ГОСТ 10071-89
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ ОДНОЗАХОДНОЙ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ
Допуски
Gauges for single trapezoidal thread. Tolerances
MКC 17.040.30
ОКП 39 3160
Дата введения 1990-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.10.89 N 3214
3. Стандарт полностью соответствует СТ СЭВ 353-88
4. ВЗАМЕН ГОСТ 10071-79
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть | |
|
Вводная часть, разд.1, 3.8, 4.2, 5.2 | |
|
Вводная часть | |
|
Разд.2 |
6. ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на резьбовые и гладкие калибры для контроля однозаходной трапецеидальной резьбы с профилем по ГОСТ 9484, с основными размерами по ГОСТ 24737 и допусками по ГОСТ 9562 и устанавливает виды калибров, профиль резьбы, длину рабочей части, допуски и формулы для определения размеров резьбовых и гладких калибров.
1. ОБОЗНАЧЕНИЯ
В настоящем стандарте приняты следующие обозначения:
|
|
- ширина канавки резьбового калибра-пробки, резьбового калибра-кольца или ролика с укороченным профилем резьбы; |
|
|
- номинальный наружный диаметр наружной резьбы; |
|
|
- номинальный средний диаметр наружной резьбы; |
|
|
- номинальный внутренний диаметр наружной резьбы; |
|
|
- номинальный внутренний диаметр внутренней резьбы; |
|
|
- номинальный средний диаметр внутренней резьбы; |
|
|
- номинальный наружный диаметр внутренней резьбы; |
|
|
- верхнее отклонение среднего диаметра наружной резьбы; |
|
|
- расстояние между линией среднего диаметра и вершиной укороченного профиля резьбы калибра; |
|
|
- высота укороченного профиля резьбы калибра; |
|
|
- допуск гладкого калибра-пробки для внутренней резьбы; |
|
|
- допуск гладкого калибра-кольца или калибра-скобы для наружной резьбы; |
|
|
- допуск гладкого контрольного калибра-пробки для нового гладкого калибра-скобы и контрольного калибра-пробки для контроля износа гладкого калибра-скобы; |
|
|
- длина свинчивания группы "длинных" по ГОСТ 9562; |
|
|
- расстояние между серединой поля допуска |
|
|
- среднее значение длины свинчивания |
|
|
- шаг резьбы; |
|
|
- радиус закругления впадины полного профиля резьбы калибра; |
|
|
- допуск среднего диаметра резьбового контрольного проходного и непроходного калибров-пробок, резьбового калибра-пробки для контроля износа и установочного калибра-пробки; |
|
|
- допуск наружного диаметра наружной резьбы; |
|
|
- допуск среднего диаметра наружной резьбы; |
|
|
- допуск внутреннего диаметра внутренней резьбы; |
|
|
- допуск среднего диаметра внутренней резьбы; |
|
|
- допуск шага резьбы калибра; |
|
|
- допуск среднего диаметра резьбового проходного и непроходного калибров-пробок; |
|
|
- допуск среднего диаметра резьбового проходного и непроходного калибров-колец; |
|
|
- допуск угла наклона боковой стороны резьбы калибра с полным профилем; |
|
|
- допуск угла наклона боковой стороны резьбы калибра с укороченным профилем; |
|
|
- допуск симметричности канавки во впадине резьбы укороченного профиля резьбы калибра; |
|
|
- величина среднедопустимого износа резьбовых проходных калибров-пробок и калибров-колец; |
|
|
- величина среднедопустимого износа резьбовых непроходных калибров-пробок и калибров-колец; |
|
|
- расстояние от середины поля допуска |
|
|
- расстояние от середины поля допуска |
|
|
- расстояние от середины поля допуска |
|
|
- расстояние от середины поля допуска |












 по
по 










2. ВИДЫ КАЛИБРОВ
Для контроля резьбы должны применяться калибры и соответствующие им контрольные и установочные калибры видов:
для наружной резьбы:
ПР (1), КПР-ПР (2), КПР-НЕ (3), К-И (6), ПР (7), У-ПР (8), НЕ (9), У-НЕ (10), НЕ (11), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16), ПР (17), НЕ (18), К-ПР (19), К-НЕ (20), К-И (25);
для внутренней резьбы:
ПР (21), НЕ (22), ПР (23) и НЕ (24).
Номера видов калибров, их наименование, назначение и правила применения - по ГОСТ 24939.
3. ПРОФИЛЬ РЕЗЬБЫ И ДЛИНА РАБОЧЕЙ ЧАСТИ КАЛИБРОВ
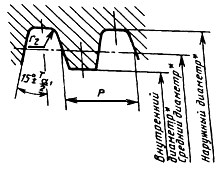
3.1. Калибры-пробки видов КПР-ПР (2), У-ПР (8), У-НЕ (10), КНЕ-ПР (12), КНЕ-НЕ (13), КИ-НЕ (16) и ПР (21) должны иметь полный профиль резьбы в соответствии с черт.1, калибры-кольца вида ПР (1) и калибры-скобы вида ПР (7) - в соответствии с черт.2.
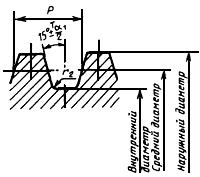
Черт.1
________________
* Не регламентируется для калибров вида ПР (7).
Черт.2
3.2. Полный профиль резьбы калибра изготавливается с радиусом закругления  по впадине.
по впадине.
Значение радиуса должно соответствовать указанным в табл.1.
Таблица 1
мм
|
|
|
|
1,5 |
0,15 |
|
2; 3; 4; 5 |
0,25 |
|
6; 7; 8; 9; 10; 12 |
0,50 |
|
14; 16; 18; 20; 22; 24; 28; 32; 36; 40; 44; 48 |
1,00 |
Примечание. Размеры являются исходными при проектировании резьбообразующего инструмента и не подлежат обязательному контролю.
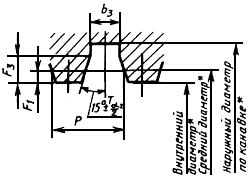
3.3. Калибры-пробки видов КПР-НЕ (3), К-И (6) и НЕ (22) должны иметь укороченный профиль резьбы в соответствии с черт.3, калибры-скобы вида НЕ (9) и калибры-кольца вида НЕ (11) - в соответствии с черт.4.
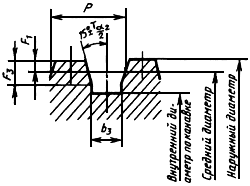
Черт.3
________________
* Не регламентируется для калибра вида ПР (9).
Черт.4
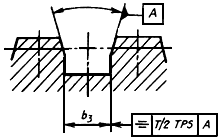
3.4. Укороченный профиль резьбы калибра должен выполняться с канавкой шириной  и размерами
и размерами  и
и  .
.
Форма канавки произвольная.
Числовые значения , и должны соответствовать указанным в табл.2.
Таблица 2
мм
|
|
|
|
|
| |
|
Номин. |
Пред. откл. |
||||
|
1,5 |
0,15 |
0,60 |
±0,04 |
0,04 |
От 0,20 до 0,51 |
|
2 |
0,20 |
0,85 |
±0,05 |
0,05 |
" 0,20 " 0,57 |
|
3 |
0,30 |
1,25 |
±0,08 |
0,08 |
" 0,32 " 0,92 |
|
4 |
0,40 |
1,70 |
±0,10 |
0,10 |
От 0,40 до 1,15 |
|
5 |
0,50 |
2,20 |
" 0,50 " 1,15 | ||
|
6 |
0,60 |
2,65 |
" 0,70 " 1,30 | ||
|
7 |
0,70 |
3,10 |
|
|
" 0,89 " 1,52 |
|
8 |
0,80 |
3,60 |
" 0,99 " 1,73 | ||
|
9 |
0,90 |
4,05 |
" 1,20 " 1,93 | ||
|
10 |
1,00 |
4,50 |
" 1,37 " 2,12 | ||
|
12 |
1,20 |
5,40 |
" 1,76 " 2,51 | ||
|
14 |
1,40 |
6,35 |
±0,15 |
0,15 |
От 1,77 до 2,89 |
|
16 |
1,60 |
7,25 |
" 2,16 " 3,28 | ||
|
18 |
1,80 |
8,20 |
" 2,45 " 3,57 | ||
|
20 |
2,00 |
9,15 |
|
" 2,75 " 3,87 | |
|
22 |
2,20 |
10,10 |
" 3,04 " 4,16 | ||
|
24 |
2,40 |
11,05 |
" 3,33 " 4,45 | ||
|
28 |
2,80 |
12,90 |
" 4,01 " 5,13 | ||
|
32 |
3,20 |
14,90 |
±0,20 |
0,20 |
От 4,13 до 5,63 |
|
36 |
3,60 |
16,85 |
" 4,63 " 6,12 | ||
|
40 |
4,00 |
18,70 |
|
" 5,31 " 6,80 | |
|
44 |
4,40 |
20,60 |
" 5,89 " 7,39 | ||
|
48 |
4,80 |
22,50 |
" 6,48 " 7,97 | ||

Примечание. Вместо размера и допуска симметричности  допускается контролировать высоту .
допускается контролировать высоту .
Значение является справочным и служит для расчета наружного и внутреннего диаметров резьбы калибров с укороченным профилем и непосредственному контролю не подлежит.
3.5. Допуск симметричности канавки шириной относительно базовой плоскости симметрии боковых сторон профиля резьбы (черт.5) должен быть не более значений, указанных в табл.2.
Черт.5
Предельное отклонение ширины канавки может быть увеличено на удвоенную разность между допуском симметричности и отклонением симметричности, если отклонение симметричности меньше допуска симметричности .
3.6. Профиль ролика резьбового калибра-скобы видов ПР (7) и НЕ (9) при угле подъема резьбы свыше 4° подлежит корректированию.
3.7. Профиль ролика калибра вида НЕ (9) должен быть выполнен так, чтобы он соприкасался только с двумя боковыми сторонами контролируемой резьбы согласно черт.6.
Черт.6
3.8. Длина резьбы рабочей части резьбовых калибров должна быть не менее значений, указанных в табл.3.
Таблица 3
|
Обозначение (номер вида) калибра |
Длина резьбы рабочей части калибра, мм |
|
ПР (1) |
0,8 |
|
КПР-ПР (2) |
0,8 |
|
КПР-НЕ (3) |
3 |
|
К-И (6) |
3 |
|
ПР (7) |
0,8 |
|
У-ПР (8) |
0,8 |
|
НЕ (9) |
В соответствии с п.3.7 |
|
У-НЕ (10) |
3 |
|
НЕ (11) |
3 |
|
КНЕ-ПР (12) |
3 |
|
КНЕ-НЕ (13) |
3 |
|
КИ-НЕ (16) |
3 |
|
ПР (21) |
0,8 |
|
НЕ (22) |
3 |

Примечание. Для длин свинчивания  по ГОСТ 9562 длина резьбы рабочей части проходных калибров должна составлять не менее 0,8 длины свинчивания резьбы.
по ГОСТ 9562 длина резьбы рабочей части проходных калибров должна составлять не менее 0,8 длины свинчивания резьбы.
3.9. Длина рабочей части гладких калибров для контроля наружного диаметра наружной резьбы и внутреннего диаметра внутренней резьбы должна быть не менее значений, указанных в табл.4.
Таблица 4
|
Обозначение (номер вида) калибра |
Длина рабочей части калибра, |
|
ПР(7) |
3 |
|
|
0,8 |
|
НЕ (18) |
3 |
|
К-ПР (19) |
3 |
|
К-НЕ (20) |
3 |
|
ПР (23) |
0,8 |
|
НЕ (24) |
3 |
|
К-И (25) |
3 |
4. ДОПУСКИ РЕЗЬБОВЫХ КАЛИБРОВ
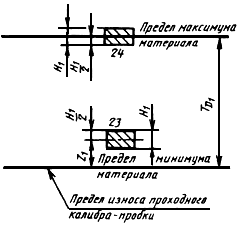
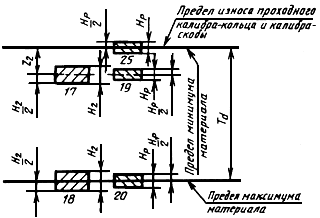
4.1. Расположение полей допусков среднего диаметра резьбы калибров для контроля наружной резьбы и относящихся к ним контрольных и установочных калибров-пробок должно соответствовать указанному на черт.7, а для контроля внутренней резьбы - указанному на черт.8.
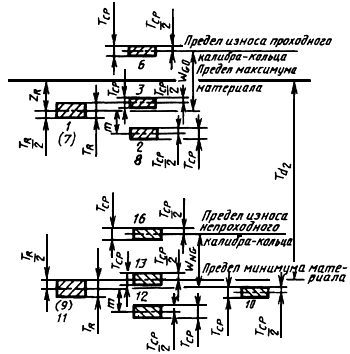
Черт.7
Примечания:
1. Числа у полей допусков обозначают номера видов калибров.
2. Поля допусков калибров видов ПР (7) и НЕ (9) являются справочными и изображены условно.
Черт.8
4.2. Допуски и величины, определяющие положение полей допусков и предел износа резьбовых калибров, должны соответствовать указанным в табл.5.
Таблица 5
мкм
|
|
|
|
|
|
|
|
|
| ||
|
Калибр- кольцо |
Калибр- пробка |
Калибр- кольцо |
Калибр- пробка | |||||||
|
Св. 125 до 200 |
26 |
16 |
14 |
22 |
12 |
17 |
30 |
25 |
22 |
17 |
|
" 200 " 315 |
34 |
20 |
18 |
28 |
17 |
23 |
37 |
30 |
28 |
22 |
|
" 315 " 500 |
42 |
26 |
22 |
35 |
29 |
35 |
48 |
39 |
36 |
28 |
|
Св. 500 до 800 |
54 |
32 |
26 |
43 |
40 |
46 |
60 |
48 |
45 |
33 |
|
" 800 " 1180 |
66 |
38 |
30 |
51 |
48 |
54 |
72 |
57 |
54 |
39 |
|
" 1180 " 1700 |
80 |
48 |
38 |
62 |
58 |
64 |
90 |
72 |
68 |
49 |
|
" 1700 " 2120 |
96 |
58 |
46 |
74 |
70 |
76 |
108 |
87 |
81 |
60 |
 ;
; 

Примечания:
1. Значения  максимальные. При расчете размеров резьбовых калибров видов КПР-ПР (2), У-ПР (8), У-НЕ (10) и КНЕ-ПР (12) допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибров на величину до
максимальные. При расчете размеров резьбовых калибров видов КПР-ПР (2), У-ПР (8), У-НЕ (10) и КНЕ-ПР (12) допускается увеличение наименьшего предельного размера среднего диаметра резьбы калибров на величину до  для обеспечения запаса на износ.
для обеспечения запаса на износ.
2. С целью ограничения числа проходных калибров для контроля резьбы с одинаковым основным отклонением, но разной степени точности рекомендуется изготовлять их для резьбы с наименьшими значениями допусков, установленными в ГОСТ 9562.
3. Допуски  ,
,  , включают в себя отклонения формы профиля резьбы и отклонение от цилиндричности среднего диаметра.
, включают в себя отклонения формы профиля резьбы и отклонение от цилиндричности среднего диаметра.
4.3. Допуски угла наклона боковой стороны резьбы калибров должны быть расположены симметрично  или
или  относительно номинального угла.
относительно номинального угла.
Значения  для полного профиля резьбы и
для полного профиля резьбы и  для укороченного профиля резьбы должны соответствовать указанным в табл.6.
для укороченного профиля резьбы должны соответствовать указанным в табл.6.
Таблица 6
|
|
|
|
|
1,5 |
12 |
16 |
|
2 |
10 |
14 |
|
3 |
9 |
13 |
|
4; 5 |
8 |
11 |
|
6; 7; 8; 9 |
10 | |
|
10; 12; 14; 16; 18; 20 |
7 |
9 |
|
22; 24; 28; 32; 36; 40; 44; 48 |
6 |
8 |

4.4. Допуск шага  резьбовой части калибров должен соответствовать указанному в табл.7.
резьбовой части калибров должен соответствовать указанному в табл.7.
Таблица 7
|
Длина резьбы рабочей части калибра, мм |
|
|
До 32 |
5 |
|
Св. 32 " 50 |
6 |
|
" 50 " 80 |
7 |
|
" 80 " 120 |
8 |
|
" 120 |
Примечания:
1. Значение относится к расстояниям между любыми витками резьбы калибра.
2. Действительное отклонение может быть со знаком минус или плюс.
5. ДОПУСКИ ГЛАДКИХ КАЛИБРОВ
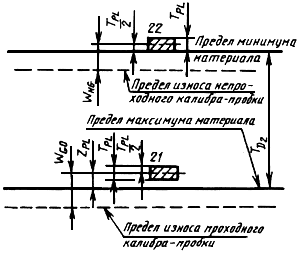
5.1. Расположение полей допусков гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров-пробок должно соответствовать указанному на черт.9, а для гладких калибров для контроля внутреннего диаметра внутренней резьбы - на черт.10.
Черт.9
Черт.10
5.2. Допуски и величины, определяющие положение полей допусков и предел износа гладких калибров для контроля наружного диаметра наружной резьбы и относящихся к ним контрольных калибров должны соответствовать указанным в табл.8, а для калибров для контроля внутреннего диаметра внутренней резьбы - в табл.9.
Таблица 8
мкм
|
|
|
|
|
|
Св. 140 до 335 |
16 |
4 |
38 |
|
" 335 " 850 |
30 |
6 |
54 |
|
" 850 " 950 |
42 |
8 |
60 |
|
" 950 " 1120 |
46 |
10 |
80 |
|
" 1120 " 1500 |
52 |
12 |
90 |
Таблица 9
|
мкм | ||
|
|
|
|
|
Св. 180 до 375 |
16 |
38 |
|
" 375 " 710 |
26 |
52 |
|
" 710 " 1250 |
46 |
65 |
|
" 1250 " 1600 |
58 |
80 |
|
" 1600 " 2120 |
64 |
90 |
6. РАСЧЕТ КАЛИБРОВ
6.1. Размеры диаметров резьбовых калибров для контроля наружной резьбы и относящихся к ним контрольных и установочных калибров-пробок должны определяться по формулам, указанным в табл.10, а для калибров для контроля внутренней резьбы - указанным в табл.11.
Таблица 10
|
Обозна- чение (номер вида) калибра |
Наименование |
Про- филь резьбы по чер- тежу |
Наружный диаметр |
Средний диаметр |
Внутренний диаметр | |||
|
Номин. |
Пред. откл. |
Номин. |
Пред. |
Номин. |
Пред. откл. | |||
|
ПР (1) |
Калибр-кольцо резьбовой проходной нерегулируемый |
2 |
|
- |
|
|
|
|
|
КПР-ПР (2) |
Калибр-пробка резьбовой контрольный проходной для нового резьбового проходного нерегулируемого калибра-кольца |
1 |
|
|
|
|
|
- |
|
КПР-НЕ (3) |
Калибр-пробка резьбовой контрольный непроходной для нового резьбового проходного нерегулируемого калибра-кольца |
3 |
|
|
|
|
|
- |
|
К-И (6) |
Калибр-пробка резьбовой контрольный для контроля износа резьбового проходного нерегулируемого калибра-кольца |
3 |
|
|
|
|
|
- |
|
ПР (7) |
Калибр-скоба резьбовой проходной |
2 |
Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-ПР (8). Радиальное биение профиля роликов не более 5 мкм. | |||||
|
У-ПР (8) |
Калибр-пробка резьбовой установочный для резьбового проходного калибра-скобы |
1 |
|
|
|
|
|
- |
|
НЕ (9) |
Калибр-скоба резьбовой непроходной |
4 |
Размеры и предельные отклонения не регламентированы, а определяются калибром вида У-НЕ (10). Радиальное биение профиля роликов не более 5 мкм. Профиль роликов необходимо выполнять в соответствии с п.3.7. | |||||
|
У-НЕ (10) |
Калибр-пробка резьбовой установочный для резьбового непроходного калибра-скобы |
1 |
|
|
|
|
|
- |
|
НЕ (11) |
Калибр-кольцо резьбовой непроходной нерегулируемый |
4 |
|
- |
|
|
|
|
|
КНЕ-ПР (12) |
Калибр-пробка резьбовой контрольный проходной для нового резьбового непроходного нерегулируемого калибра-кольца |
1 |
|
|
|
|
|
- |
|
КНЕ-НЕ (13) |
Калибр-пробка резьбовой контрольный непроходной для нового резьбового непроходного нерегулируемого калибра- кольца |
1 |
|
|
|
|
|
- |
|
КИ-НЕ (16) |
Калибр-пробка резьбовой контрольный для контроля износа резьбового непроходного нерегулируемого калибра-кольца |
1 |
|
|
|
|
|
- |
 ,
,









 ,
,





Примечания:
1. Числовые значения  следует принимать с учетом их знаков.
следует принимать с учетом их знаков.
2. Формулы для расчета размеров и предельные отклонения среднего диаметра калибров-колец видов ПР (1) и НЕ (11) приведены для координирования полей допусков контрольных калибров и контроля калибров-колец измерительными приборами.
3. Значения  и
и  калибров-пробок видов К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
калибров-пробок видов К-И (6) и КИ-НЕ (16) следует принимать по табл.5 для калибров-колец.
4. При расчете размеров калибров-колец вида ПР (1) с номинальным диаметром резьбы свыше 160 мм по согласованию с заказчиком допускается увеличение допуска внутреннего диаметра от  до
до  .
.
Таблица 11
|
Обозна- |
Наименование и назначение калибра |
Профиль резьбы по чертежу |
Наружный диаметр |
Средний диаметр |
Внутренний диаметр | ||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Предел износа |
Номин. |
Пред. откл. | |||
|
ПР (21) |
Калибр-пробка резьбовой проходной |
1 |
|
|
|
|
|
|
- |
|
|
Калибр-пробка резьбовой непроходной |
3 |
|
|
|
|
|
|
- |






6.2. Размеры диаметров гладких калибров для контроля наружного диаметра наружной резьбы и их контрольных калибров-пробок должны определяться по формулам, указанным в табл.12, а для контроля внутреннего диаметра внутренней резьбы - в табл.13.
Таблица 12
|
Обозначение (номер вида) калибра |
Наименование и назначение калибра |
Диаметр калибра | |
|
|
|
Номин. |
Пред. откл. |
|
ПР (17) |
Калибр-кольцо гладкий проходной или калибр-скоба гладкий проходной |
|
|
|
НЕ (18) |
Калибр-скоба гладкий непроходной или калибр-кольцо гладкий непроходной |
|
|
|
К-ПР (19) |
Калибр-пробка гладкий контрольный проходной для нового гладкого проходного калибра-скобы |
|
|
|
К-НЕ (20) |
Калибр-пробка гладкий контрольный проходной для нового гладкого непроходного калибра-скобы |
|
|
|
К-И (25) |
Калибр-пробка гладкий контрольный для контроля износа гладкого проходного калибра-скобы |
|
|




Таблица 13
|
Обозначение (номер вида) калибра |
Наименование и назначение калибра |
Диаметр калибра | ||
|
Номин. |
Пред. откл. |
Предел износа | ||
|
ПР (23) |
Калибр-пробка гладкий проходной |
|
|
|
|
НЕ (24) |
Калибр-пробка гладкий непроходной |
|
|
- |



Текст документа сверен по:
официальное издание
Калибры. Часть 2: Сборник стандартов. -
М.: ИПК Издательство стандартов, 2003