ГОСТ Р 51613-2000
Группа Л26
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ НАПОРНЫЕ ИЗ НЕПЛАСТИФИЦИРОВАННОГО ПОЛИВИНИЛХЛОРИДА
Технические условия
Pressure pipes made of unplasticized polyvinylchloride. Specifications
ОКС 23.040.20
ОКП 22 4821
Дата введения 2001-07-01
Предисловие
1 РАЗРАБОТАН И ВНЕСЕН Техническим комитетом по стандартизации ТК 241 "Пленки, трубы, фитинги, листы и другие изделия из пластмасс"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 6 июня 2000 г. N 152-ст
3 ВВЕДЕН ВПЕРВЫЕ
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2003 год
Поправка внесена юридическим бюро
1 Область применения
Настоящий стандарт распространяется на напорные трубы из непластифицированного поливинилхлорида - НПВХ без раструба и с раструбом (далее - трубы), предназначенные для трубопроводов, транспортирующих воду, в том числе для хозяйственно-питьевого водоснабжения, при температуре от 0 до 45 °С, а также другие жидкие и газообразные вещества (приложение А).
Стандарт не распространяется на трубы для проведения электромонтажных работ и транспортирования горючих газов, предназначенных в качестве сырья и топлива для промышленного и коммунально-бытового использования.
Требования по безопасности изложены в таблице 6.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.030-83 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 12.4.121-83 Система стандартов безопасности труда. Противогазы промышленные фильтрующие. Технические условия
ГОСТ 17.2.3.02-78 Охрана природы. Атмосфера. Правила установления допустимых выбросов вредных веществ промышленными предприятиями
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 868-82 Нутромеры индикаторные с ценой деления 0,01 мм. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8032-84 Предпочтительные числа и ряды предпочтительных чисел
ГОСТ 10708-82 Копры маятниковые. Технические условия
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 12423-66 Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14040-82 Поливинилхлорид и сополимеры винилхлорида. Метод определения числа вязкости разбавленных растворов и значения К
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для разных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22235-76 Вагоны грузовые магистральных железных дорог колеи 1520 мм. Общие требования по обеспечению сохранности при производстве погрузочно-разгрузочных и маневровых работ
ГОСТ 24157-80 Трубы из пластмасс. Метод определения стойкости при постоянном внутреннем давлении
ГОСТ 26277-84 Пластмассы. Общие требования к изготовлению образцов способом механической обработки
ГОСТ 26653-90 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 27078-86 Трубы из термопластов. Методы определения изменения длины труб после прогрева
ГОСТ 29325-92 (ИСО 3126-74) Трубы из пластмасс. Определение размеров
ГОСТ Р 50825-95 (ИСО 2507-72) Трубы и детали соединительные из непластифицированного поливинилхлорида. Определение температуры размягчения по Вика
ГОСТ Р 51121-97 Товары непродовольственные. Информация для потребителя. Общие требования
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 средний наружный диаметр  (мм): Частное от деления наружного периметра трубы, измеренного в любом поперечном сечении, на значение
(мм): Частное от деления наружного периметра трубы, измеренного в любом поперечном сечении, на значение  = 3,142, округленное в большую сторону до 0,1 мм.
= 3,142, округленное в большую сторону до 0,1 мм.
3.2 номинальный наружный диаметр  (мм): Условное обозначение размера, соответствующее минимальному среднему наружному диаметру.
(мм): Условное обозначение размера, соответствующее минимальному среднему наружному диаметру.
3.3 номинальная толщина стенки  (мм): Условное обозначение размера, соответствующее минимальной допустимой толщине стенки трубы, рассчитываемой по следующей формуле и округляемой до 0,1 мм в большую сторону
(мм): Условное обозначение размера, соответствующее минимальной допустимой толщине стенки трубы, рассчитываемой по следующей формуле и округляемой до 0,1 мм в большую сторону
 (1)
(1)
где - номинальный наружный диаметр трубы, мм;
 - серия трубы.
- серия трубы.
3.4 серия труб : Нормированное значение, определяемое по формуле
 (2)
(2)
где  - допускаемое напряжение в стенке трубы, равное
- допускаемое напряжение в стенке трубы, равное  МПа:
МПа:
 - минимальная длительная прочность, МПа,
- минимальная длительная прочность, МПа,
 - коэффициент запаса прочности;
- коэффициент запаса прочности;
 - максимальное рабочее давление в трубопроводе, МПа.
- максимальное рабочее давление в трубопроводе, МПа.
3.5 минимальная длительная прочность (МПа): Напряжение, определяющее свойство материала, применяемого для изготовления труб, полученное путем экстраполяции на срок службы 50 лет при температуре 20 °С данных испытаний труб на стойкость к внутреннему гидростатическому давлению с нижним доверительным интервалом 97,5% и округленное до ближайшего нижнего значения ряда R10 по ГОСТ 8032. Для труб из непластифицированного поливинилхлорида = 25 МПа.
3.6 коэффициент запаса прочности : Коэффициент, который выбирают при проектировании водопроводов равным 2,5, что соответствует напряжению в стенке трубы = 10 МПа (НПВХ 100), и равным 2,0, что соответствует напряжению в стенке трубы = 12,5 МПа (НПВХ 125).
3.7 стандартное размерное отношение  : Отношение номинального наружного диаметра трубы к номинальной толщине стенки . Соотношение между и определяют по следующей формуле
: Отношение номинального наружного диаметра трубы к номинальной толщине стенки . Соотношение между и определяют по следующей формуле
 (3)
(3)
где - серия трубы.
3.8 коэффициент снижения давления  : Коэффициент снижения максимального рабочего давления в зависимости от температуры транспортируемой воды, выбираемый в соответствии с приложением А.
: Коэффициент снижения максимального рабочего давления в зависимости от температуры транспортируемой воды, выбираемый в соответствии с приложением А.
3.9 максимальное рабочее давление (МПа): Максимальное давление воды в трубопроводе, допускаемое при постоянной эксплуатации, рассчитываемое по следующей формуле
 (4)
(4)
где - минимальная длительная прочность, МПа;
- коэффициент запаса прочности;
- стандартное размерное отношение;
- коэффициент снижения давления воды в зависимости от температуры.
3.10 непрозрачность труб Н (%): Отношение светового потока источника, проходящего через образец, к световому потоку источника, выраженное в процентах.
4 Виды и размеры
4.1 Трубы изготовляют следующих видов:
- без раструба;
- с раструбом под соединение с эластичным уплотнительным кольцом специального сечения [1] или другие аналогичные - Р;
- с раструбом под клеевое соединение [2] - РК.
4.2 Размеры и максимальные рабочие давления труб минимальной длительной прочностью = 25,0 МПа при коэффициенте запаса прочности =2,5 (НПВХ 100) должны соответствовать указанным в таблицах 1 и 2.
Таблица 1 - Размеры и максимальные рабочие давления труб НПВХ 100
|
В миллиметрах |
|
Средний наружный диаметр |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 | |||||||
|
|
|
| |||||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|
10 |
+0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,5* |
+0,4 |
|
12 |
+0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,5* |
+0,4 |
|
16 |
+0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,5* |
+0,4 |
|
20 |
+0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
|
25 |
+0,3 |
- |
- |
- |
- |
- |
- |
- |
- |
1,5 |
+0,4 |
1,9 |
+0,4 |
|
32 |
+0,3 |
- |
- |
- |
- |
- |
- |
1,6 |
+0,4 |
1,9 |
+0,4 |
2,4 |
+0,5 |
|
40 |
+0,3 |
- |
- |
1,5* |
+0,4 |
1,6 |
+0,4 |
1,9 |
+0,4 |
2,4 |
+0,5 |
3,0 |
+0,6 |
|
50 |
+0,3 |
- |
- |
1,6 |
+0,4 |
2,0 |
+0,5 |
2,4 |
+0,5 |
3,0 |
+0,6 |
3,7 |
+0,6 |
|
63 |
+0,3 |
1,6 |
+0,4 |
2,0 |
+0,5 |
2,5 |
+0,5 |
3,0 |
+0,6 |
3,8 |
+0,6 |
4,7 |
+0,7 |
|
75 |
+0,3 |
1,9 |
+0,4 |
2,3 |
+0,5 |
2,9 |
+0,5 |
3,6 |
+0,6 |
4,5 |
+0,7 |
5,6 |
+0,8 |
|
90 |
+0,3 |
2,2 |
+0,5 |
2,8 |
+0,5 |
3,5 |
+0,6 |
4,3 |
+0,7 |
5,4 |
+0,8 |
6,7 |
+0,9 |
|
__________ * Трубы относят к соответствующему размерному ряду SDR (S) условно, т.к. минимальная толщина стенки труб установлена 1,5 мм, исходя из условий соединения труб.
Примечание - МОР - максимальное рабочее давление воды в трубопроводе (МПа) при рабочей температуре до 20 °С ( | |||||||||||||
Таблица 2 - Размеры и максимальные рабочие давления труб НПВХ 100 и НПВХ 125
|
В миллиметрах |
|
Средний наружный диаметр |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 | |||||||
|
|
НПВХ 125 |
МОР 0,8 |
МОР 1,0 |
МОР 1,25 |
МОР 1,6 |
МОР 2,0 | |||||||
|
|
|
| |||||||||||
|
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
номин. |
пред. откл. |
|
110 |
+0,4 |
2,7 |
+0,5 |
3,4 |
+0,6 |
4,2 |
+0,7 |
5,3 |
+0,8 |
6,6 |
+0,9 |
8,1 |
+1,1 |
|
125 |
+0,4 |
3,1 |
+0,6 |
3,9 |
+0,6 |
4,8 |
+0,7 |
6,0 |
+0,8 |
7,4 |
+1,0 |
9,2 |
+1,2 |
|
140 |
+0,5 |
3,5 |
+0,6 |
4,3 |
+0,7 |
5,4 |
+0,8 |
6,7 |
+0,9 |
8,3 |
+1,1 |
10,3 |
+1,3 |
|
160 |
+0,5 |
4,0 |
+0,7 |
4,9 |
+0,7 |
6,2 |
+0,9 |
7,7 |
+1,0 |
9,5 |
+1,2 |
11,8 |
+1,4 |
|
180 |
+0,6 |
4,4 |
+0,7 |
5,5 |
+0,8 |
6,9 |
+0,9 |
8,6 |
+1,1 |
10,7 |
+1,3 |
13,3 |
+1,6 |
|
200 |
+0,6 |
4,9 |
+0,7 |
6,2 |
+0,9 |
7,7 |
+1,0 |
9,6 |
+1,2 |
11,9 |
+1,4 |
14,7 |
+1,7 |
|
225 |
+0,7 |
5,5 |
+0,8 |
6,9 |
+0,9 |
8,6 |
+1,1 |
10,8 |
+1,3 |
13,4 |
+1,6 |
16,6 |
+1,9 |
|
250 |
+0,8 |
6,2 |
+0,9 |
7,7 |
+1,0 |
9,6 |
+1,2 |
11,9 |
+1,4 |
14,8 |
+1,7 |
18,4 |
+2,1 |
|
280 |
+0,9 |
6,9 |
+0,9 |
8,6 |
+1,1 |
10,7 |
+1,3 |
13,4 |
+1,6 |
16,6 |
+1,9 |
20,6 |
+2,3 |
|
315 |
+1,0 |
7,7 |
+1,0 |
9,7 |
+1,2 |
12,1 |
+1,5 |
15,0 |
+1,8 |
18,7 |
+2,1 |
23,2 |
+2,6 |
|
| |||||||||||||
Размеры и максимальные рабочие давления труб минимальной длительной прочностью MRS=25,0 МПа при коэффициенте запаса прочности С=2,0 (НПВХ 125) должны соответствовать указанным в таблице 2.
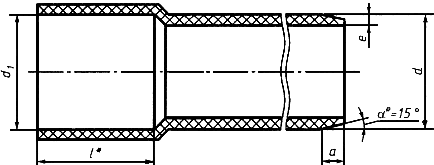
Размеры раструбов под соединение с уплотнительным кольцом должны соответствовать рисунку 1 и таблице 3.

___________
* Размеры являются справочными.
 - длина фаски; - номинальный наружный диаметр трубы;
- длина фаски; - номинальный наружный диаметр трубы;  - внутренний диаметр раструба;
- внутренний диаметр раструба;
 - внутренний диаметр раструба в зоне установки уплотнительного кольца;
- внутренний диаметр раструба в зоне установки уплотнительного кольца;
- номинальная толщина стенки трубы;  - толщина стенки раструба;
- толщина стенки раструба;  - длина раструба;
- длина раструба;
 - длина раструба до канавки под уплотнительное кольцо;
- длина раструба до канавки под уплотнительное кольцо;  - угол фаски
- угол фаски
Рисунок 1 - Раструб для соединения с помощью эластичного уплотнительного кольца (Р)
Таблица 3 - Размеры раструба под соединение с уплотнительным кольцом (Р)
|
В миллиметрах |
|
|
| ||||||||||||
|
нальный наружный |
|
|
|
|
|
| |||||||
|
|
номин. |
пред. откл. |
номин. |
пред. откл. |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 |
|
|
|
|
63 |
63,6 |
+0,7 |
80,0 |
+0,8 |
- |
- |
- |
- |
4,2 |
5,2 |
13 |
99,5 |
6 |
|
75 |
75,6 |
+0,7 |
93,9 |
+0,8 |
- |
- |
- |
4,0 |
5,0 |
6,2 |
14 |
102,5 |
7 |
|
90 |
90,7 |
+0,8 |
110,7 |
+0,8 |
- |
- |
3,9 |
4,7 |
5,9 |
7,4 |
15 |
110,5 |
8 |
|
110 |
110,8 |
+0,9 |
132,5 |
+0,9 |
- |
3,7 |
4,6 |
5,8 |
7,3 |
8,9 |
17 |
116,0 |
10 |
|
125 |
125,9 |
+0,9 |
148,4 |
+0,9 |
- |
4,3 |
5,3 |
6,6 |
8,1 |
10,1 |
19 |
121,5 |
11 |
|
140 |
140,9 |
+1,0 |
164,2 |
+1,0 |
3,9 |
4,7 |
5,9 |
7,4 |
9,1 |
11,3 |
20 |
127,0 |
12 |
|
160 |
161,0 |
+1,1 |
186,0 |
+1,0 |
4,4 |
5,4 |
6,8 |
8,5 |
10,5 |
13,0 |
22 |
134,5 |
14 |
|
180 |
181,1 |
+1,1 |
208,3 |
+1,1 |
4,8 |
6,1 |
7,6 |
9,5 |
11,8 |
14,6 |
23 |
140,5 |
16 |
|
200 |
201,2 |
+1,1 |
228,9 |
+1,1 |
5,4 |
6,8 |
8,5 |
10,6 |
13,1 |
16,2 |
25 |
146,5 |
18 |
|
225 |
226,4 |
+1,1 |
254,5 |
+1,2 |
6,1 |
7,6 |
9,5 |
11,9 |
14,7 |
18,3 |
27 |
154,0 |
20 |
|
250 |
251,5 |
+1,3 |
281,9 |
+1,3 |
6,8 |
8,5 |
10,6 |
13,1 |
16,3 |
20,2 |
29 |
162,2 |
22 |
|
280 |
281,6 |
+1,4 |
314,7 |
+1,4 |
7,6 |
9,5 |
11,8 |
14,7 |
18,3 |
22,7 |
32 |
172,0 |
24 |
|
315 |
316,8 |
+1,5 |
351,3 |
+1,6 |
8,5 |
10,7 |
13,3 |
16,5 |
20,6 |
25,5 |
35 |
184,0 |
26 |
|
__________ * Размер является справочным. | |||||||||||||


Размеры раструбов под клеевое соединение должны соответствовать рисунку 2 и таблице 4. Допускается изготовление труб вида РК диаметром 63 мм и менее без фаски.
__________
* Размеры являются справочными.
- длина фаски; - номинальный наружный диаметр трубы; - внутренний диаметр раструба; - номинальная толщина стенки трубы; - длина раструба; - угол фаски
Рисунок 2 - Раструб под клеевое соединение (РК)
Таблица 4 - Размеры раструба под клеевое соединение
|
В миллиметрах |
|
наружный |
| |||
|
диаметр трубы |
|
|
| |
|
|
номин. |
пред. откл. |
|
|
|
10 |
10,3 |
-0,2 |
28 |
2 |
|
12 |
12,3 |
-0,2 |
28 |
2 |
|
16 |
16,3 |
-0,2 |
28 |
2 |
|
20 |
20,3 |
-0,2 |
32 |
3 |
|
25 |
25,3 |
-0,2 |
32 |
3 |
|
32 |
32,3 |
-0,2 |
32 |
3 |
|
40 |
40,3 |
-0,2 |
40 |
4 |
|
50 |
50,3 |
-0,2 |
50 |
5 |
|
63 |
63,3 |
-0,2 |
63 |
6 |
|
75 |
75,3 |
-0,2 |
70 |
7 |
|
90 |
90,3 |
-0,2 |
79 |
8 |
|
110 |
110,3 |
-0,2 |
91 |
10 |
|
125 |
125,3 |
-0,2 |
100 |
11 |
|
140 |
140,4 |
-0,3 |
109 |
12 |
|
160 |
160,4 |
-0,3 |
121 |
14 |
|
__________ * Размер является справочным. | ||||
Предельные значения овальности после экструзии труб должны соответствовать таблице 5.
Таблица 5
|
В миллиметрах |
|
|
|
|
|
|
10 |
- |
110 |
2,2 |
|
12 |
- |
125 |
2,5 |
|
16 |
1,2 |
140 |
2,8 |
|
20 |
1,2 |
160 |
3,2 |
|
25 |
1,2 |
180 |
3,6 |
|
32 |
1,3 |
200 |
4,0 |
|
40 |
1,4 |
225 |
4,5 |
|
50 |
1,4 |
250 |
5,0 |
|
63 |
1,5 |
280 |
6,8 |
|
75 |
1,6 |
315 |
7,6 |
|
90 |
1,8 |
|
|
|
| |||
4.3 Трубы изготовляют в прямых отрезках номинальной длиной от 4 до 12 м кратностью 0,25 м. Предельное отклонение длины от номинальной - не более 25 мм. Допускается в партии труб в отрезках до 5% труб меньшей длины, но не менее 1 м.
Допускается по согласованию с потребителем изготовление труб другой длины и других предельных отклонений.
Расчетная масса труб и раструбов приведена в приложении Б.
4.4 Условное обозначение труб состоит из слова "труба", сокращенного наименования непластифицированного поливинилхлорида (НПВХ 100, НПВХ 125), вида раструба, стандартного размерного отношения (SDR), тире, номинального наружного диаметра, номинальной толщины стенки трубы, назначения трубы: хозяйственно-питьевого назначения обозначают словом "питьевая", в остальных случаях - "техническая" и обозначения настоящего стандарта.
Примеры условных обозначений
Труба НПВХ 100 без раструба, SDR 26, номинальным наружным диаметром 63 мм и номинальной толщиной стенки 2,5 мм, для систем хозяйственно-питьевого назначения:
Труба НПВХ 100 SDR 26-63х2,5 питьевая ГОСТ Р 51613-2000
Труба НПВХ 125 с раструбом под соединение с уплотнительным кольцом, SDR 17, номинальным наружным диаметром 225 мм и номинальной толщиной стенки 13,4 мм, для труб, не используемых для систем хозяйственно-питьевого назначения:
Труба НПВХ 125 Р SDR 17-225х13,4 техническая ГОСТ Р 51613-2000
Труба НПВХ 100 с раструбом под клеевое соединение, SDR 33, номинальным наружным диаметром 140 мм и номинальной толщиной стенки 4,3 мм, для систем хозяйственно-питьевого назначения:
Труба НПВХ 100 РК SDR 33-140х4,3 питьевая ГОСТ Р 51613-2000
4.5 Коды ОКП по Общероссийскому классификатору промышленной и сельскохозяйственной продукции соответствуют указанным в приложении В.
5 Технические требования
5.1 Трубы изготовляют из композиции на основе суспензионного поливинилхлорида со значением К не менее 67 (ГОСТ 14040).
Трубы для хозяйственно-питьевого водоснабжения изготовляют из композиций, разрешенных к применению органами здравоохранения Российской Федерации.
По согласованию с потребителем допускается изготовлять трубы технического назначения с использованием вторичного сырья той же композиции, образующегося при собственном производстве труб по настоящему стандарту.
5.2 Характеристики
Трубы должны соответствовать характеристикам, указанным в таблице 6.
Таблица 6
|
|
|
|
|
1 Внешний вид поверхности |
Трубы должны иметь гладкие наружную и внутреннюю поверхности. Допускаются незначительные продольные полосы и волнистость, не выводящие толщину стенки трубы за пределы допускаемых отклонений. На наружной, внутренней и торцевой поверхностях труб не допускаются пузыри, трещины, сколы, раковины, видимые без увеличительных приборов. Цвет труб - темно-серый. Оттенки не регламентируются. |
По 8.2 |
|
2 Стойкость при постоянном внутреннем давлении при 20 °С и начальном напряжении в стенке трубы 42 МПа, ч, не менее |
1 |
По ГОСТ 24157 и 8.4 настоящего стандарта |
|
3 Стойкость при постоянном внутреннем давлении при 20 °С и начальном напряжении в стенке трубы 35 МПа, ч, не менее |
100 |
По ГОСТ 24157 и 8.4 настоящего стандарта |
|
4 Стойкость при постоянном внутреннем давлении при 60 °С: |
|
По ГОСТ 24157 и 8.4 настоящего стандарта |
|
для труб ПВХ 100 при начальном напряжении в стенке трубы 10 МПа, ч, не менее |
1000 |
|
|
для труб ПВХ 125 при начальном напряжении в стенке трубы 12,5 МПа, ч, не менее |
1000 |
|
|
5 Ударная прочность по Шарпи, количество разрушившихся образцов, %, не более |
10 |
По 8.5 |
|
6 Изменение длины труб после прогрева, %, не более |
5 |
По ГОСТ 27078 и 8.6 настоящего стандарта |
|
7 Предел текучести при растяжении труб |
49 |
По ГОСТ 11262 и 8.7 настоящего стандарта |
|
8 Относительное удлинение при разрыве труб |
25 |
По ГОСТ 11262 и 8.7 настоящего стандарта |
|
9 Температура размягчения по Вика, °С, не менее |
78 |
По ГОСТ Р 50825 и 8.8 настоящего стандарта |
|
10 Стойкость сборных узлов труб с раструбом вида Р при постоянном внутреннем давлении при 20 °С: |
|
По ГОСТ 24157 и 8.9 настоящего стандарта |
|
для труб ПВХ 100 при давлении 4,2·МОР, контрольное время испытания, ч, не менее |
1 |
|
|
для труб ПВХ 125 при давлении 3,36·МОР, контрольное время испытания, ч, не менее |
1 |
|
|
11 Стойкость сборных узлов труб с раструбом вида Р при постоянном внутреннем давлении при 20 °С: |
|
По ГОСТ 24157 и 8.9 настоящего стандарта |
|
для труб ПВХ 100 при давлении 3,2·МОР, контрольное время испытания, ч, не менее |
1000 |
|
|
для труб ПВХ 125 при давлении 2,56·МОР, контрольное время испытания, ч, не менее |
1000 |
|
|
12 Непрозрачность, %, не более |
0,2 |
По 8.10 |
|
| ||
 мм, МПа, не менее
мм, МПа, не менее
5.3 Маркировка
5.3.1 Маркировку наносят на поверхность трубы нагретым металлическим инструментом или другим способом, не ухудшающим качество трубы, с интервалом не более 1 м. Маркировка должна включать: наименование предприятия-изготовителя и/или товарный знак, условное обозначение трубы без слова "труба", дату изготовления (месяц, год). В маркировку допускается включать другую информацию, например номер партии, линии.
Информация для потребителя - по ГОСТ Р 51121.
5.3.2 Пакеты труб снабжают ярлыком с нанесением транспортной маркировки по ГОСТ 14192.
5.4 Упаковка
5.4.1 Трубы связывают в пакеты массой до 2 т, скрепляя их не менее чем в двух местах таким образом, чтобы расстояние между местами скрепления было от 2 до 2,5 м, а для районов Крайнего Севера и труднодоступных районов - от 1 до 1,5 м.
При упаковке труб используют любые средства по ГОСТ 21650 или другие по качеству не ниже указанных.
6 Требования безопасности
6.1 Трубы из непластифицированного поливинилхлорида относят к 3-му классу опасности по ГОСТ 12.1.005.
Трубы относят к группе "трудногорючие" по ГОСТ 12.1.044, температура воспламенения материала труб - не ниже 300 °С.
Средства пожаротушения: распыленная вода со смачивателем, огнетушащие составы (средства), двуокись углерода, огнетушащий порошок ПФ, песок, кошма. Тушение пожара проводят в противогазах марки В по ГОСТ 12.4.121.
6.2 В условиях хранения и эксплуатации трубы не выделяют в окружающую среду токсичных веществ и не оказывают при непосредственном контакте вредного действия на организм человека, работа с ними не требует применения специальных средств индивидуальной защиты.
Безопасность технологического процесса при производстве труб должна соответствовать ГОСТ 12.3.030. Предельно допустимые концентрации основных продуктов термоокислительной деструкции в воздухе рабочей зоны производственных помещений и класс опасности по ГОСТ 12.1.005 приведены в таблице 7.
Таблица 7
|
|
|
|
|
|
Винила хлорид (хлорэтилен) |
5/1 |
2 |
Выраженное раздражающее сенсибилизирующее |
|
Водорода хлорид |
5 |
2 |
Общетоксическое |
|
Углерода оксид |
20 |
4 |
То же |
|
Аэрозоль поливинилхлорида |
6 |
3 |
" |
В соответствии с санитарными нормами [3] трубы из непластифицированного поливинилхлорида, предназначенные для хозяйственно-питьевого водоснабжения, в процессе эксплуатации могут выделять винила хлорид не более 0,01 мг/л (в воде).
6.3 С целью предотвращения загрязнения атмосферы в процессе производства труб необходимо выполнять требования ГОСТ 17.2.3.02.
Трубы стойки к деструкции в атмосферных условиях при соблюдении условий эксплуатации и хранения. Образующиеся при производстве труб твердые технологические отходы не токсичны, обезвреживания не требуют, подлежат переработке. Отходы, не подлежащие переработке, уничтожают в соответствии с санитарными правилами, предусматривающими порядок накопления, транспортирования, обезвреживания и захоронения промышленных отходов.
6.4 Трубопровод хозяйственно-питьевого назначения перед сдачей в эксплуатацию промывают питьевой водой в течение не менее 2 ч.
7 Правила приемки
7.1 Трубы принимают партиями. Партией считают количество труб одного номинального наружного диаметра и номинальной толщины стенки, изготовленных из композиции одного рецептурного состава на одной экструзионной установке, сдаваемых одновременно и сопровождаемых одним документом о качестве, содержащим:
- наименование и/или товарный знак предприятия-изготовителя;
- местонахождение (юридический адрес) предприятия-изготовителя;
- номер партии и дату изготовления;
- условное обозначение трубы;
- размер партии в метрах;
- результаты испытания или подтверждение о соответствии качества труб требованиям настоящего стандарта;
- условия и сроки хранения у изготовителя.
Размер партии должен быть не более:
20000 м - для труб диаметром 20 мм и менее;
5000 м - для труб диаметром от 25 до 90 мм;
3500 м - для труб диаметром 110 мм и более.
7.2 Для проверки соответствия качества труб проводят приемо-сдаточные и периодические испытания по показателям таблицы 8, при этом объем выборки от партии по показателям внешнего вида поверхности и размеров составляет не менее пяти проб в виде отрезков труб, а по показателям: стойкость при постоянном внутреннем давлении, ударная прочность по Шарпи, изменение длины труб после прогрева, предел текучести при растяжении, относительное удлинение при разрыве, стойкость сборных узлов труб с раструбом вида Р при постоянном внутреннем давлении, непрозрачность - не менее трех проб; по показателю температура размягчения по Вика - не менее двух проб.
Таблица 8
|
|
|
|
1 Размеры: |
|
|
труб |
На каждой партии |
|
раструбов |
То же |
|
2 Внешний вид поверхности |
" |
|
3 Стойкость при постоянном внутреннем давлении при 20 °С - 1 ч |
" |
|
4 Стойкость при постоянном внутреннем давлении при 20 °С - 100 ч |
На каждой 40-й партии, не реже 1 раза в 6 мес |
|
5 Стойкость при постоянном внутреннем давлении при 60 °С |
1 раз в 12 мес |
|
6 Ударная прочность по Шарпи |
На каждой партии |
|
7 Изменение длины труб после прогрева |
1 раз в 12 мес |
|
8 Предел текучести при растяжении |
На каждой партии труб диаметром 16 мм и более |
|
9 Относительное удлинение при разрыве |
То же |
|
10 Температура размягчения по Вика |
1 раз в 12 мес и при изменении рецептуры композиции |
|
11 Стойкость сборных узлов труб с раструбом вида Р при постоянном внутреннем давлении воды при 20 °С - 1 ч |
1 раз в 6 мес на каждом размере труб |
|
12 Стойкость сборных узлов труб с раструбом вида Р при постоянном внутреннем давлении воды при 20 °С - 1000 ч |
1 раз в 12 мес на каждом размере труб |
|
13 Непрозрачность |
Для каждой рецептуры композиции |
Для труб диаметром 10 и 12 мм показатели предел текучести при растяжении и относительное удлинение при разрыве не определяют.
Отбор проб от партии проводят методом случайной выборки. Допускается у изготовителя формировать объем выборки равномерно в течение всего процесса производства. Для определения овальности после экструзии пробы отбирают у изготовителя на выходе с технологической линии.
7.3 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных приемо-сдаточных испытаний партию труб бракуют.
7.4 При получении неудовлетворительных результатов периодических испытаний хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке. При получении неудовлетворительных результатов повторных периодических испытаний их переводят в категорию приемо-сдаточных испытаний до получения положительных результатов по данному показателю.
8 Методы испытаний
8.1 Из проб, отобранных по 7.2, изготовляют образцы для проведения испытаний в виде отрезков труб, лопаток, полос, сегментов.
8.2 Внешний вид поверхности трубы определяют визуально без применения увеличительных приборов сравнением с контрольным образцом, утвержденным по приложению Г.
8.3 Определение размеров труб
8.3.1 Применяемый измерительный инструмент:
штангенциркуль по ГОСТ 166 и штангенциркуль модернизированный;
линейка металлическая по ГОСТ 427;
микрометры типов МТ и МК по ГОСТ 6507;
стенкомеры по ГОСТ 11358;
рулетка по ГОСТ 7502;
нутромер по ГОСТ 868;
другие средства измерений, по метрологическим характеристикам не ниже принятых средств измерений.
8.3.2 Размеры труб определяют при температуре (23 ± 5) °С на каждой пробе, отобранной по 7.2. Перед испытанием пробы выдерживают при указанной температуре не менее 2 ч.
8.3.3 Определение среднего наружного диаметра проводят по ГОСТ 29325 на расстоянии не менее 100 мм от торцов.
Допускается определять средний наружный диаметр как среднее арифметическое результатов четырех равномерно распределенных измерений диаметра. Измерения проводят микрометром типа МК.
Полученные значения среднего наружного диаметра должны соответствовать указанным в таблицах 1 и 2.
8.3.4 Измерение среднего внутреннего диаметра раструба вида Рпроводят штангенциркулем с погрешностью не более 0,1 мм.
Измерение среднего внутреннего диаметра раструба вида РК проводят нутромером или модернизированным штангенциркулем в сечении, удаленном от торца на 0,4-0,6 номинальной длины раструба 
За средний внутренний диаметр раструба (размер на рисунках 1 и 2) принимают среднее арифметическое измерений в двух взаимно перпендикулярных направлениях.
Полученные значения среднего внутреннего диаметра раструба должны соответствовать указанным в таблицах 3 и 4.
8.3.5 Измерение среднего внутреннего диаметра раструба вида Р в зоне установки уплотнительного кольца проводят нутромером или модернизированным штангенциркулем с погрешностью измерения не более 0,1 мм.
За средний внутренний диаметр раструба вида Р в зоне установки уплотнительного кольца принимают среднее арифметическое измерений в двух взаимно перпендикулярных направлениях.
Полученные значения среднего внутреннего диаметра раструба в зоне установки уплотнительного кольца должны соответствовать указанным в таблице 3.
8.3.6 Толщину стенки трубы определяют по ГОСТ 29325 микрометром типа МТ или стенкомером на каждой пробе с обоих торцов на расстоянии не менее 10 мм, для труб с раструбом - с одного торца, не менее чем в шести точках, равномерно расположенных по периметру.
Полученные минимальное и максимальное значения толщины стенки должны быть в пределах, указанных в таблицах 1 и 2.
8.3.7 Толщину стенки раструба вида Р измеряют стенкомером за канавкой под уплотнительное кольцо в четырех равномерно распределенных по периметру точках с погрешностью не более 0,1 мм.
8.3.8 Измерение длины раструба вида Р до канавки под эластичное уплотнительное кольцо проводят по наружной поверхности трубы металлической линейкой с ценой деления 1 мм.
8.3.9 Длину фаски измеряют металлической линейкой.
8.3.10 Полученные значения  должны быть не менее указанных в таблице 3.
должны быть не менее указанных в таблице 3.
8.3.11 Длину труб измеряют рулеткой.
8.3.12 Овальность трубы после экструзии определяют как разность между максимальным и минимальным наружными диаметрами, определяемыми по ГОСТ 29325 в одном сечении пробы штангенциркулем или микрометром типа МК.
8.4 Определение стойкости при постоянном внутреннем давлении проводят по ГОСТ 24157 на трех пробах, отобранных по 7.2. Из каждой пробы изготовляют по одному образцу. Для вычисления испытательного давления средний наружный диаметр и минимальную толщину стенки образцов определяют в соответствии с 8.3. Расчет испытательного давления проводят с точностью 0,01 МПа.
8.5 Определение ударной прочности по Шарпи проводят на маятниковом копре по ГОСТ 10708 с номинальным значением потенциальной энергии маятника 15 или 50 Дж в соответствии с таблицей 9. Испытание проводят при температуре (23 ± 2) °С.
Таблица 9
|
В миллиметрах |
|
|
Тип образца |
|
Расстояние между опорами |
Потенциальная энергия маятника, | |||
|
|
|
|
Длина |
Ширина |
Толщина |
|
Дж |
|
|
|
1 |
100 ±2 |
отрезок |
трубы |
70 ± 0,5 |
15 |
|
|
|
2 |
50 ± 1 |
6 ±0,2 |
|
40 ± 0,5 |
15 |
|
|
|
2 |
50 ±1 |
6 ±0,2 |
|
40 ± 0,5 |
15 |
|
|
|
3 |
120 ±2 |
15 ±0,5 |
|
70 ± 0,5 |
50 |






Испытания проводят на 10 образцах в виде брусков, изготовленных из трех проб по 7.2 в соответствии с таблицей 9. Образцы изготовляют механическим способом в продольном направлении так, чтобы кромки образцов были ровными, без сколов, трещин, заусенцев.
Перед испытанием образцы кондиционируют при температуре (23±2) °С при толщине стенки трубы < 8,6 мм не менее 60 мин в воздушной среде и 15 мин в жидкой среде, при толщине стенки  - не менее 120 мин в воздушной среде и 30 мин в жидкой среде, при толщине стенки
- не менее 120 мин в воздушной среде и 30 мин в жидкой среде, при толщине стенки  мм - не менее 240 мин в воздушной среде и 60 мин в жидкой среде. В качестве жидкой среды используют воду.
мм - не менее 240 мин в воздушной среде и 60 мин в жидкой среде. В качестве жидкой среды используют воду.
Образец помещают на опоры маятникового копра и наносят удар по наружной поверхности трубы.
Если при испытании разрушается более одного образца, дополнительно испытывают 20 образцов, изготовленных из трех проб.
За результат испытания принимают отношение количества разрушившихся образцов к общему количеству испытанных образцов, выраженное в процентах.
8.6 Изменение длины труб после прогрева проводят по ГОСТ 27078 при температуре (150 ± 2) °С.
8.7 Предел текучести при растяжении и относительное удлинение при разрыве определяют по ГОСТ 11262 на трех образцах-лопатках типа 2, изготовленных из проб по 7.2, причем из пробы изготовляют один образец.
Образцы-лопатки изготовляют из полосы, вырезанной из пробы вдоль образующей, методом механической обработки в соответствии с ГОСТ 26277. Допускается для труб номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой. При разногласиях образцы изготовляют механической обработкой.
Перед изготовлением образца-лопатки полосу распрямляют, нагревая ее при температуре 125-130 °С в течение не менее 2 мин на 1 мм толщины, и затем помещают между двумя металлическими пластинами под нагрузкой, не вызывающей существенного изменения толщины стенки, 0,5-1 кгс/см . При этом штамп-просечку подогревают при указанной температуре. Толщина образца должна быть равна толщине стенки трубы.
. При этом штамп-просечку подогревают при указанной температуре. Толщина образца должна быть равна толщине стенки трубы.
Перед испытанием образцы-лопатки кондиционируют по ГОСТ 12423 при температуре (23±2) °С не менее 2 ч. На образцах-лопатках измеряют микрометром типа МК толщину и ширину в рабочей части не менее чем в трех поперечных сечениях с погрешностью по ширине не более 0,05 мм и по толщине - не более 0,01 мм. Площадь каждого поперечного сечения вычисляют с точностью до 0,001 см , при расчете предела текучести используют минимальную площадь поперечного сечения образца.
, при расчете предела текучести используют минимальную площадь поперечного сечения образца.
Испытания проводят при скорости раздвижения испытательной машины (25,0±2,0) мм/мин.
За результат испытания принимают минимальное значение предела текучести, вычисленное до третьей значащей цифры, и относительного удлинения при разрыве, вычисленное до второй значащей цифры.
8.8 Температуру размягчения по Вика определяют по ГОСТ Р 50825.
8.9 Испытание на стойкость сборных узлов труб с раструбом вида Р для соединения с помощью эластичного уплотнительного кольца при постоянном внутреннем давлении при температуре (20±2) °С проводят по ГОСТ 24157 на трех образцах. Сборные узлы изготовляют следующим образом:
- от пробы по 7.2 отрезают два конца - с раструбом и гладкий такой длины, чтобы свободная длина сборного узла соответствовала ГОСТ 24157;
- концы труб соединяют с помощью уплотнительного кольца;
- на концах сборного узла монтируют заглушки типа б.
Допускается проводить испытание на образцах-гирляндах, включающих два или три сборных узла.
Сборный узел, подготовленный для испытания, подвергают испытательному давлению воды по показателям 10 и 11 таблицы 6 и выдерживают в течение заданного времени.
8.10 Непрозрачность труб определяют на фотометре шарового типа, например СФ-14. Испытания проводят на трубах номинальным наружным диаметром 16 мм и более, номинальной толщиной стенки 1,5 или 1,6 мм. Образцы для испытания в количестве не менее трех вырезают из проб по 7.2 в виде прямоугольных сегментов шириной (15±2) мм, длиной (50±5) мм.
Образцы не должны иметь неравномерной окраски, раковин, пузырьков, инородных включений или других дефектов.
Перед испытанием фотометр выдерживают включенным 20-30 мин. При перекрытом световом пучке (свет не падает на фотоэлемент) устанавливают указатель измерительного прибора или нуль гальванометра на нуль. Затем перекрывают выходное отверстие фотометрического шара белой пластиной, указатель измерительного прибора устанавливают на деление 100 изменением диафрагмы или чувствительности. Затем в пучок вводят испытуемый образец. По шкале измерительного прибора определяют значение непрозрачности образца Н в процентах.
Полученные результаты каждого испытуемого образца не должны превышать значения, приведенного в таблице 6.
9 Транспортирование и хранение
9.1 Трубы транспортируют любым видом транспорта в соответствии с нормативно-правовыми актами и правилами перевозки грузов, действующими на соответствующем виде транспорта, ГОСТ 26653, а также ГОСТ 22235 - на железнодорожном транспорте. При транспортировании труб в крытых вагонах масса пакета должна быть не более 1,25 т, длина труб - не более 5,5 м.
Для транспортирования труб водным транспортом рекомендуется применять несущие средства пакетирования.
При транспортировании и хранении трубы следует укладывать на ровную поверхность транспортных средств, без острых выступов и неровностей во избежание повреждения труб.
По согласованию с потребителем допускается отгружать трубы в непакетированном виде.
Трубы, упакованные по 5.4, транспортируют в районы Крайнего Севера и труднодоступные районы.
9.2 Трубы хранят по ГОСТ 15150, раздел 10, в условиях 5 (ОЖ4). Допускается хранение труб в условиях 8 (ОЖ3) сроком не более 6 мес.
Высота штабеля при хранении труб с SDR 13,6; 17; 21 не должна превышать 5 м, труб с SDR 26; 33; 41 не должна превышать 3 м; при транспортировании всех типов труб высота штабеля - не более 3 м.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие труб требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
10.2 Гарантийный срок хранения - два года со дня изготовления.
ПРИЛОЖЕНИЕ А
(справочное)
Рекомендации по выбору труб для транспортирования различных сред
А.1 Выбор и расчет максимального рабочего давления труб для транспортирования различных жидких и газообразных сред, кроме воды, к которым непластифицированный поливинилхлорид, материал уплотнительных колец и клей химически стойки, проводят на основе нормативных документов на монтаж и эксплуатацию соответствующих трубопроводов.
А.2 Коэффициент снижения максимального рабочего давления при температуре транспортируемой по трубопроводу воды до 45 °С на срок службы 50 лет приведен в таблице А.1.
Таблица А.1
|
|
|
|
До 25 |
1,00 |
|
26-30 |
0,88 |
|
31-35 |
0,78 |
|
36-40 |
0,70 |
|
41-45 |
0,64 |
 , °С
, °СПРИЛОЖЕНИЕ Б
(справочное)
Расчетная масса труб и раструбов
Таблица Б.1 - Расчетная масса 1 м труб
|
Номинальный наружный диаметр, |
Расчетная маcса 1 м труб, кг | |||||
|
мм |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 |
|
10 |
- |
- |
- |
- |
- |
0,063 |
|
12 |
- |
- |
- |
- |
- |
0,078 |
|
16 |
- |
- |
- |
- |
- |
0,108 |
|
20 |
- |
- |
- |
- |
- |
0,138 |
|
25 |
- |
- |
- |
- |
0,175 |
0,213 |
|
32 |
- |
- |
- |
0,240 |
0,278 |
0,344 |
|
40 |
- |
0,287 |
0,304 |
0,351 |
0,437 |
0,535 |
|
50 |
- |
0,383 |
0,474 |
0,554 |
0,680 |
0,812 |
|
63 |
0,486 |
0,603 |
0,731 |
0,869 |
1,06 |
1,29 |
|
75 |
0,675 |
0,814 |
0,998 |
1,22 |
1,50 |
1,82 |
|
90 |
0,945 |
1,17 |
1,44 |
1,75 |
2,15 |
2,61 |
|
110 |
1,39 |
1,73 |
2,11 |
2,62 |
3,20 |
3,86 |
|
125 |
1,82 |
2,23 |
2,72 |
3,34 |
4,08 |
4,97 |
|
140 |
2,28 |
2,77 |
3,43 |
4,19 |
5,11 |
6,23 |
|
160 |
2,98 |
3,58 |
4,49 |
5,48 |
6,67 |
8,12 |
|
180 |
3,67 |
4,53 |
5,59 |
6,89 |
8,43 |
10,3 |
|
200 |
4,50 |
5,66 |
6,93 |
8,53 |
10,4 |
12,6 |
|
225 |
5,70 |
7,05 |
8,70 |
10,8 |
13,2 |
16,0 |
|
250 |
7,13 |
8,74 |
10,8 |
13,2 |
16,2 |
19,8 |
|
280 |
8,83 |
10,9 |
13,4 |
16,6 |
20,3 |
24,7 |
|
315 |
11,1 |
13,8 |
17,1 |
20,9 |
25,7 |
31,4 |
|
| ||||||
Таблица Б.2 - Расчетная масса раструбов вида Р
|
|
| |||||
|
мм |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 |
|
63 |
- |
- |
- |
- |
0,140 |
0,171 |
|
75 |
- |
- |
- |
0,163 |
0,201 |
0,246 |
|
90 |
- |
- |
0,203 |
0,243 |
0,302 |
0,373 |
|
110 |
- |
0,244 |
0,301 |
0,269 |
0,468 |
0,563 |
|
125 |
- |
0,332 |
0,406 |
0,501 |
0,609 |
0,748 |
|
140 |
0,350 |
0,420 |
0,523 |
0,643 |
0,791 |
0,968 |
|
160 |
0,474 |
0,578 |
0,722 |
0,895 |
1,09 |
1,33 |
|
180 |
0,605 |
0,764 |
0,945 |
1,17 |
1,44 |
1,75 |
|
200 |
0,779 |
0,975 |
1,21 |
1,49 |
1,83 |
2,22 |
|
225 |
1,03 |
1,27 |
1,58 |
1,96 |
2,39 |
2,93 |
|
250 |
1,34 |
1,66 |
2,06 |
2,52 |
3,09 |
3,78 |
|
280 |
1,77 |
2,20 |
2,71 |
3,34 |
4,11 |
5,02 |
|
315 |
2,36 |
2,95 |
3,64 |
4,48 |
5,52 |
6,74 |
|
| ||||||
 с учетом половины допуска на средний наружный диаметр и при минимальной толщине стенки раструба.
с учетом половины допуска на средний наружный диаметр и при минимальной толщине стенки раструба.
ПРИЛОЖЕНИЕ В
(обязательное)
Коды ОКП
Таблица В.1
|
|
| |||||
|
мм |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 |
|
10 |
- |
- |
- |
- |
- |
22 4821 1001 |
|
12 |
- |
- |
- |
- |
- |
22 4821 1002 |
|
16 |
- |
- |
- |
- |
- |
22 4821 1003 |
|
20 |
- |
- |
- |
- |
- |
22 4821 1004 |
|
25 |
- |
- |
- |
- |
22 4821 0901 |
22 4821 1005 |
|
32 |
- |
- |
- |
22 4821 0801 |
22 4821 0902 |
22 4821 1006 |
|
40 |
- |
22 4821 0601 |
22 4821 0701 |
22 4821 0802 |
22 4821 0903 |
22 4821 1007 |
|
50 |
- |
22 4821 0602 |
22 4821 0702 |
22 4821 0803 |
22 4821 0904 |
22 4821 1008 |
|
63 |
22 4821 0501 |
22 4821 0603 |
22 4821 0703 |
22 4821 0804 |
22 4821 0905 |
22 4821 1009 |
|
75 |
22 4821 0502 |
22 4821 0604 |
22 4821 0704 |
22 4821 0805 |
22 4821 0906 |
22 4821 1010 |
|
90 |
22 4821 0503 |
22 4821 0605 |
22 4821 0705 |
22 4821 0806 |
22 4821 0907 |
22 4821 1011 |
Таблица В.2
|
|
| |||||
|
диаметр, |
SDR 41 |
SDR 33 |
SDR 26 |
SDR 21 |
SDR 17 |
SDR 13,6 |
|
110 |
22 4821 6401 |
22 4821 6501 |
22 4821 6601 |
22 4821 6701 |
22 4821 6801 |
22 4821 6901 |
|
125 |
22 4821 6402 |
22 4821 6502 |
22 4821 6602 |
22 4821 6702 |
22 4821 6802 |
22 4821 6902 |
|
140 |
22 4821 6403 |
22 4821 6503 |
22 4821 6603 |
22 4821 6703 |
22 4821 6803 |
22 4821 6903 |
|
160 |
22 4821 6404 |
22 4821 6504 |
22 4821 6604 |
22 4821 6704 |
22 4821 6804 |
22 4821 6904 |
|
180 |
22 4821 6405 |
22 4821 6505 |
22 4821 6605 |
22 4821 6705 |
22 4821 6805 |
22 4821 6905 |
|
200 |
22 4821 6406 |
22 4821 6506 |
22 4821 6606 |
22 4821 6706 |
22 4821 6806 |
22 4821 6906 |
|
225 |
22 4821 6407 |
22 4821 6507 |
22 4821 6607 |
22 4821 6707 |
22 4821 6807 |
22 4821 6907 |
|
280 |
22 4821 6408 |
22 4821 6508 |
22 4821 6608 |
22 4821 6708 |
22 4821 6808 |
22 4821 6908 |
|
315 |
22 4821 6409 |
22 4821 6509 |
22 4821 6609 |
22 4821 6709 |
22 4821 6809 |
22 4821 6909 |
|
350 |
22 4821 6410 |
22 4821 6510 |
22 4821 6610 |
22 4821 6710 |
22 4821 6810 |
22 4821 6910 |
ПРИЛОЖЕНИЕ Г
(обязательное)
Порядок оформления и утверждения контрольных образцов внешнего вида
Г.1 Контрольный образец представляет собой один или несколько отрезков труб, но не более пяти, одного номинального наружного диаметра и номинальной толщины стенки, длиной не менее 300 мм, с маркировкой и с раструбом на одном из них, пронумерованных и отобранных от серийной партии труб, изготовленной в соответствии с требованиями настоящего стандарта. Отрезки труб должны быть отрезаны перпендикулярно к оси трубы.
Г.2 Контрольные образцы внешнего вида оформляют на один типовой представитель от каждой группы труб по диаметрам: 10-25 мм, 32-63 мм, 75-160 мм, 180 мм и более.
Г.3 Каждый контрольный образец снабжают одним опломбированным ярлыком, в котором указывают:
- условное обозначение трубы;
- наименование предприятия-изготовителя;
- гриф утверждения контрольного образца руководителем предприятия-изготовителя, заверенный круглой печатью с указанием даты утверждения;
- гриф согласования с любой лабораторией (центром), независимой и аккредитованной на проведение сертификационных испытаний труб и соединительных деталей из НПВХ, заверенный круглой печатью с указанием даты согласования.
Г.4 При внесении изменений в показатель 1 таблицы 6 настоящего стандарта образцы подлежат переутверждению.
Г.5 Контрольные образцы хранят на предприятии-изготовителе.
ПРИЛОЖЕНИЕ Д
(справочное)
Библиография
[1] ТУ 38.105.1933-93 Кольца резиновые уплотнительные для напорных труб из непластифицированного поливинилхлорида
[2] ТУ 2252-049-00203536-98 Клей для соединения труб и соединительных деталей
[3] СанПиН 42-123-4240-86 Санитарные нормы. Допустимые количества миграции (ДКМ) химических веществ, выделяющихся из полимерных материалов, контактирующих с пищевыми продуктами, и методы их определения
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000