |
65 |
- |
65 |
35 |
- |
18 |
M10 |
6 |
80 |
- |
60 |
|
300 |
90 |
90 |
46 |
40 |
46 |
90 |
100 |
100 | |||
|
400 |
120 |
50 |
44 |
M12 |
8 |
100 |
|||||
|
500 |
10 |
||||||||||
|
600 |
12 |
| |||||||||
|
750 |
42 |
16 |
|||||||||
|
900 |
М16 |
18 |
|||||||||

2.8. Если применение зажимных устройств размерами и , указанными в настоящем стандарте, невозможно, то допускается наружные диаметры их назначать в соответствии с размерами мест креплений под зажимные фланцы абразивных инструментов.
2.9. Черт.1-11 не определяют конструкцию элементов крепления.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1978