
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ИЗМЕНЕНИЯ И ДОПОЛНЕНИЯ
И 23 СД-80 "Инструкция по дефектоскопии гибов трубопроводов
из перлитной стали"
УТВЕРЖДЕНО Техническим управлением Министерства энергетического машиностроения
Заместитель начальника В.В.ЛЕБЕДЕВ
Главным научно-техническим управлением энергетики и электрификации Министерства энергетики и электрификации СССР
Заместитель начальника А.П.БЕРСЕНЕВ
1. Дополнить п.1.4: ОСТ 108.030.40-79 "Элементы трубные поверхностей нагрева. Трубы соединительные в пределах котла. Коллекторы стационарных паровых котлов. Общие технические условия".
2. В п.2.1 аннулировать выражение "...при отношении толщины стенки к наружному диаметру не более 0,123".
3. В п.3.2 после слова "закаты" добавить слово "трещины".
4. На рис.2 вместо размера 2,55 поставить 2,5S.
5. Пункт 4.3 изложить в следующей редакции: "Магнитопорошковый контроль производить по методике, изложенной в приложении 3".
Пункт 4.4 исключить из текста инструкции.
В п.4.5 первое предложение после слова "травлением" дополнить фразой "или капиллярной дефектоскопией".
Номера пунктов 4.5 и 4.6 изменить соответственно на 4.4 и 4.5.
6. В п.5.5 ТУ 14-3-460-75 заменить ОСТ 108.030.40-79.
7. В примечании к табл.1 заменить 12,0 мм на 15,0 мм.
8. В п.6.7 исключить второе предложение.
9. В п.6.9 заменить 25 дБ на 20 дБ.
10. В табл.2, в боковине, заменить слова "Св. 5" на "Св. 3,5".
11. В табл.3, во второй графе, нижнюю строку, дополнить "1".
12. В табл.4, в боковине заменить "Св. 5" на "Св. 3,5".
13. В п.6.18 (стр.15) заменить "10 дел." на "8 дел.".
14. В п.6.21 (стр.17) 7-ю строку сверху дополнить текстом "(см. табл.4)".
15. В п.7.4 (стр.18) 6-ю строку сверху дополнить текстом "и оценка качества".
16. В п.7.5, 2-й абзац снизу, поставить запятую после фразы "...и растянутой зонах,...".
17. В п.7.5, последний абзац, заменить выражение "угол ввода" на "угол призмы".
18. Приложение 3 принять в новой редакции:
"Приложение 3
1. Средства для магнитопорошкового контроля
1.1. В качестве намагничивающих устройств для циркулярного и продольного вида намагничивания могут применяться дефектоскопы ДМП-3М, МД-10Ц, МД-50П и другого типа, обеспечивающие аналогичные параметры.
1.2. Для продольного (полюсного) намагничивания используются электромагниты переменного тока с параметрами, указанными в "Инструкции по применению портативных намагничивающих устройств для проведения магнитно-порошковой дефектоскопии деталей энергооборудования без зачистки поверхностей" (М.: СПО Союзтехэнерго, 1978), ДМЭ-20Ц и другие, обеспечивающие напряженность магнитного поля в центре межполюсного пространства на изделии не ниже значения, рассчитанного по рекомендуемому приложению 2 ГОСТ 21105-75 (условный уровень чувствительности "Б").
Продольное намагничивание участка гиба трубопровода на наличие поперечных дефектов допускается производить с помощью гибкого силового кабеля, навитого на трубу по обеим сторонам контролируемого участка.
1.3. Аппаратура для магнитопорошкового контроля должна обеспечивать напряженность приложенного магнитного поля не менее 30 А/см для магнитомягких (коэрцитивная сила ![]() <10 А/см, остаточная индукция
<10 А/см, остаточная индукция ![]() >1 Тл) сталей.
>1 Тл) сталей.
1.4. В качестве индикатора дефектов используются магнитные порошки и пасты, которые наносятся на контролируемую поверхность гиба в виде суспензии. Дисперсионной средой суспензии служит вода с антикоррозионными и смачивающими веществами.
1.5. Содержание магнитного порошка в 1 л дисперсионной среды составляет:
черного (ТУ 5-14-1009-79) или
цветного .............................……….25±5 г
магнитно-люминесцентного ........…4±1 г
Составы магнитной суспензии приведены в рекомендуемом приложении 4 ОСТ 108.004.109-80 "Изделия и швы сварных соединений энергооборудования АЭС. Методика магнитопорошкового контроля".
Вязкость дисперсионной среды должна быть не выше 30·10![]() м
м![]() /с (30сСт) при температуре контроля.
/с (30сСт) при температуре контроля.
2. Технология контроля
2.1. При магнитопорошковом контроле гибов трубопроводов выполняются следующие операции:
подготовка аппаратуры и поверхности гиба трубопровода к контролю;
намагничивание;
нанесение индикатора в виде порошка или суспензии на контролируемый участок;
отметка дефектных мест и оценка результатов контроля.
2.2. Перед контролем производится проверка работоспособности узлов намагничивающего устройства. Операция выполняется с помощью измерительных приборов, входящих в комплект устройства, измерителей магнитного поля и контрольного образца, изготовленного согласно рекомендуемому приложению 6 ОСТ 108.004.109-80, или образца с трещинами, подобранного из числа забракованных гибов труб. Одновременно на контролируемом образце проверяются технологические свойства магнитной суспензии по признакам наличия плотного валика порошка на имеющихся трещинах.
2.3. Выбор значения приложенного поля для контролируемой марки стали производится по рекомендуемому приложению 2 ГОСТ 21105-75 (условный уровень чувствительности "Б"). При расчете значения тока намагничивания по значению ![]() для циркулярного и продольного намагничивания можно руководствоваться рекомендациями приложения 8 (пп.2, 3, 4) ОСТ 108.004.109-80.
для циркулярного и продольного намагничивания можно руководствоваться рекомендациями приложения 8 (пп.2, 3, 4) ОСТ 108.004.109-80.
2.4. Поверхность гибов трубопроводов, подлежащая контролю, должна иметь шероховатость не хуже ![]() =10 мкм (
=10 мкм (![]() =40 мкм) по ГОСТ 2789-73.
=40 мкм) по ГОСТ 2789-73.
2.5. Намагничивание гиба осуществляется по участкам способом приложенного поля. При циркулярном намагничивании расстояние ![]() между электроконтактами должно быть в пределах 70-250 мм; при этом ширина зоны контроля должна быть не более 0,6
между электроконтактами должно быть в пределах 70-250 мм; при этом ширина зоны контроля должна быть не более 0,6![]() .
.
2.6. Для выявления различно ориентированных дефектов намагничивание участка гиба производится во взаимно перпендикулярных направлениях.
2.7. Нанесение магнитной суспензии на контролируемый участок при способе приложенного поля должно прекращаться за 2-3 сек до выключения источника поля.
2.8. Освещенность контролируемой поверхности должна быть не менее 500 лк (при использовании ламп накаливания).
2.9. Результаты контроля оцениваются по наличию на контролируемой поверхности плотного валика магнитного порошка, воспроизводимого каждый раз при многократных (2-3 раза) проверках.
2.10. Результаты магнитопорошкового контроля регистрируются в журнале (п.7 настоящей Инструкции), а при необходимости дефектное место фотографируется или снимается дефектограмма с помощью прозрачной липкой ленты. Место дефекта отмечается краской, мелом и другими средствами.
2.11. После контроля при необходимости производится зачистка мест установки электроконтактов".
19. В приложении 5, табл.7, в четырех последних графах цифры 12±2 отнести к диапазонам глубины 10-20 мм, а 8±2 - к диапазонам 15-30 мм.
20. На стр.29 формулу принять в редакции "![]() ".
".
21. На стр.29 последнее предложение снизу аннулировать.
22. На рис.9 аннулировать пунктирные линии и соответствующее условное обозначение. Продлить горизонтальную ось (![]() ) и кривую (
) и кривую (![]() =45°) до значения 0,17.
=45°) до значения 0,17.
23. В приложении 8, п.2, 7-я строка сверху (в скобках) вместо "положение II" читать "положение I".
24. Приложение 9, графа 16, последняя строка, цифру 4 заменить цифрой 5. В графе 17 (шапка таблицы) выражение "Угол ввода" заменить на "Угол призмы", а вместо значений углов 40 написать 30, 29, 29 соответственно сверху вниз. В графе 21 (во второй строке): вместо "![]() >
>![]() " поставить "
" поставить "![]() = 32 дел.
= 32 дел.
Приложение 9 считать приложением 10.
25. Инструкцию дополнить приложением 9 в следующей редакции:
"Приложение 9
МЕТОДИЧЕСКИЕ УКАЗАНИЯ ПО УЗД ГИБОВ
ПРИ ОТНОШЕНИИ ТОЛЩИНЫ СТЕНКИ К НАРУЖНОМУ ДИАМЕТРУ БОЛЕЕ 0,17
1. Для контроля гибов с отношением номинальной толщины стенки к номинальному наружному диаметру более 0,17 применяется стандартные пьезоэлектрические преобразователи с частотой 1,8 (1,25) и 2,5 МГц, обеспечивающие угол встречи (![]() ) ультразвукового луча с дефектом, равным 90°. Оптимальные углы наклона призмы выбираются по прилагаемому графику (рис.15).
) ультразвукового луча с дефектом, равным 90°. Оптимальные углы наклона призмы выбираются по прилагаемому графику (рис.15).

Рис.15. График выбора оптимальных углов призмы:![]() - наклона призмы;
- наклона призмы; ![]() - встречи с дефектом;
- встречи с дефектом; ![]() - ввода
- ввода
Примечание. При угле наклона призмы меньше 1-го критического угла в связи с наличием криволинейной поверхности продольная волна не играет роли и основной является поперечная (сдвиговая) волна.
2. Настройка дефектоскопа производится по испытательному образцу, изготовленному из прямого участка трубы. Материал образца должен соответствовать материалу контролируемого гиба (рис.16).
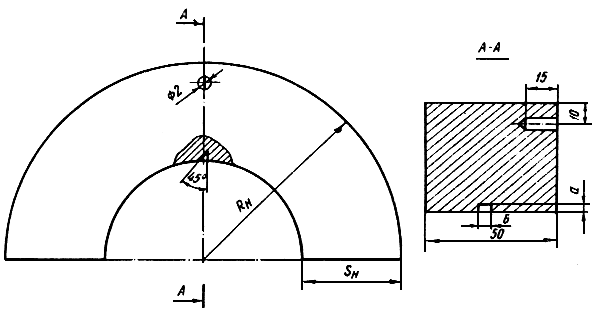
Рис.16. Испытательный образец:![]() - номинальный радиус трубы;
- номинальный радиус трубы; ![]() - номинальная толщина трубы;
- номинальная толщина трубы; ![]() - высота зарубки;
- высота зарубки; ![]() - ширина зарубки
- ширина зарубки
2.1. При контроле гибов с толщиной стенки до 30 мм на внутренней поверхности образца соответствующего размера изготавливается угловой отражатель ("зарубка"), при контроле гибов с толщиной стенки более 30 мм - отверстие диаметром 2 мм и глубиной 15 мм на боковой поверхности образца (см. рис.16).
2.2. Размеры угловых отражателей и параметры пьезопреобразователя в зависимости от толщины стенки гибов приведены в табл.8.
Таблица 8
|
|
|
|
Диаметр | |
|
|
Ширина |
Высота |
|
мм |
|
|
|
|
|
|
|
Св. 18,0 до 22,0 вкл. |
2,5 |
2,0 |
2,5 |
12 |
|
Св. 22,0 до 60,0 вкл. |
3,5 |
2,0 |
2,5 |
12 |
|
Св. 60,0 |
3,5 |
2,0 |
1,8 (1,25) |
12 |
3. Настройка дефектоскопа производится в следующем порядке:
3.1. В соответствии с инструкцией по эксплуатации прибора производится настройка глубиномера по боковому сверлению и зарубке на внутренней поверхности испытательного образца (рис.17).
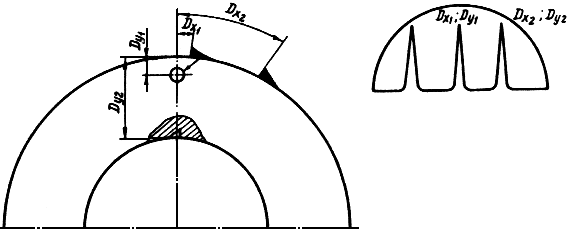
Рис.17. Настройка глубиномера:![]() ,
, ![]() - начало,
- начало, ![]() ,
, ![]() - конец
- конец
3.2. Настройка скорости развертки производится путем плавного перемещения преобразователя по поверхности образца. При этом находят эхо-сигналы от зарубки и бокового сверления и располагают их на экране прибора, таким образом, как показано на рис.18. Положение эхо-сигнала на линии развертки фиксируют по шкале на экране прибора.
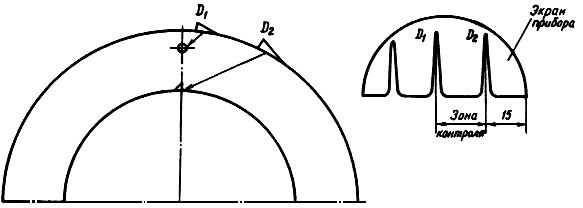
Рис.18. Настройка скорости развертки
3.3. Настройка чувствительности заключается в установлении уровней чувствительности контроля:
3.3.1. Поисковый уровень - при котором производится поиск дефектов.
3.3.2. Контрольный уровень - при котором производится оценка допустимости обнаруженного на внутренней поверхности нейтральной зоны дефекта по амплитуде эхо-сигнала или по пробегу эхо-сигнала (условной высоте) в любом месте.
3.3.3. Первый браковочный уровень - при котором производится оценка допустимости дефекта, обнаруженного на внутренней поверхности, по амплитуде эхо-сигнала.
3.3.4. Второй браковочный уровень - при котором производится оценка допустимости дефекта, обнаруженного в верхней 3/4 сечения гиба, по амплитуде эхо-сигнала.
3.4. Настройка 1-го браковочного уровня чувствительности производится по зарубке. Для этого, плавно перемещая преобразователь по рабочей поверхности образца, находят положение максимального эхо-сигнала от зарубки при фиксированном положении регулятора "Расстояние, см" - 25 делений шкалы 1 (УДМ, или "Ослабление" - 20 дБ (ДУК). Высоту эхо-сигнала уменьшают до 10 мм по экрану прибора регуляторами "Отсечка", "Мощность", "Чувствительность".
Контрольный уровень составляет 14 дБ, или 15 ед., 2-й браковочный уровень - 26 дБ, или 35 ед.
3.5. Контроль гибов осуществляется на поисковом уровне чувствительности, который устанавливается с помощью регуляторов "Расстояние, см" или "Ослабление" следующим образом:
- при выполнении контроля новых гибов: 8 делений шкалы Н![]() (УДМ), 8 дБ шкалы "Ослабление" (ДУК);
(УДМ), 8 дБ шкалы "Ослабление" (ДУК);
- при контроле гибов, находящихся в эксплуатации: 5 делений шкалы Н![]() (УДМ), 4 дБ шкалы "Ослабление" (ДУК).
(УДМ), 4 дБ шкалы "Ослабление" (ДУК).
4. Качество гибов оценивается по результатам УЗД следующим образом: "Hегоден" (брак) и "Годен".
Негоден (брак), если:
- на внешней поверхности гиба обнаружены дефекты, амплитуда или .....* эхо-сигнала от которых равны или превышают 1-й браковочный уровень;
____________
* Брак оригинала. Примечание
- на внутренней поверхности нейтральной зоны гиба обнаружен дефект, превышающий по амплитуде контрольный уровень чувствительности;
- в сечении гиба обнаружен дефект, превышающий по амплитуде 2-й браковочный уровень чувствительности.
Гибы считаются годными, если в процессе контроля не обнаружены дефекты с браковочными признаками".
Текст документа сверен по:
официальное издание
М.: СПО Союзтехэнерго, 1981
Личный кабинет:
доступно после авторизации Для жен призывников существует дополнительная господдержка
Для жен призывников существует дополнительная господдержка  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке