ГОСТ 25455-82
(СТ СЭВ 2797-80)
Группа Г16
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОДШИПНИКИ КАЧЕНИЯ.
ВТУЛКИ ЗАКРЕПИТЕЛЬНЫЕ И СТЯЖНЫЕ
Технические условия
Rolling bearings.
Tapered and withdrawal sleevs.
Technical requirements
ОКП 46 0000
Срок действия с 01.07.83
до 01.07.88*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 22.07.91 N 1279
(ИУС N 10, 1991 год). - Примечание .
РАЗРАБОТАН Министерством автомобильной промышленности
ИСПОЛНИТЕЛИ
С.А.Доброборский (руководитель темы); Т.П.Клюбина
ВНЕСЕН Министерством автомобильной промышленности
Зам. министра В.П.Коломников
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 13 сентября 1982 г. N 3607
ВЗАМЕН ГОСТ 8530-57 в части закрепительных втулок
Настоящий стандарт распространяется на закрепительные и стяжные втулки, размеры которых установлены ГОСТ 24208-80 и ГОСТ 13014-80.
Стандарт не распространяется на штампованные закрепительные втулки исполнения 2 по ГОСТ 24208-80 диаметром  до 100 мм.
до 100 мм.
Стандарт полностью соответствует СТ СЭВ 2797-80.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Втулки должны быть изготовлены в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
1.2. Обозначения размеров втулок должны соответствовать указанным на черт.1 и 2.
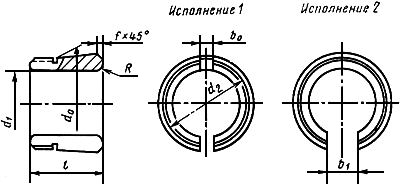
Черт.1
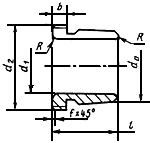
Черт.2
Обозначения:
 - номинальный диаметр конуса втулки (= по ГОСТ 24208-80 и ГОСТ 13014-80);
- номинальный диаметр конуса втулки (= по ГОСТ 24208-80 и ГОСТ 13014-80);
 - номинальный диаметр отверстия втулки;
- номинальный диаметр отверстия втулки;
 - наружный диаметр резьбы втулки;
- наружный диаметр резьбы втулки;
 - длина втулки;
- длина втулки;
 - ширина борта с резьбой стяжной втулки;
- ширина борта с резьбой стяжной втулки;
 - ширина паза закрепительной втулки исполнения 1;
- ширина паза закрепительной втулки исполнения 1;
 - ширина паза закрепительной втулки исполнения 2;
- ширина паза закрепительной втулки исполнения 2;
 - радиус закругления кромок отверстия втулок;
- радиус закругления кромок отверстия втулок;
 - координата фаски.
- координата фаски.
1.3. Втулки должны быть изготовлены из стали марки 20 по ГОСТ 1050-74, ГОСТ 8731-74, ГОСТ 8733-74.
1.4. Предельные отклонения размеров, формы и взаимного расположения поверхностей втулок должны соответствовать указанным в табл.1 и 2.
Таблица 1
|
Интервалы номинальных размеров |
Предельные отклонения, мкм | |
|
верхн. |
нижн. | |
|
От 1 до 3 |
+250 |
|
|
Св. 3 " 6 |
+300 |
|
|
" 6 " 10 |
+360 |
0 |
|
" 10 " 18 |
+430 |
|
|
" 18 " 30 |
+520 |
|
|
" 30 " 50 |
+620 |
|
 , мм
, мм
Таблица 2
|
Интервалы номинальных диаметров |
Предельные отклонения, мкм |
Разностенность |
Предельное отклонение | |||
|
|
|
|
||||
|
верхн. |
нижн. |
верхн. |
нижн. |
мкм, не более | ||
|
От 18 до 30 |
-33 |
+84 |
20 |
33 | ||
|
" 30 " 50 |
-39 |
+100 |
25 |
39 | ||
|
" 50 " 80 |
-46 |
+120 |
25 |
46 | ||
|
" 80 " 120 |
-54 |
+140 |
25 |
54 | ||
|
" 120 " 180 |
0 |
-63 |
+160 |
0 |
30 |
63 |
|
" 180 " 250 |
-72 |
+185 |
40 |
72 | ||
|
" 250 " 315 |
-81 |
+210 |
50 |
81 | ||
|
" 315 " 400 |
-89 |
+230 |
60 |
89 | ||
|
" 400 " 500 |
-97 |
+250 |
65 |
97 | ||
|
" 500 " 630 |
-110 |
+280 |
70 |
110 | ||
|
" 630 " 800 |
-125 |
+320 |
75 |
125 | ||
Примечания:
1. Допуск на диаметр конуса распространяется на все радиальные сечения в границах длины конуса и устанавливается по номинальному диаметру конуса .
2. Отклонение от наклона образующей относительно оси конуса допускается только в сторону большего наклона.
3. Действительные отклонения формы и расположения поверхностей не должны выходить за границы предельных отклонений размеров каждого параметра.
1.5. Предельные отклонения диаметра и диаметра резьбы действительны до разрезания втулки.
1.6. Предельные отклонения ширины борта с резьбой стяжной втулки и длины втулок не должны превышать значений, указанных в табл.3.
Таблица 3
|
мм | ||
|
Интервалы номинальных размеров |
Предельные отклонения | |
|
верхн. |
нижн. | |
|
До 30 |
+0,5 |
-0,5 |
|
Св. 30 " 120 |
+0,8 |
-0,8 |
|
" 120 " 315 |
+1,2 |
-1,2 |
|
" 315 " 500 |
+2 |
-2 |
1.7. Предельные отклонения угла конуса - АТ 8 по ГОСТ 8908-81.
8 по ГОСТ 8908-81.
1.8. Параметры шероховатости поверхностей втулок по ГОСТ 24208-80 и ГОСТ 13014-80 должны соответствовать значениям, указанным в табл.4.
Таблица 4
|
Интервалы номинальных диаметров |
Параметр шероховатости поверхности, мкм, не более | ||
|
отверстия |
конуса |
остальных поверхностей | |
|
До 120 |
1,6 |
0,80 |
|
|
Св. 120 |
2,5 |
1,25 |
|

1.9. Основные размеры метрической резьбы - по ГОСТ 24705-81*, трапецеидальной резьбы - по ГОСТ 24737-81.
___________________
* На территории Российской Федерации действует ГОСТ 24705-2004. - Примечание .
1.10. Точность метрической резьбы устанавливается по ГОСТ 16093-81, поле допуска 6g.
1.11. Резьба должна быть полной, чистой, без заусенцев и сорванных ниток.
Заходная нитка у резьбы с шагом 2 мм и более должна быть срезана до  высоты. До внутреннего диаметра резьбы должна быть снята фаска под углом 45°.
высоты. До внутреннего диаметра резьбы должна быть снята фаска под углом 45°.
1.12. Поверхности втулок должны быть без забоин, трещин, раковин, следов коррозии и прочих дефектов, видимых невооруженным глазом.
1.13. Пазы втулок не должны иметь острых кромок.
Фаски втулок должны быть скруглены или изготовлены под углом 45°. Размеры закруглений и фасок должны соответствовать указанным в табл.5.
Таблица 5
мм
|
Толщина стенки |
Интервалы номинальных диаметров втулки |
Размер скругления |
Координаты фаски | |
|
закрепительной |
стяжной |
|||
|
2,5 |
До 65 |
До 150 |
0,5 |
0,4 |
|
5 |
От 65 " 120 |
От 150 " 200 |
1,5 |
0,5 |
|
10 |
" 120 " 420 |
" 200 " 500 |
2,0 |
1,0 |
|
15 |
" 420 " 630 |
" 500 " 630 |
3,5 |
2,5 |
|
20 |
" 630 |
" 630 |
5,0 |
4,0 |

 Х45°
Х45°
Примечание. Для втулок с толщиной стенки менее 2,5 мм и должны быть не более 0,3 мм.
2. МЕТОДЫ КОНТРОЛЯ
2.1. Контроль проводят у окончательно обработанных втулок (в разрезанном состоянии).
Размеры , , , непостоянство диаметра отверстия втулки и угол конуса (п.1.4) контролируются до разрезания втулки.
2.2. Внешний вид втулок (пп.1.11-1.13) проверяют осмотром невооруженным глазом.
2.3. Основные размеры втулок проверяют предельными калибрами или универсальным измерительным инструментом.
Проверку резьбы производят резьбовыми калибрами.
2.4. Диаметр отверстия контролируют с помощью калибра или измерительным прибором на нормируемом участке, ограниченном крайними сечениями, расположенными на расстоянии 0,1 от обоих торцов.
2.5. Отклонения диаметра конуса и угла конуса измеряют на измерительном приборе для контроля конуса.
2.6. Разностенность конуса относительно отверстия втулки измеряют по схеме, приведенной на черт.3, в любых радиальных плоскостях на измерительном приборе, при этом положение втулки должно быть зафиксировано жестким упором сбоку.
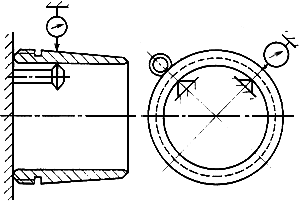
Черт.3
2.7. Параметр шероховатости поверхностей втулок контролируют сравнением с рабочими образцами по ГОСТ 8.300-78 или на приборах.
3. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
3.1. Втулки должны быть маркированы на широком торце.
3.2. Втулки в сборе с подшипниками качения допускается не маркировать.
Маркировка должна содержать:
условное обозначение закрепительной втулки - по ГОСТ 24208-80, стяжной втулки - по ГОСТ 13014-80, наименование или товарный знак предприятия-изготовителя, наименование страны-изготовителя (при поставке на экспорт).
3.3. Консервация, упаковка, маркировка транспортной тары втулок - по ГОСТ 520-71.
3.4. Втулки должны храниться в упакованном состоянии в помещении с температурой не более 30 °С и относительной влажностью воздуха не более 60%. Резкие изменения температуры не допустимы.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1982