
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 19414-90
Группа К20
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДРЕВЕСИНА КЛЕЕНАЯ МАССИВНАЯ
Общие требования к зубчатым клеевым соединениям
Solid glued wood.
General requirements for glued finger joints
ОКСТУ 5360
Срок действия с 01.01.91
до 01.01.96*
______________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11-12 1994 г.). -
Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной промышленности СССР, Госстроем СССР
РАЗРАБОТЧИКИ
Н.А. Мелехова, канд. техн. наук; С.Н. Пластинин; Т.А. Пашкова; Т.А. Пластинина; Л.М. Ковальчук, д-р техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.02.90 № 295
3. ВЗАМЕН ГОСТ 19414-79
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
|
|
|
| |
|
1.9 | |
|
ГОСТ 15613.4-78 |
2.1 |
|
ГОСТ 16483.1-84 |
2.1 |
|
2.1 |
Настоящий стандарт распространяется на клееную массивную древесину и устанавливает общие требования к зубчатым клеевым соединениям.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Форма зубчатых клеевых соединений должна соответствовать указанной на черт. 1. В зависимости от назначения и методов изготовления зубчатых клеевых соединений допускается изменение формы боковых шипов.
Значения геометрических параметров зубчатых соединений приведены в таблице.
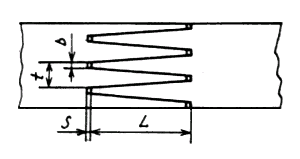
![]() - длина шипа;
- длина шипа; ![]() - шаг соединения;
- шаг соединения; ![]() -затупление шипа:
-затупление шипа:![]() -зазор в стыках
-зазор в стыках
Черт. 1
1.2. Зубчатые клеевые соединения в зависимости от расположения шипов по отношению к пласти склеиваемых заготовок разделяют на три вида: ![]() - вертикальное,
- вертикальное, ![]() - горизонтальное,
- горизонтальное, ![]() - диагональное (черт. 2).
- диагональное (черт. 2).
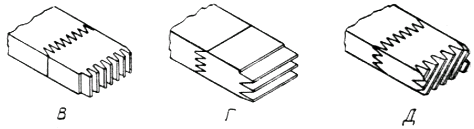
Черт. 2
1.3. Условное обозначение зубчатого клеевого соединения должно включать вид соединения, геометрические параметры соединения и обозначение настоящего стандарта.
Примеры условного обозначения:
зубчатого клеевого соединения вертикального с длиной шипов 50 мм, шагом 12 мм и затуплением 2 мм:
В-50Х12Х2 ГОСТ 19414
то же, горизонтального с длиной шипов 20 мм, шагом 6,2 мм и затуплением 1 мм:
Г-20Х6,2Х1,0 ГОСТ 19414
то же, диагонального с длиной шипов 32 мм, шагом 8 мм и затуплением 1 мм:
Д-32Х8Х1 ГОСТ 19414
1.4. Зубчатые клеевые соединения изготовляют в соответствии с требованиями настоящего стандарта и по технологической документации, утвержденной в установленном порядке.
1.5. Нормативное значение прочности зубчатого клеевого соединения, его вид и водостойкость клеевых соединений устанавливают в технических требованиях на продукцию.
1.6. Склеиваемые между собой заготовки не должны отличаться по влажности более чем на 6%.
1.7. В зоне соединения не допускаются сучки диаметром более 5 мм.
Сучки, допускаемые техническими требованиями на продукцию, должны находиться от основания шипов на расстоянии не менее трех размеров сучка, измеренного в направлении длины заготовки.
При вырезке недопускаемого сучка рез должен выполняться от него на расстоянии не менее одного размера этого сучка.
1.8. Точность формирования зубчатых шипов должна соответствовать квалитету 13 по ГОСТ 6449.1.
1.9. Параметр шероховатости поверхностей склеивания зубчатых шипов ![]() по ГОСТ 7016 не должен превышать 200 мкм.
по ГОСТ 7016 не должен превышать 200 мкм.
1.10. Склеивание должно производиться не позднее чем через 24 ч после формирования шипов.
1.11. Удельное торцовое давление прессования устанавливают в зависимости от геометрических параметров зубчатого соединения, размеров поперечного сечения заготовок и породы склеиваемой древесины.
При установлении значения удельного торцового давления необходимо соблюдать следующие условия:
толщина клеевого слоя должна быть не более 0,1 мм;
целостность соединений должна сохраняться при технологических перемещениях склеиваемых деталей (элементов).
Значение максимального удельного торцового давления прессования для зубчатых соединений при склеивании древесины хвойных пород не должно быть выше значений, указанных в таблице.
При склеивании древесины твердых лиственных пород давление увеличивают на 20%.
|
Значение геометрических параметров соединения, мм |
| |||
|
|
|
|
Максимальное удельное торцовое давление, МПа | |
|
|
|
|
| |
|
32 |
8,0 |
1,0 |
8,0 | |
|
|
|
|
| |
|
10 |
3,8 |
0,6 |
12,0 | |
|
4 |
1,6 |
0,2 |
13,0 | |
Примечание. Допускаются зубчатые клеевые соединения других размеров, если они обеспечивают прочность соединений не ниже значений, установленных в нормативно-технической документации на продукцию.
1.12. Продолжительность действия полного торцового давления на зубчатое клеевое соединение должна быть не менее 2 с.
1.13. В зубчатых клеевых соединениях после запрессовки должен оставаться зазор в стыках ![]() значением не более 5% длины шипов
значением не более 5% длины шипов ![]() .
.
2. МЕТОДЫ ИСПЫТАНИЙ
2.1. Прочность зубчатого клеевого соединения определяют по ГОСТ 15613.4.
Образцы испытывают на статический изгиб с приложением нагрузки на пласть или кромку образца согласно требованиям нормативно-технической документации на продукцию. При отсутствии таких требований нагрузку прикладывают на пласть образца.
Влажность и плотность древесины образцов определяют по ГОСТ 16588 и ГОСТ 16483.1.
Способ отбора и количество образцов устанавливают в нормативно-технической документации на конкретный вид клееной продукции.
2.2. При постановке продукции на производство, замене оборудования, инструмента и клея или изменении режимов склеивания, а также при проведении производственного контроля и исследовательских испытаний определяют характеристическую прочность ![]() зубчатого клеевого соединения.
зубчатого клеевого соединения.
2.2.1. Для определения характеристической прочности зубчатого клеевого соединения испытывают не менее 15 специально подготовленных образцов на статический изгиб по ГОСТ 15613.4.
2.2.2. Характеристическую прочность зубчатого клеевого соединения (![]() ) в мегапаскалях вычисляют по формуле
) в мегапаскалях вычисляют по формуле
![]() ,
,
где ![]() - среднее арифметическое значение предела прочности испытанных образцов на статический изгиб, МПа;
- среднее арифметическое значение предела прочности испытанных образцов на статический изгиб, МПа;
![]() - среднее квадратическое отклонение значения предела прочности испытанных образцов, МПа.
- среднее квадратическое отклонение значения предела прочности испытанных образцов, МПа.
Результат округляют с точностью до первого десятичного знака.
2.2.3. Характеристическая прочность зубчатого клеевого соединения должна быть не ниже нормативной прочности, установленной техническими требованиями на продукцию.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990
Личный кабинет:
доступно после авторизации У берегов Египта затонула туристическая яхта, судьба 45 человек неизвестна
У берегов Египта затонула туристическая яхта, судьба 45 человек неизвестна  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке