ГОСТ 16195-70
Группа Г21
1002-1130
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЗАГОТОВКИ ПУАНСОНОДЕРЖАТЕЛЕЙ ДЛЯ КЛИНОВОГО
И ФЛАНЦЕВОГО КРЕПЛЕНИЯ ПУАНСОНОВ ШТАМПОВ
ГОРИЗОНТАЛЬНО-КОВОЧНЫХ МАШИН
Конструкция и размеры
Blanks of male dies holders for wedged and flanged fixing
of male dies of horizontal forging machines.
Construction and dimensions
Дата введения 1971-01-01
РАЗРАБОТАН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Зам. директора Герасимов Н.Н.
Начальник отдела Нестеров М.А.
Руководитель темы Яновский Г.А.
Исполнитель Курганов В.П.
ВНЕСЕН Всесоюзным научно-исследовательским институтом по нормализации в машиностроении (ВНИИНМАШ)
Зам. директора Герасимов Н.Н.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением станкоинструментальной промышленности и межотраслевых производств Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Начальник управления Бергман В.П.
Ст. инженер Дуброва Л.Г.
Научно-исследовательским отделом стандартизации, унификации и агрегатирования кузнечно-прессового, металлургического и литейного оборудования и оснастки Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
Начальник отдела Нестеров М.А.
Руководитель темы Яновский Г.А.
Исполнитель Курганов В.П.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 19 июня 1970 г. (протокол N 111)
Председатель Научно-технической комиссии зам. председателя Комитета Дубовиков Б.А.
Члены комиссии - Шахурин В.Н., Бергман В.П., Плис Г.С., Златкович Л.А., Кулагин В.Б.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 15 июля 1970 г. N 1093
ВЗАМЕН МН 1283-60
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 17.07.80 N 3672 с 01.01.81
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 10, 1980 год
Настоящий стандарт распространяется на заготовки, предназначенные для изготовления пуансонодержателей штампов горизонтально-ковочных машин с вертикальным разъемом матриц исполнений:
1 - для клинового крепления пуансонов;
2 - для фланцевого крепления пуансонов.
1. Конструкция и размеры заготовок пуансонодержателей должны соответствовать указанным на черт. 1, 2 и в таблице.

Размеры в мм
|
Обозначения заготовок пуансонодержателей |
Приме- няемость |
Усилие ГКМ, тс |
|
|
|
|
|
|
|
|
| ||
|
Исполнения |
|||||||||||||
|
1 |
2 |
1 |
2 |
||||||||||
|
1002-1131 |
1002-1151 |
1000 (100) |
60 |
250 |
270 |
310 |
45 |
- |
100 |
30 |
15 | ||
|
1132 |
1152 |
1600 (160) |
80 |
320 |
330 |
370 |
65 |
15 |
120 |
40 |
20 | ||
|
1133 |
1153 |
2500 (250) |
100 |
400 |
400 |
450 |
85 |
20 |
130 |
50 |
25 | ||
|
1134 |
1154 |
500 |
|||||||||||
|
1135 |
1155 |
4000 (400) |
130 |
500 |
560 |
105 |
25 |
235 |
70 |
35 | |||
|
1136 |
1156 |
630 |
|||||||||||
|
1137 |
1157 |
6300 (630) |
160 |
560 |
610 |
680 |
135 |
35 |
290 |
80 |
40 | ||
|
1138 |
1158 |
710 |
|||||||||||
|
1139 |
1159 |
8000 (800) |
200 |
630 |
680 |
750 |
175 |
275 |
90 |
45 | |||
|
1140 |
1160 |
710 |
|||||||||||
|
1141 |
1161 |
10000 (1000) |
210 |
650 |
760 |
840 |
180 |
40 |
280 |
100 |
50 | ||
|
1142 |
1162 |
800 |
|||||||||||
|
1143 |
1163 |
12500 (1250) |
230 |
710 |
840 |
920 |
200 |
320 |
|||||
|
1002-1144 |
1002-1164 |
900 |
|||||||||||
 (пред. откл. по
(пред. откл. по  )
) 
 (пред. откл. по
(пред. откл. по )
) 





Продолжение
Размеры в мм
|
Обозначения заготовок пуансонодержателей |
|
|
|
|
|
|
|
|
|
|
|
Масса, кг | ||
|
Исполнения |
|
Исполнения | ||||||||||||
|
1 |
2 |
|
|
1 |
2 | |||||||||
|
1002-1131 |
1002-1151 |
175 |
10 |
- |
- |
59 |
- |
- |
35 |
8 |
М16 |
22 |
30,5 |
26,5 |
|
1132 |
1152 |
220 |
15 |
60 |
100 |
64 |
50 |
80 |
60,0 |
52,5 | ||||
|
1133 |
1153 |
320 |
70 |
180 |
75 |
60 |
110 |
113,0 |
101,0 | |||||
|
1134 |
1154 |
30 |
140,5 |
129,0 | ||||||||||
|
1135 |
1155 |
355 |
15 |
200 |
86 |
80 |
130 |
50 |
10 |
М24 |
32 |
230,0 |
208,0 | |
|
1136 |
1156 |
30 |
294,5 |
272,5 | ||||||||||
|
1137 |
1157 |
425 |
20 |
80 |
240 |
96 |
90 |
170 |
381,5 |
344,5 | ||||
|
1138 |
1158 |
50 |
493,0 |
456,5 | ||||||||||
|
1139 |
1159 |
460 |
20 |
280 |
108 |
100 |
180 |
70 |
12 |
М36 |
45 |
607,0 |
546,5 | |
|
1140 |
1160 |
50 |
691,0 |
630,0 | ||||||||||
|
1141 |
1161 |
490 |
25 |
100 |
300 |
118 |
110 |
210 |
729,0 |
655,0 | ||||
|
1142 |
1162 |
55 |
917,0 |
843,0 | ||||||||||
|
1143 |
1163 |
530 |
25 |
340 |
123 |
120 |
240 |
958,5 |
856,5 | |||||
|
1002-1144 |
1002-1164 |
55 |
|
1335,0 |
1233,0 | |||||||||











Пример условного обозначения заготовки пуансонодержателя  мм,
мм,  мм из стали марки 45ХЛ по ГОСТ 977-75*, исполнения 1:
мм из стали марки 45ХЛ по ГОСТ 977-75*, исполнения 1:
1002-1132-45ХЛ ГОСТ 16195-70
То же, исполнения 2:
1002-1152-45ХЛ ГОСТ 16195-70
_______________
* На территории Российской Федерации действует ГОСТ 977-88. Здесь и далее. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
2. Примеры применения заготовок пуансонодержателей даны в приложении.
3. Материал - сталь марки 45ХЛ по ГОСТ 977-75. Допускается замена сталями других марок с механическими свойствами не ниже, чем у стали марки 45ХЛ.
(Измененная редакция, Изм. N 1).
4. НВ 207?255.
5. Непараллельность поверхности  относительно поверхности
относительно поверхности  - не более 0,01 мм на длине 100 мм.
- не более 0,01 мм на длине 100 мм.
6. Неперпендикулярность поверхностей  , и относительно поверхности
, и относительно поверхности  - не более 0,02 мм.
- не более 0,02 мм.
7. По требованию заказчика допускается изготовление кованых заготовок пуансонодержателей без облегчающих выемок ( ).
).
8. Остальные технические требования - по ГОСТ 16198-70.
9. Маркировать: условное обозначение и товарный знак.
ПРИЛОЖЕНИЕ к ГОСТ 16195-70
Справочное
ПРИМЕРЫ ПРИМЕНЕНИЯ ЗАГОТОВКИ ПУАНСОНОДЕРЖАТЕЛЯ
ДЛЯ КРЕПЛЕНИЯ ПУАНСОНОВ
Крепление клиньями
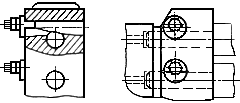
Крепление фланцевыми крышками
