
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
Введение
Выборочные планы на основе AQL, определяющего среднее качество процесса, предназначены в основном для контроля непрерывной серии партий продукции. Это позволяет пользоваться правилами переключения, которые не только обеспечивают защиту потребителя (за счет переключения на усиленный контроль, там где это необходимо), но также позволяют производителю (за счет переключения на ослабленный контроль) сокращать затраты на испытания и контроль (если достигается систематически хорошее качество). Практически на сегодняшний день правила переключения не применяют по ряду причин во многих ситуациях:
a) используют только отдельные планы ГОСТ Р 50779.71, хотя не реализована защита с помощью концепции AQL; также имеют место другие формулировки AQL, позволяющие соответствовать требованиям к так называемой "уникальной продукции";
b) продукция отрасли специфична, поэтому планы ГОСТ Р 50779.71 не применимы;
c) производство с остановками (не непрерывное);
d) выпускают партии варьируемого объема из нескольких разных источников, т.е. "партии изделий";
e) отсутствует информация об источниках, так как закупки осуществляются через частные компании;
f) "малые" партии (требуют гипергеометрического распределения);
g) "отдельные" партии;
h) повторное предъявление партий.
Вследствие этого для некоторых случаев защита потребителя может быть достигнута другими методами. В настоящем стандарте мерой защиты потребителя является предельное качество. Следует заметить, что априорная информация о системе качества поставщика и ее эффективности может сыграть определяющую роль при принятии решения о приемке или отклонении одиночной партии.
При разработке данного стандарта учтены следующие принципы:
a) новые LQ-планы можно легко объединить с имеющимися в ГОСТ Р 50779.71 AQL-планами;
b) применение LQ предполагает ряд предпочтительных значений, которые не совпадают с рядом предпочтительных значений AQL;
c) в одной и той же таблице установлены по мере возможности пять основных чисел, связанных с одноступенчатым выборочным планом, а именно объем партии, объем выборки, приемочное число, AQL (или качество, имеющее 95%-ую вероятность приемки) и LQ.
Применение выборочного приемочного контроля предполагает четкое определение критериев качества, используемых для единиц штучной продукции, составляющих партию, уровня качества продукции, планируемого для процесса изготовления, пересмотр планов и последующих процедур, если партия отклонена. Кроме того, требуется построить схему выборочного контроля таким образом, чтобы ее можно оговорить в контракте на закупку. Настоящий стандарт максимально учитывает действующие планы ГОСТ Р 50779.71, применим на практике и предлагает рациональную серию планов, построенных на основе предельного качества LQ.
1 Область применения
1.1 Область деятельности
Настоящий стандарт устанавливает выборочные планы и процедуры на основе LQ для контроля по альтернативному признаку, которые можно использовать там, где не действуют правила переключения ГОСТ Р 50779.71, например, для отдельных партий.
Планы настоящего стандарта основаны на предпочтительных значениях предельного качества LQ с риском потребителя, как правило, ниже 10% и всегда ниже 13%. Этот метод позволяет использовать специальную процедуру![]() , описанную в ГОСТ Р 50779.71 (12.6) и применяемую в качестве стандартной.
, описанную в ГОСТ Р 50779.71 (12.6) и применяемую в качестве стандартной.
____________________
![]() В подпункте 12.6.2 ГОСТ Р 50779.71 оговаривается: "Для отдельных партий можно рекомендовать ограничить круг выбираемых планов теми, которые учитывают заданное значение AQL, обеспечивающее по крайней мере защиту с установленным предельным качеством. Для этого выборочные планы выбирают с учетом предельного качества LQ и соответствующего ему риска потребителя. В таблицах 6 и 7 содержатся уровни процесса, для которых вероятность приемки с различными выборочными планами равна, соответственно, 10% и 5%". Настоящий стандарт использует предпочтительные значения LQ и позволяет варьировать риск потребителя в соответствии с установленными правилами.
В подпункте 12.6.2 ГОСТ Р 50779.71 оговаривается: "Для отдельных партий можно рекомендовать ограничить круг выбираемых планов теми, которые учитывают заданное значение AQL, обеспечивающее по крайней мере защиту с установленным предельным качеством. Для этого выборочные планы выбирают с учетом предельного качества LQ и соответствующего ему риска потребителя. В таблицах 6 и 7 содержатся уровни процесса, для которых вероятность приемки с различными выборочными планами равна, соответственно, 10% и 5%". Настоящий стандарт использует предпочтительные значения LQ и позволяет варьировать риск потребителя в соответствии с установленными правилами.
Примечание - Планы ГОСТ Р 50779.71 основаны на предпочтительных значениях AQL и уровнях контроля. При контроле непрерывной серии партий правила переключения позволяют удержать среднее качество процесса в этой серии партий на уровне ниже AQL. Предельное качество не имеет прямой связи со средним качеством процесса (3.5.1).
1.2 Сфера применения
Настоящий стандарт содержит процедуры, предназначенные для часто встречающихся на практике:
а) процедура А - применима в случаях, когда изготовитель (поставщик) и потребитель рассматривают партию как отдельную. Таблицы основаны на случайном взятии выборок для ограниченных партий с учетом рисков изготовителя и потребителя. Процедуру применяют, если нет особых указаний пользоваться процедурой В;
b) процедура В - применима в случаях, когда изготовитель рассматривает партию как часть непрерывной серии партий, а потребитель как отдельную. Таблицы основаны на случайном взятии выборок из отдельной партии для риска потребителя, обеспечивающего предельное качество, а для риска изготовителя - на случайном взятии выборок из процесса производства и табличных значениях оперативных характеристик (ОХ). Планы выбирают из имеющихся в стандарте ГОСТ Р 50779.71, которые позволяют изготовителю поддерживать согласованные процедуры для потребителей независимо от того, поступают к ним индивидуальные партии или непрерывная серия партий. Эта процедура подходит для включения ее в стандарты на продукцию или в технические условия, оговаривающие применение выборочного контроля. Для изготовителя имеют значение все аспекты производства, а для отдельного потребителя - исключительно поступившая к нему партия.
1.а Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 50779.30-95 Статистические методы. Приемочный контроль качества. Общие требования
ГОСТ Р 50779.52-95 Статистические методы. Приемочный контроль качества по альтернативному признаку
ГОСТ Р 50779.71-99 (ИСО 2859-1-89) Выборочные процедуры контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества AQL
2 Определения
В настоящем стандарте применяют термины с соответствующими определениями по ГОСТ Р 50779.71.
3 Выбор плана выборочного контроля
3.1 Назначение плана выборочного контроля
При ссылках на настоящий стандарт в контракте или технических условиях необходимо точно определить процедуру контроля (А или В). При отсутствии такой ссылки следует применять процедуру А.
3.2 Выбор процедуры выборочного контроля
Процедура А основана на предположении о гипергеометрическом распределении результатов выборочного контроля, но оно хорошо аппроксимируется с помощью биномиального распределения для планов с ненулевыми приемочными числами процедуры А. Поэтому значения ОХ для этих планов аппроксимируются через табличное представление некоторых планов процедуры В. Тем не менее процедура А использует планы с нулевым приемочным числом и объемами выборки, основанными на гипергеометрическом распределении выборочных результатов, в то время как процедура В исключает планы с приемочным числом ноль и использует сплошной контроль.
Выбор процедуры определяется возможностью применения планов с нулевым приемочным числом.
Процедура А использует планы с нулевым приемочным числом, рассчитанным по гипергеометрическому распределению. Начиная с некоторых диапазонов объема партий, требованиям концепции LQ удовлетворяют планы ГОСТ Р 50779.71, которые и используют в процедуре А. Свойства процедуры А близки к уровням контроля II для LQ менее 8% и контроля I для LQ более 8%.
Процедура В отличается большей гибкостью выбора уровней контроля. Табличные значения ОХ основаны на предположении о равной вероятности производства несоответствующих единиц продукции, поэтому значения ОХ достаточно точны для малых выборочных долей (отношение объема выборки к объему партий), но по мере увеличения выборочной доли точность снижается. Для достаточно малых объемов партий процедура В требует сплошного контроля.
Обе процедуры рассматривают предельное качество LQ как действительный процент несоответствующих единиц продукции в поставляемых партиях. Вероятность приемки при этом предельном качестве можно получить из таблицы D1 для процедуры А и таблиц В1-В10 - для процедуры В. Процедура В рекомендуется при производстве непрерывной серии партий независимо оттого, будут ли они направлены одному и тому же потребителю. Процедура А необходима для единичной партии и должна применяться, если планы с нулевым приемочным числом включены в схему выборочного контроля.
3.3 Процедура А (таблица А)
Планы выбирают по объему партии и предельному качеству LQ.
Для установленного объема партии и предельного качества в таблице А даны значения приемочного числа (Ас) и объема выборки (n).
Хотя основной параметр этих таблиц - предельное качество LQ, изготовителю необходимо знать значения оперативной характеристики для высокой вероятности приемки. Данные по точке риска изготовителя содержатся в таблице D1, по вероятности приемки партий для планов с нулевыми приемочными числами - в таблице D2.
3.4 Процедура В (таблицы В)
Планы выбирают по предельному качеству LQ и установленному уровню контроля (если не оговорено иное, должен быть назначен уровень контроля II).
Для выбора нужной таблицы из таблиц В1-В10 используют заданное значение предельного качества. В каждой таблице объем партии и уровень контроля указывают на соответствующий объем выборки (n) и приемочное число (Ас). Несмотря на то, что основной параметр таблицы - предельное качество LQ, изготовителю необходимо знать значения оперативной характеристики для высокой вероятности приемки. Каждая таблица содержит информацию об эквивалентных AQL и ОХ. Оперативные характеристики обозначают кодами, используемыми в ГОСТ Р 50779.71, и приемочным числом.
Оперативные характеристики, приведенные на графиках под таблицами В1-В10, строятся на основе пауссоновского или биномиального распределения. При больших значениях (более 0,90) расчетной оперативной характеристики фактическая вероятность приемки будет выше, а при малых значениях (меньше 0,10) фактическая вероятность меньше, чем расчетная.
3.5 Выбор параметров для выборочных процедур
3.5.1 Предельное качество LQ
В отличие от AQL, который является руководством при выборе уровня качества, необходимого для выполнения критериев приемки в большинстве случаев, предельное качество не является для потребителя надежной гарантией реального качества принятых партий. Поэтому рекомендуется предельное качество устанавливать в три и более раз выше требуемого качества.
Это позволяет изготовителю (поставщику) обеспечивать партии требуемого качества и иметь достаточную вероятность приемки партий для приемочных чисел 3, 5, 10 и 18. Для планов с приемочным числом 1, качеством партий лучше ![]() и приемочным числом 0 партии должны быть высокого качества прежде чем вероятность приемки возрастет до 0,95 и выше. Количество предельных чисел ограничено множеством предпочтительных значений и предполагаемыми планами для этих чисел. Если вводятся планы с уже заданным нестандартным предельным качеством (L), в планы заносится качество LQ, соответствующее интервалу с нестандартным значением из четвертой графы таблицы С. В графах 2 и 3 таблицы С содержатся значения качества риска потребителя (CRQ), полученные в таблицах В1-В10 для рисков потребителя 10 и 5%.
и приемочным числом 0 партии должны быть высокого качества прежде чем вероятность приемки возрастет до 0,95 и выше. Количество предельных чисел ограничено множеством предпочтительных значений и предполагаемыми планами для этих чисел. Если вводятся планы с уже заданным нестандартным предельным качеством (L), в планы заносится качество LQ, соответствующее интервалу с нестандартным значением из четвертой графы таблицы С. В графах 2 и 3 таблицы С содержатся значения качества риска потребителя (CRQ), полученные в таблицах В1-В10 для рисков потребителя 10 и 5%.
Пример - Значение предельного качества было задано 3,5%, которое не является предпочтительным, и для выбора плана надо использовать предпочтительное значение предельного качества LQ=3,15%, поскольку 3,5% не выходит за пределы 2,5%![]() LQ<4%.
LQ<4%.
3.5.2 Уровень контроля
В соответствии с процедурами ГОСТ Р 50779.71 увеличение объема выборки ведет к большей защищенности потребителя. В настоящем стандарте защита потребителя поддерживается на почти постоянном уровне, за счет увеличения объема выборки достигается большая широта действий в допустимых средних уровнях процесса. Если защита, обеспечивающая отклонение случайной плохой партии с помощью номинального предельного качества, не соответствует требованиям потребителя, для поставщика определяющее значение имеет уровень контроля, тем более когда он несет затраты на выборочный контроль. При среднем уровне процесса выше предельного качества может использоваться выборка меньшего объема. Если потребителю важно фактическое, а не предельное качество или он несет затраты на контроль, большие уровни контроля не всегда экономичны. Поэтому уровень контроля III, рекомендуемый в ГОСТ Р 50779.71, не включен в настоящий стандарт для LQ более 5%. Если требуются выборки малого объема, а другие факторы считаются второстепенными, установление уровня S-2 создает эффект обеспечения фиксированного объема выборки для всех объемов партий, с объемом выборки, зависящим исключительно от предельного качества.
4 Правила приемки и отклонения
4.1 Выборочный контроль
После выбора плана контроля в соответствии с разделом 3 случайным образом отбирают единицы продукции из партии и все единицы в выборке должны быть проконтролированы.
4.2 Приемка партий
Если число несоответствующих единиц продукции, выявленных в выборке, не превышает приемочное число Ас, заданное в плане, партия должна быть принята.
4.3 Несоответствующие единицы продукции
Независимо от того, была ли партия принята, все выявленные при контроле несоответствующие единицы продукции, как входящие так и не входящие в выборку, должны быть отклонены.
4.4 Отклонение и повторное предъявление партий на контроль
Если число несоответствующих единиц продукции, обнаруженных в выборке, превышает приемочное число Ас, партию отклоняют.
Отклоненная партия не может быть представлена на контроль прежде чем:
a) будет получено одобрение от уполномоченной стороны, и
b) все единицы в партии пройдут повторную проверку и испытания, а все несоответствующие единицы будут изъяты и заменены на годные, или будут исправлены все несоответствия.
Если уполномоченная сторона одобряет повторный контроль отклоненной партии, она должна определить метод приемочного контроля (а именно, LQ и (или) уровень контроля), полноту контроля (по всем группам и видам несоответствий должен быть проведен контроль, или только по тем из них, которые привели к отклонению партии при первом предъявлении).
5 Двух- и многоступенчатые планы выборочного контроля
В таблицах D3 и D4 приведены объемы выборки и параметры двух- и многоступенчатых планов выборочного контроля из ГОСТ Р 50779.71, которые эквивалентны одноступенчатым выборочным планам таблиц В1-В10. Код объема выборки таблицы D3 соответствует коду в ГОСТ Р 50779.71, а код приемочного числа таблицы D4 совпадает со значениями приемочных чисел одноступенчатых планов. Так как планы с нулевым приемочным числом для процедур А и В имеют аналогичные ОХ, двух- и многоступенчатые планы могут использоваться вместо соответствующих одноступенчатых. Подробнее о работе с двух- и многоступенчатыми планами контроля - в 11.1.2 и 11.1.3 ГОСТ Р 50779.71.
6 Примеры применения настоящего стандарта
6.1 Потребителю нужно закупить винты в расфасованных упаковках по 10 штук для сборки комплектов книжных шкафов, планируемых для продажи. Хотя он хотел бы получать упаковки по 10 винтов в каждой, допускается 1% упаковок с меньшим числом винтов. При этом потребитель не хочет рисковать и допускать приемку при гораздо большем проценте дефектных упаковок. Он планирует закупать 5000 комплектов партиями по 1250 штук.
Поставщик соглашается использовать процедуру А с номинальным предельным качеством 3,15%. Для партий с объемом 1250 выбирается план с n=125, Ас=1.
Поставщик предлагает обеспечить поставку всех 5000 комплектов как единую партию. Тогда выбирается новый план контроля с n=200, Ас=3.
Одиночная партия требует пропорционально меньшего числа контролируемых изделий. При этом план выборочного контроля по-прежнему обеспечивает необходимую высокую вероятность отклонения для такого плохого качества как 3,15% при одновременном повышении вероятности приемки с 0,64 до 0,86 для партий с приемлемым качеством 1%.
6.2 Тот же потребитель хочет закупить деревянные компоненты для своего комплекта разборного шкафа стандартных размеров с пластиковой отделкой панелей передней стенки шкафа. Поставщик производит их в обычном порядке и рассматривает 7500 панелей, требуемых для каждой партии из 1250 комплектов, как одиночные партии в общем потоке поставок в магазины. В соответствии с контрольными проверками качества рубцы пластиковой обшивки случаются с вероятностью 0,025. Некоторое количество зарубцованных стенок допускается потребителем, поскольку их можно выявить и отложить в сторону во время обработки для изготовления комплекта шкафа, но он решает, что если 5% стенок будут с рубцами, то это приведет к трудностям при обработке.
Поставщик и потребитель решают, что необходима процедура В с номинальным предельным качеством 5,0% и уровнем контроля S-4. Параметры выборочного плана для объема партии 7500 включают n=80 и Ас=1. При таком плане вероятность приемки с текущим средним качеством процесса составит менее 0,5. Неприемлемая партия должна пройти перед использованием сплошной контроль, и эта высокая вероятность отклонения требует больших, чем рекомендуемые, затрат на контроль.
Уровень контроля III может гарантировать выборочный план с n=315 и Ас=10. Для партии текущего среднего качества процесса вероятность приемки выше 0,80. Поставщик с лучшим средним качеством процесса, например, 1%, может получить аналогичную вероятность приемки с уровнем контроля S-4. Это демонстрирует возможности более хороших поставщиков по работе с меньшими объемами выборки, в то же время все еще отвечая тому же критерию предельного качества.
7 Согласованность настоящего стандарта с ГОСТ Р 50779.71
7.1 Общая часть
В пределах вероятностных ограничений, свойственных отбору выборок по качественному признаку, стандартизованные планы на основе LQ в таблицах А и В обеспечивают рациональный выбор из действующих планов на основе AQL в ГОСТ Р 50779.71. Аналогичные правила приемки и отклонения и границы объемов партий ГОСТ Р 50779.71 были сохранены для согласованности. В 7.2 и 7.3 описаны особые случаи.
7.2 Процедура А (таблица А)
Для особых партий с относительно большим объемом выборки по отношению к объему партии требуется использовать гипергеометрическое распределение. Имеются дополнительные 39 планов в таблице А (Ас=0), для которых приводятся данные по кривой ОХ в таблице D2. Остальная часть из 80 планов в таблице А взята из ГОСТ Р 50779.71.
7.3 Процедура В (таблицы В)
Все планы в таблицах В взяты из ГОСТ Р 50779.71 с помощью скользящей шкалы для риска потребителя (как правило ниже 10%) с установленным предельным качеством LQ. Уровни контроля ГОСТ Р 50779.71 также включены (3.5.2), но планы с Ас=0 не были включены в таблицы В, так как можно пользоваться таблицей А, если планы с Ас=0 рассматриваются как особо важные.
Таблица А - Одноступенчатые планы выборочного контроля на основе предельного качества LQ (процедура А)
|
Объем партии |
Объем выборки n |
Параметры одноступенчатых планов выборочного контроля при LQ, % | |||||||||
|
|
|
0,5 |
0,8 |
1,25 |
2,0 |
3,15 |
5,0 |
8,0 |
12,5 |
20 |
32 |
|
16-25 |
n |
|
|
|
|
|
25 |
17 |
13 |
9 |
6 |
|
|
Ас |
|
|
|
|
|
0 |
0 |
0 |
0 |
0 |
|
26-50 |
n |
|
|
|
50 |
50 |
28 |
22 |
15 |
10 |
6 |
|
|
Ас |
|
|
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
|
51-90 |
n |
|
|
90 |
50 |
44 |
34 |
24 |
16 |
10 |
8 |
|
|
Ас |
|
|
0 |
0 |
0 |
0 |
0 |
0 |
6 |
0 |
|
91-150 |
n |
|
150 |
90 |
80 |
55 |
38 |
26 |
18 |
13 |
13 |
|
|
Ас |
|
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
|
151-280 |
n |
200 |
170 |
130 |
95 |
65 |
42 |
28 |
20 |
20 |
13 |
|
|
Ас |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
1 |
|
281-500 |
n |
280 |
220 |
155 |
105 |
80 |
50 |
32 |
32 |
20 |
20 |
|
|
Ac |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
1 |
3 |
|
501-1200 |
n |
380 |
255 |
170 |
125 |
125 |
80 |
50 |
32 |
32 |
32 |
|
|
Ac |
0 |
0 |
0 |
0 |
1 |
1 |
1 |
1 |
3 |
5 |
|
1201-3200 |
n |
430 |
280 |
200 |
200 |
125 |
125 |
80 |
50 |
50 |
50 |
|
|
Ac |
0 |
0 |
0 |
1 |
1 |
3 |
3 |
3 |
5 |
10 |
|
3201-10000 |
n |
450 |
315 |
315 |
200 |
200 |
200 |
125 |
80 |
80 |
80 |
|
|
Ас |
0 |
0 |
1 |
1 |
3 |
5 |
5 |
5 |
10 |
18 |
|
10001-35000 |
n |
500 |
500 |
315 |
315 |
315 |
315 |
200 |
125 |
125 |
80 |
|
|
Ас |
0 |
1 |
1 |
3 |
5 |
10 |
10 |
10 |
18 |
18 |
|
35001-150000 |
n |
800 |
500 |
500 |
500 |
500 |
500 |
315 |
200 |
125 |
80 |
|
|
Ac |
1 |
1 |
3 |
5 |
10 |
18 |
18 |
18 |
18 |
18 |
|
150001-500000 |
n |
800 |
800 |
800 |
800 |
800 |
500 |
315 |
200 |
125 |
80 |
|
|
Ac |
1 |
3 |
5 |
10 |
18 |
18 |
18 |
18 |
18 |
18 |
|
Св.500000 |
n |
1250 |
1250 |
1250 |
1250 |
800 |
500 |
315 |
200 |
125 |
80 |
|
|
Ас |
3 |
5 |
10 |
18 |
18 |
18 |
18 |
18 |
18 |
18 |
|
________________ | |||||||||||
|
| |||||||||||
Таблица B.1 - Одноступенчатые планы выборочного контроля для LQ, равного 0,5%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля по ГОСТ Р 50779.71 (нормальный контроль) |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Вероятность приемки для предельного качества | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. |
Св. 800 |
Св. 800 |
От 801 |
От 801 |
0,065 |
800 |
1 |
Р |
0,0444 |
0,0665 |
0,210 |
0,486 |
0,593 |
0,091 |
0,000 |
|
|
|
|
Св. 500000 |
От 150001 |
0,10 |
1250 |
3 |
Q |
0,109 |
0,140 |
0,294 |
0,534 |
0,620 |
0,129 |
0,129 |
|
|
|
|
|
Св.500000 |
0,10 |
2000 |
5 |
R |
0,131 |
0,158 |
0,284 |
0,464 |
0,526 |
0,066 |
0,066 |
|
________________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
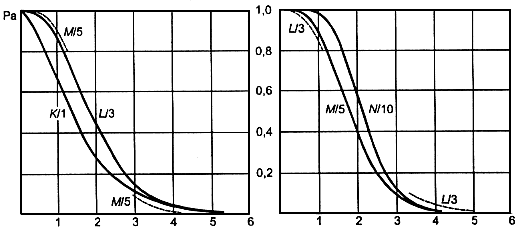
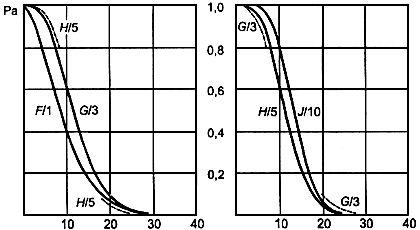
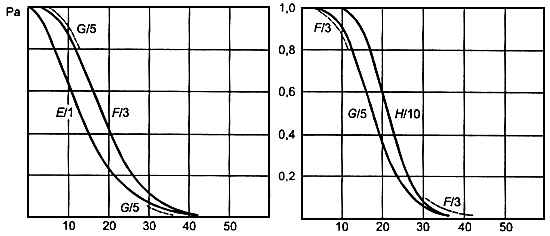
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
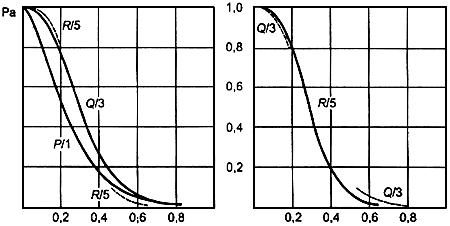
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.2 - Одноступенчатые планы выборочного контроля для LQ, равного 0,8%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля по ГОСТ Р 50779.71 (нормальный контроль) |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Вероятность приемки для предельного качества | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. 500 |
Св. 500 |
Св. 500 |
От 501 |
От 501 |
0,1 |
500 |
1 |
N |
0,071 |
0,106 |
0,336 |
0,778 |
0,949 |
0,091 |
0,000 |
|
|
|
Св. 500000 |
От 150001 |
От 35001 |
0,15 |
800 |
3 |
Р |
0,171 |
0,218 |
0,459 |
0,835 |
0,969 |
0,118 |
0,115 |
|
|
|
|
Св. 500000 |
Св. 500000 |
0,15 |
1250 |
5 |
|
0,209 |
0,252 |
0,454 |
0,742 |
0,841 |
0,066 |
0,066 |
|
________________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
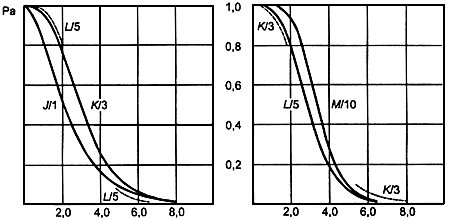
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
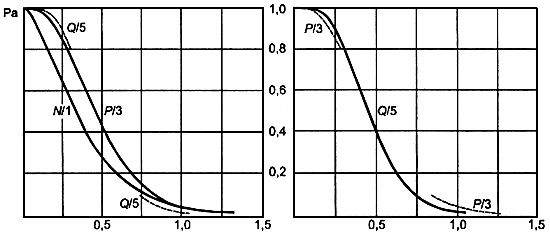
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.3 - Одноступенчатые планы выборочного контроля для LQ, равного 1,25%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля по ГОСТ Р 50779.71 (нормальный контроль) |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Вероятность приемки для предельного качества | |||||||||||
|
S-1-S-3 |
S-4 |
1 |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. |
Св. 315 |
От 316 |
От 316 |
От 316 |
0,15 |
315 |
1 |
М |
0,112 |
0,168 |
0,532 |
1,23 |
1,51 |
0,095 |
0,000 |
|
|
|
Св. 500000 |
От 35001 |
От 10001 |
0,25 |
500 |
3 |
N |
0,273 |
0,349 |
0,734 |
1,34 |
1,55 |
0,129 |
0,122 |
|
|
|
|
От 150000 |
От 35001 |
0,25 |
800 |
5 |
Р |
0,327 |
0,394 |
0,709 |
1,16 |
1,31 |
0,066 |
0,064 |
|
|
|
|
Св. 500000 |
Св. 500000 |
0,40 |
1250 |
10 |
Q |
0,494 |
0,562 |
0,863 |
1,23 |
1,36 |
0,089 |
0,089 |
|
________________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
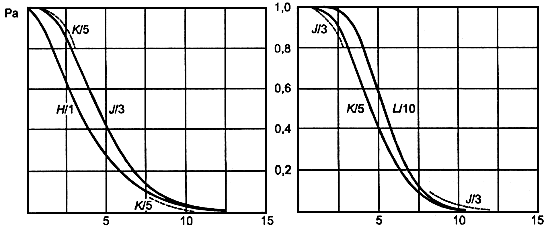
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
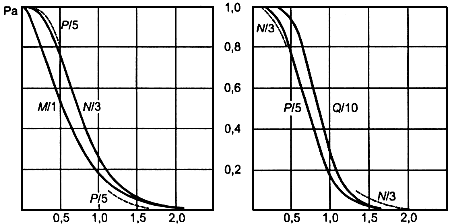
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.4 - Одноступенчатые планы выборочного контроля для LQ, равного 2,0%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля |
Код объ- ема вы- бор- |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Веро- ятность приемки | ||||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min | |
|
Св. |
Св. |
От 201 |
От 201 |
От 201 |
0,25 |
200 |
1 |
L |
0,178 |
0,266 |
0,839 |
1,95 |
2,37 |
0,089 |
0,000 | |
|
|
|
От 150001 |
От 10001 |
От 3201 |
0,40 |
315 |
3 |
M |
0,433 |
0,533 |
1,17 |
2,12 |
2,46 |
0,124 |
0,111 | |
|
|
|
Св. 500000 |
От 35001 |
От 10001 |
0,40 |
500 |
5 |
N |
0,523 |
0,630 |
1,13 |
1,86 |
2,10 |
0,065 |
0,061 | |
|
|
|
|
Св. 500000 |
Св. 35000 |
0,65 |
800 |
10 |
Р |
0,771 |
0,878 |
1,33 |
1,93 |
2,12 |
0,075 |
0,073 | |
|
_______________ | ||||||||||||||||
|
| ||||||||||||||||
|
| ||||||||||||||||
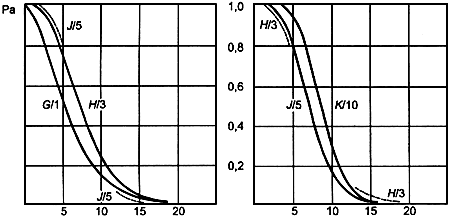
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
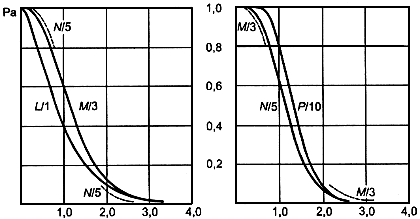
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.5 - Одноступенчатые планы выборочного контроля для LQ, равного 3,15%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля по ГОСТ Р 50779.71 (нормальный контроль) |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Вероятность приемки для предельного качества | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. |
Св. |
От |
От |
От 126 |
0,40 |
125 |
1 |
К |
0,284 |
0,426 |
1,34 |
3,11 |
3,80 |
0,093 |
0,000 |
|
|
|
От 35001 |
От 3201 |
От 1201 |
0,65 |
200 |
3 |
L |
0,683 |
0,873 |
1,84 |
3,34 |
3,88 |
0,122 |
0,101 |
|
|
|
Св. 150000 |
От 10001 |
От 3201 |
0,65 |
315 |
5 |
М |
0,829 |
1,00 |
1,80 |
2,94 |
3,34 |
0,067 |
0,058 |
|
|
|
|
Св. 35000 |
Св. 10000 |
1,00 |
500 |
10 |
N |
1,231 |
1,40 |
2,13 |
3,08 |
3,39 |
0,083 |
0,078 |
|
_______________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.6 - Одноступенчатые планы выборочного контроля для LQ, равного 5,0%
|
Объемы партий для уровней контроля |
Односту- |
Код объ- |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Веро- | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. |
Св. 81 |
От 81 |
От 81 |
От 81 |
0,65 |
80 |
1 |
J |
0,444 |
0,666 |
2,09 |
4,78 |
5,80 |
0,086 |
0,000 |
|
|
Св. 500000 |
От 10001 |
От 1201 |
От 501 |
1,0 |
125 |
3 |
К |
1,09 |
1,40 |
2,94 |
5,35 |
6,20 |
0,124 |
0,092 |
|
|
|
От 35001 |
От 3201 |
От 1201 |
1,0 |
200 |
5 |
L |
1,31 |
1,58 |
2,84 |
4,64 |
5,26 |
0,062 |
0,048 |
|
|
|
Св. 150000 |
Св. 10000 |
Св. 3200 |
1,5 |
315 |
10 |
M |
1,96 |
2,23 |
3,39 |
4,89 |
5,38 |
0,081 |
0,072 |
|
_______________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.7 - Одноступенчатые планы выборочного контроля для LQ, равного 8,0%
|
Объемы партий для уровней контроля |
Односту- |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Веро- | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. 50 |
Св. 50 |
От 51 |
От 51 |
От 51 |
1,0 |
50 |
1 |
Н |
0,712 |
1,07 |
3,33 |
7,56 |
9,13 |
0,083 |
0,000 |
|
|
|
От 35001 |
От 3201 |
От 501 |
1,5 |
80 |
3 |
J |
1,73 |
2,20 |
4,57 |
8,16 |
9,39 |
0,109 |
0,090 |
|
|
|
Св. 500000 |
От 10001 |
От 1201 |
1,5 |
125 |
5 |
К |
2,09 |
2,52 |
4,54 |
7,42 |
8,41 |
0,059 |
0,051 |
|
|
|
|
Св. 35000 |
Св. 3200 |
2,5 |
200 |
10 |
L |
3,09 |
3,51 |
5,33 |
7,70 |
8,48 |
0,069 |
0,064 |
|
______________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.8 - Одноступенчатые планы выборочного контроля для LQ, равного 12,5%
|
Объемы партий для уровней контроля |
Односту- |
Код объ- |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Веро- | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. |
От 33 |
От 33 |
От 33 |
От 33 |
1,5 |
32 |
1 |
G |
1,13 |
1,67 |
5,19 |
11,6 |
14,0 |
0,078 |
0,000 |
|
|
Св. 500000 |
От 10001 |
От 1201 |
От 281 |
2,5 |
50 |
3 |
H |
2,77 |
3,54 |
7,30 |
12,9 |
14,8 |
0,114 |
0,094 |
|
|
|
От 35001 |
От 3201 |
От 501 |
2,5 |
80 |
5 |
J |
3,32 |
3,98 |
7,06 |
11,3 |
12,7 |
0,055 |
0,043 |
|
|
|
Св. 500000 |
Св. 10000 |
Св. 1200 |
4,0 |
125 |
10 |
К |
4,94 |
5,62 |
8,53 |
12,3 |
13,6 |
0,077 |
0,070 |
|
_______________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.9 - Одноступенчатые планы выборочного контроля для LQ, равного 20,0%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля по ГОСТ Р 50779.71 (нормальный контроль) |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Веро- ятность приемки для предель- ного качества | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. 20 |
От 21 |
От 21 |
От 21 |
От 21 |
2,5 |
20 |
1 |
F |
1,80 |
2,69 |
8,25 |
18,1 |
21,6 |
0,069 |
0,000 |
|
|
От 35001 |
От 1201 |
От 501 |
От 151 |
4,0 |
32 |
3 |
G |
4,39 |
5,56 |
11,4 |
19,7 |
22,5 |
0,093 |
0,072 |
|
|
Св. 500000 |
От 10001 |
От 1201 |
От 281 |
4,0 |
50 |
5 |
H |
5,34 |
6,42 |
11,3 |
17,8 |
19,9 |
0,048 |
0,037 |
|
|
|
Св. 35000 |
Св. 3200 |
Св. 500 |
6,5 |
80 |
10 |
J |
7,91 |
8,95 |
13,3 |
18,6 |
20,3 |
0,056 |
0,049 |
|
_______________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
Уровень качества (процент несоответствующих единиц продукции)
Таблица В.10 - Одноступенчатые планы выборочного контроля для LQ, равного 32,0%
|
Объемы партий для уровней контроля |
Односту- пенчатый план выборочного контроля по ГОСТ Р 50779.71 (нормальный контроль) |
Код объ- ема вы- борки |
Табличные значения уровней качества предъявляемых партий в % несоответствующих единиц продукции, принимаемых с заданной вероятностью |
Веро- ятность приемки для предель- ного качества | |||||||||||
|
S-1-S-3 |
S-4 |
I |
II |
III |
AQL |
n |
Ac |
|
0,95 |
0,90 |
0,50 |
0,10 |
0,05 |
max |
min |
|
Св. 13 |
От 14 |
От 14 |
От 14 |
От 14 |
4,0 |
13 |
1 |
Е |
2,81 |
4,16 |
12,6 |
26,8 |
31,6 |
0,047 |
0,000 |
|
|
От 3201 |
От 501 |
От 281 |
От 91 |
6,5 |
20 |
3 |
F |
7,13 |
9,03 |
18,1 |
30,4 |
34,4 |
0,077 |
0,062 |
|
|
От 35001 |
От 1201 |
От 501 |
От 151 |
6,5 |
32 |
5 |
G |
8,5 |
10,2 |
17,5 |
27,1 |
30,1 |
0,031 |
0,022 |
|
|
Св. 500000 |
Св. 10000 |
Св. 1200 |
Св. 280 |
10,0 |
50 |
10 |
H |
12,9 |
14,5 |
21,2 |
29,1 |
31,6 |
0,044 |
0,042 |
|
_______________ | |||||||||||||||
|
| |||||||||||||||
|
| |||||||||||||||
Оперативные характеристики для одноступенчатых планов выборочного контроля
(Кривые обозначаются кодом объема выборки и приемочным числом)
Уровень качества (процент несоответствующих единиц продукции)
Таблица С - Взаимосвязь между предельным качеством LQ и уровнем качества для риска потребителя CRQ
|
Рекомендуемые значения LQ, % |
Интервал значений CRQ в таблицах В1-В10 (риск потребителя 10%) |
Интервал значений CRQ в таблицах В1-В10 (риск потребителя 5%) |
Интервал |
|
0,5 |
0,46<CRQ<0,54 |
0,52<CRQ<0,62 |
0,4 |
|
0,8 |
0,74<CRQ<0,84 |
0,84<CRQ<0,97 |
0,65 |
|
1,25 |
1,16<CRQ<1,34 |
1,31<CRQ<1,55 |
1,0 |
|
2,0 |
1,86<CRQ<2,12 |
2,10<CRQ<1,46 |
1,6 |
|
3,15 |
2,94<CRQ<3,34 |
3,34<CRQ<3,88 |
2,5 |
|
5,0 |
4,64<CRQ<5,35 |
5,26<CRQ<6,20 |
4,0 |
|
8,0 |
7,43<CRQ<8,16 |
8,41<CRQ<9,39 |
6,5 |
|
12,5 |
11,3<CRQ<12,9 |
12,7<CRQ<14,8 |
10,0 |
|
20,0 |
17,8<CRQ<19,7 |
19,9<CRQ<22,5 |
15,0 |
|
32,0 |
26,8<CRQ<30,4 |
30,1<CRQ<34,4 |
25,0 |
|
_______________ | |||
Таблица D.1 - Характеристики планов выборочного контроля для процедуры А
|
Объем |
Объем выборки/приемочное число (n/Ас) |
Вероятность приемки при предельном качестве LQ (PLQ) | ||||||||||||||||||||
|
|
LQ, % | |||||||||||||||||||||
|
|
0,5 |
0,8 |
1,25 |
2,0 |
3,15 |
5,0 |
8,0 |
12,5 |
20,0 |
32,0 | ||||||||||||
|
От 16 до 25 |
- |
- |
- |
- |
- |
Контро- лируется каждая единица |
17/0 |
0,094 |
13/0 |
0,082 |
9/0 |
0,082 |
6/0 |
0,070 | ||||||||
|
|
|
|
|
|
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 | ||||||||
|
От 26 до 50 |
- |
- |
- |
Контро- лируется каждая единица |
Контро- лируется каждая единица |
28/0 |
0,085 |
22/0 |
0,089 |
15/0 |
0,090 |
10/0 |
0,083 |
6/0 |
0,085 | |||||||
|
|
|
|
|
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 | |||||||
|
От 51 до 90 |
- |
- |
Контро- лируется каждая единица |
50/0 |
|
44/0 |
0,094 |
34/0 |
0,103 |
24/0 |
0,098 |
16/0 |
0,094 |
10/0 |
0,094 |
8/0 |
0,040 | |||||
|
|
|
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
1,0 |
1,0 | |||||
|
От 91 до 150 |
- |
Контро- лируется каждая единица |
90/0 |
|
80/0 |
0,099 |
55/0 |
0,100 |
38/0 |
0,103 |
26/0 |
0,092 |
18/0 |
0,077 |
13/0 |
0,048 |
13/1 |
0,041 | ||||
|
|
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
2,67 |
0,96 | ||||
|
От 151 до 280 |
Контро- лируется каждая единица |
170/0 |
0,102 |
130/0 |
0,095 |
95/0 |
0,089 |
65/0 |
0,090 |
42/0 |
0,097 |
28/0 |
0,086 |
20/0 |
0,062 |
20/1 |
0,062 |
13/1 |
0,044 | |||
|
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
1,79 |
0,96 |
2,86 |
0,95 | |||
|
От 281 до 500 |
280/0 |
0,089 |
220/0 |
0,097 |
155/0 |
0,095 |
105/0 |
0,092 |
80/0 |
0,061 |
50/0 |
0,067 |
32/0 |
0,068 |
32/1 |
0,071 |
20/1 |
0,065 |
20/3 |
0,072 | ||
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
1,00 |
0,97 |
1,80 |
0,95 |
7,20 |
0,95 | ||
|
От 501 |
380/0 |
0,101 |
255/0 |
0,098 |
170/0 |
0,100 |
125/0 |
0,069 |
125/1 |
0,081 |
80/1 |
0,079 |
50/1 |
0,078 |
32/1 |
0,075 |
32/3 |
0,090 |
32/5 |
0,029 | ||
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0,250 |
0,97 |
0,417 |
0,96 |
0,667 |
0,96 |
1,08 |
0,95 |
4,42 |
0,95 |
8,50 |
0,95 | ||
|
От 1201 |
430/0 |
0,099 |
280/0 |
0,095 |
200/0 |
0,074 |
200/1 |
0,083 |
125/1 |
0,088 |
125/3 |
0,119 |
80/3 |
0,106 |
50/3 |
0,112 |
50/5 |
0,047 |
50/10 |
0,042 | ||
|
|
0 |
1,0 |
0 |
1,0 |
0 |
1,0 |
0,188 |
0,95 |
0,281 |
0,95 |
1,13 |
0,95 |
1,75 |
0,95 |
2,78 |
0,95 |
5,38 |
0,95 |
12,9 |
0,95 | ||
|
От 3201 |
450/0 |
0,099 |
315/0 |
0,076 |
315/1 |
0,091 |
200/1 |
0,087 |
200/3 |
0,120 |
200/5 |
0,061 |
125/5 |
0,058 |
80/5 |
0,055 |
80/10 |
0,056 |
80/18 |
0,041 | ||
|
|
0,010 |
0,96 |
0,010 |
0,97 |
0,110 |
0,96 |
0,180 |
0,95 |
0,690 |
0,95 |
1,32 |
0,95 |
2,12 |
0,95 |
3,32 |
0,95 |
7,92 |
0,95 |
16,1 |
0,95 | ||
|
От 10001 |
500/0 |
0,080 |
500/1 |
0,089 |
315/1 |
0,094 |
315/3 |
0,123 |
315/5 |
0,066 |
315/10 |
0,080 |
200/10 |
0,069 |
125/10 |
0,077 |
125/18 |
0,069 |
80/18 |
0,041 | ||
|
|
0,099 |
0,96 |
0,071 |
0,95 |
0,111 |
0,95 |
0,437 |
0,95 |
0,834 |
0,95 |
1,97 |
0,95 |
3,99 |
0,95 |
5,01 |
0,95 |
10,2 |
0,95 |
16,1 |
0,95 | ||
|
От 35001 |
800/1 |
0,090 |
500/1 |
0,090 |
500/3 |
0,128 |
500/5 |
0,065 |
500/10 |
0,083 |
500/18 |
0,086 |
315/18 |
0,077 |
200/18 |
0,078 |
125/18 |
0,069 |
80/18 |
0,041 | ||
|
|
0,044 |
0,95 |
0,071 |
0,95 |
0,273 |
0,95 |
0,524 |
0,95 |
1,23 |
0,95 |
2,50 |
0,95 |
3,99 |
0,95 |
6,31 |
0,95 |
10,2 |
0,95 |
16,1 |
0,95 | ||
|
От 150000 |
800/1 |
0,091 |
800/3 |
0,118 |
800/5 |
0,060 |
800/10 |
0,075 |
800/18 |
0,082 |
500/18 |
0,086 |
315/18 |
0,077 |
200/18 |
0,078 |
125/18 |
0,069 |
80/18 |
0,041 | ||
|
|
0,044 |
0,95 |
0,170 |
0,95 |
0,328 |
0,95 |
0,771 |
0,95 |
1,56 |
0,95 |
2,50 |
0,95 |
3,99 |
0,95 |
6,31 |
0,95 |
10,2 |
0,95 |
16,1 |
0,95 | ||
|
Св. 500000 |
1250/3 |
0,129 |
1250/5 |
0,066 |
1250/10 |
0,089 |
1250/18 |
0,090 |
800/18 |
0,082 |
500/18 |
0,086 |
315/18 |
0,077 |
200/18 |
0,078 |
125/18 |
0,069 |
80/18 |
0,041 | ||
|
|
0,109 |
0,95 |
0,209 |
0,95 |
0,494 |
0,95 |
1,00 |
0,95 |
1,56 |
0,95 |
2,50 |
0,95 |
3,99 |
0,95 |
6,31 |
0,95 |
10,2 |
0,95 |
16,1 |
0,95 | ||
|
_______________ | ||||||||||||||||||||||
|
| ||||||||||||||||||||||
Таблица D.2 - Оперативные характеристики для планов с нулевым приемочным числом (гипергеометрическое распределение)
Берется выборка объема n из партии, содержащей R несоответствующих единиц продукции. Партию принимают при отсутствии несоответствующих единиц в выборке (Ас=0). Вероятности приемки партии (Ра) показаны для наибольшего и наименьшего объема партии в указанном диапазоне и различных выборочных планов "n/0" (выделено полужирным шрифтом)
|
LQ,% | ||||||||||||||||||||||||||||||||||||||||
|
0,5 |
0,8 |
1,25 |
2,0 |
3,15 |
5,0 |
8,0 |
12,5 |
20,0 |
32,0 | |||||||||||||||||||||||||||||||
|
380/0 |
255/0 |
170/0 |
125/0 |
|
|
17/0 |
13/0 |
9/0 |
6/0 | |||||||||||||||||||||||||||||||
|
Объем партии |
Объем партии |
Объем партии |
Объем партии |
|
|
Объем партии |
Объем партии |
Объем партии |
Объем партии | |||||||||||||||||||||||||||||||
|
|
501 |
1200 |
|
501 |
1200 |
|
501 |
1200 |
|
501 |
1200 |
|
|
|
16 |
25 |
|
16 |
25 |
|
16 |
25 |
|
16 |
25 | |||||||||||||||
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
|
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa | |||||||||||||||
|
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
|
|
0 |
|
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 | |||||||||||||||
|
1 |
0,24 |
0,68 |
1 |
0,49 |
0,79 |
1 |
0,66 |
0,86 |
1 |
0,75 |
0,90 |
- |
- |
1 |
|
0,32 |
1 |
0,19 |
0,48 |
1 |
0,44 |
0,64 |
1 |
0,63 |
0,76 | |||||||||||||||
|
2 |
0,06 |
0,47 |
2 |
0,24 |
0,62 |
2 |
0,44 |
0,74 |
2 |
0,56 |
0,80 |
|
|
2 |
|
0,09 |
2 |
0,03 |
0,22 |
2 |
0,18 |
0,40 |
2 |
0,38 |
0,57 | |||||||||||||||
|
3 |
0,01 |
0,32 |
3 |
0,12 |
0,49 |
3 |
0,29 |
0,63 |
3 |
0,42 |
0,72 |
|
|
3 |
|
0,02 |
3 |
0,00 |
0,10 |
3 |
0,06 |
0,24 |
3 |
0,21 |
0,42 | |||||||||||||||
|
4 |
0,00 |
0,22 |
4 |
0,06 |
0,38 |
6 |
0,08 |
0,40 |
8 |
0,10 |
0,41 |
|
|
4 |
|
0,01 |
4 |
0,00 |
0,04 |
4 |
0,02 |
0,14 |
4 |
0,12 |
0,31 | |||||||||||||||
|
5 |
0,00 |
0,15 |
5 |
0,03 |
0,30 |
7 |
0,05 |
0,34 |
10 |
0,05 |
0,33 |
|
|
5 |
|
0,00 |
5 |
0,00 |
0,01 |
5 |
0,00 |
0,08 |
5 |
0,06 |
0,22 | |||||||||||||||
|
6 |
0,00 |
0,10 |
10 |
0,00 |
0,09 |
15 |
0,00 |
0,10 |
20 |
0,00 |
0,11 |
|
|
6 |
|
0,00 |
6 |
0,00 |
0,01 |
6 |
0,00 |
0,05 |
7 |
0,01 |
0,10 | |||||||||||||||
|
8 |
0,00 |
0,05 |
13 |
0,00 |
0,04 |
19 |
0,00 |
0,05 |
27 |
0,00 |
0,05 |
|
|
7 |
|
0,00 |
7 |
0,00 |
0,00 |
7 |
0,00 |
0,02 |
9 |
0,00 |
0,05 | |||||||||||||||
|
430/0 |
280/0 |
200/0 |
|
|
28/0 |
22/0 |
15/0 |
10/0 |
6/0 | |||||||||||||||||||||||||||||||
|
Объем партии |
Объем партии |
Объем партии |
|
|
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии | |||||||||||||||||||||||||||||||
|
|
1201 |
3200 |
|
1201 |
3200 |
|
1201 |
3200 |
|
|
|
26 |
50 |
|
26 |
50 |
|
26 |
50 |
|
26 |
50 |
|
26 |
50 | |||||||||||||||
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
|
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa | |||||||||||||||
|
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
|
|
0 |
|
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 | |||||||||||||||
|
1 |
0,64 |
0,87 |
1 |
0,77 |
0,91 |
1 |
0,83 |
0,94 |
|
|
1 |
|
0,44 |
1 |
0,15 |
0,56 |
1 |
0,42 |
0,70 |
1 |
0,62 |
0,80 |
1 |
0,77 |
0,88 | |||||||||||||||
|
2 |
0,41 |
0,75 |
2 |
0,59 |
0,83 |
2 |
0,69 |
0,88 |
- |
- |
2 |
|
0,19 |
2 |
0,02 |
0,31 |
2 |
0,17 |
0,49 |
2 |
0,37 |
0,64 |
2 |
0,58 |
0,77 | |||||||||||||||
|
3 |
0,26 |
0,65 |
3 |
0,45 |
0,76 |
3 |
0,58 |
0,82 |
|
|
3 |
|
0,08 |
3 |
0,00 |
0,17 |
3 |
0,06 |
0,33 |
3 |
0,22 |
0,50 |
3 |
0,44 |
0,68 | |||||||||||||||
|
5 |
0,11 |
0,49 |
9 |
0,09 |
0,44 |
13 |
0,09 |
0,43 |
|
|
4 |
|
0,03 |
4 |
0,00 |
0,09 |
4 |
0,02 |
0,23 |
4 |
0,12 |
0,40 |
7 |
0,12 |
0,38 | |||||||||||||||
|
7 |
0,04 |
0,36 |
11 |
0,05 |
0,36 |
16 |
0,05 |
0,36 |
|
|
5 |
|
0,01 |
5 |
0,00 |
0,05 |
5 |
0,01 |
0,15 |
6 |
0,03 |
0,24 |
9 |
0,05 |
0,28 | |||||||||||||||
|
16 |
0,00 |
0,10 |
25 |
0,00 |
0,100 |
35 |
0,00 |
0,10 |
|
|
6 |
|
0,00 |
6 |
0,00 |
0,02 |
6 |
0,00 |
0,10 |
9 |
0,00 |
0,11 |
15 |
0,00 |
0,10 | |||||||||||||||
|
21 |
0,00 |
0,05 |
33 |
0,00 |
0,05 |
46 |
0,00 |
0,05 |
|
|
7 |
|
0,00 |
7 |
0,00 |
0,01 |
8 |
0,00 |
0,04 |
12 |
0,00 |
0,05 |
19 |
0,00 |
0,05 | |||||||||||||||
|
450/0 |
315/0 |
|
50/0 |
44/0 |
34/0 |
24/0 |
16/0 |
10/0 |
8/0 | |||||||||||||||||||||||||||||||
|
Объем партии |
Объем партии |
|
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии | |||||||||||||||||||||||||||||||
|
|
3201 |
10000 |
|
3201 |
10000 |
|
|
51 |
90 |
|
51 |
90 |
|
51 |
90 |
|
51 |
90 |
|
51 |
90 |
|
51 |
90 |
|
51 |
90 | |||||||||||||
|
R |
Pa |
Pa |
R |
Pa |
Pa |
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa | |||||||||||||
|
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
|
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 | |||||||||||||
|
1 |
0,86 |
0,96 |
1 |
0,90 |
0,97 |
- |
1 |
0,02 |
0,44 |
1 |
0,14 |
0,51 |
1 |
0,33 |
0,62 |
1 |
0,53 |
0,73 |
1 |
0,69 |
0,82 |
1 |
0,80 |
0,89 |
1 |
0,84 |
0,91 | |||||||||||||
|
2 |
0,74 |
0,91 |
2 |
0,81 |
0,94 |
|
2 |
0,00 |
0,19 |
2 |
0,02 |
0,26 |
2 |
0,11 |
0,38 |
2 |
0,28 |
0,54 |
2 |
0,47 |
0,67 |
2 |
0,64 |
0,79 |
2 |
0,71 |
0,83 | |||||||||||||
|
3 |
0,63 |
0,87 |
3 |
0,73 |
0,91 |
|
3 |
0,00 |
0,08 |
3 |
0,00 |
0,13 |
3 |
0,03 |
0,24 |
3 |
0,14 |
0,39 |
3 |
0,31 |
0,56 |
3 |
0,51 |
0,70 |
3 |
0,59 |
0,75 | |||||||||||||
|
15 |
0,10 |
0,50 |
22 |
0,10 |
0,49 |
|
4 |
0,00 |
0,04 |
4 |
0,00 |
0,06 |
4 |
0,01 |
0,14 |
4 |
0,07 |
0,28 |
6 |
0,09 |
0,30 |
10 |
0,09 |
0,29 |
12 |
0,10 |
0,30 | |||||||||||||
|
20 |
0,05 |
0,40 |
29 |
0,05 |
0,39 |
|
5 |
0,00 |
0,01 |
5 |
0,00 |
0,03 |
5 |
0,00 |
0,09 |
5 |
0,03 |
0,20 |
8 |
0,04 |
0,19 |
12 |
0,05 |
0,22 |
15 |
0,05 |
0,22 | |||||||||||||
|
50 |
0,00 |
0,10 |
72 |
0,00 |
0,10 |
|
6 |
0,00 |
0,01 |
6 |
0,00 |
0,02 |
6 |
0,00 |
0,05 |
7 |
0,01 |
0,10 |
11 |
0,01 |
0,10 |
18 |
0,01 |
0,09 |
22 |
0,01 |
0,10 | |||||||||||||
|
65 |
0,00 |
0,05 |
93 |
0,00 |
0,05 |
|
7 |
0,00 |
0,00 |
7 |
0,00 |
0,01 |
7 |
0,00 |
0,03 |
9 |
0,00 |
0,05 |
14 |
0,00 |
0,05 |
22 |
0,00 |
0,05 |
27 |
0,00 |
0,05 | |||||||||||||
|
500/0 |
|
90/0 |
80/0 |
55/0 |
38/0 |
26/0 |
18/0 |
13/0 |
| |||||||||||||||||||||||||||||||
|
Объем партии |
|
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
| |||||||||||||||||||||||||||||||
|
|
10001 |
35000 |
|
|
91 |
150 |
|
91 |
150 |
|
91 |
150 |
|
91 |
150 |
|
91 |
150 |
|
91 |
150 |
|
91 |
150 |
| |||||||||||||||
|
R |
Pa |
Pa |
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
| |||||||||||||||
|
0 |
1,00 |
1,00 |
|
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
| |||||||||||||||
|
1 |
0,95 |
0,99 |
- |
1 |
0,01 |
0,40 |
1 |
0,12 |
0,47 |
1 |
0,40 |
0,63 |
1 |
0,58 |
0,75 |
1 |
0,71 |
0,83 |
1 |
0,80 |
0,88 |
1 |
0,86 |
0,91 |
- | |||||||||||||||
|
2 |
0,90 |
0,97 |
|
2 |
0,00 |
0,16 |
2 |
0,01 |
0,22 |
2 |
0,15 |
0,40 |
2 |
0,34 |
0,56 |
2 |
0,51 |
0,68 |
2 |
0,64 |
0,77 |
2 |
0,74 |
0,83 |
| |||||||||||||||
|
3 |
0,86 |
0,96 |
|
3 |
0,00 |
0,06 |
3 |
0,00 |
0,10 |
3 |
0,06 |
0,06 |
3 |
0,19 |
0,41 |
3 |
0,36 |
0,56 |
3 |
0,51 |
0,68 |
3 |
0,63 |
0,76 |
| |||||||||||||||
|
45 |
0,10 |
0,52 |
|
4 |
0,00 |
0,02 |
4 |
0,00 |
0,05 |
4 |
0,02 |
0,16 |
4 |
0/11 |
0,31 |
7 |
0,09 |
0,26 |
10 |
0,10 |
0,27 |
14 |
0,10 |
0,26 |
| |||||||||||||||
|
58 |
0,05 |
0,43 |
|
5 |
0,00 |
0,01 |
5 |
0,00 |
0,02 |
5 |
0,01 |
0,10 |
5 |
0,06 |
0,23 |
8 |
0,06 |
0,21 |
13 |
0,04 |
0,18 |
17 |
0,05 |
0,20 |
| |||||||||||||||
|
160 |
0,00 |
0,10 |
|
6 |
0,00 |
0,00 |
6 |
0,00 |
0,01 |
6 |
0,00 |
0,06 |
8 |
0,01 |
0,09 |
12 |
0,01 |
0,09 |
17 |
0,02 |
0,10 |
23 |
0,02 |
0,10 |
| |||||||||||||||
|
208 |
0,00 |
0,05 |
|
7 |
0,00 |
0,00 |
7 |
0,00 |
0,00 |
7 |
0,00 |
0,04 |
10 |
0,00 |
0,05 |
15 |
0,00 |
0,05 |
22 |
0,00 |
0,05 |
30 |
0,00 |
0,05 |
| |||||||||||||||
|
|
170/0 |
130/0 |
95/0 |
65/0 |
42/0 |
28/0 |
20/0 |
|
| |||||||||||||||||||||||||||||||
|
|
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
|
| |||||||||||||||||||||||||||||||
|
|
|
151 |
280 |
|
151 |
280 |
|
151 |
280 |
|
151 |
280 |
|
151 |
280 |
|
151 |
280 |
|
151 |
280 |
|
| |||||||||||||||||
|
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
|
| |||||||||||||||||
|
|
0 |
|
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
|
| |||||||||||||||||
|
- |
1 |
|
0,39 |
1 |
0,14 |
0,54 |
1 |
0,37 |
0,66 |
1 |
0,57 |
0,77 |
1 |
0,72 |
0,85 |
1 |
0,81 |
0,90 |
1 |
0,87 |
0,93 |
- |
- | |||||||||||||||||
|
|
2 |
|
0,15 |
2 |
0,02 |
0,29 |
2 |
0,14 |
0,44 |
2 |
0,32 |
0,59 |
2 |
0,52 |
0,723 |
2 |
0,66 |
0,81 |
2 |
0,75 |
0,86 |
|
| |||||||||||||||||
|
|
3 |
|
0,06 |
3 |
0,00 |
0,15 |
3 |
0,05 |
0,29 |
3 |
0,18 |
0,45 |
3 |
0,37 |
0,61 |
3 |
0,54 |
0,73 |
3 |
0,65 |
0,80 |
|
| |||||||||||||||||
|
|
4 |
|
0,02 |
4 |
0,00 |
0,08 |
4 |
0,02 |
0,19 |
4 |
0,10 |
0,35 |
7 |
0,10 |
0,32 |
11 |
0,10 |
0,31 |
15 |
0,11 |
0,32 |
|
| |||||||||||||||||
|
|
5 |
|
0,01 |
5 |
0,00 |
0,04 |
5 |
0,01 |
0,12 |
5 |
0,06 |
0,26 |
9 |
0,05 |
0,23 |
14 |
0,05 |
0,22 |
20 |
0,05 |
0,22 |
|
| |||||||||||||||||
|
|
6 |
|
0,00 |
6 |
0,00 |
0,02 |
6 |
0,00 |
0,08 |
9 |
0,01 |
0,09 |
14 |
0,01 |
0,10 |
21 |
0,01 |
0,10 |
29 |
0,01 |
0,10 |
|
| |||||||||||||||||
|
|
7 |
|
0,00 |
7 |
0,00 |
0,01 |
7 |
0,00 |
0,05 |
11 |
0,00 |
0,05 |
18 |
0,00 |
0,05 |
27 |
0,00 |
0,05 |
38 |
0,00 |
0,05 |
|
| |||||||||||||||||
|
280/0 |
220/0 |
155/0 |
105/0 |
80/0 |
50/0 |
32/0 |
|
|
| |||||||||||||||||||||||||||||||
|
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
Объем партии |
|
|
| |||||||||||||||||||||||||||||||
|
|
281 |
5000 |
|
281 |
5000 |
|
281 |
5000 |
|
281 |
5000 |
|
281 |
5000 |
|
281 |
5000 |
|
281 |
5000 |
|
|
| |||||||||||||||||
|
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
R |
Pa |
Pa |
|
|
| |||||||||||||||||
|
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
0 |
1,00 |
1,00 |
|
|
| |||||||||||||||||
|
1 |
0,00 |
0,44 |
1 |
0,22 |
0,56 |
1 |
0,45 |
0,69 |
1 |
0,63 |
0,79 |
1 |
0,72 |
0,84 |
1 |
0,82 |
0,90 |
1 |
0,89 |
0,94 |
- |
- |
- | |||||||||||||||||
|
2 |
0,00 |
0,19 |
2 |
0,05 |
0,31 |
2 |
0,20 |
0,48 |
2 |
0,39 |
0,62 |
2 |
0,51 |
0,71 |
2 |
0,68 |
0,81 |
2 |
0,78 |
0,88 |
|
|
| |||||||||||||||||
|
3 |
0,00 |
0,08 |
3 |
0,01 |
0,17 |
3 |
0,09 |
0,33 |
3 |
0,24 |
0,49 |
3 |
0,36 |
0,59 |
3 |
0,55 |
0,73 |
3 |
0,69 |
0,82 |
|
|
| |||||||||||||||||
|
4 |
0,00 |
0,04 |
4 |
0,00 |
0,10 |
4 |
0,04 |
0,23 |
5 |
0,09 |
0,31 |
7 |
0,09 |
0,29 |
12 |
0,09 |
0,28 |
18 |
0,11 |
0,30 |
|
|
| |||||||||||||||||
|
5 |
0,00 |
0,02 |
5 |
0,00 |
0,05 |
5 |
0,02 |
0,15 |
6 |
0,06 |
0,24 |
9 |
0,05 |
0,21 |
15 |
0,05 |
0,20 |
24 |
0,05 |
0,20 |
|
|
| |||||||||||||||||
|
6 |
0,00 |
0,01 |
6 |
0,00 |
0,03 |
6 |
0,01 |
0,11 |
10 |
0,01 |
0,09 |
13 |
0,01 |
0,10 |
21 |
0,01 |
0,10 |
33 |
0,01 |
0,10 |
|
|
| |||||||||||||||||
|
7 |
0,00 |
0,00 |
7 |
0,00 |
0,02 |
8 |
0,00 |
0,05 |
13 |
0,00 |
0,04 |
17 |
0,00 |
0,05 |
28 |
0,00 |
0,05 |
43 |
0,00 |
0,05 |
|
|
| |||||||||||||||||
Таблица D.3 - Объемы выборок для эквивалентных одно-, двух- и многоступенчатых планов выборочного контроля
|
Тип плана |
Номер выборки |
Код объема выборки и суммарные объемы выборки | |||||||||||
|
|
|
Е |
F |
G |
Н |
J |
К |
L |
М |
N |
Р |
Q |
R |
|
Односту- пенчатый |
1 |
13 |
20 |
32 |
50 |
80 |
125 |
200 |
315 |
500 |
800 |
1250 |
2000 |
|
Двухсту- пенчатый |
1 |
8 |
13 |
20 |
32 |
50 |
80 |
125 |
200 |
315 |
500 |
800 |
1250 |
|
|
2 |
16 |
26 |
40 |
64 |
100 |
160 |
250 |
400 |
630 |
1000 |
1600 |
2500 |
|
Многосту- пенчатый |
1 |
3 |
5 |
8 |
13 |
20 |
32 |
50 |
80 |
125 |
200 |
315 |
500 |
|
|
2 |
6 |
10 |
16 |
26 |
40 |
64 |
100 |
160 |
250 |
400 |
630 |
1000 |
|
|
3 |
9 |
15 |
24 |
39 |
60 |
96 |
150 |
240 |
375 |
600 |
945 |
1500 |
|
|
4 |
12 |
20 |
32 |
52 |
80 |
128 |
200 |
320 |
500 |
800 |
1260 |
2000 |
|
|
5 |
15 |
25 |
40 |
65 |
100 |
160 |
250 |
400 |
625 |
1000 |
1575 |
2500 |
|
|
6 |
18 |
30 |
48 |
78 |
120 |
192 |
300 |
480 |
750 |
1200 |
1890 |
3000 |
|
|
7 |
21 |
35 |
56 |
91 |
140 |
224 |
350 |
560 |
875 |
1400 |
2205 |
3500 |
|
_______________ | |||||||||||||
Таблица D.4 - Приемочные числа для эквивалентных одно-, двух- и многоступенчатых планов выборочного контроля
|
Тип |
Относительные объемы выборок на каждом этапе |
| ||||
|
|
|
1 |
3 |
5 |
10 |
18 |
|
|
|
Ac Re |
Ac Re |
Ac Re |
Ac Re |
Ac Re |
|
Односту- пенчатый |
1 |
1 2 |
3 4 |
5 6 |
10 11 |
18 19 |
|
Двухсту- пенчатый |
0,63 |
0 2 |
1 4 |
2 5 |
5 9 |
9 14 |
|
|
0,63 |
1 2 |
4 5 |
6 7 |
12 13 |
23 24 |
|
Многосту- печатый |
0,25 |
|
|
|
0 5 |
1 8 |
|
|
0,25 |
|
0 3 |
1 5 |
3 8 |
6 12 |
|
|
0,25 |
0 2 |
1 4 |
2 6 |
6 10 |
11 17 |
|
|
0,25 |
0 3 |
2 5 |
3 7 |
8 13 |
16 22 |
|
|
0,25 |
1 3 |
3 6 |
5 8 |
11 15 |
22 25 |
|
|
0,25 |
1 3 |
4 6 |
7 9 |
14 17 |
27 29 |
|
|
0,25 |
2 3 |
6 7 |
9 10 |
18 19 |
32 33 |
|
Отношение уровней качества, соответствующее |
10,9 |
4,89 |
3,55 |
2,50 |
| |
|
Вероятность приемки с AQL (процедура В) |
0,91 |
0,96 |
0,98 |
0,98 |
| |
|
_______________ | ||||||
|
| ||||||
|
| ||||||
Таблица D.5 - Соответствие между объемами партии, значениями AQL в ГОСТ Р 50779.71 и значениями LQ (уровни контроля I и II, процедура В)
|
Объем партии |
Исполь- зуйте код объема вы- борки |
Объем вы- борки |
Значения AQL в ГОСТ Р 50779.71 для предельного качества LQ | ||||||||||||||||||||||
|
|
|
|
Предельное качество LQ | ||||||||||||||||||||||
|
|
|
|
0,5 |
0,8 |
1,25 |
2,0 |
3,15 |
5,0 |
8,0 |
12,5 |
20,0 |
32,0 | |||||||||||||
|
От 2 до 90 |
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
" 91 " 150 |
|
13 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4,5 | |||||
|
" 151 "280 |
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2,5 |
6,5 | ||||||
|
" 281 " 500 |
|
32 |
|
|
|
|
|
|
|
|
|
|
|
|
|
1,5 |
4,0 |
6,5 | |||||||
|
" 501 " 1200 |
|
50 |
|
|
|
|
|
|
|
|
|
|
|
1,0 |
2,5 |
4,0 |
10,0 | ||||||||
|
" 1201 " 3200 |
|
80 |
|
|
|
|
|
|
|
|
|
0,65 |
1,5 |
2,5 |
6,5 |
|
| ||||||||
|
" 3201 " 10000 |
|
125 |
|
|
|
|
|
|
|
0,40 |
1,0 |
1,5 |
4,0 |
|
|
|
| ||||||||
|
" 10001 " 35000 |
|
200 |
|
|
|
|
|
0,25 |
0,65 |
1,0 |
2,5 |
|
|
|
|
|
| ||||||||
|
" 35001 " 150000 |
|
315 |
|
|
|
0,15 |
0,40 |
0,65 |
1,5 |
|
|
|
|
|
|
|
| ||||||||
|
" 150001 " 500000 |
|
1500 |
|
0,10 |
0,25 |
0,40 |
1,0 |
|
|
|
|
|
|
|
|
|
| ||||||||
|
Св. 500000 |
|
800 |
0,065 |
0,15 |
0,25 |
0,65 |
|
|
|
|
|
|
|
|
|
|
|
| |||||||
|
|
Q |
1250 |
0,10 |
0,15 |
0,40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
R |
2000 |
0,10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||
|
_______________ | |||||||||||||||||||||||||
|
| |||||||||||||||||||||||||
Таблица D.6 - Соответствие между объемами партии и кодами объема выборки уровни контроля с S-1 по S-4 и с I по III, процедура В
|
|
Код объема выборки при уровне контроля | |||||
|
Объем партии |
специальном |
общем | ||||
|
|
S-1 и S-2 |
S-3 |
S-4 |
I |
II |
III |
|
От 20 до 90 |
Е |
Е |
Е |
Е |
Е |
F |
|
" 91 " 150 |
Е |
Е |
Е |
Е |
F |
G |
|
" 151 " 280 |
Е |
Е |
Е |
Е |
G |
Н |
|
" 281 " 500 |
Е |
Е |
Е |
F |
Н |
J |
|
" 501 " 1200 |
Е |
Е |
F |
G |
J |
К |
|
" 1201 " 3200 |
Е |
Е |
G |
Н |
К |
L |
|
" 3201 " 10000 |
Е |
Е |
G |
J |
L |
М |
|
" 10001 " 35000 |
Е |
Е |
Н |
К |
М |
N |
|
" 35001 " 150000 |
Е |
G |
J |
L |
N |
Р |
|
" 150001 " 500000 |
Е |
G |
J |
М |
Р |
Q |
|
Св.500000 |
Е |
Н |
К |
N |
Q |
R |
|
Примечание - Код объема выборки указывает на соответствующий ряд в таблице D.5. Он не всегда указывает на объем выборки, требуемый непосредственно, поскольку это может зависеть от предельного качества. Уровни S-1 и S-2, в частности, представляют объемы выборок независимо от объема партий, но зависят от предельного качества от 13 до 800 | ||||||
ПРИЛОЖЕНИЕ А
(обязательное)
Взаимосвязь настоящего стандарта с ГОСТ Р 50779.30 и ГОСТ Р 50779.52
Настоящий стандарт основан на концепции LQ при выборе планов контроля в отличие от выборочной системы ГОСТ Р 50779.30 и ГОСТ Р 50779.52, основанной на групповом показателе качества партии продукции (q или NQL).
В том случае, если при заключении контракта стороны [изготовитель, потребитель, уполномоченная (третья) сторона] приняли решение о проведении статистического приемочного контроля по ГОСТ Р 50779.30 и ГОСТ Р 50779.52, то область применения настоящего стандарта необходимо ограничить следующими условиями:
1) выборочный контроль проводит только одна сторона (как правило, изготовителем);*
2) проводит и контролируют особые или отдельные партии;*
_______________
* Текст соответствует оригиналу. Примечание .
3) в силу ряда причин не представляется возможным использовать априорную информацию о возможностях изготовителя отвечать требованиям потребителя;
4) отсутствует возможность долгосрочных взаимоотношений изготовителя и потребителя;
5) имеется возможность использовать большие объемы выборки.
В этом случае настоящий стандарт оказывает достаточную помощь потребителю.
Текст документа сверен по:
официальное издание
Госстандарт России -
М.: ИПК Издательство стандартов, 2000
Личный кабинет:
доступно после авторизации «Я не смогла вовремя остановиться»: Новый день для Дарьи из...
«Я не смогла вовремя остановиться»: Новый день для Дарьи из...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке