ГОСТ 8.508-84
Группа Т80
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Государственная система обеспечения единства измерений
МЕТРОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ СРЕДСТВ ИЗМЕРЕНИЙ
И ТОЧНОСТНЫЕ ХАРАКТЕРИСТИКИ СРЕДСТВ АВТОМАТИЗАЦИИ ГСП
Общие методы оценки и контроля
State system for ensuring the uniformity of measurements.
Metrological characteristics of measurements means and precision characteristics
of automation means. General methods of estimate and control
ОКСТУ 0008
Дата введения 1985-07-01
Постановлением Государственного комитета СССР по стандартам от 29 июня 1984 г. N 2255 дата введения установлена 01.07.85
ПЕРЕИЗДАНИЕ. Ноябрь 2002 г.
Настоящий стандарт распространяется на изделия Государственной системы промышленных приборов и средств автоматизации (ГСП) по ГОСТ 12997-84, для которых нормируют метрологические или точностные характеристики по ГОСТ 23222-88, и устанавливает общие методы оценки и контроля метрологических характеристик средств измерений и точностных характеристик средств автоматизации ГСП (далее - изделий), предназначенные для регламентации в нормативно-технической документации (НТД) (методиках, программах, конструкторской и технологической документации) на стадиях разработки и изготовления изделий:
при метрологических исследованиях и испытаниях макетных образцов изделий;
при подготовке приемочных испытаний опытных образцов (опытных партий) средств автоматизации;
при подготовке государственных приемочных испытаний опытных образцов (опытных партий) средств измерений;
при подготовке приемосдаточных, квалификационных (государственных контрольных) испытаний образцов изделий из установочной серии;
при подготовке приемосдаточных, периодических, типовых и государственных контрольных испытаний изделий серийного и массового производства, а также приемосдаточных и приемочных испытаний изделий единичного производства;
при обосновании нормированных значений метрологических характеристик и методов их оценки (контроля) в НТД на метрологическую аттестацию и методики поверки средств измерений;
при оценке (контроле) метрологических и точностных характеристик изделий серийного производства на стадиях сборки, настройки, регулировки и других технологических этапах изготовления изделий.
Допускается применять другие методы оценки (контроля) метрологических и точностных характеристик изделий при условии обеспечения заданных показателей точности и достоверности результатов оценки (контроля).
Стандарт не распространяется на средства вычислительной техники.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящий стандарт обеспечивает:
определение метрологических (точностных) свойств изделий (проверка существенности систематической и случайной составляющих погрешности, вариации, дрейфа, корреляции отсчетов погрешности, нормальности закона распределения);
выбор методики оценки (контроля) метрологических и точностных характеристик изделий (временного интервала между отсчетами выходного сигнала, последовательности операций подачи образцовых сигналов, объема выборки);
выбор алгоритма обработки информации, соответствующего заданной (установленной) совокупности метрологических (точностных) свойств изделий при оценке (контроле) их метрологических или точностных характеристик;
непосредственную оценку (контроль) конкретных метрологических (точностных) характеристик изделий;
оценку показателей точности и достоверности оценки (контроля) метрологических и точностных характеристик изделий.
1.2. Методы, установленные в настоящем стандарте, позволяют провести метрологические исследования и испытания конкретных экземпляров изделий и конкретных типов изделий.
1.3. Методами настоящего стандарта могут быть оценены (проконтролированы) метрологические и точностные характеристики отдельных экземпляров изделий (индивидуальные характеристики) из числа следующих:
статическая характеристика преобразования (для изделий, статическую характеристику которых устанавливают для конкретных экземпляров или в конкретных условиях применения) -  ;
;
погрешность -  ;
;
среднее квадратическое отклонение (СКО) погрешности -  ;
;
математическое ожидание погрешности -  ;
;
систематическая составляющая погрешности -  ;
;
СКО случайной составляющей погрешности -  ;
;
автокорреляционная функция случайной составляющей погрешности -  ;
;
вариация -  ;
;
дрейф выходного сигнала -  ;
;
входной -  и выходной -
и выходной -  импедансы;
импедансы;
функция влияния -  ;
;
наибольшие допускаемые изменения метрологических (точностных) характеристик -  ;
;
дифференциальное уравнение;
импульсная характеристика -  ;
;
переходная характеристика -  ;
;
передаточная функция -  ;
;
комплексная частотная характеристика -  ;
;
амплитудно-частотная характеристика -  ;
;
фазочастотная характеристика -  ;
;
время запаздывания результатов измерений (преобразований) -  ;
;
время установления выходного сигнала -  ;
;
частота обновления результатов измерений (преобразований) -  ;
;
1.4. Методами настоящего стандарта могут быть оценены (проконтролированы) метрологические и точностные характеристики конкретного типа изделий (типовые характеристики) из числа следующих:
предел допускаемого значения погрешности -  ;
;
предел допускаемого значения систематической составляющей погрешности -  ;
;
математическое ожидание систематической составляющей погрешности - ;
;
СКО систематической составляющей погрешности -  ;
;
предел допускаемого значения СКО случайной составляющей погрешности -  ;
;
предел допускаемого значения вариации -  ;
;
допускаемое значение дрейфа выходного сигнала -  ;
;
нижний и верхний пределы допускаемых значений коэффициентов дифференциального уравнения, а также аналитического выражения полных динамических характеристик -  ,
,  ;
;
допускаемое значение времени запаздывания -  ;
;
допускаемое значение времени установления показаний (выходного сигнала) -  ;
;
допускаемое значение частоты обновления результатов измерений (преобразований) -  .
.
1.5. При оценке (контроле) метрологических и точностных характеристик изделий определяют достигаемые показатели точности и достоверности или проводят ориентировочную оценку (контроль).
1.6. Установлены следующие показатели точности и достоверности методов оценки и контроля метрологических и точностных характеристик изделий:
нижний предел допускаемого значения доверительной вероятности оценки характеристики (выбирают из ряда 0,90; 0,95; 0,99) -  ;
;
интервал, в котором с заданной доверительной вероятностью находится действительное значение оцениваемой характеристики (доверительный интервал) -  ;
;
СКО оценки параметра -  ;
;
наибольшая вероятность принятия любого негодного экземпляра изделия в качестве годного (необнаруженный брак) (выбирают из ряда 0,005; 0,025; 0,050) -  ;
;
отношение наибольшего возможного значения характеристики погрешности изделия, признанного по результатам контроля годным, но в действительности негодного, к пределу ее допускаемых значений - 3 м.
1.7. При разработке рациональной методики оценки (контроля) метрологических и точностных характеристик изделий с заданными показателями точности и достоверности следует использовать предварительную информацию об их метрологических свойствах.
1.8. Предварительная информация включает:
перечень испытуемых точек внутри диапазона измерений (преобразований);
сведения о существенности случайной составляющей погрешности;
данные о наличии вариации;
сведения о существенности дрейфа;
значения систематической составляющей погрешности и СКО случайной составляющей погрешности (для нормально распределенной выборки), а также коэффициентов асимметрии и эксцесса (для анормальных распределений);
минимально допустимое время между отсчетами последовательных значений погрешности (при наличии корреляции выборки);
вид дифференциального уравнения или аналитическое выражение полной динамической характеристики для линейных средств измерений и автоматизации;
допустимые интервалы линеаризации динамических свойств изделий.
Объемы выборки для получения предварительной информации определяют в соответствии с требованиями настоящего стандарта.
1.9. Предварительная информация, необходимая для оценки (контроля) типовых метрологических (точностных) характеристик изделий с заданными показателями точности и достоверности, должна включать:
значения математического ожидания и СКО данной характеристики;
объемы выборки по каждой типовой метрологической (точностной) характеристике;
перечень испытуемых точек в диапазоне измерений (преобразований), в которых оценивают типовые характеристики изделий.
Примечание. Закон распределения характеристик на множестве экземпляров изделий данного типа принимают нормальным.
1.10. Методы получения предварительной информации устанавливают в соответствии с требованиями настоящего стандарта.
1.11. Оцениваемые (контролируемые) метрологические и точностные характеристики могут быть выражены в абсолютной, относительной или приведенной формах и приведены ко входу или выходу изделий.
1.12. При оценке (контроле) метрологических (точностных) характеристик изделий с заданными показателями точности и достоверности должны быть соблюдены нормальные условия по ГОСТ 12997-84.
Условия оценки (контроля) метрологических (точностных) характеристик изделий, предназначенных для эксплуатации в особых условиях, должны соответствовать указанным в стандартах или технических условиях на данный тип (группу) изделий.
При ориентировочной оценке (контроле) метрологических (точностных) характеристик условия испытаний не определяют и не контролируют, если нет иных указаний в конструкторской или технологической документации на данный тип (группу) изделий.
1.13. Предварительную информацию, необходимую для оценки (контроля) метрологических (точностных) характеристик изделий с заданными показателями точности и достоверности, устанавливают в последовательности, приведенной ниже:
оценивают, проверяют существенность и, при необходимости, исключают дрейф;
оценивают, проверяют существенность и, при необходимости, исключают вариацию;
оценивают и исключают систематическую составляющую погрешности;
оценивают и проверяют значимость корреляции, определяют интервал корреляции, дают рекомендации по минимальному интервалу времени для оценки (контроля) погрешности без учета корреляции, а также максимальному интервалу времени между отсчетами для оценки корреляционной функции погрешности;
оценивают коэффициенты асимметрии и эксцесса и проверяют нормальность выборки;
определяют минимальный объем выборки, обеспечивающий оценку (контроль) характеристик с заданными показателями точности и достоверности;
устанавливают методику сбора и алгоритм обработки данных для оценки (контроля) метрологических и точностных характеристик.
1.14. Критерии существенности дрейфа, вариации и случайной составляющей погрешности должны соответствовать установленным в стандартах или технических условиях на изделия конкретных типов и групп.
1.15. При отсутствии указанных критериев в стандартах и технических условиях на изделия принимают следующие критерии существенности.
1.15.1. При ориентировочной оценке погрешности дрейф считают существенным, если его максимальное значение за время проведения эксперимента превышает 0,2 .
1.15.2. При точной оценке погрешности дрейф считают существенным, если его СКО превышает 0,1 при несущественной случайной составляющей погрешности и 0,3 - при существенной случайной составляющей погрешности.
1.15.3. При ориентировочной оценке погрешности вариацию считают существенной, если ее значение превышает 0,2 .
1.15.4. При точной оценке погрешности вариацию считают существенной, если СКО составляющей погрешности, обусловленной вариацией, превышает 0,1 при несущественной случайной составляющей погрешности и 0,3 - при существенной случайной составляющей погрешности.
1.15.5. При ориентировочной оценке погрешности случайную составляющую погрешности считают существенной, если максимальное из ее последовательных значений превышает 0,2 .
1.15.6. При точной оценке погрешности случайную составляющую считают существенной, если интервал, в котором с заданной доверительной вероятностью находится ее действительное значение, превышает 0,2 .
1.16. Число и расположение испытуемых точек в диапазоне измерений (преобразований) должно соответствовать установленным в стандартах или технических условиях на изделия конкретных типов (групп).
1.17. При отсутствии в стандартах или технических условиях на изделия конкретных типов (групп) указаний о числе и расположении испытуемых точек испытуемые точки выбирают соответствующими 5, 25, 50, 75, 95% диапазона измерений (преобразований).
Если в процессе предварительных исследований установлено, что вариация несущественна, дальнейшие метрологические испытания проводят в точках, соответствующих 0, 25, 50, 75, 100% диапазона измерений (преобразований).
При наличии особых точек (точек с экстремальными значениями погрешности, точек, в которых систематическая составляющая погрешности претерпевает скачок и т. п.) они должны включаться в число испытуемых точек.
1.18. Если в стандартах или технических условиях на изделия нет иных указаний, метрологические и точностные характеристики определяют во всех точках, перечисленных в п.1.17.
1.19. Метрологические и точностные характеристики контролируют во всех точках или в некоторых из числа указанных в пп.1.16 и 1.17.
1.20. Предел допускаемого значения погрешности измерений при оценке (контроле) метрологических и точностных характеристик изделий выбирают исходя из требуемых значений показателей точности и достоверности результатов оценки (контроля) из числа установленных п.1.6.
1.21. При оценке метрологических и точностных характеристик изделий принимают, что их погрешность в общем случае может включать:
погрешность за счет вариации;
дрейф;
систематическую составляющую погрешности;
случайную составляющую погрешности.
1.22. Погрешность изделий может быть оценена (проконтролирована) без учета составляющих по п.1.21 или с учетом всех или некоторых из них.
2. ОБЩИЕ МЕТОДЫ ОЦЕНКИ И КОНТРОЛЯ
МЕТРОЛОГИЧЕСКИХ И ТОЧНОСТНЫХ ХАРАКТЕРИСТИК
2.1. Методы ориентировочной оценки (контроля) погрешности и составляющих погрешности должны соответствовать установленным приложением 1 настоящего стандарта.
2.2. Методы ориентировочной оценки (контроля) метрологических и точностных характеристик допускается применять на стадиях разработки и изготовления изделий, оговоренных преамбулой настоящего стандарта.
2.3. Не допускается применять методы ориентировочной оценки (контроля) метрологических и точностных характеристик при проведении государственных (приемочных и контрольных), приемосдаточных, приемочных, квалификационных, периодических и типовых испытаний изделий, а также при их метрологической аттестации и поверке.
Предел допускаемого значения основной погрешности образцовых средств измерений (далее - ОСИ) при ориентировочной оценке (контроле) метрологических и точностных характеристик должен быть не более 25% предела допускаемого значения основной погрешности испытуемого изделия.
В технически обоснованных случаях допускают, чтобы соотношение погрешности ОСИ и испытуемого изделия было более 0,25.
2.4. Общие методы оценки и контроля индивидуальных характеристик с заданными показателями точности и достоверности.
2.4.1. При оценке метрологических и точностных характеристик с заданными показателями точности и достоверности погрешность ОСИ должна выбираться с таким расчетом, чтобы обеспечить заданную допустимую относительную погрешность  или заданную величину доверительного интервала
или заданную величину доверительного интервала  оценки погрешности
оценки погрешности  при заданной доверительной вероятности
при заданной доверительной вероятности  .
.
2.4.2. Значения вероятности и относительной погрешности должны устанавливаться в НТД из числа оговоренной преамбулой настоящего стандарта, регламентирующей методы оценки метрологических или точностных характеристик изделий конкретных типов и групп.
2.4.3. Значение вероятности должно выбираться из ряда по п.1.6.
2.4.4. Значение допустимой относительной погрешности оценки характеристики не должно превышать значения технологического запаса  по данной характеристике
по данной характеристике
 , (1)
, (1)
где  - максимальное значение характеристики , допускаемое технологией для всей совокупности (партии) выпускаемых из производства изделий данного типа (группы).
- максимальное значение характеристики , допускаемое технологией для всей совокупности (партии) выпускаемых из производства изделий данного типа (группы).
2.4.5. Погрешность ОСИ при оценке характеристики должна выбираться в соответствии с п.1 справочного приложения 2 настоящего стандарта.
2.4.6. При контроле метрологических и точностных характеристик погрешность ОСИ должна выбираться таким образом, чтобы обеспечить вероятность необнаруженного брака, не превышающую требуемую - при заданном значении относительной погрешности - .
2.4.7. Значения вероятности и относительной погрешности должны устанавливаться в НТД из числа оговоренной преамбулой настоящего стандарта, регламентирующей методы контроля метрологических или точностных характеристик изделий конкретных типов и групп.
2.4.8. Значение вероятности должно выбираться из ряда по п.1.6.
2.4.9. Значение относительной погрешности не должно превышать значения технологического запаса по данной характеристике.
2.4.10. Погрешность ОСИ при контроле характеристики должна выбираться в соответствии с п.2 справочного приложения 2 настоящего стандарта.
2.4.11. Статическую характеристику преобразования, характеристики систематической и случайной составляющих погрешности, вариацию и дрейф оценивают (контролируют) методами, установленными приложением 3.
2.4.12. При точной оценке индивидуальной погрешности изделий с существенной случайной составляющей погрешности, существенными вариацией и дрейфом интервал, в котором с вероятностью не менее заданной находится погрешность  данного экземпляра изделий, может быть определен расчетным методом по неравенствам:
данного экземпляра изделий, может быть определен расчетным методом по неравенствам:
при линейном дрейфе
 , (2)
, (2)
при произвольном дрейфе
 , (3)
, (3)
где - вариация;
 - максимальное за время эксперимента значение дрейфа;
- максимальное за время эксперимента значение дрейфа;
 - СКО дрейфа;
- СКО дрейфа;
 - в зависимости от заданной вероятности выбирают из таблицы.
- в зависимости от заданной вероятности выбирают из таблицы.
Допускается использовать в формулах 2 и 3 вместо оценок , ,  ,
,  их пределы допускаемых значений
их пределы допускаемых значений
|
|
0,90 |
0,95 |
0,99 |
|
|
1,6 |
1,8 |
2,0 |
2.5. Оценка и контроль входных и выходных импедансов
2.5.1. Методика оценки и контроля входных и выходных импедансов должна устанавливаться в стандартах или технических условиях на изделия конкретных типов и групп.
2.5.2. При контроле импедансов в зависимости от способа нормирования (наибольшее или наименьшее допускаемое значение) и точности ОСИ оцененное значение  входного (выходного ) импеданса сравнивают с наибольшим (наименьшим) допускаемым значением импеданса, из которого вычитают (к которому прибавляют) значение предела допускаемого значения погрешности ОСИ.
входного (выходного ) импеданса сравнивают с наибольшим (наименьшим) допускаемым значением импеданса, из которого вычитают (к которому прибавляют) значение предела допускаемого значения погрешности ОСИ.
2.6. Оценка и контроль динамических характеристик
2.6.1. Динамические характеристики изделий оценивают (контролируют) при значениях входного сигнала, соответствующих всему диапазону измерений (преобразований) или - частям диапазона, в которых допускают линейную аппроксимацию динамических свойств изделий.
Число частей диапазона измерений (преобразований) должно быть не более четырех, а их величину - выбирают из ряда: 0,25; 0,50 указанного диапазона.
2.6.2. Величина и число частей диапазона измерений (преобразований), в которых оценивают (контролируют) динамические характеристики, должны устанавливаться в стандартах и технических условиях на изделия конкретных типов и групп в зависимости от допускаемой погрешности аппроксимации их динамических свойств линейной динамической моделью.
2.6.3. При оценке (контроле) динамических характеристик должны быть соблюдены нормальные условия по п.1.12.
2.6.4. Перепад входного сигнала при оценке (контроле) динамических характеристик выбирают с таким расчетом, чтобы в процессе изменения входного сигнала его мгновенные значения не выходили за допускаемые пределы изменения выходного сигнала.
2.6.5. Динамические характеристики изделий, динамические свойства которых зависят от направления перепада входного сигнала, оценивают (контролируют) для обоих направлений указанного перепада.
2.6.6. Погрешность ОСИ, применяемых при оценке (контроле) динамических характеристик, выбирают исходя из требуемых значений показателей точности и достоверности по п.1.6.
2.6.7. Методика и алгоритмы обработки результатов оценки (контроля) динамических характеристик должны устанавливаться в стандартах и технических условиях на изделия конкретных типов и групп в зависимости от вида и порядка математической модели их динамических свойств (далее - динамической модели).
2.6.8. Вид и порядок динамической модели линейных стационарных изделий порядка не выше второго устанавливают в соответствии с приложением 4.
2.6.9. Методика и алгоритмы обработки результатов оценки (контроля) динамических характеристик изделий по п.2.6.8 должны соответствовать установленным в приложении 4.
2.6.10. Динамические характеристики допускается оценивать (контролировать) посредством оценки (контроля) других динамических характеристик, связанных с ними функционально.
2.6.11. Время запаздывания результатов измерений (преобразований - , время установления выходного сигнала - и частоту обновления результатов измерений (преобразований) - при существенной случайной составляющей погрешности оценивают исходя из заданных значений показателей точности и достоверности из числа установленных п.1.4.
2.6.12. При существенной случайной составляющей погрешности частные динамические характеристики контролируют посредством обработки серии  наблюдений. Число наблюдений не должно быть более 10.
наблюдений. Число наблюдений не должно быть более 10.
2.6.13. Частную динамическую характеристику принимают удовлетворяющей требованиям стандартов и технических условий, если максимальное из серии ее оцененных значений не превышает допустимого предела.
2.7. Оценка и контроль функций влияния
2.7.1. Оценку (контроль) функций влияния на метрологические (точностные) характеристики изделий проводят не менее чем в трех точках рабочего диапазона изменения внешних влияющих величин и неинформативных параметров входного сигнала.
Примечание. Рабочие диапазоны изменения внешних влияющих величин и неинформативных параметров входного сигнала должны соответствовать установленным в ГОСТ 12997-84 или стандартах (технических условиях) на изделия конкретных типов и групп.
2.7.2. Число и расположение точек в диапазоне изменения внешних влияющих величин и неинформативных параметров входного сигнала должны быть установлены в стандартах или технических условиях на изделия конкретных типов и групп в зависимости от степени их влияния на данную метрологическую (точностную) характеристику.
2.7.3. В число точек в диапазоне изменения внешних влияющих величин и неинформативных параметров входного сигнала, при которых проводят оценку (контроль) функций влияния, включают точки, соответствующие нижнему и верхнему рабочему значениям указанного диапазона, а также точку, соответствующую нормальным условиям по ГОСТ 12997-84.
2.7.4. При оценке (контроле) функций влияния испытания в нормальных условиях допускается не проводить, а использовать результаты оценки (контроля) данной характеристики, полученные в нормальных условиях.
2.7.5. Оценку (контроль) функций влияния проводят отдельно для каждой влияющей величины (параметра). Функции влияния оценивают (контролируют) при совместном изменении влияющих величин (параметров), если функция влияния одной величины (параметра) существенно зависит от других влияющих величин (параметров).
Критерии существенности должны соответствовать установленным в стандартах или технических условиях на изделия конкретных типов и групп.
При отсутствии указанных критериев в стандартах и технических условиях на изделия принимают следующие.
2.7.5.1. Внешнюю величину (параметр) считают оказывающей существенное влияние на метрологическую (точностную) характеристику, если при ее изменении в пределах рабочего диапазона данная характеристика изменяется более чем на 20% значения, нормированного для нормальных условий.
2.7.5.2. Функцию влияния одной величины (параметра) считают существенно зависящей от другой влияющей величины (параметра), если изменение этой функции влияния при изменении другой влияющей величины в пределах рабочего диапазона превышает 20%.
2.7.6. Если функция влияния одной величины (параметра) существенно зависит от другой влияющей величины (параметра), число и расположение точек в диапазоне изменения этой другой величины (параметра) при оценке (контроле) данной функции влияния должны соответствовать установленным в стандартах или технических условиях на изделия конкретных типов (групп).
Допускается оценивать (контролировать) функцию влияния при единственном значении другой влияющей величины (параметра), если при прочих значениях этой величины (параметра) она не оказывает существенного влияния на данную функцию влияния.
2.7.7. Перед оценкой (контролем) функций влияния изделие выдерживают под воздействием одной или нескольких влияющих величин в течение времени, установленного в ГОСТ 12997-84 или стандартах (технических условиях) на данный тип (группу) изделий.
2.7.8. Изменение влияющих величин (параметров) за время выдержки и оценки (контроля) функций влияния не должно превышать пределов, установленных в ГОСТ 12997-84 или стандартах (технических условиях) на данный тип (группу) изделий.
2.7.9. Функции влияния на метрологическую (точностную) характеристику оценивают (контролируют) после выдержки изделия в течение времени, оговоренного в п.2.7.7, путем оценки (контроля) данной характеристики с помощью алгоритмов приложений 1, 4, 6 и приложений 3, 5.
2.7.10. Функции влияния оценивают (контролируют) в точках диапазона измерений (преобразований) из числа установленных в пп.1.16 и 1.17.
2.7.11. Для метрологических и точностных характеристик, значения которых не зависят от изменения входного сигнала, оценку и контроль функций влияния допускается проводить в одной точке диапазона измерений (преобразований).
2.8. Оценка и контроль изменений метрологических и точностных характеристик от воздействия внешних влияющих величин и неинформативных параметров входного сигнала
2.8.1. Изменения метрологических и точностных характеристик должны оцениваться (контролироваться) в двух крайних точках рабочего диапазона изменения внешних влияющих величин и неинформативных параметров входного сигнала.
Изменения метрологических (точностных) характеристик от воздействия температуры допускается оценивать (контролировать) на каждые 10 °С или на другое значение температуры, установленное в стандартах или технических условиях на данный тип (группу) изделий.
2.8.2. Изменения характеристик оценивают (контролируют) отдельно для каждой влияющей величины (параметра). Изменения характеристик допускается оценивать (контролировать) при совместном изменении влияющих величин (параметров), если эти изменения существенно зависят от изменения других влияющих величин (параметров).
Критерии существенности должны соответствовать установленным в стандартах или технических условиях на изделия конкретных типов и групп.
2.8.3. Оценку (контроль) изменений метрологических (точностных) характеристик проводят в соответствии с алгоритмами
приложений 1, 4, 6 и приложений 3, 5.
2.9. Выбор методики и алгоритма оценки (контроля) метрологических и точностных характеристик
2.9.1. Методику и алгоритм оценки (контроля) метрологических и точностных характеристик выбирают в зависимости от:
цели метрологических исследований или испытаний (определение метрологических или точностных свойств изделий, непосредственная оценка и контроль характеристик, установление норм на характеристики, проверка рациональности существующих норм на характеристики);
режима испытаний (статический, динамический);
требуемой точности результатов метрологических исследований и испытаний изделий (оценка и контроль характеристик с заданными показателями точности и достоверности, ориентировочные оценка и контроль).
2.9.2. Укрупненную методику и алгоритм оценки (контроля) метрологических и точностных характеристик в зависимости от сочетания условий и требований п.2.9.1 выбирают в соответствии с черт.1 справочного приложения 7.
2.9.3. Частную методику и алгоритм оценки (контроля) метрологических и точностных характеристик устанавливают в результате конкретизации и укрупненной методики и алгоритма в соответствии с черт.2 и 3 приложения 7.
2.9.4. Частную методику и алгоритм ориентировочной оценки (контроля) метрологических и точностных характеристик выбирают в соответствии с черт.2 приложения 7.
2.9.5. При оценке (контроле) метрологических и точностных характеристик по методике М [О], когда дрейф, вариацию и случайную составляющую погрешности не учитывают, на вход изделия подают сигнал, соответствующий испытуемой точке диапазона измерений (преобразований), а с выхода изделия однократно считывают выходной сигнал через интервал времени, указанный в стандартах и технических условиях на конкретное изделие, но не менее времени установления выходного сигнала (показаний).
2.9.6. При оценке (контроле) характеристик по методике М [О  ], когда учитывают только случайную составляющую погрешности, многократно (не менее трех, но не более десяти раз) повторяют процедуру подачи входного и снятия выходного сигнала по п.2.9.5.
], когда учитывают только случайную составляющую погрешности, многократно (не менее трех, но не более десяти раз) повторяют процедуру подачи входного и снятия выходного сигнала по п.2.9.5.
2.9.7. При оценке (контроле) характеристик по методике М [О В], когда учитывают только вариацию, осуществляют медленный одно-, трехкратный подход к испытуемой точке со стороны  и меньших значений входного сигнала. Показания (значения выходного сигнала) определяют в момент достижения входным сигналом заданного значения.
и меньших значений входного сигнала. Показания (значения выходного сигнала) определяют в момент достижения входным сигналом заданного значения.
2.9.8. При оценке (контроле) характеристик по методике М [О Д], когда учитывают только дрейф, на вход изделия однократно подают сигнал, соответствующий испытуемой точке диапазона измерений (преобразований), а с выхода изделия многократно (не менее трех, но не более десяти раз) считывают выходной сигнал (показания) через равные интервалы времени.
2.9.9. При оценке (контроле) характеристик по методике М [О В ], когда учитывают только вариацию и случайную составляющую погрешности, медленно многократно (не менее трех, но не более десяти раз) подходят к испытуемой точке со стороны и меньших значений входного сигнала со считыванием показаний (выходного сигнала) в момент достижения входным сигналом заданного значения.
2.9.10. Методика оценки (контроля) характеристик М [О Д ], когда учитывают только дрейф и случайную составляющую погрешности, - по п.2.9.6.
2.9.11. При оценке (контроле) характеристик по методике М [О В Д], когда учитывают вариацию и дрейф, осуществляют медленный одно-, трехкратный подход к испытуемой точке со стороны и меньших значений входного сигнала, а с выхода изделия при каждом подходе многократно (не менее трех, но не более десяти раз) считывают выходной сигнал (показание) через равные интервалы времени.
2.9.12. При оценке (контроле) характеристик по методике М [О В Д ], когда учитывают вариацию, дрейф и случайную составляющую погрешности, осуществляют медленный многократный (не менее трех, но не более десяти раз) подход к испытуемой точке со стороны и меньших значений входного сигнала, а с выхода изделия при каждом подходе многократно (не менее трех, но не более десяти раз) считывают выходной сигнал (показание) через равные интервалы времени.
2.9.13. Алгоритмы ориентировочной оценки (контроля) метрологических и точностных характеристик приведены в приложении 1.
2.9.14. Частную методику и алгоритм точной оценки метрологических и точностных характеристик выбирают в соответствии с черт.3 справочного приложения 7.
2.9.15. Проверка существенности дрейфа, вариации, случайной составляющей погрешности, корреляции и нормальности выборки по пп.1.14 и 1.15.
2.9.16. При оценке (контроле) характеристик по методике М [ЭСТП], если в стандартах или технических условиях нет иных указаний, в каждой испытуемой точке диапазона измерений (преобразований) выполняют не менее 100 отсчетов погрешности: не менее 50 - при медленном подходе к испытуемой точке со стороны меньших значений и не менее 50 - при подходе к этой точке со стороны значений входного сигнала.
2.9.17. Алгоритмы оценки (контроля) характеристик, соответствующие методике М [ЭСТП] выбирают из числа установленных приложением 3.
2.9.18. Методика М [ЭДО] и алгоритм [ЭДО] ориентировочной оценки (контроля) динамических характеристик отдельных экземпляров изделий должны удовлетворять требованиям пп.2.6.7, 2.6.11-2.6.13.
2.9.19. Методика М [ЭДТП] и алгоритмы [ЭДТП] точной оценки (контроля) динамических характеристик при предварительных исследованиях экземпляров изделий должны соответствовать установленным в приложении 4 с учетом требований пп.2.6.1-2.6.6.
2.9.20. Методика М [ЭДТ] и алгоритм [ЭДТ] точной оценки (контроля) динамических характеристик экземпляров изделий должны выбираться из числа установленных по п.2.9.19.
2.9.21. Методики М [ТСНП], М [ТДНП], М [ТСН], М [ТДН], М [TCP] и М [ТДР] и соответствующие им алгоритмы должны выбираться из числа установленных приложением 5 и приложением 6.
ПРИЛОЖЕНИЕ 1
Справочное
ОРИЕНТИРОВОЧНЫЕ ОЦЕНКА И КОНТРОЛЬ ПОГРЕШНОСТИ
И СОСТАВЛЯЮЩИХ ПОГРЕШНОСТИ
1. Оценка и контроль погрешности без учета вариации
1.1. Методика оценки (контроля) заключается в подаче на вход испытуемого изделия сигнала  , соответствующего
, соответствующего  -й испытуемой точке диапазона входного сигнала, и -кратном отсчете выходного сигнала.
-й испытуемой точке диапазона входного сигнала, и -кратном отсчете выходного сигнала.
В общем случае сигнал , соответствующий -му отсчету выходного сигнала  , может изменяться (например, при испытаниях по методу образцовых приборов).
, может изменяться (например, при испытаниях по методу образцовых приборов).
1.2. Обработка информации состоит в определении максимального значения погрешности из числа наблюдаемых значений и, при необходимости, в сравнении полученного результата с заданным пределом.
1.3. Исходные данные для обработки:
объем выборки - ;
значение входного сигнала в -й испытуемой точке диапазона  ;
;
массив значений входного сигнала -  ;
;
массив значений выходного сигнала -  ;
;
номинальная статическая характеристика преобразования -  ;
;
предел допускаемого значения погрешности - (при необходимости контроля).
2. Оценка и контроль погрешности с учетом вариации
2.1. Методика оценки (контроля) заключается в медленном -кратном подходе к -й испытуемой точке диапазона входного сигнала со стороны меньших () значений с однократным отсчетом выходного сигнала при каждом подходе. В общем случае сигнал может несколько отличаться от требуемого сигнала (при испытаниях по методу образцовых сигналов).
2.2. Обработка информации состоит в оценке и исключении из результатов эксперимента вариации; объединении значений погрешности, соответствующих подходам со стороны меньших и значений входного сигнала, в группу 2 наблюдений значений погрешности и, при необходимости, в сравнении полученных значений вариации и погрешности с заданными пределами.
2.3. Исходные данные для обработки:
объем выборки - ;
значение входного сигнала в -й испытуемой точке диапазона - ;
массив значений входного сигнала при подходе к (·) со стороны меньших значений -  ;
;
массив значений выходного сигнала при подходе к (·) со стороны меньших значений -  ;
;
массив значений входного сигнала при подходе к (·) со стороны значений -  ;
;
массив значений выходного сигнала при подходе к (·) со стороны значений -  ;
;
номинальная статическая характеристика преобразования - ;
нормирующее значение входного ( ) или выходного (
) или выходного ( ) сигнала (при необходимости);
) сигнала (при необходимости);
предел допускаемого значения погрешности - (при необходимости контроля);
предел допускаемого значения вариации - (при необходимости контроля);
2.4. Алгоритмы обработки
2.4.1. Оценка и контроль вариации и абсолютной погрешности, приведенных ко входу изделия
Вариацию оценивают по разности
 , (1)
, (1)
где
 ; (2)
; (2)
 . (3)
. (3)
Значения абсолютной погрешности объединяют в ряд

где
 (6)
(6)
 .
.
Погрешность оценивают как максимальное из 2 наблюдений значение погрешности
 . (7)
. (7)
Погрешность и вариацию контролируют сравнением полученных значений с заданными пределами.
2.4.2. Оценка и контроль вариации и относительной погрешности, приведенных ко входу изделия
Относительную вариацию в испытуемой точке диапазона оценивают по разности
 , (8)
, (8)
где
 ; (9)
; (9) . (10)
. (10)
Значения относительной погрешности объединяют в ряд
 , (11)
, (11)
где
 ; (12)
; (12)
 . (13)
. (13)
Относительную погрешность оценивают максимальным из 2 наблюдений значением полученного ряда
 . (14)
. (14)
Погрешность и вариацию контролируют сравнением полученных значений с заданными пределами.
2.4.3. Оценка и контроль вариации и приведенной погрешности по отношению ко входу изделия
Приведенную вариацию в испытуемой точке диапазона оценивают по разности
 , (15)
, (15)
где
 ; (16)
; (16) . (17)
. (17)
Значения приведенной погрешности объединяют в ряд
где
 ;
;
 . (20)
. (20)
Приведенную погрешность оценивают максимальным из полученного ряда значением
 . (21)
. (21)
Погрешность и вариацию контролируют сравнением полученных значений с заданными пределами.
2.4.4. Оценка и контроль вариации и абсолютной погрешности по отношению к выходу изделия
Абсолютное значение вариации в испытуемой точке диапазона оценивают по разности
 , (22)
, (22)
где
 ; (23)
; (23) . (24)
. (24)
Значения абсолютной погрешности объединяют в ряд
 (25)
(25)
где
 ; (26)
; (26) . (27)
. (27)
Абсолютную погрешность оценивают максимальным значением полученного ряда
 . (28)
. (28)
Погрешность и вариацию контролируют сравнением полученных значений с заданными пределами.
2.4.5. Оценка и контроль вариации и относительной погрешности, приведенных к выходу изделия
Относительную вариацию в испытуемой точке диапазона оценивают разностью
 , (29)
, (29)
где
 ; (30)
; (30) . (31)
. (31)
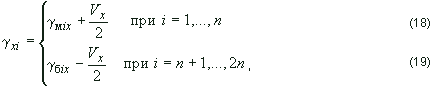
Значения относительной погрешности объединяют в ряд
 (32)
(32)
где
 ; (33)
; (33) . (34)
. (34)
Относительную погрешность оценивают максимальным значением из полученного ряда
 . (35)
. (35)
Погрешность и вариацию контролируют сравнением полученных значений с заданными пределами.
2.4.6. Оценка и контроль вариации и приведенной погрешности по отношению к выходу изделия
Приведенное значение вариации оценивают разностью
 , (36)
, (36)
где
 ; (37)
; (37) . (38)
. (38)
Значения приведенной погрешности объединяют в ряд
 (39)
(39)
где
 ;
;
 . (40)
. (40)
Приведенную погрешность оценивают максимальным значением из полученного ряда
 . (41)
. (41)
Погрешность и вариацию контролируют сравнением полученных значений с заданными пределами.
3. Оценка и контроль систематической и случайной составляющих погрешности без учета вариации
3.1. Методика оценки (контроля) - по п.1.1.
3.2. Обработка результатов измерений заключается в нахождении среднего значения наблюдаемого ряда и его среднего квадратического отклонения.
3.3. Исходные данные для обработки соответствуют приведенным в п.1.3, где вместо указывают пределы допускаемого значения систематической составляющей погрешности - и допускаемого значения СКО случайной составляющей погрешности -  .
.
3.4. Алгоритмы обработки
3.4.1. Оценка и контроль систематической и случайной составляющих погрешности по отношению ко входу изделия
Систематическую составляющую погрешности в (·) диапазона оценивают величиной
 . (42)
. (42)
Случайную составляющую погрешности оценивают СКО
 , (43)
, (43)
где
 . (44)
. (44)
При необходимости полученные значения сравнивают с заданными пределами
 , (45)
, (45) . (46)
. (46)
3.4.2. Оценка и контроль систематической и случайной составляющих относительной погрешности по отношению ко входу изделия
Систематическую составляющую относительной погрешности оценивают средним арифметическим значением
 , (47)
, (47)
где
 . (48)
. (48)
Случайную составляющую относительной погрешности оценивают СКО
 . (49)
. (49)
При необходимости полученные значения сравнивают с заданными пределами
 , (50)
, (50) . (51)
. (51)
3.4.3. Оценка и контроль систематической и случайной составляющих приведенной погрешности по отношению ко входу изделия
Систематическую составляющую приведенной погрешности оценивают средним арифметическим ряда приведенной погрешности
 , (52)
, (52)
где
 . (53)
. (53)
Случайную составляющую приведенной погрешности оценивают СКО ряда приведенной погрешности
 . (54)
. (54)
При необходимости полученные значения сравнивают с заданными пределами
 , (55)
, (55) . (56)
. (56)
3.4.4. Оценка и контроль систематической и случайной составляющих погрешности по отношению к выходу изделия
Систематическую составляющую оценивают средним арифметическим ряда абсолютной погрешности
 , (57)
, (57)
где
 . (58)
. (58)
Случайную составляющую погрешности оценивают СКО ряда абсолютной погрешности
 . (59)
. (59)
При необходимости полученные значения сравнивают с заданными пределами
 , (60)
, (60) . (61)
. (61)
3.4.5. Оценка и контроль систематической и случайной составляющих относительной погрешности по отношению к выходу изделия
Систематическую составляющую относительной погрешности оценивают средним арифметическим ряда относительной погрешности
 , (62)
, (62)
где
 . (63)
. (63)
Случайную составляющую относительной погрешности оценивают СКО ряда относительной погрешности
 . (64)
. (64)
При необходимости контроля полученные значения сравнивают с заданными пределами
 , (65)
, (65) . (66)
. (66)
3.4.6. Оценка и контроль систематической и случайной составляющих приведенной погрешности по отношению к выходу изделия
Систематическую составляющую приведенной погрешности оценивают средним арифметическим ряда приведенной погрешности
 , (67)
, (67)
где
 . (68)
. (68)
Случайную составляющую приведенной погрешности оценивают СКО ряда приведенной погрешности
 . (69)
. (69)
При необходимости полученные оценки сравниваются с заданными пределами
 , (70)
, (70) . (71)
. (71)
4. Оценка и контроль систематической и случайной составляющих погрешности с учетом вариации
4.1. Методика оценки (контроля) - по п.2.1.
4.2. Обработка информации заключается в раздельной обработке рядов погрешностей, соответствующих подходам к испытуемой точке со стороны меньших и значений, с последующей комбинацией полученных результатов, что соответствует исключению вариации из результатов наблюдений.
4.3. Исходные данные - по п.2.3.
4.4. Алгоритмы обработки
Систематическую составляющую погрешности находят как среднее арифметическое ряда
 , (72)
, (72)
где
|
|
|
- при приведении погрешности ко входу, |
|||
|
|
|
- для абсолютной погрешности, |
|||




 и
и  см. пп.2.4.1-2.4.6.
см. пп.2.4.1-2.4.6.
Случайную составляющую погрешности при наличии вариации оценивают величиной
 ,* (73)
,* (73)
где  * и
* и  см. пп.2.4.1-2.4.6.
см. пп.2.4.1-2.4.6.
________________
* Формула и экспликация к ней соответствуют оригиналу. - Примечание изготовителя базы данных.
Полученные значения  и
и  сравниваются при необходимости с заданными пределами
сравниваются при необходимости с заданными пределами
 , (74)
, (74) . (75)
. (75)
5. Оценка и контроль погрешности и ее составляющих при наличии линейного дрейфа без учета вариации
5.1. Методика оценки (контроля) - по п.1.1.
5.2. Обработка информации состоит в исключении дрейфа с помощью взятия первой разности наблюдаемого ряда, оценке значения дрейфа с последующей обработкой в соответствии с алгоритмами пп.1.2 и 3.2.
5.3. Исходные данные - по п.1.3.
5.4. Алгоритмы обработки
5.4.1. Устранение дрейфа.
Формируют ряд  , где - обобщенная запись
, где - обобщенная запись  -х значений погрешности, введенная в п.4.4.
-х значений погрешности, введенная в п.4.4.
Берут ряд первых разностей
 . (76)
. (76)
Находят коэффициент дрейфа
 . (77)
. (77)
Из ряда исключают дрейф по формуле
 . (78)
. (78)
5.4.2. Погрешность оценивают максимальным из значений ряда погрешности с исключенным дрейфом
 . (79)
. (79)
5.4.3. Систематическую составляющую погрешности находят как среднее значение ряда 
 . (80)
. (80)
5.4.4. Случайную составляющую погрешности оценивают с помощью СКО
 . (81)
. (81)
5.4.5. При необходимости полученные значения сравнивают с заданными пределами.
6. Оценка и контроль погрешности и ее составляющих при наличии линейного дрейфа с учетом вариации
6.1. Методика оценки (контроля) - по п.2.1.
6.2. Обработка информации состоит в раздельном исключении сначала дрейфа, а затем и вариации из рядов значений погрешности, соответствующих подходам к испытуемой точке со стороны меньших и значений, раздельной обработке полученных рядов с последующей комбинацией полученных результатов.
6.3. Исходные данные - по п.2.3.
6.4. Алгоритм обработки
6.4.1. Устранение дрейфа
Формируют ряды  и
и  , определенные в п.4.4.
, определенные в п.4.4.
Берут ряды первых разностей
 , (82)
, (82) . (83)
. (83)
Находят коэффициенты дрейфа
 , (84)
, (84)
 . (85)
. (85)
Из рядов и исключают дрейф по формулам:
 , (86)
, (86)
 . (87)
. (87)
6.4.2. Погрешность определяется как максимальное из двух значений
 . (88)
. (88)
6.4.3. Систематическую составляющую погрешности находят по формуле
 , (89)
, (89)
где
 ; (90)
; (90) . (91)
. (91)
6.4.4. Случайную составляющую погрешности оценивают как СКО комбинированного ряда
 . (92)
. (92)
6.4.5. При необходимости контроля полученные значения сравниваются с заданными пределами.
7. Оценка характеристик дрейфа
7.1. Мгновенные значения дрейфа при несущественной вариации определяют как
 , (93)
, (93)
где - обобщенная запись -x значений погрешности, введенная в п.4.4.
7.2. Максимальное значение линейного дрейфа определяют из соотношения
 . (94)
. (94)
7.3. СКО произвольного дрейфа определяют как
 , (95)
, (95)
где  - среднее значение дрейфа.
- среднее значение дрейфа.
7.4. Мгновенное значение дрейфа при существенной вариации определяют как
 , (96)
, (96)
 , (97)
, (97)
где , - см. п.4.4.
7.5. Максимальное значение линейного дрейфа определяют как максимальное из двух значений
 и
и  . (98)
. (98)
7.6. СКО произвольного дрейфа определяют как
 , (99)
, (99)
где  ,
,  - средние значения дрейфа - по п.7.3.
- средние значения дрейфа - по п.7.3.
ПРИЛОЖЕНИЕ 2
Справочное
ВЫБОР ПОГРЕШНОСТИ ОСИ ПРИ ОЦЕНКЕ И КОНТРОЛЕ
ИНДИВИДУАЛЬНЫХ МЕТРОЛОГИЧЕСКИХ И ТОЧНОСТНЫХ ХАРАКТЕРИСТИК
1. Выбор погрешности ОСИ при оценке характеристик
1.1. Доверительный интервал  , соответствующий заданной допустимой относительной погрешности оценки характеристики , определяют как
, соответствующий заданной допустимой относительной погрешности оценки характеристики , определяют как
 . (1)
. (1)
1.2. Задаются долей, которую в суммарном доверительном интервале будет занимать интервал  , обусловленный наличием у испытуемого изделия случайной составляющей погрешности, и по таблице определяют относительное значение погрешности ОСИ.
, обусловленный наличием у испытуемого изделия случайной составляющей погрешности, и по таблице определяют относительное значение погрешности ОСИ.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

1.3. Определяют допустимую относительную погрешность  , обусловленную наличием у испытуемого изделия случайной составляющей погрешности и конечным объемом выборки, и определяют необходимое число испытаний (объем выборки).
, обусловленную наличием у испытуемого изделия случайной составляющей погрешности и конечным объемом выборки, и определяют необходимое число испытаний (объем выборки).
При необходимости увеличить допускаемое значение погрешности ОСИ уменьшают задаваемую по п.1.2 долю  , при этом необходимое число испытаний (объем выборки) увеличивается.
, при этом необходимое число испытаний (объем выборки) увеличивается.
1.4. Погрешность ОСИ выбирают с таким расчетом, чтобы обеспечить практически достижимое соотношение погрешности ОСИ и испытуемого изделия при целесообразном объеме выборки.
2. Выбор погрешности образцовых средств измерений при контроле характеристик
2.1. Определяют нижний предел допускаемого значения доверительной вероятности оценки характеристики :
 . (2)
. (2)
2.1.1. Доверительный интервал , соответствующий заданной допустимой относительной погрешности, определяют по формуле 1.
2.1.2. Величину погрешности ОСИ и необходимый объем выборки определяют по пп.1.2-1.4.
ПРИЛОЖЕНИЕ 3
Обязательное
ОЦЕНКА И КОНТРОЛЬ ИНДИВИДУАЛЬНЫХ СТАТИЧЕСКИХ ХАРАКТЕРИСТИК
С ЗАДАННЫМИ УРОВНЯМИ ТОЧНОСТИ И ДОСТОВЕРНОСТИ
1. Оценка статической характеристики преобразования
1.1. Статическую характеристику определяют в заданных точках диапазона измерений (преобразований).
1.2. При табличном задании статической характеристики в таблицу вносят значения входного сигнала (аргумента) и соответствующие ему значения выходного сигнала (функции). Значения функции, соответствующие данному значению аргумента, определяют с учетом вариации, дрейфа и случайной составляющей погрешности.
1.3. Вариацию и дрейф оценивают и исключают из выходного сигнала в соответствии с алгоритмами по пп. 2.4.1-2.4.6 и 5.4.1
приложения 2 настоящего стандарта.
1.4. За значения функции принимают средние значения выходного сигнала, из которого исключены вариация и дрейф.
1.5. При аналитическом задании статической характеристики значения функции, полученные по п.1.4, аппроксимируют полиномом порядка не выше второго.
Степень полинома определяют в зависимости от остаточной суммы квадратов аппроксимации.
Полином считают достаточным для аппроксимации данной статической характеристики, если его остаточная сумма квадратов  удовлетворяет условию
удовлетворяет условию  , где
, где  определяют по формуле
определяют по формуле
 , (1)
, (1)
где  - значения аппроксимирующего полинома в испытуемых точках
- значения аппроксимирующего полинома в испытуемых точках  диапазона измерений (преобразований);
диапазона измерений (преобразований);
- средние значения выходного сигнала, определенные по п.1.4 настоящего приложения и соответствующие испытуемым точкам ;
- предел допускаемого значения погрешности.
2. Оценка и контроль вариации
2.1. При существенной случайной составляющей погрешности вариацию оценивают средним значением  и интервалом
и интервалом  , в котором с заданной вероятностью находится действительное значение вариации .
, в котором с заданной вероятностью находится действительное значение вариации .
2.2. Оценку вариации находят по формуле
 . (2)
. (2)
2.3. Объем выборки при оценивании вариации находят из соотношения
 , (3)
, (3)
где  - предварительная оценка СКО случайной составляющей погрешности или предел ее допускаемого значения;
- предварительная оценка СКО случайной составляющей погрешности или предел ее допускаемого значения;
 - предварительная оценка систематической составляющей погрешности или предел ее допускаемого значения;
- предварительная оценка систематической составляющей погрешности или предел ее допускаемого значения;
 - допустимая относительная погрешность оценки вариации (устанавливается по п.2.4.2);
- допустимая относительная погрешность оценки вариации (устанавливается по п.2.4.2);
 - коэффициент, зависящий от заданной доверительной вероятности и выбираемый из табл. 1.
- коэффициент, зависящий от заданной доверительной вероятности и выбираемый из табл. 1.
Таблица 1
|
|
0,90 |
0,95 |
0,99 |
|
|
1,7 |
2,0 |
2,8 |
2.4. Интервал, в котором с заданной вероятностью находится действительное значение вариации, определяют по формуле
 , (4)
, (4)
где  - коэффициент, зависящий от заданной доверительной вероятности и объема выборки (выбирают из табл.2).
- коэффициент, зависящий от заданной доверительной вероятности и объема выборки (выбирают из табл.2).
Таблица 2
|
Объем выборки |
Значения коэффициента | ||
|
|
0,90 |
0,95 |
0,99 |
|
10 |
1,83 |
2,26 |
3,25 |
|
20 |
1,73 |
2,10 |
2,86 |
|
30 |
1,70 |
2,05 |
2,76 |
|
60 |
1,68 |
2,02 |
2,70 |
|
Более 60 |
1,66 |
1,98 |
2,60 |
2.5. Вариацию с заданной доверительной вероятностью контролируют проверкой условия
 . (5)
. (5)
3. Оценка и контроль систематической составляющей погрешности
3.1. При существенной случайной составляющей погрешности систематическую составляющую погрешности оценивают средним значением и интервалом  , в котором с заданной вероятностью находится ее действительное значение.
, в котором с заданной вероятностью находится ее действительное значение.
3.2. Оценку систематической составляющей погрешности находят по формуле
 . (6)
. (6)
3.3. При заданной доверительной вероятности и допускаемой относительной погрешности  оценки систематической составляющей погрешности объем выборки при оценивании
оценки систематической составляющей погрешности объем выборки при оценивании  определяют из соотношения
определяют из соотношения
 , (7)
, (7)
при нормально распределенной случайной составляющей погрешности или берут максимальным из , определенного по формуле 7, и , подсчитанного по формуле
 (8)
(8)
в случае, когда случайная составляющая погрешности распределена по закону, отличному от нормального,
где - берут из табл.1;
 - коэффициент асимметрии, определяемый по формуле
- коэффициент асимметрии, определяемый по формуле
 , (9)
, (9)
где  - третий центральный момент распределения случайной составляющей погрешности.
- третий центральный момент распределения случайной составляющей погрешности.
3.4. Интервал , в котором с вероятностью  находится действительное значение систематической составляющей погрешности, определяют по формуле
находится действительное значение систематической составляющей погрешности, определяют по формуле
 , (10)
, (10)
где берут из табл.2.
3.5. Систематическую составляющую погрешности с заданной доверительной вероятностью контролируют проверкой условия
 . (11)
. (11)
4. Оценка и контроль случайной составляющей погрешности
4.1. Случайную составляющую погрешности оценивают средним квадратическим отклонением  и интервалом
и интервалом  , в котором с заданной вероятностью находится действительное значение
, в котором с заданной вероятностью находится действительное значение  .
.
4.2. СКО случайной составляющей погрешности оценивают по формуле
 . (12)
. (12)
4.3. При заданной доверительной вероятности и допускаемой относительной погрешности  оценки СКО случайной составляющей погрешности объем выборки определяют по табл.3 при нормальном распределении случайной составляющей погрешности.
оценки СКО случайной составляющей погрешности объем выборки определяют по табл.3 при нормальном распределении случайной составляющей погрешности.
Таблица 3
|
Доверительная вероятность |
Объем выборки | ||||||
|
|
10 |
15 |
20 |
25 |
30 |
35 |
50 |
|
0,90 |
200 |
80 |
40 |
30 |
20 |
18 |
10 |
|
0,95 |
200 |
100 |
60 |
40 |
30 |
20 |
15 |
|
0,99 |
250 |
200 |
100 |
60 |
45 |
35 |
20 |
4.4. Если случайная составляющая погрешности распределена по закону, отличному от нормального, для получения заданной доверительной вероятности оценки СКО объем выборки должен быть не менее
 , (13)
, (13)
где - объем выборки по п.4.3;
 - коэффициент эксцесса.
- коэффициент эксцесса.
4.5. СКО случайной составляющей погрешности с заданной доверительной вероятностью контролируют проверкой условия
 . (14)
. (14)
5. Проверка нормальности распределения случайной составляющей погрешности
5.1. Нормальность выборки проверяют посредством оценки и проверки значимости коэффициентов асимметрии и эксцесса.
5.2. Коэффициент асимметрии оценивают по формуле
 , (15)
, (15)
где
 . (16)
. (16)
5.3. Точность оценки коэффициента асимметрии определяют из выражения
 (17)
(17)
или находят из табл.4.
Таблица 4
|
|
10 |
20 |
30 |
40 |
50 |
60 |
100 |
200 |
|
|
0,62 |
0,49 |
0,42 |
0,37 |
0,33 |
0,30 |
0,24 |
0,17 |

5.4. Коэффициент асимметрии принимают значимым, если выполняется условие
 . (18)
. (18)
5.5. Коэффициент эксцесса оценивают по формуле
 , (19)
, (19)
где  - оценка четвертого центрального момента распределения случайной составляющей погрешности, определяемая по формуле
- оценка четвертого центрального момента распределения случайной составляющей погрешности, определяемая по формуле
 , (20)
, (20)
где
 ; (21)
; (21) . (22)
. (22)
5.6. Точность оценки коэффициента эксцесса определяют из выражения
 (23)
(23)
или находят из табл.5.
Таблица 5
|
|
10 |
30 |
60 |
100 |
200 |
|
|
0,92 |
0,75 |
0,63 |
0,48 |
0,34 |

5.7. Коэффициент эксцесса считают существенным, если выполняется условие
 . (24)
. (24)
6. Оценка корреляционной функции случайной составляющей погрешности
6.1. Корреляционную функцию оценивают выражением
 , (25)
, (25)
где  - время задержки;
- время задержки;
 - интервал дискретизации.
- интервал дискретизации.
6.2. При оценке корреляционной функции объем выборки  должен быть не менее 50, а максимальное время задержки
должен быть не менее 50, а максимальное время задержки  - не более 0,25 .
- не более 0,25 .
6.3. Значение коэффициента корреляции, после которого корреляционную функцию считают практически равной нулю (значение интервала корреляции), определяют на основе СКО выборочных коэффициентов корреляции.
6.4. Точность оценки корреляционной функции характеризуется СКО коэффициентов корреляции.
Значения СКО коэффициентов корреляции для задержек  определяют по формуле
определяют по формуле
 . (26)
. (26)
6.5. Если все  , начиная с
, начиная с  таковы, что интервал
таковы, что интервал  включает нулевое значение корреляционной функции, то
включает нулевое значение корреляционной функции, то  устанавливают в качестве интервала корреляции.
устанавливают в качестве интервала корреляции.
Интервал времени между отсчетами погрешности при оценке (контроле) погрешности, составляющих погрешности, вариации и дрейфа выбирают больше либо равным интервалу корреляции.
ПРИЛОЖЕНИЕ 4
Справочное
МЕТОДЫ ПРЕДВАРИТЕЛЬНОЙ ОЦЕНКИ
И КОНТРОЛЯ ДИНАМИЧЕСКИХ ХАРАКТЕРИСТИК
1. Полные динамические характеристики оценивают с помощью оценки вспомогательных параметров, функционально связанных с коэффициентами полных динамических характеристик.
2. Для оценки вспомогательных параметров на вход изделия подают кусочно-постоянный сигнал, изменяющий свои значения через интервал времени  , и считывают выходной сигнал в моменты времени
, и считывают выходной сигнал в моменты времени  (черт.1).
(черт.1).
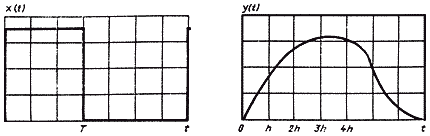
Черт.1
3. Для инерционных изделий порядка не выше второго значения выходного сигнала в момент времени  связаны со значениями этого сигнала в предыдущие моменты времени, а также со значениями входного сигнала через вспомогательные параметры уравнением
связаны со значениями этого сигнала в предыдущие моменты времени, а также со значениями входного сигнала через вспомогательные параметры уравнением
 . (1)
. (1)
4. Вспомогательные параметры  ,
,  ,
,  ,
,  оценивают стандартным методом наименьших квадратов. В результате определяют оценки
оценивают стандартным методом наименьших квадратов. В результате определяют оценки  ,
,  ,
,  ,
,  вспомогательных параметров и их
вспомогательных параметров и их  ,
,  ,
,  ,
,  .
.
4.1. Для оценки параметров , , , проводят предварительный эксперимент, в результате которого на вход изделия подают перепад входного сигнала 0,8 1,0
1,0  с погрешностью
с погрешностью  и временем нарастания, не превышающим 0,01 времени установления
и временем нарастания, не превышающим 0,01 времени установления  выходного сигнала.
выходного сигнала.
С выхода изделия через интервал времени  считывают выходной сигнал в моменты времени
считывают выходной сигнал в моменты времени  с погрешностью
с погрешностью  .
.
4.2. Для  ,
,  = 1, 2, 3 вычисляют величину
= 1, 2, 3 вычисляют величину
 . (2)
. (2)
4.3. Для , = 1, 2, 3 вычисляют величины
 , (3)
, (3) . (4)
. (4)
4.4. Для , = 1, 2, 3 вычисляют величины
 ;
;  , (5)
, (5) . (6)
. (6)
4.5. Находят максимальное из значений  ,
,  ,
,  , = 1, 2, 3.
, = 1, 2, 3.
4.6. Если максимальным явилось значение , то выбирают  и эксперимент проводят по следующему плану.
и эксперимент проводят по следующему плану.
На вход изделия подают ступенчатый сигнал  длительностью 3.
длительностью 3.
С выхода изделия в моменты времени , 2, 3, 4 снимают показания  ,
,  ,
,  ,
,  . Через время
. Через время  эксперимент повторяют раз.
эксперимент повторяют раз.
4.7. Формируют матрицу
 , (7)
, (7)
определитель которой равен  .
.
4.8. Оценки наименьших квадратов параметров , , , находят по формулам:
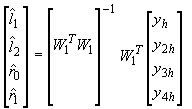 , (8)
, (8)
где - символ транспонирования.
4.9. Ковариационная матрица оценок параметров равна
 , (9)
, (9)
где  - дисперсия остаточных ошибок, оцениваемая по формуле
- дисперсия остаточных ошибок, оцениваемая по формуле
 , (10)
, (10)
где  - остаточная сумма квадратов ошибок, оцениваемая как
- остаточная сумма квадратов ошибок, оцениваемая как
 . (11)
. (11)
4.10. Если максимальным явилось значение , то выбирают и эксперимент проводят по следующему плану.
На вход изделия подают ступенчатый сигнал длительностью 2.
С выхода изделия в моменты времени , 2, 3, 4 снимают показания , , , . После выдержки изделия в течение времени после снятия последнего значения выходного сигнала эксперимент повторяют раз.
4.11. Формируют матрицу
 , (12)
, (12)
определитель которой равен  .
.
4.12. Оценки наименьших квадратов искомых параметров и их ковариационной матрицы находят по пп.4.8 и 4.9.
4.13. Если максимальным явилось значение , то выбирают и эксперимент проводят по следующему плану.
На вход изделия подают ступенчатый сигнал длительностью . С выхода изделия в моменты времени , 2, 3, 4 снимают показания , , , .
Формируют матрицу
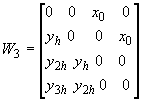 , (13)
, (13)
определитель которой равен  .
.
4.14. Оценки наименьших квадратов искомых параметров и их ковариационной матрицы находят по пп.4.8 и 4.9.
5. Определение вида и коэффициентов дифференциального уравнения основано на их связи с видом и параметрами уравнения дискретной модели. Указанная связь приведена в таблице.
6. Последовательность операций по установлению вида дифференциального уравнения приведена на черт.2.
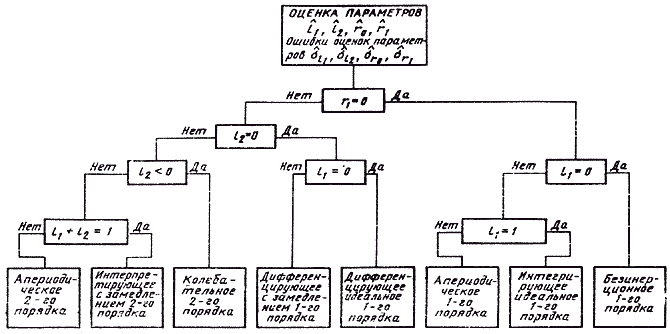
Черт.2
Все соотношения на черт.2 проверяют статистически. Например, =0, если нуль попадает в интервал  , =1, если единица попадает в интервал
, =1, если единица попадает в интервал  .
.
7. Структуру и коэффициенты аналитического выражения полных динамических характеристик определяют исходя из установленного вида дифференциального уравнения и вспомогательных параметров в соответствии с таблицей.
|
|
|
Способ нормирования полных динамических характеристик изделий ГСП |
| ||||||
|
N п/п |
Вид и порядок динамической |
Дифференциальное уравнение |
Импульсная |
Переходная характеристика |
Передаточная функция |
Комплексная частотная характеристика |
Амплитудно-частотная характеристика |
Фазо- |
Коэффициенты аналитического выражения полных динамических характеристик, представленные через оценки вспомогательных |
|
1 |
Безынер- |
|
|
|
|
|
|
0 |
|
|
2 |
Интегри- |
|
|
|
|
|
|
|
|
|
3 |
Апериодичес- |
|
|
|
|
|
|
- arctg |
|
|
4 |
Дифферен- |
|
|
|
|
|
|
|
|
|
5 |
Дифферен- |
|
|
|
|
|
|
arctg |
|
|
6 |
Колебательное 2-го порядка |
|
|
|
|
|
|
- arctg |
|
|
7 |
Интегри- |
|
|
|
|
|
|
arctg |
|
|
8 |
Апериодичес- |
|
|
|
|
|
|
-arctg |
|





 ;
; 






 >0
>0 ;
;







 ;
;
 ;
;





 при
при ;
;




 ;
;






 ;
;
 ;
;
 ;
;
 ;
;






 ;
;





 - -arctg
- -arctg


ПРИЛОЖЕНИЕ 5
Обязательное
ОЦЕНКА И КОНТРОЛЬ ТИПОВЫХ ХАРАКТЕРИСТИК
1. Математическое ожидание систематической составляющей погрешности -  изделий конкретного типа (группы) оценивают по формуле
изделий конкретного типа (группы) оценивают по формуле
 , (1)
, (1)
где - число испытуемых экземпляров изделий;
 - значение систематической составляющей погрешности -го экземпляра изделия.
- значение систематической составляющей погрешности -го экземпляра изделия.
2. При заданной допустимой относительной погрешности оценки  минимально допустимое число экземпляров изделий, подлежащих испытанию, определяют из соотношения
минимально допустимое число экземпляров изделий, подлежащих испытанию, определяют из соотношения
 , (2)
, (2)
где  - оценка СКО систематической составляющей погрешности на совокупности изделий, определяемая по формуле
- оценка СКО систематической составляющей погрешности на совокупности изделий, определяемая по формуле
 ; (3)
; (3)
- коэффициент, зависящий от заданной доверительной вероятности (выбирают из табл.2).
3. СКО систематической составляющей погрешности  оценивают по формуле (3).
оценивают по формуле (3).
4. При заданной относительной погрешности  и доверительной вероятности оценки необходимое для испытаний число экземпляров изделий определяют по таблице.
и доверительной вероятности оценки необходимое для испытаний число экземпляров изделий определяют по таблице.
|
Доверительная вероятность |
Число экземпляров изделий при относительной погрешности | ||||||
|
|
10 |
15 |
20 |
25 |
30 |
35 |
50 |
|
0,90 |
200 |
80 |
40 |
30 |
20 |
18 |
10 |
|
0,95 |
200 |
100 |
60 |
40 |
30 |
20 |
15 |
|
0,99 |
250 |
200 |
100 |
60 |
45 |
35 |
20 |
5. Остальные метрологические и точностные характеристики по п.1.4 оценивают (контролируют) на основе обработки данных о значениях индивидуальных характеристик выборочной партии изделий в соответствии с приложением 6.
ПРИЛОЖЕНИЕ 6
Справочное
УСТАНОВЛЕНИЕ (ОЦЕНКА) ПРЕДЕЛОВ МЕТРОЛОГИЧЕСКИХ
И ТОЧНОСТНЫХ ХАРАКТЕРИСТИК ИЗДЕЛИЙ ГСП И ИХ КОНТРОЛЬ
1. В тех случаях, когда метрологические и точностные характеристики вновь разрабатываемых изделий нормируют поэтапно, по мере освоения их промышленного выпуска, а также при переходе на нормирование метрологических или точностных характеристик изделий серийного и массового производства в соответствии с требованиями ГОСТ 23222-88, допускается устанавливать пределы отдельных типовых метрологических или точностных характеристик на основе статистической обработки данных о значениях индивидуальных характеристик выборочной партии изделий.
2. Пределы метрологических (точностных) характеристик по п.1.4 настоящего стандарта устанавливают исходя из доверительной вероятности , заданного процента  изделий, которым допускается находиться в этих пределах, и коэффициента технологического запаса .
изделий, которым допускается находиться в этих пределах, и коэффициента технологического запаса .
3. Если в стандартах и технических условиях на изделия конкретного типа (группы) нет иных указаний, значение в процентах выбирают из ряда: 90, 95, 99, а коэффициент технологического запаса принимают равным 0,2.
4. Определяют границы значений характеристики , в которых с вероятностью находится заданная доля изделий из числа испытанных изделий
 ; (1)
; (1) , (2)
, (2)
где  - оценка математического ожидания характеристики на множестве изделий, определяемая по формуле (1)
- оценка математического ожидания характеристики на множестве изделий, определяемая по формуле (1)
приложения 5;
 - оценка СКО характеристики (), определяемая по формуле (3) приложения 5;
- оценка СКО характеристики (), определяемая по формуле (3) приложения 5;
 - коэффициент, зависящий от величин , , .
- коэффициент, зависящий от величин , , .
Коэффициент находят по формуле
 , (3)
, (3)
где  в зависимости от выбирают из табл.1.
в зависимости от выбирают из табл.1.
Таблица 1
|
|
0,90 |
0,95 |
0,99 |
|
|
1,7 |
2,0 |
2,6 |
 в зависимости от выбирают из табл.2.
в зависимости от выбирают из табл.2.
Таблица 2
|
|
0,90 |
0,95 |
0,99 |
|
|
1,3 |
1,7 |
2,3 |
5. При уточнении пределов характеристик по п.1.4 настоящего стандарта к полученной верхней  (нижней
(нижней  ) границе прибавляют (вычитают) долю, равную произведению этой границы на значение коэффициента технологического запаса.
) границе прибавляют (вычитают) долю, равную произведению этой границы на значение коэффициента технологического запаса.
 (4)
(4)
или
 . (5)
. (5)
6. Для изделий различных модификаций, а также при внесении изменений в конструкцию изделий, что может повлечь за собой изменение их метрологических или точностных характеристик, допускается контролировать правильность нормирования или уточнять пределы характеристик путем обработки результатов оценки индивидуальных характеристик выборочной партии изделий.
7. Новые пределы метрологических и точностных характеристик устанавливают в соответствии с пп.2-5.
8. При необходимости контроля правильности нормирования пределов метрологических и точностных характеристик пределы характеристик, полученные в соответствии с формулой (4) или (5), сравнивают с пределами, нормированными в стандартах или технических условиях на изделия конкретного типа (группы).
9. Если в стандартах или технических условиях на изделия нет иных указаний, нормирование считают правильным, если значение технологического запаса лежит в пределах 0,10,3.
ПРИЛОЖЕНИЕ 7
Справочное
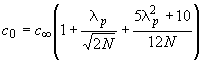
Выбор укрупненной методики и алгоритма оценки (контроля)
метрологических и точностных характеристик
Черт.1
Примечание. На черт.1 использованы следующие сокращенные обозначения укрупненных методик и алгоритмов оценки (контроля):
ЭСО - экземпляра, статика, ориентировочно;
ЭСТ - экземпляра, статика, точно;
ЭСТП - экземпляра, статика, точно, предварительный;
ЭДО - экземпляра, динамика, ориентировочно;
ЭДТ - экземпляра, динамика, точно;
ЭДТП - экземпляра, динамика, точно, предварительный;
ТСН - типа, статика, нормирование;
ТСНП - типа, статика, нормирование, предварительный;
TCP -типа, статика, рациональность;
ТДН - типа, динамика, нормирование;
ТДНП - типа, динамика, нормирование, предварительный;
ТДР - типа, динамика, рациональность.
Пример 1. [ЭДТП] - алгоритм оценки (контроля) и индивидуальной динамической характеристики с заданными показателями точности в результате предварительного эксперимента.
Пример 2. М[ТСП] - методика проверки рациональности нормирования типовых статических характеристик.
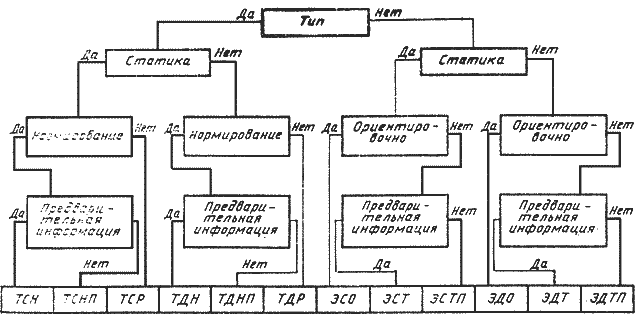
Выбор методики и алгоритма ориентировочной оценки (контроля)
метрологических и точностных характеристик
Черт.2
Примечание. На черт.2 использованы следующие условные обозначения методик и алгоритмов ориентировочной оценки (контроля) в зависимости от задач оценки (контроля).
[ ] - ориентировочная оценка без учета дрейфа, вариации и случайной составляющей погрешности;
] - ориентировочная оценка без учета дрейфа, вариации и случайной составляющей погрешности;
 - ориентировочная оценка без учета дрейфа, вариации и случайной составляющей погрешности;
- ориентировочная оценка без учета дрейфа, вариации и случайной составляющей погрешности;
[ ] - учитывается только вариация;
] - учитывается только вариация;
[ ] - учитывается только дрейф;
] - учитывается только дрейф;
 - учитываются только вариация и случайная составляющая погрешности;
- учитываются только вариация и случайная составляющая погрешности;
 - учитываются только дрейф и случайная составляющая погрешности;
- учитываются только дрейф и случайная составляющая погрешности;
[ ] - учитываются только вариация и дрейф;
] - учитываются только вариация и дрейф;
 - учитываются вариация, дрейф и случайная составляющая погрешности.
- учитываются вариация, дрейф и случайная составляющая погрешности.
Пример 1. [] - алгоритм ориентировочной оценки (контроля) при необходимости учета вариации и дрейфа.
Пример 2.  - методика ориентировочной оценки (контроля) при необходимости учета вариации, дрейфа и случайной составляющей погрешности.
- методика ориентировочной оценки (контроля) при необходимости учета вариации, дрейфа и случайной составляющей погрешности.
Выбор методики и алгоритма точной оценки метрологических
и точностных характеристик в статическом режиме

Черт.3
Примечание. На черт.3 использованы следующие обозначения:
|
[-]- |
существенна |
|
||||
|
[ |
существенны |
|
||||
|
[ |
то же |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
|
[ |
" |
|
||||
 ] -
] -  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]  ]
]
 ]
]  ]
]  ]
]  ]
]