Группа Г34
ИЗМЕНЕНИЕ N 3
ГОСТ 10304-80 "Заклепки. Общие технические условия"
Дата введения 1991-01-01
УТВЕРЖДЕНО И ВВЕДЕНО В ДЕЙСТВИЕ постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 25.06.90 N 1793
Наименование стандарта после слова “Заклепки” дополнить словами: “классов точноcти B и C”; “classes B and C”.
Пункт 1.1. Исключить слова: “и шероховатости поверхности”.
Пункт 1.3. Таблица 1. Графа “Вид”. Заменить слова: “Легированная” на “Низколегированная”, “Нержавеющая сталь” на “Коррозионно-стойкие стали”;
графа “Марка”. Заменить марки: Ст 2 на Ст 2*; Ст 3 на Ст 3*; 12Х18Н9Т на 12Х18Н9Т, 12Х18Н10Т; 10 на 10*; 15 на 15*;
графа* “Обозначение стандарта”. Исключить ссылки: ГОСТ 14085-79, ГОСТ 499-70;
_______________
* В тексте ГОСТ 10304-80* в таблице 1 в графе "Обозначение стандарта отсутствуют ссылки на ГОСТ 14085-79, ГОСТ 499-70. Примечание .
заменить ссылки: ГОСТ 1050-74 на ГОСТ 1050-88, ГОСТ 5632-72 на ГОСТ 5632-72, ГОСТ 5949-75; ГОСТ 859-78 на ГОСТ 859-78, ГОСТ 1535-71;
таблицу дополнить сноской: “* Сведения о материалах приведены в справочном приложении 2”.
Пункт 1.5. Таблица 2. Графа “Марка”. Заменить марку: 12Х18Н9Т на 12Х18Н9Т, 12Х18Н10Т;
графа “Временное сопротивление срезу, МПа (кгс/мм ), не менее”. Заменить значения: 310(31), 330(33), 310(31) на 250(25).
), не менее”. Заменить значения: 310(31), 330(33), 310(31) на 250(25).
Пункт 1.3а изложить в новой редакции: “1.3а. Заклепки должны изготовляться с покрытиями или без покрытий. Виды покрытий и их условные обозначения - по ГОСТ 1759.0-87. Выбор толщины покрытий - по ГОСТ 9.303-84”.
Пункт 1.4. Заменить ссылку*: ГОСТ 9.301-78 на ГОСТ 9.301-86.
_______________
В тексте ГОСТ 10304-80* в п.1.4 указана ссылка на ГОСТ 9.301-86. Примечание .
Пункт 1.7 изложить в новой редакции: “1.7. Заклепка должна выдерживать испытание в холодном состоянии на прочность соединения головки со стержнем. Изгиб головки по отношению к стержню на угол 15° должен происходить без возникновения поперечных надрывов”.
Пункт 1.8 дополнить словами: “Испытанию на расклепываемость допускается не подвергать заклепки, изготовленные методом холодной штамповки, и термообработанные заклепки”.
Пункт 1.9 Первый абзац. Исключить слово: “закатов”;
четвертый абзац. Заменить слова: “следы инструмента” на “следы инструмента и закаты”.
Раздел 1 дополнить пунктом - 1.9а: “1.9а. Шероховатость поверхности заклепок не должна превышать:
 =6,3 мкм для класса точности В,
=6,3 мкм для класса точности В,
=50 мкм для класса точности С.
Шероховатость поверхностей заклепок, изготовленных методом холодной штамповки, и шероховатости торца стержня не контролируются”.
Пункт 1.10. Заменить слова: “Предельные отклонения” на “Поля допусков и предельные отклонения”;
таблица 3. Заменить слова: “Предельное отклонение” на “Поля допусков и предельные отклонения”.
Пункт 1.11 изложить в новой редакции: “1.11. Допускаемые отклонения формы и расположения поверхностей не должны превышать следующих значений:
косой срез стержня (черт. 1):
 =3° для диаметров от 1 до 16 мм;
=3° для диаметров от 1 до 16 мм;
=5° " " свыше 16 мм;
допуск перпендикулярности опорной и торцовой поверхностей головок относительно оси стержня (черт. 1)  ; =0,0175
; =0,0175  для класса точности В и =0,0349 для класса точности С;
для класса точности В и =0,0349 для класса точности С;
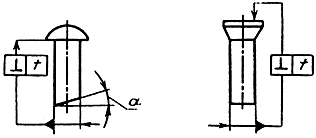
Черт. 1
высота цилиндрического пояска  и недопрессовка на вершине головок в виде площадок
и недопрессовка на вершине головок в виде площадок  (черт. 2) - согласно табл. 4.
(черт. 2) - согласно табл. 4.
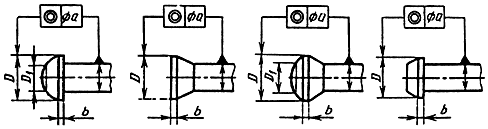
Черт. 2
Таблица 4
мм
|
|
До 3 |
Св. 3 до 6 |
Св. 6 до10 |
Св. 10 до 18 |
Св. 18 до 30 |
Св. 30 до 50 |
Св. 50 |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
 , не более
, не более
Для заклепок диаметром стержня до 6 мм по согласованию между изготовителем и потребителем допускается увеличение значений , указанных в табл. 4 на 0,1 мм;
допуск соосности оси головки относительно оси стержня (черт. 2) - согласно табл. 5.
Таблица 5
мм
|
|
От 1 до 1,6 |
Св. 1,6 до 2,5 |
Св. 2,5 до 5 |
Св. 5 до 8 |
Св. 8 до 18 |
Св. 18 до 24 |
Св. 24 до 36 |
|
|
0,2 |
0,32 |
0,4 |
0,6 |
1,0 |
2,0 |
3,0 |


уменьшение диаметра стержня, измеренное на расстоянии, равном диаметру стержня от конца заклепки, - согласно табл. 6.
Таблица 6
мм
|
|
От 1 до10 |
Св. 10 до 13 |
Св. 13 до 18 |
Св. 18 до 30 |
Св. 30 до 36 |
|
Уменьшение диаметра конца стержня |
В пределах нижнего отклонения |
|
|
|
|
Раздел 2 изложить в новой редакции:
“2. Приемка
2.1. Правила приемки заклепок - по ГОСТ 17769-83.
2.2. Каждая партия заклепок должна сопровождаться документом о качестве с указанием:
наименования или товарного знака завода-изготовителя;
условного обозначения заклепок;
перечня и результатов проведенных испытаний;
массы нетто партии;
средств временной противокоррозионной защиты и срока защиты.
Примечание. Допускается вкладывать документ о качестве заклепок в тару или контейнер, при этом должна обеспечиваться сохранность его при транспортировании".
Раздел 3. Наименование изложить в новой редакции: "3. Методы контроля и испытаний".
Пункт 3.5. Второй абзац. Заменить слово: "длинной" на "короткой".
Пункт 3.6 дополнить словами: "Допускаются другие методы контроля высоты головок".
Пункт 3.9. Заменить слова: "половиной разности" на "разностью"; дополнить словами: "измеренных с помощью штангенглубиномера или микрометрического глубиномера. Допускаются другие методы контроля".
Пункт 3.10. Заменить слова: "величины угла" на "величины угла и радиуса скругления", "отклонение от перпендикулярности торца стержня относительно оси" на "косой срез стержня и соосность головки относительно оси стержня".
Раздел 3 дополнить пунктом - 3.14: "3.14. Методика контроля покрытий - по ГОСТ 9.302-88".
Стандарт дополнить разделом - 4:
"4. Транспортирование и хранение
Упаковка заклепок, маркировка тары, транспортирование и хранение - по ГОСТ 18160-72".
Приложение. Текст под схемой. Позиция 5. Заменить обозначения: 01, 03, 38 на 01, 03, 21, 38; дополнить словами: "Допускается не указывать марку материала для групп 01, 03, 21, 38".
Пункт 6. Исключить слова: "Условное обозначение покрытия, которое не предусмотрено в настоящем стандарте, - по ГОСТ 9.073-77".
Пример условного обозначения. Заменить обозначение: 03 на 136.
Стандарт дополнить приложением - 2:
“ПРИЛОЖЕНИЕ 2
Справочное
Материалы для изготовления заклепок
Кроме стандартных материалов, приведенных в табл. 1, для изготовления заклепок применяют следующие марки стали: Ст2, Ст3 по ОСТ 14-2-188-86 и ОСТ 14-15-193-86; сталь марок 10,15 по ТУ 3-80-80”.
Текст документа сверен по:
официальное издание
ИУС N 10, 1990