
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
30
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 21547-76*
Группа В09
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАЙКА
Метод определения температуры распайки
Brazing and soldering. Method for determination of sealing-off temperature
Дата введения 1977-01-01
Постановлением Государственного Комитета стандартов Совета Министров СССР от 5 февраля 1976 г. N 345 срок введения установлен с 01.01.1977 г.
Проверен в 1981 г. Постановлением Госстандарта от 10.08.81 N 3745 срок действия продлен до 01.01.1987 **
______________
** Ограничение срока действия снято постановлением Госстандарта СССР от 15.08.91 N 1357 (ИУС N 11, 1991 год). - Примечание изготовителя базы данных.
* ПЕРЕИЗДАНИЕ апрель 1982 г. с Изменением N 1, утвержденным в августе 1981 г. (ИУС N 10-1981 г.)
Настоящий стандарт распространяется на паяные соединения и устанавливает метод определения температуры распайки при равномерном нагреве образца, находящегося под постоянной статической нагрузкой.
1. ОТБОР ОБРАЗЦОВ
1.1. Для испытания следует применять плоские образцы, паяные внахлестку и, в случае отсутствия листового материала, цилиндрические образцы, паяные встык. Форма и размеры образцов указаны на черт.1. Тип выбранных образцов должен быть указал в протоколе испытаний.
|
Плоский образец |
Цилиндрический образец | |
|
| ||
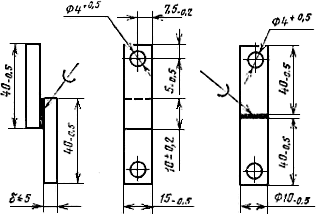
Черт.1
1.2. Перед пайкой следует определить массу нижней части образца. Погрешность при определении массы не более 1 г.
2. АППАРАТУРА И ПРИБОРЫ
2.1. Электропечи сопротивления или высокочастотные установки, которые должны обеспечивать равномерный нагрев образца от температуры, лежащей на 50-70 °С ниже солидуса припоя, со скоростью:
10-15 °С в минуту для соединений, выполненных низкотемпературной пайкой;
20-30 °С в минуту для соединений, выполненных высокотемпературной пайкой.
2.2. Термопары по ГОСТ 6616-74 и приборы по ГОСТ 7164-78 для фиксирования температуры образца.
3. ПОДГОТОВКА К ИСПЫТАНИЯМ
3.1. Образцы для определения температуры распайки следует паять в газовой среде, вакууме или с флюсом по режимам, применяемым в соответствующих технологических процессах. Зазор при пайке должен соответствовать техническим условиям на изделие. В случае отсутствия таких данных зазор должен быть не более 0,15 мм.
Зазор должен быть указан в протоколе испытаний.
3.2. Перед испытаниями на паяных образцах следует установить не менее трех термопар. Рабочие концы термопар следует крепить к образцу зачеканкой, контактной электросваркой или другим методом, обеспечивающим надежный тепловой контакт в местах, указанных на черт.2.
|
Плоский образец |
Цилиндрический образец | |
|
| ||
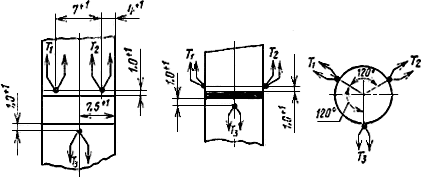
Черт.2
3.3 К нижней части образца следует подвесить удлинительную штангу с площадкой для разновесов или прикрепить разновесы с помощью сварки.
3.4. Суммарная масса нижней части образца, удлинительной штанги и площадки с разновесами должна составлять 150±3 г для плоских образцов и 78±2 г для цилиндрических образцов.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1 Образец с закрепленной удлинительной штангой и площадкой с разновесами следует поместить в нагревательное устройство, как показано на черт.3.

1 - испытуемый образец; 2 - нагревательное устройство; 3 - удлинительная штанга;
4 - площадка с разновесами
Черт.3
4.2. Испытаниям следует подвергать не менее трех образцов.
4.3. Для предотвращения образования окалины допускается проведение испытаний в инертной или активной газовой среде, вакууме или с нанесением флюса на образец.
4.4. Температура распайки соединения должна быть зафиксирована в момент отрыва нижней части образца, но не позднее, чем через 2 с.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. За температуру распайки образца следует принимать среднее арифметическое значение показаний трех термопар.
5.2. За температуру распайки паяного соединения следует принимать среднее арифметическое результатов испытаний трех образцов. В протоколе следует указывать степень дисперсии результатов.
(Измененная редакция, Изм. N 1).
5.3. Испытания считаются недействительными при выходе из строя в период нагрева хотя бы одной из термопар или обнаружения непропая в шве после испытаний более 5% от заданной площади нахлестки. В указанных случаях испытание должно быть повторено, при этом количество образцов должно соответствовать числу недействительных результатов испытаний.
5.4. Результаты испытаний каждого образца необходимо заносить в протокол испытаний, форма которого указана в рекомендуемом приложении.
ПРИЛОЖЕНИЕ
Рекомендуемое
ПРОТОКОЛ N __________
испытаний образцов по определению температуры распайки
|
1. Тип образца |
|
. | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
2. Паяемый материал: |
1 |
|
; | |||||||||||||||||
|
|
| |||||||||||||||||||
|
|
2 |
|
. | |||||||||||||||||
|
|
| |||||||||||||||||||
|
3. Марка или химический состав припоя |
|
. | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
4. Температура начала и конца плавления припоя |
|
. | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
5. Способ пайки: | ||||||||||||||||||||
|
|
| |||||||||||||||||||
|
а) по удалению окисной пленки |
|
; | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
б) по получению припоя |
|
; | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
в) по источнику нагрева |
|
; | ||||||||||||||||||
|
| ||||||||||||||||||||
|
(Измененная редакция, Изм. N 1). | ||||||||||||||||||||
|
6. Марка или химический состав флюса или газовой среды |
|
. | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
7. Термический цикл пайки: | ||||||||||||||||||||
|
|
| |||||||||||||||||||
|
а) время выдержки |
|
; | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
б) температура пайки |
|
. | ||||||||||||||||||
|
|
| |||||||||||||||||||
|
8. Результаты испытаний образцов: |
| |||||||||||||||||||
|
Номер образца |
Зазор, мм |
Среда испытаний |
Показания |
Температура распайки образца, °С |
Температура распайки соединения, °С |
Степень дисперсии, % | ||
|
|
|
|
1 |
2 |
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке