ГОСТ 30098-93
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ЭЛЕКТРОЭРОЗИОННЫЕ КОПИРОВАЛЬНО-ПРОШИВОЧНЫЕ
Основные размеры. Нормы точности
Electroerosion copy piercing machines Basic dimensions. Standards of accuracy
ОКС 25.080*
ОКП 38 1743
________________
* В указателе "Национальные стандарты" 2005 г.
ОКС 25.080.99. - Примечание .
Дата введения 1996-07-01
Предисловие
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 70 "Станки"
ВНЕСЕН Госстандартом Российской Федерации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 15.04.94 (отчет Технического секретариата N 2)
За принятие проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Белстандарт |
|
Республика Казахстан |
Госстандарт Республики Казахстан |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Туркменистан |
Туркменглавгосинспекция |
|
Украина |
Госстандарт Украины |
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 27.06.95 N 325 межгосударственный стандарт ГОСТ 30098-93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 1996 г.
4 ВЗАМЕН ГОСТ 15954-70, ГОСТ 24953-81
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на универсальные электроэрозионные копировально-прошивочные станки классов точности Н и П, в том числе на станки с программным управлением.
Требования настоящего стандарта являются обязательными, за исключением 3.2, 3.5 и 4.5.7.
Стандарт пригоден для сертификации.
2 НОРМАТИВНЫЕ ССЫЛКИ
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 8-82 Станки металлорежущие. Общие требования к испытаниям на точность
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1574-91 Станки металлорежущие. Пазы Т-образные обработанные. Размеры
ГОСТ 22267-76 Станки металлорежущие. Схемы и способы измерений геометрических параметров
ГОСТ 23597-79 Станки металлорежущие с числовым программным управлением. Обозначение осей координат и направлений движения. Общие положения
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25443-82 Станки металлорежущие. Образцы-изделия для проверки точности обработки. Общие технические требования
ГОСТ 25889.1-83 Станки металлорежущие. Методы проверки круглости образца-изделия
ГОСТ 27843-88 Станки металлорежущие. Методы проверки точности позиционирования
3 ОСНОВНЫЕ РАЗМЕРЫ
3.1 Основные размеры станков должны соответствовать указанным на рисунке 1 и в таблице 1.
Станок с подвижным столом

Станок с неподвижным столом
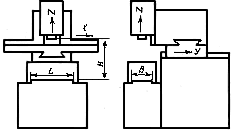
 - ширина рабочей поверхности стола,
- ширина рабочей поверхности стола,  - длина рабочей поверхности стола,
- длина рабочей поверхности стола,  - наибольшее расстояние от рабочей поверхности стола до торца шпинделя (головки)
- наибольшее расстояние от рабочей поверхности стола до торца шпинделя (головки)
Рисунок 1
Примечание. Рисунок не определяет конструкцию станка.
Таблица 1
В миллиметрах
|
|
|
|
|
250 |
400 |
280 |
|
400 |
630 |
450 |
|
630 |
1000 |
560 |
|
800 |
1600 |
710 |
3.2 Допускается изготавливать станки со столом, имеющим ширину, уменьшенную в 1,25 раза по сравнению с указанной в таблице 1, а также с круглым столом, диаметр которого должен быть равен .
3.3 У столов размеры пазов и расстояние между ними - по ГОСТ 1574.
3.4 Обозначение и направление осей координат - по ГОСТ 23597 и настоящему стандарту.
3.5 Допускается по согласованию с потребителем изготавливать станки со столом, имеющим длину, увеличенную или уменьшенную по сравнению с указанной в таблице 1.
4 ТОЧНОСТЬ СТАНКА
4.1 Общие требования к испытаниям станков на точность - по ГОСТ 8.
4.2 Схемы и способы измерений, геометрических параметров - по ГОСТ 22267, ГОСТ 27843 и настоящему стандарту.
4.3 По согласованию с изготовителем потребитель может выбрать только те проверки из указанных в настоящем стандарте, которые характеризуют интересующие потребителя свойства, но эти проверки должны быть определены при заказе станка.
4.4 В проверках по двум взаимно-перпендикулярным направлениям допуск выбирается равным допуску по направлению с наибольшей длиной измерения или перемещения.
Если измерения не могут быть выполнены на длине, указанной в настоящем стандарте, то допуски для новой длины должны быть пересчитаны по ГОСТ 24643, при этом они не могут быть меньше 10 мкм для станков класса точности Н и 5 мкм для станков класса точности П.
4.5 Допускаемые отклонения не должны превышать значений, указанных в 4.5.1-4.5.7, 5.3.
4.5.1 Прямолинейность (плоскостность) рабочей поверхности стола
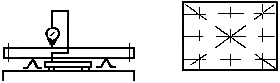
Рисунок 2
Таблица 2
|
Длина измерения, мм |
Допуск, мкм, для станков классов точности | |
|
Н |
П | |
|
До 320 |
16 |
10 |
|
Св. 320 до 500 |
20 |
12 |
|
" 500 " 800 |
25 |
16 |
|
" 800 |
30 |
20 |
|
Примечание - Выпуклость не допускается. | ||
Измерения - по ГОСТ 22267, разд.4, метод 3 (рисунок 2).
Проверка проводится последовательно в двух диагональных, трех продольных и трех поперечных сечениях стола: среднем и двух крайних, расположенных от края стола на расстоянии, равном 1/5 ширины или длины стола соответственно.
4.5.2 Прямолинейность и параллельность траектории продольного и поперечного перемещений стола (головки) рабочей поверхности стола
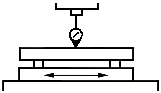
Рисунок 3
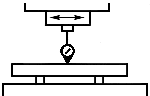
Рисунок 4
Таблица 3
|
Длина измерения, мм |
Допуск, мкм, для станков классов точности | |
|
|
Н |
П |
|
До 320 |
16 |
10 |
|
Св. 320 до 500 |
20 |
12 |
|
" 500 " 800 |
25 |
16 |
|
" 800 |
30 |
20 |
|
Примечание - Для станков с неподвижным столом допуски следует увеличить в 1,6 раза. В том случае, если перемещение головки является установочным, допуски следует увеличить в 2,5 раза. | ||
Измерения - по ГОСТ 22267, разд.6, методы 1а и 2а (рисунки 3, 4).
Стол (головку) перемещают на всю длину хода.
4.5.3 Прямолинейность и параллельность боковых сторон направляющего паза или контрольной кромки стола траектории перемещения стола
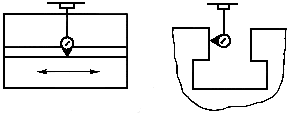
Рисунок 5
Таблица 4
|
Длина перемещения, мм |
Допуск, мкм, для станков классов точности | |
|
|
Н |
П |
|
До 32 |
16 |
10 |
|
Св. 320 до 500 |
20 |
12 |
|
" 500 " 800 |
25 |
16 |
|
" 800 |
30 |
20 |
|
Примечание - Для станков с неподвижным столом допуски следует увеличить в 1,6 раза. | ||
Измерения проводят с помощью прибора для измерения длин. Стойку прибора устанавливают на головке (шпинделе). Измерительный прибор устанавливают так, чтобы его наконечник касался боковой стороны направляющего паза и был ей перпендикулярен. Стол (головку) перемещают на всю длину хода, но не более длины паза.
4.5.4 Прямолинейность и перпендикулярность траектории поперечного перемещения стола (головки) направлению его (ее) продольного перемещения
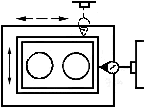
Рисунок 6
Таблица 5
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков классов точности | |
|
|
Н |
П |
|
До 200 |
20 |
12 |
|
Св. 200 до 320 |
25 |
16 |
|
" 320 " 500 |
32 |
20 |
|
" 500 |
40 |
25 |
|
Примечание - Для станков с неподвижным столом допуски следует увеличить в 1,6 раза. | ||
Измерения - по ГОСТ 22267, разд.8, метод 1 (рисунок 6).
Стол (головку) перемещают в поперечном направлении на всю длину хода, но не более 500 мм.
4.5.5 Прямолинейность и перпендикулярность траектории перемещения головки (шпинделя) рабочей поверхности стола в продольной и поперечной плоскостях

Рисунок 7
Таблица 6
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков классов точности | |
|
|
Н |
П |
|
До 200 |
16 |
10 |
|
Св. 200 до 320 |
20 |
12 |
|
" 320 |
25 |
16 |
|
Примечание - Для станков с неподвижным столом допуски следует увеличить в 1,25 раза. | ||
Измерения - по ГОСТ 22267, разд.9, метод 1б (рисунок 7).
Головку (шпиндель) перемещают на всю длину хода, но не более 300 мм.
4.5.6 Прямолинейность и параллельность торца шпинделя (подэлектродной плиты) рабочей поверхности стола

Рисунок 8
Таблица 7
|
Длина измерения, мм |
Допуск, мкм, для станков классов точности | |
|
Н |
П | |
|
До 125 |
16 |
10 |
|
Св. 125 до 200 |
20 |
12 |
|
" 200 |
25 |
16 |
Измерения проводят с помощью прибора для измерения длин. Головку (шпиндель) и стол станка устанавливают в среднее положение. На рабочей поверхности стола устанавливают стойку с прибором так, чтобы его измерительный наконечник касался поверхности торца шпинделя подэлектродной плиты и был перпендикулярен ей. Стойку перемещают в продольном и поперечном направлениях. Измерения производят в двух диаметральных сечениях.
Отклонение от прямолинейности и параллельности рабочих поверхностей равно наибольшей из разностей между наибольшим и наименьшим показаниями прибора на длине измерения для каждого сечения.
4.5.7 Точность позиционирования стола (головки) (для станков с ЧПУ):
4.5.7.1 Точность двустороннего позиционирования  (для станков с контурной системой)
(для станков с контурной системой)
4.5.7.2 Точность одностороннего позиционирования 
4.5.7.3 Повторяемость одностороннего позиционирования 
Измерения - по ГОСТ 27843, методы 1, 3 и 4 (рисунки 9-11).
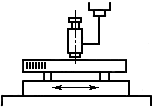
Рисунок 9
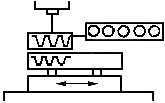
Рисунок 10
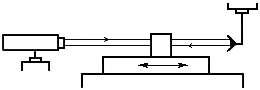
Рисунок 11
Допускается проводить измерения по ГОСТ 22267, разд.19, методы 1, 2. В этом случае отклонения не должны превышать допуска на величину А/2 по таблице 8.
Таблица 8
|
Наибольшая длина перемещения, мм |
Допуск, мкм, для станков классов точности | |||||
|
Н |
П | |||||
|
|
|
|
|
|
| |
|
До 320 |
30 |
25 |
12 |
20 |
16 |
8 |
|
Св. 320 до 500 |
40 |
30 |
16 |
25 |
20 |
10 |
|
" 500 " 800 |
50 |
40 |
20 |
30 |
25 |
12 |
|
" 800 |
60 |
50 |
25 |
40 |
30 |
16 |
|
Примечания | ||||||
 допуски следует увеличить в 2 раза по сравнению с указанными в таблице.
допуски следует увеличить в 2 раза по сравнению с указанными в таблице.
5 ТОЧНОСТЬ ОБРАЗЦА-ИЗДЕЛИЯ
5.1 Требования к образцам-изделиям - по ГОСТ 25443.
5.2 Материал образца-изделия - сталь 45 по ГОСТ 1050. Материал электрода-инструмента - медь. Диаметр прошиваемого отверстия  =(0,1...0,04) , но не более 50 мм.
=(0,1...0,04) , но не более 50 мм.
Образец-изделие устанавливают над серединой стола на высоте 0,5Н. Электрод выставляют относительно стола. Отверстие обрабатывают предварительно. Окончательная обработка производится в два прохода.
5.3 Круглость внутренней поверхности обработанного отверстия
Таблица 9
|
Диаметр прошиваемого отверстия, мм |
Допуск круглости электрода-инструмента, мкм |
Допуск, мкм, для станков классов точности | |
|
Н |
П | ||
|
До 20 |
5 |
20 |
12 |
|
Св. 20 до 32 |
6 |
25 |
16 |
|
" 32 |
8 |
32 |
20 |
Измерения - по ГОСТ 25889.1, методы 1, 2.
Допускается оценивать точность формы постоянством диаметра в поперечном сечении. В этом случае допуски увеличивают в 2 раза по сравнению с указанными в таблице 9.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1995