ГОСТ 1139-80
(СТ СЭВ 6844-89)*
______________
* Обозначение стандарта. Измененная редакция, Изм. N 2.
Группа Г14
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ПРЯМОБОЧНЫЕ
Размеры и допуски
Basic norms of interchangeability. Straight-sided splined joints.
Dimensions and tolerances
Срок действия с 01.01.82
до 01.01.92*
_______________________________
* Ограничение срока действия снято
Постановлением Госстандарта СССР
от 26.10.90 N 2696 (ИУС N 1, 1991 год). -
Примечание .
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 3 июня 1980 г. N 2516
ПЕРЕИЗДАНИЕ (ноябрь 1988 г.) с Изменением N 1, утвержденным в январе 1982 г. (ИУС 3-82).
ВНЕСЕНО Изменение N 2, утвержденное и введенное в действие Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.10.90 N 2695 с 01.01.92 и опубликованное в ИУС N 1, 1991 год
Изменение N 2 внесено юридическим бюро по тексту ИУС N 1, 1991 год
Настоящий стандарт распространяется на шлицевые соединения общего назначения с прямобочным профилем зубьев, расположенных параллельно оси соединения и с боковыми сторонами профиля, параллельными оси симметрии шлица вне окружности диаметра, и устанавливает число зубьев, номинальные размеры соединений легкой, средней и тяжелой серий, а также допуски для соединений с центрированием по внутреннему диаметру, по наружному диаметру и по боковым сторонам зубьев.
Стандарт не распространяется на специальные шлицевые соединения, которые отличаются от регламентируемых настоящим стандартом номинальными размерами и видом центрирования.
Стандарт не распространяется на изделия, спроектированные до 1980 г.
Стандарт полностью соответствует стандартам СТ СЭВ 187-75 и СТ СЭВ 188-75.
(Измененная редакция, Изм. N 2).
1. РАЗМЕРЫ
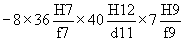
1.1. Основные размеры и числа зубьев шлицевых соединений должны соответствовать указанным на чертеже и в табл.1-3.
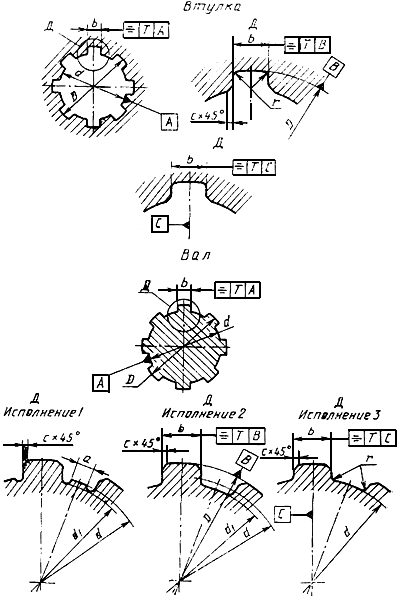
Чертеж. (Измененная редакция, Изм. N 2).
Таблица 1
|
Размеры легкой серии, мм | |||||||||||
|
|
Число зубьев |
|
|
|
|
|
|
|
|||
|
|
|
Номин. |
Пред. откл. |
||||||||
|
6х23х26 |
6 |
23 |
26 |
6 |
22,1 |
3,54 |
0,3 |
+0,2 |
0,2 |
||
|
6х26х30 |
6 |
26 |
30 |
6 |
24,6 |
3,85 |
0,3 |
+0,2 |
0,2 |
||
|
6х28х32 |
6 |
28 |
32 |
7 |
26,7 |
4,03 |
0,3 |
+0,2 |
0,2 |
||
|
8х32х36 |
6 |
32 |
36 |
6 |
30,4 |
2,71 |
0,4 |
+0,2 |
0,3 |
||
|
8х36х40 |
8 |
36 |
40 |
7 |
34,5 |
3,46 |
0,4 |
+0,2 |
0,3 |
||
|
8х42х46 |
8 |
42 |
46 |
8 |
40,4 |
5,03 |
0,4 |
+0,2 |
0,3 |
||
|
8х46х50 |
8 |
46 |
50 |
9 |
44,6 |
5,75 |
0,4 |
+0,2 |
0,3 |
||
|
8х52х58 |
8 |
52 |
58 |
10 |
49,7 |
4,89 |
0,5 |
+0,3 |
0,5 |
||
|
8х56х62 |
8 |
56 |
62 |
10 |
53,6 |
6,38 |
0,5 |
+0,3 |
0,5 |
||
|
8х62х68 |
8 |
62 |
68 |
12 |
59,8 |
7,31 |
0,5 |
+0,3 |
0,5 |
||
|
10х72х78 |
10 |
72 |
78 |
12 |
69,6 |
5,45 |
0,5 |
+0,3 |
0,5 |
||
|
10х82х88 |
10 |
82 |
88 |
12 |
79,3 |
8,62 |
0,5 |
+0,3 |
0,5 |
||
|
10х92х98 |
10 |
92 |
98 |
14 |
89,4 |
10,08 |
0,5 |
+0,3 |
0,5 |
||
|
10х102х108 |
10 |
102 |
108 |
16 |
99,9 |
11,49 |
0,5 |
+0,3 |
0,5 |
||
|
10х112х120 |
10 |
112 |
120 |
18 |
108,8 |
10,72 |
0,5 |
+0,3 |
0,5 |
||

 , не менее
, не менее  , не более
, не более
Таблица 2
|
Размеры средней серии, мм | |||||||||
|
|
Число зубьев |
|
|
|
|
|
|
| |
|
|
Номин. |
Пред. откл. |
|||||||
|
6х11х14 |
6 |
11 |
14 |
3,0 |
9,9 |
- |
0,3 |
+0,2 |
0,2 |
|
6х13х16 |
6 |
13 |
16 |
3,5 |
12,0 |
- |
0,3 |
+0,2 |
0,2 |
|
6х16х20 |
6 |
16 |
20 |
4,0 |
14,5 |
- |
0,3 |
+0,2 |
0,2 |
|
6x18x22 |
6 |
18 |
22 |
5,0 |
16,7 |
- |
0,3 |
+0,2 |
0,2 |
|
6х21х25 |
6 |
21 |
25 |
5,0 |
19,5 |
1,95 |
0,3 |
+0,2 |
0,2 |
|
6х23х28 |
6 |
23 |
28 |
6,0 |
21,3 |
1,34 |
0,3 |
+0,2 |
0,2 |
|
6х26х32 |
6 |
26 |
32 |
6,0 |
23,4 |
1,65 |
0,4 |
+0,2 |
0,3 |
|
6х28х34 |
6 |
28 |
34 |
7,0 |
25,9 |
1,70 |
0,4 |
+0,2 |
0,3 |
|
8х32х38 |
8 |
32 |
38 |
6,0 |
29,4 |
- |
0,4 |
+0,2 |
0,3 |
|
8х36х42 |
8 |
36 |
42 |
7,0 |
33,5 |
1,02 |
0,4 |
+0,2 |
0,3 |
|
8х42х48 |
8 |
42 |
48 |
8,0 |
39,5 |
2,57 |
0,4 |
+0,2 |
0,3 |
|
8x46x54 |
8 |
46 |
54 |
9,0 |
42,7 |
- |
0,5 |
+0,3 |
0,5 |
|
8x52х60 |
8 |
52 |
60 |
10,0 |
48,7 |
2,44 |
0,5 |
+0,3 |
0,5 |
|
8х56х65 |
8 |
56 |
65 |
10,0 |
52,2 |
2,50 |
0,5 |
+0,3 |
0,5 |
|
8х62х72 |
8 |
62 |
72 |
12,0 |
57,8 |
2,40 |
0,5 |
+0,3 |
0,5 |
|
10x72x82 |
10 |
72 |
82 |
12,0 |
67,4 |
- |
0,5 |
+0,3 |
0,5 |
|
10х82х92 |
10 |
82 |
92 |
12,0 |
77,1 |
3,00 |
0,5 |
+0,3 |
0,5 |
|
10x92x102 |
10 |
92 |
102 |
14,0 |
87,3 |
4,50 |
0,5 |
+0,3 |
0,5 |
|
10х102х112 |
10 |
102 |
112 |
16,0 |
97,7 |
6,30 |
0,5 |
+0,3 |
0,5 |
|
10X112x125 |
10 |
112 |
125 |
18,0 |
106,3 |
4,40 |
0,5 |
+0,3 |
0,5 |
Таблица 3
|
Размеры тяжелой серии, мм | ||||||||
|
|
Число зубьев |
|
|
|
|
|
| |
|
|
|
Номин. |
Пред. откл. |
|||||
|
10х16х20 |
10 |
16 |
20 |
2,5 |
14,1 |
0,3 |
+0,2 |
0,2 |
|
10X18x23 |
10 |
18 |
23 |
3,0 |
15,6 |
0,3 |
+0,2 |
0,2 |
|
10x21x26 |
10 |
21 |
26 |
3,0 |
18,5 |
0,3 |
+0,2 |
0,2 |
|
10х23х29 |
10 |
23 |
29 |
4,0 |
20,3 |
0,3 |
+0,2 |
0,2 |
|
10x26x32 |
10 |
26 |
32 |
4,0 |
23,0 |
0,4 |
+0,2 |
0,3 |
|
10х28x35 |
10 |
28 |
35 |
4,0 |
24,4 |
0,4 |
+0,2 |
0,3 |
|
10x32x40 |
10 |
32 |
40 |
5,0 |
28,0 |
0,4 |
+0,2 |
0,3 |
|
10x36х45 |
10 |
36 |
45 |
5,0 |
31,3 |
0,4 |
+0,2 |
0,3 |
|
10х42х52 |
10 |
42 |
52 |
6,0 |
36,9 |
0,4 |
+0,2 |
0,3 |
|
10х46х56 |
10 |
46 |
56 |
7,0 |
40,9 |
0,5 |
+0,3 |
0,5 |
|
16х52х60 |
16 |
52 |
60 |
5,0 |
47,0 |
0,5 |
+0,3 |
0,5 |
|
16x56x65 |
16 |
56 |
65 |
5,0 |
50,6 |
0,5 |
+0,3 |
0,5 |
|
16х62x72 |
16 |
62 |
72 |
6,0 |
56,1 |
0,5 |
+0,3 |
0,5 |
|
16х72х82 |
16 |
72 |
82 |
7,0 |
65,9 |
0,5 |
+0,3 |
0,5 |
|
20х82х92 |
20 |
82 |
92 |
6,0 |
75,6 |
0,5 |
+0,3 |
0,5 |
|
20x92х102 |
20 |
92 |
102 |
7,0 |
85,5 |
0,5 |
+0,3 |
0,5 |
|
20х102х115 |
20 |
102 |
115 |
8,0 |
94,0 |
0,5 |
+0,3 |
0,5 |
|
20х112х125 |
20 |
112 |
125 |
9,0 |
104,0 |
0,5 |
+0,3 |
0,5 |
Примечания:
1. Исполнение 1 дано для изготовления валов соединений легкой и средней серий методом обкатывания. Валы соединений тяжелой серии методом обкатывания не изготовляются.
2. Шлицевые валы исполнений 1 и 3 изготовляются при центрировании по внутреннему диаметру, исполнения 2 - при центрировании по наружному диаметру и боковым сторонам зубьев.
(Измененная редакция, Изм. N 2).
1.2. (Исключен, Изм. N 2).
1.3. Фаска у пазов, отверстия втулки может быть заменена закруглением с радиусом, равным величине фаски  .
.
2. ДОПУСКИ
2.1. Общие положения, допуски и основные отклонения размеров  ,
,  ,
,  шлицевого соединения - по ГОСТ 25346-89.
шлицевого соединения - по ГОСТ 25346-89.
(Измененная редакция, Изм. N 2).
2.2. Поля допусков шлицевых валов и втулок для образования посадок при различных видах центрирования должны соответствовать указанным в табл.4; 5; 5а.
Поля допусков, заключенные в квадратные скобки, являются рекомендуемыми, а поля допусков, отмеченные звездочками, - предпочтительными из числа рекомендуемых (поля допусков, применяемые в ИСО).
Таблица 4
Поля допусков шлицевых валов и втулок
для образования посадок при центрировании по внутреннему диаметру
|
Вид соединения |
Подвижное |
Неподвижное | ||||||||||||||||
|
Поля до- |
Втул- |
|
|
| ||||||||||||||
|
|
Вал |
|
|
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
| |||||||||||||
|
Втул- |
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
||||||||||||||
|
Вал |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
j | ||||||||
|
|
|
|
|
|
|
|
|
|
|
|||||||||

 *
*
 *
*  *
*  *
* 
 *
*  *
* 


 *
* 




 *
*  *
*  *
* 
 *
* 



 *
* 


 *
* 



 7
7 

 *
* 
Примечания:
1. Поля допусков  и
и  применяются только для закаленных нешлифованных втулок.
применяются только для закаленных нешлифованных втулок.
2. Поле допуска  применяется при чистовом фрезеровании незакаленных шлицевых валов.
применяется при чистовом фрезеровании незакаленных шлицевых валов.
Таблица 5
Поля допусков шлицевых валов и втулок для образования посадок
при центрировании по наружному диаметру
|
Вид соединения |
Подвижное |
Неподвижное | |||||||||
|
Поля допусков |
|
||||||||||
|
|
Втулка |
|
|
| |||||||
|
|
|||||||||||
|
|
Вал |
|
|||||||||
|
|
|
|
|
|
| ||||||
|
|
|||||||||||
|
|
Втулка |
|
|
||||||||
|
|
|
|
|
| |||||||
|
|
|
|
|
||||||||
|
|
|
|
|
| |||||||
|
|
|
||||||||||
|
Вал |
|
|
|
|
|||||||
|
|
|
| |||||||||
|
|
|
|
|
|
|
||||||
|
|
|
| |||||||||
|
|
|
|
|
||||||||








Примечания:
1. Поля допусков  и
и  применяются только для закаленных втулок, не подлежащих дополнительной обработке.
применяются только для закаленных втулок, не подлежащих дополнительной обработке.
2. Поле допуска применяется при чистовом фрезеровании незакаленных шлицевых валов.
Таблица 5а
Поля допусков шлицевых валов и втулок для образования посадок
при центрировании по боковым сторонам шлицев
|
Вид соединения |
Подвижное |
Неподвижное | |||||||
|
Поля допусков размера |
Втулка |
|
|
|
|
|
| ||
|
Вал |
|
|
|
|
|
| |||
|
|
|
|
|||||||




Примечание. Рекомендуется применять поле допуска  для незакаленных валов.
для незакаленных валов.
(Измененная редакция, Изм. N 2).
2.3. Рекомендуемые посадки валов и втулок приведены в рекомендуемом приложении 1.
2.4. Поля допусков нецентрирующих диаметров должны соответствовать указанным в табл.6.
Таблица 6
|
Поле допуска | ||||
|
Нецентрирующий диаметр |
Вид центрирования |
Вал* |
Втулка | |
|
Подвижное соединение |
Неподвижное соединение |
|||
|
|
По или |
- |
- |
|
|
|
По |
|
|
|



___________________
* Диаметр не менее диаметра  .
.
(Измененная редакция, Изм. N 2).
2.4.1. Допуски симметричности боковых сторон шлицев в диаметральном выражении по отношению к оси симметрии центрирующего элемента должны соответствовать указанным в табл.7.
Таблица 7
|
|
2,5; 3 |
3,5; 4; 5; 6 |
7; 8; 9; 10 |
12; 14; 16; 18 |
|
IT7 |
0,010 |
0,012 |
0,015 |
0,018 |
(Введен дополнительно, Изм. N 2).
2.5. При длине шлицевого вала или втулки, превышающей длину комплексного калибра, предельные отклонения от параллельности сторон зубьев вала и пазов втулки относительно оси центрирующей поверхности не должны превышать на длине 100 мм:
0,03 мм - в соединениях повышенной точности с допусками на размер от IT6 до IT8;
0,05 мм - в соединениях нормальной точности с допусками на размер от IT9 до IT10.
2.6. Рекомендации по контролю шлицевых соединений приведены в рекомендуемом приложении 2.
2.7. Обозначения шлицевых соединений валов и втулок должны содержать:
букву, обозначающую поверхность центрирования;
число зубьев и номинальные размеры , и соединения, вала и втулки;
обозначения полей допусков или посадок диаметров, а также размера , помещенные после соответствующих размеров.
Допускается не указывать в обозначении допуски нецентрирующих диаметров.
Пример условного обозначения соединения с числом зубьев  =8, внутренним диаметром =36 мм, наружным диаметром =40 мм, шириной зуба =7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования
=8, внутренним диаметром =36 мм, наружным диаметром =40 мм, шириной зуба =7 мм, с центрированием по внутреннему диаметру, с посадкой по диаметру центрирования  по нецентрирующему диаметру
по нецентрирующему диаметру  и по размеру
и по размеру  :
:
То же, при центрировании по наружному диаметру с посадкой по диаметру центрирования  и по размеру
и по размеру  :
:

То же, при центрировании по боковым сторонам:
Пример условного обозначения втулки того же соединения при центрировании по внутреннему диаметру:

То же, вала:
 .
.
(Измененная редакция, Изм. N 2).
2.8. Допускается при необходимости обеспечения взаимозаменяемости в изделиях, спроектированных до 1 января 1980 г., выполнять шлицевые элементы деталей по ГОСТ 1139-58.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РЕКОМЕНДУЕМЫЕ ПОСАДКИ ВАЛОВ И ВТУЛОК
Допуски и посадки, приведенные в настоящем стандарте, не распространяются на шлицевые прямобочные соединения неответственных деталей изделий (например, деталей, не передающих крутящий момент, зубчатые шайбы и т.п.). Область применения посадок настоящим стандартом не устанавливается.
В табл.1-3 приведены поля допусков шлицевых валов и втулок для образования посадок при различных видах центрирования.
Посадки, образованные полями допусков, набранные полужирным шрифтом, являются предпочтительными*.
_________________
* См. примечание к табл.1-3. - Примечание .
1. Центрирование по внутреннему диаметру
Таблица 1
Посадки центрирующего диаметра
|
Поле допуска втулки |
Основное отклонение вала | |||||||
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|






 ;
; 







Таблица 1а
Посадки по боковым сторонам шлицев
|
Поле |
Основное отклонение вала | ||||||||||||
|
|
|
|
|
|
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
- |
- |
- |
- | |||||||
|
|
- |
- |
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
|
- |
- |
- |
|
|
|
- | ||||||
|
|
|
- |
|
|
|
|
- |
- | |||||
|
|
|
- |
|
|
|
|
- |
- | |||||













































Таблица 2
Центрирование по наружному диаметру
Посадки центрирующего диаметра
|
Поле допуска вала | |||||||
|
Поле |
|
|
|
|
|
|
|
|
|
- |
- |
|
|
|
|
|
|
|
|
|
- |
- |
|
- |
- |
|
|
|
|
- |
- |
- |
- |
- |









Таблица 2а
Посадки по боковым сторонам шлицев
|
Поле допуска вала | |||||||
|
Поле |
|
|
|
|
| ||
|
|
|
|
|
|
|
| |
|
|
- |
|
|
|
|
| |
|
|
|
|
|
|
|
- | |












Центрирование по боковым сторонам шлицев
Таблица 3
Посадка по боковым сторонам шлицев
|
Поле |
Поле допуска вала | |||||||
|
|
|
|
|
|
|
| ||
|
|
|
|
|
|
|
|
|
|
|
|
- |
|
|
- |
|
- | ||
|
|
|
|
|
|
|
|
|
|









Примечание. В табл.1, 1а, 2, 2а, 3 посадки, заключенные в квадратные рамки, являются предпочтительными.
(Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РЕКОМЕНДАЦИИ ПО КОНТРОЛЮ ШЛИЦЕВЫХ СОЕДИНЕНИЙ
1. Шлицевые соединения контролируют комплексными калибрами, при этом поэлементный контроль осуществляют непроходными калибрами или измерительными приборами.
В спорных случаях контроль комплексным калибром является главным.
2. При использовании комплексных калибров отверстие считают годным, если комплексный калибр-пробка проходит, а диаметры и ширина паза не выходят за установленные верхние пределы; вал считают годным, если комплексный калибр-кольцо проходит, а диаметры и толщина зуба не выходят за установленные нижние пределы.
3. Комплексные калибры должны соответствовать ГОСТ 24960-81 - ГОСТ 24968-81.
(Введен дополнительно, Изм. N 2).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1982
Юридическим бюро в текст
документа внесено Изменение N 2,
утвержденное Постановлением
Госстандарта СССР от 26.10.90 N 2695