ГОСТ 24853-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ГЛАДКИЕ ДЛЯ РАЗМЕРОВ ДО 500 мм
Допуски
Plain gauges for dimensions to 500 mm. Tolerances
MКC 17.040.30
ОКП 39 3100
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 23.06.81 N 3066. Настоящий государственный стандарт разработан методом прямого применения международной рекомендации ИСО Р 1938-71 "Допуски и посадки по системе ИСО. Часть 2. Контроль гладких деталей"
3. Стандарт полностью соответствует СТ СЭВ 157-75
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
4.1 | |
|
2.4 | |
|
Вводная часть |
6. ИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1991 года (ИУС 5-91)
Настоящий стандарт распространяется на предельные гладкие калибры для контроля отверстий и валов (внутренних и наружных размеров) с номинальными размерами от 500 мм и с допусками по ГОСТ 25347, а также контрольные калибры.
Для контроля изделий с допусками, отличающимися от указанных в ГОСТ 25347, следует применять калибры по настоящему стандарту. При этом размеры калибра определяются по квалитету, значение допуска которого является ближайшим к допуску изделия.
Стандарт соответствует международной рекомендации ИСО/Р 1938.
Стандарт полностью соответствует СТ СЭВ 157-75.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. ОБОЗНАЧЕНИЯ
1.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
|
|
- номинальный размер изделия; |
|
|
- наименьший предельный размер изделия; |
|
|
- наибольший предельный размер изделия; |
|
|
- допуск изделия; |
|
|
- допуск на изготовление калибров (за исключением калибров со сферическими измерительными поверхностями) для отверстия; |
|
|
- допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия; |
|
|
- допуск на изготовление калибров для вала; |
|
|
- допуск на изготовление контрольного калибра для скобы; |
|
|
- отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия; |
|
|
- отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия; |
|
|
- допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия; |
|
|
- допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия; |
|
|
- величина для компенсации погрешности контроля калибрами отверстий с размерами свыше 180 мм; |
|
|
- величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм. |













2. СХЕМЫ РАСПОЛОЖЕНИЯ ПОЛЕЙ ДОПУСКОВ КАЛИБРОВ
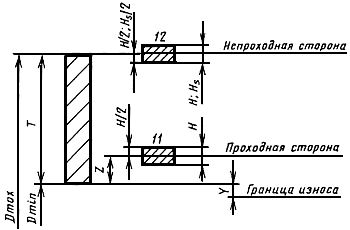
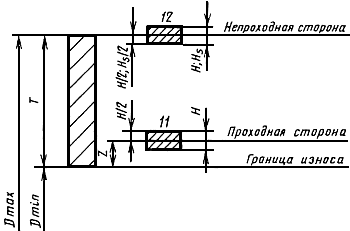
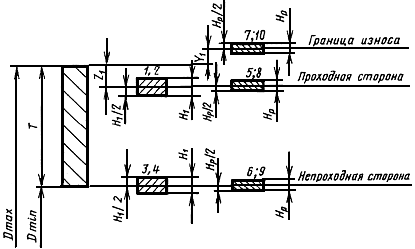
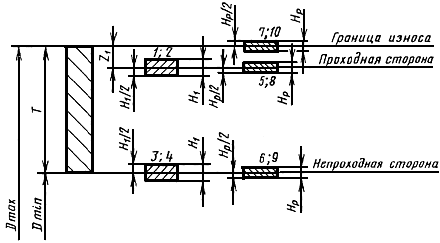
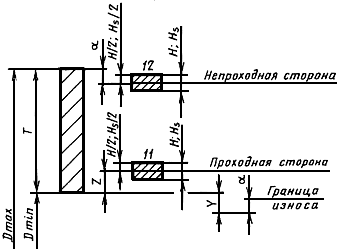
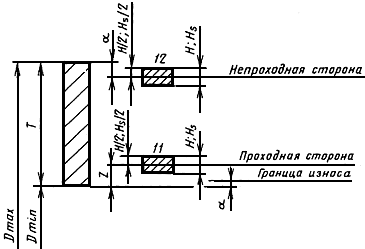
2.1. Расположение полей допусков и отклонений относительно границ полей допусков изделий должно соответствовать указанным на черт.1-8.
2.2. Для номинальных размеров до 180 мм
2.2.1. Для отверстий квалитетов 6, 7 и 8.
Черт.1
2.2.2. Для отверстий квалитетов от 9 до 17.
Черт.2
2.2.3. Для валов квалитетов 6, 7 и 8.
Черт.3
(Измененная редакция, Изм. N 1).
2.2.4. Для валов квалитетов от 9 до 17.
Черт.4
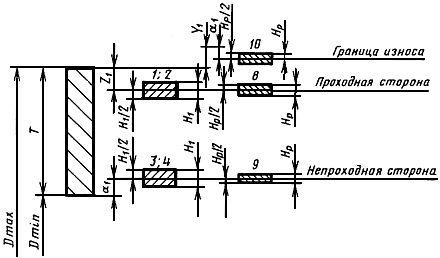
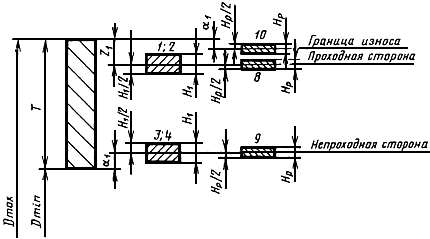
2.3. Для номинальных размеров свыше 180 мм
2.3.1. Для отверстий квалитетов 6, 7 и 8.
Черт.5
2.3.2. Для отверстий квалитетов от 9 до 17.
Черт.6
2.3.3. Для валов квалитетов 6, 7 и 8.
Черт.7
2.3.4. Для валов квалитетов от 9 до 17
Черт.8
Обозначения на черт.1-8:
 поля допусков отверстия
поля допусков отверстия
 поля допусков валов
поля допусков валов
 поля допусков на изготовление рабочих калибров
поля допусков на изготовление рабочих калибров
 поля допусков на изготовление контрольных калибров
поля допусков на изготовление контрольных калибров
2.4. Обозначение номера, наименование и назначение видов калибров - по ГОСТ 24851.
3. ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ КАЛИБРОВ
3.1. Исполнительные размеры калибров должны определяться по формулам, указанным в табл.1.
Таблица 1
|
Калибр |
Номинальный размер изделия, мм | ||||||||
|
до 180 |
св. 180 до 500 | ||||||||
|
Рабочий калибр |
Контрольный калибр |
Рабочий калибр |
Контрольный калибр | ||||||
|
Размер |
Допуск |
Размер |
Допуск |
Размер |
Допуск |
Размер |
Допуск | ||
|
Для отвер- |
Проходная сторона новая |
|
|
- |
- |
|
|
- |
- |
|
|
Проходная сторона изношенная |
|
- |
- |
- |
|
- |
- |
- |
|
Непроходная сторона |
|
|
- |
- |
|
|
- |
- | |
|
Для вала |
Проходная сторона новая |
|
|
|
|
|
|
|
|
|
Проходная сторона изношенная |
|
- |
|
|
|
- |
|
| |
|
|
Непроходная сторона |
|
|
|
|
|
|
|
|













Примечание. При подсчете исполнительных размеров калибров (наибольших для отверстий и наименьших для валов) необходимо пользоваться следующими правилами округления:
округление размеров рабочих калибров (наибольших для отверстия и наименьших для валов) для изделий квалитетов 15-17 следует производить до целого микрометра;
для изделий квалитетов 6-14 и всех контрольных калибров размеры следует округлять до величин, кратных 0,5 мкм, при этом допуск на калибры сохраняется;
размеры, оканчивающиеся на 0,25 и 0,75 мкм, следует округлять до величин, кратных 0,5 мкм, в сторону уменьшения производственного допуска изделия.
4. ДОПУСКИ И ОТКЛОНЕНИЯ КАЛИБРОВ
4.1. Допуски и отклонения калибров должны соответствовать указанным в табл.2.
Таблица 2
|
Ква- литеты допус- ков изде- лий |
Обозна- чение раз- меров и допус- ков |
Интервалы размеров, мм |
Допуск на форму калиб- ра | ||||||||||||
|
До 3 |
Св.3 до 6 |
Св.6 до 10 |
Св.10 до 18 |
Св.18 до 30 |
Св.30 до 50 |
Св.50 до 80 |
Св.80 до 120 |
Св.120 до180 |
Св.180 до 250 |
Св.250 до 315 |
Св.315 до 400 |
Св.400 до 500 |
|||
|
Размеры и допуски, мкм |
|||||||||||||||
|
6 |
|
1 |
1,5 |
1,5 |
2 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
1 |
1 |
1 |
1,5 |
1,5 |
2 |
2 |
3 |
3 |
4 |
5 |
6 |
7 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
2 |
3 |
4 |
5 |
||
|
|
1,5 |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
||
|
|
1,5 |
1,5 |
1,5 |
2 |
3 |
3 |
3 |
4 |
4 |
5 |
6 |
6 |
7 |
||
|
|
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
|
0,8 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
3,5 |
4,5 |
6 |
7 |
8 |
IT1 | |
|
7 |
|
1,5 |
2 |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
6 |
7 |
8 |
10 |
11 |
|
|
|
1,5 |
1,5 |
1,5 |
2 |
3 |
3 |
3 |
4 |
4 |
6 |
7 |
8 |
9 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
3 |
4 |
6 |
7 |
||
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
|
- |
- |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
|
0,8 |
1 |
1 |
1,2 |
1,5 |
1,5 |
2 |
2,5 |
3,5 |
4,5 |
6 |
7 |
8 |
IT1 | |
|
8 |
|
2 |
3 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
12 |
14 |
16 |
18 |
|
|
|
3 |
3 |
3 |
4 |
4 |
5 |
5 |
6 |
6 |
7 |
9 |
9 |
11 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
4 |
6 |
7 |
9 |
||
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
|
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
IT3 | |
|
|
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
9 |
|
5 |
6 |
7 |
8 |
9 |
11 |
13 |
15 |
18 |
21 |
24 |
28 |
32 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
4 |
6 |
7 |
9 |
||
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
|
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
IT3 | |
|
|
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
10 |
|
5 |
6 |
7 |
8 |
9 |
11 |
13 |
15 |
18 |
24 |
27 |
32 |
37 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
7 |
9 |
11 |
14 |
||
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
|
3 |
4 |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
IT3 | |
|
|
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
11 |
|
10 |
12 |
14 |
16 |
19 |
22 |
25 |
28 |
32 |
40 |
45 |
50 |
55 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
10 |
15 |
15 |
20 |
||
|
|
4 |
5 |
6 |
8 |
9 |
11 |
13 |
15 |
18 |
20 |
23 |
25 |
27 |
IT4 | |
|
|
- |
- |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
IT3 | |
|
|
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
12 |
|
10 |
12 |
14 |
16 |
19 |
22 |
25 |
28 |
32 |
45 |
50 |
65 |
70 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
15 |
20 |
30 |
35 |
||
|
|
4 |
5 |
6 |
8 |
9 |
11 |
13 |
15 |
18 |
20 |
23 |
25 |
27 |
IT4 | |
|
|
- |
- |
4 |
5 |
6 |
7 |
8 |
10 |
12 |
14 |
16 |
18 |
20 |
IT3 | |
|
|
1,2 |
1,5 |
1,5 |
2 |
2,5 |
2,5 |
3 |
4 |
5 |
7 |
8 |
9 |
10 |
IT1 | |
|
13 |
|
20 |
24 |
28 |
32 |
36 |
42 |
48 |
54 |
60 |
80 |
90 |
100 |
110 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
25 |
35 |
45 |
55 |
||
|
|
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
40 |
46 |
52 |
57 |
63 |
IT5 | |
|
|
- |
- |
9 |
11 |
13 |
16 |
19 |
22 |
25 |
29 |
32 |
36 |
40 |
IT5 | |
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
14** |
|
20 |
24 |
28 |
32 |
36 |
42 |
48 |
54 |
60 |
100 |
110 |
125 |
145 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
45 |
55 |
70 |
90 |
||
|
|
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
40 |
46 |
52 |
57 |
63 |
IТ5 | |
|
|
- |
- |
9 |
11 |
13 |
16 |
19 |
22 |
25 |
29 |
32 |
36 |
40 |
IT5 | |
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
15** |
|
40 |
48 |
56 |
64 |
72 |
80 |
90 |
100 |
110 |
170 |
190 |
210 |
240 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
70 |
90 |
110 |
140 |
||
|
|
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
40 |
46 |
52 |
57 |
63 |
IТ5 | |
|
|
- |
- |
9 |
11 |
13 |
16 |
19 |
22 |
25 |
29 |
32 |
36 |
40 |
IТ5 | |
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
|
16** |
|
40 |
48 |
56 |
64 |
72 |
80 |
90 |
100 |
110 |
210 |
240 |
280 |
320 |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
||
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
110 |
140 |
180 |
220 |
||
|
|
10 |
12 |
15 |
18 |
21 |
25 |
30 |
35 |
40 |
46 |
52 |
57 |
63 |
IT5 | |
|
|
- |
- |
9 |
11 |
13 |
16 |
19 |
22 |
25 |
29 |
32 |
36 |
40 |
IT5 | |
|
|
2 |
2,5 |
2,5 |
3 |
4 |
4 |
5 |
6 |
8 |
10 |
12 |
13 |
15 |
IT2 | |
 ,
, 
________________
* Для размеров св. 6 мм.
** Для размеров св. 1 мм.
Примечания:
1. Числовые значения стандартных допусков - по ГОСТ 25347.
2. Исполнительные размеры рабочих калибров - по ГОСТ 21401.
3. С целью ограничения числа проходных калибров-пробок размерами до 180 мм с основным отклонением диаметра контролируемого отверстия  рекомендуется изготовлять их для отверстий:
рекомендуется изготовлять их для отверстий:
9 и 10 квалитета - по 9 квалитету;
11 и 12 квалитета - по 11 квалитету;
13 и 14 квалитета - по 13 квалитету;
15, 16 и 17 квалитета - по 15 квалитету;
с основным отклонением  для отверстий:
для отверстий:
9 и 10 квалитета - по 9 квалитету;
с основным отклонением  для отверстий:
для отверстий:
11 и 12 квалитета - по 11 квалитету.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003