ГОСТ 6628-73
Группа Г86
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРЮКИ ДВУРОГИЕ. ЗАГОТОВКИ
Типы. Конструкция и размеры
Ramshorn hooks. Blanks.
Type. Construction and dimensions
Дата введения 1975-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого, энергетического и транспортного машиностроения СССР
РАЗРАБОТЧИКИ
А.С.Липатов, С.П.Маркин, В.Л.Грищенко, Н.М.Колпаков, Л.В.Бурдукский
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 11.11.73 N 2435
3. Срок проверки - 1994 г.; периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 6628-63
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
2.1, 2.3 | |
|
2.2 | |
|
2.2 | |
|
Приложение |
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации
7. ПЕРЕИЗДАНИЕ (июль 1996 г.) с Изменением N 1, утвержденным в декабре 1991 г. (ИУС 4-92)
Настоящий стандарт распространяется на заготовки двурогих кованых и штампованных крюков с цилиндрическим хвостовиком, применяемых в грузоподъемных машинах.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 1).
1. ТИПЫ
1.1. Заготовки крюков должны изготовляться следующих типов:
А - с коротким хвостовиком;
Б - с удлиненным хвостовиком.
1.2. Заготовки крюков должны изготовляться методом горячей объемной штамповки (I) и методом свободной ковки (II).
2. КОНСТРУКЦИЯ И РАЗМЕРЫ
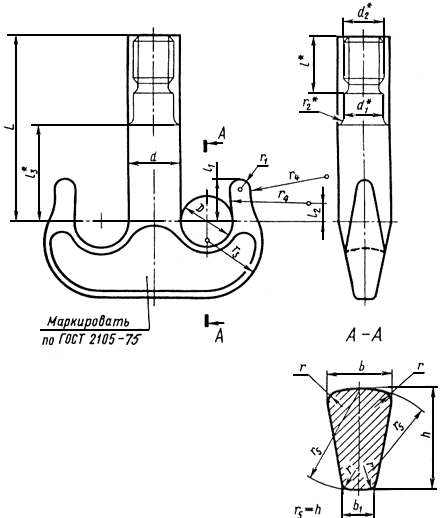
2.1. Конструкция и размеры заготовок крюков должны соответствовать указанным на чертеже и в таблице.
(Измененная редакция, Изм. N 1).
_____________
* Размеры для справок.
Размеры в мм
|
Номер заготовки крюка |
|
|
|
|
|
| ||||||||
|
Номин. |
Пред. откл. для метода |
Номин. |
Пред. откл. для метода |
Номин. |
Пред. откл. для метода |
Номин. |
Пред. откл. для метода | |||||||
|
I |
II |
I |
II |
I |
II |
I |
II | |||||||
|
1 |
60 |
+3,9 |
+8 |
56 |
+3,9 |
+8 |
50 |
M48 |
35 |
+3,7 |
+7 |
18 |
+3,7 |
+7 |
|
2 |
70 |
+4,1 |
62 |
+4,1 |
+9 |
55 |
M52 |
40 |
+3,9 |
+8 |
20 |
+3,9 |
+8 | |
|
3 |
80 |
+9 |
68 |
60 |
M56 |
45 |
22 |
|||||||
|
4 |
90 |
+4,4 |
80 |
+4,4 |
+10 |
70 |
M64 |
50 |
+4,2 |
25 |
+4,2 |
|||
|
5 |
100 |
+5,4 |
+10 |
85 |
+5,4 |
75 |
Трап. |
60 |
+5,4 |
+9 |
30 |
+5,2 |
+9 | |
|
6 |
115 |
+6,4 |
95 |
+6,4 |
+11 |
85 |
Трап. 80х10 |
65 |
+6,4 |
32 |
+6,2 |
|||
|
7 |
125 |
+6,5 |
+11 |
110 |
100 |
Трап. 90х12 |
75 |
+12 |
38 |
+12 | ||||
|
8 |
145 |
+8,5 |
+14 |
125 |
+8,5 |
+14 |
110 |
Трап. 100х12 |
85 |
+8,4 |
42 |
+8,2 |
||
|
9 |
160 |
+11,5 |
135 |
+11,5 |
120 |
Трап. 110х12 |
95 |
+11,4 |
+17 |
48 |
+11,2 |
|||
|
10 |
180 |
+18 |
160 |
+18 |
140 |
Трап. 120х16 |
105 |
52 |
+11,4 |
+14 | ||||
|
11 |
200 |
+13,8 |
170 |
+13,5 |
150 |
Трап. 140х16 |
115 |
+13,4 |
+18 |
58 |
+13,4 |
+16 | ||
|
12 |
220 |
+22 |
190 |
+13,8 |
+22 |
170 |
Трап. 160х16 |
130 |
+13,5 |
+20 |
65 |
+13,4 |
||
|
13 |
250 |
+24 |
200 |
180 |
Трап. 170х16 |
150 |
75 |
+13,4 |
||||||
|
14 |
280 |
+14,0 |
220 |
200 |
Трап. 180х20 |
165 |
+22 |
85 |
||||||






Продолжение
Размеры в мм
|
Номер заготовки крюка |
|
|
|
|
|
|
|
|
|
|
|
Масса, кг | ||||
|
Номин. |
Пред. откл. для метода |
Тип А |
Тип Б |
Тип А |
Тип Б | |||||||||||
|
I |
II |
|||||||||||||||
|
1 |
60 |
+3,9 |
+8 |
230 |
475 |
70 |
50 |
22 |
70 |
10 |
10 |
3 |
65 |
100 |
8 |
12 |
|
2 |
70 |
+4,1 |
+9 |
260 |
520 |
75 |
55 |
25 |
80 |
12 |
80 |
115 |
11 |
17 | ||
|
3 |
75 |
+10 |
280 |
580 |
80 |
60 |
28 |
85 |
4 |
90 |
125 |
14 |
21 | |||
|
4 |
85 |
+4,4 |
325 |
640 |
90 |
70 |
30 |
100 |
15 |
15 |
100 |
135 |
20 |
30 | ||
|
5 |
95 |
+5,4 |
+12 |
360 |
700 |
95 |
80 |
35 |
110 |
16 |
115 |
145 |
28 |
39 | ||
|
6 |
110 |
+6,4 |
420 |
760 |
100 |
85 |
40 |
120 |
20 |
5 |
125 |
165 |
41 |
55 | ||
|
7 |
120 |
470 |
820 |
115 |
95 |
45 |
130 |
18 |
22 |
135 |
180 |
60 |
78 | |||
|
8 |
140 |
+8,5 |
+14 |
525 |
875 |
130 |
115 |
50 |
150 |
20 |
25 |
160 |
200 |
90 |
112 | |
|
9 |
150 |
+11,5 |
590 |
940 |
140 |
130 |
55 |
170 |
22 |
26 |
175 |
230 |
126 |
155 | ||
|
10 |
170 |
+16 |
660 |
1000 |
150 |
140 |
65 |
180 |
30 |
6 |
200 |
260 |
159 |
206 | ||
|
11 |
180 |
+13,5 |
725 |
1050 |
175 |
165 |
70 |
205 |
25 |
220 |
280 |
228 |
265 | |||
|
12 |
210 |
+13,8 |
+23 |
800 |
1150 |
190 |
180 |
80 |
220 |
35 |
8 |
240 |
310 |
302 |
357 | |
|
13 |
235 |
860 |
1175 |
205 |
200 |
95 |
250 |
30 |
265 |
330 |
400 |
471 | ||||
|
14 |
270 |
+14,0 |
900 |
1200 |
230 |
210 |
100 |
260 |
35 |
40 |
10 |
300 |
360 |
530 |
620 | |









_______________
* Соответствует оригиналу. - Примечание .
Примечания:
1. Длина  заготовки крюка указана без припуска на испытания.
заготовки крюка указана без припуска на испытания.
2. Длину для заготовок крюков типа Б разрешается увеличивать не более чем на 100 мм для машин, у которых группа режима работы механизма подъема 6М.
3. В заготовках крюков, изготовляемых методом свободной ковки, несоосность зевов относительно общей оси для заготовок крюков с номера 1 по 5 - не более 8, с 6 по 10 - не более 14, с 11 по 14 - не более 20 мм.
4. В заготовках крюков, изготовляемых методом свободной ковки, допускается в нижней части сечения А-А радиус  не выполнять.
не выполнять.
Пример условного обозначения заготовки крюка 4 типа А:
Заготовка крюка 4А ГОСТ 6628-73
2.2. Метрическая резьба - по ГОСТ 16093-81 с полем допусков 6g, трапецеидальная - по ГОСТ 9562-81.
2.3. Технические требования, методы испытаний, маркировка и транспортирование - по ГОСТ 2105-75.
2.4. Грузоподъемность крюков должна соответствовать величинам, указанным в приложении.
ПРИЛОЖЕНИЕ
Обязательное
НАИБОЛЬШАЯ ГРУЗОПОДЪЕМНОСТЬ КРЮКОВ, т
|
Номер заготовки крюка |
Для машин и механизмов с ручным приводом |
Для механизмов групп режима работы по ГОСТ 25835-83 | |
|
до 4М |
5М и 6М | ||
|
1 |
8,0 |
6,3 |
5,0 |
|
2 |
10,0 |
8,0 |
6,3 |
|
3 |
12,5 |
10,0 |
8,0 |
|
4 |
16,0 |
12,5 |
10,0 |
|
5 |
20,0 |
16,0 |
12,5 |
|
6 |
- |
20,0 |
16,0 |
|
7 |
- |
25,0 |
20,0 |
|
8 |
- |
32,0 |
25,0 |
|
9 |
- |
40,0 |
32,0 |
|
10 |
- |
50,0 |
40,0 |
|
11 |
- |
63,0 |
50,0 |
|
12 |
- |
80,0 |
63,0 |
|
13 |
- |
100,0 |
80,0 |
|
14 |
- |
- |
100,0 |
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1996