
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
12
:
37
апреля
16
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 23.301-78
Группа Т51
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Обеспечение износостойкости изделий
ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА МЕТОДОМ
ВЫРЕЗАННЫХ ЛУНОК
Технические требования
Products wear resistance assurance.
Instruments for evaluating wear by the method of cut notches.
Technical requirements
МКС 19.060
Дата введения 1980-01-01
Постановлением Государственного комитета СССР по стандартам от 11 декабря 1978 г. N 3284 дата введения установлена 01.01.80
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на приборы для измерения износа по глубине вырезанных лунок по нормативно-технической документации.
1. ТИПЫ И ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. В зависимости от формы поверхности изделий и образцов устанавливается три типа приборов:
Т1 - для плоских поверхностей;
Т2 - для цилиндрических вогнутых поверхностей;
Т3 - для цилиндрических выпуклых поверхностей.
1.2. В зависимости от расположения лунки относительно образующей цилиндрических поверхностей приборы типов Т2 и Т3 делятся на две группы:
I - для нанесения лунки перпендикулярно к образующей;
II - для нанесения лунки вдоль образующей.
В зависимости от типа, группы и модели прибора ему присваивается условное обозначение.
Пример условного обозначения для прибора типа Т3, группы II, модели 967:
Прибор T3.II-967 ГОСТ 23.301-78
1.3. Линейное увеличение объектива микроскопа должно быть не менее 3,7![]() .
.
1.4. Числовая апертура объектива микроскопа должна быть не менее 0,11.
1.5. Линейное поле зрения микроскопа должно быть не менее 3 мм.
1.6. Цена наименьшего деления шкалы окуляра микроскопа должна быть 0,03 мм.
1.7. Радиус траектории вершины резца должен быть (11±0,1) мм.
1.8. Форма рабочей части алмазного резца приведена в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Приборы должны изготовляться в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. По устойчивости к воздействию климатических факторов приборы должны изготовляться в исполнении О категории 4.1 по ГОСТ 15159-76 для работы при температуре окружающей среды от 5 до 30 °С.
2.3. Относительная разность размеров глубины лунки длиной не менее 2,5 мм, полученных непосредственным измерением глубины и пересчетом по нормативно-технической документации (приложение 2), не должно превышать +15%.
2.4. Фокусировка микроскопа не должна сбиваться при статической нагрузке на тубус 4,9 Н (0,5 кгс).
2.5. Осветительное устройство должно обеспечивать равномерное освещение поля зрения микроскопа при визуальном контроле.
2.6. При установке подвижных узлов фокусировки микроскопа в нулевое (исходное) положение по шкалам прибор должен быть отюстирован так, чтобы резкое изображение лунки находилось в центре поля зрения микроскопа.
2.7. Люфт в механизме перемещения микроскопа и фокусировочного узла не должен превышать ±2 деления шкалы; в других узлах и деталях ±1 деление шкалы.
2.8. Не допускается люфт в механизме резца.
2.9. Приборы должны быть обеспечены механическими, магнитными или другими устройствами для крепления к изделиям и образцам. Усилие прижатия детали или образца к плоскости без учета прибора должно быть не менее 245 Н (25 кгс).
2.10. Не допускаются следы коррозии на металлических поверхностях и налеты на элементах оптической системы.
2.11. Гальванические покрытия должны выполняться в соответствии с технической документацией на приборы для условий эксплуатации категории Л по ГОСТ 9.303-84.
2.12. Лакокрасочные покрытия должны выполняться по ГОСТ 9.032-74; для наружных поверхностей - класс II, группа С; для остальных поверхностей - класс IV, группа С.
2.13. Вершины резца и ребра не должны иметь зазубрин и сколов, различимых при рассмотрении с помощью бинокулярной лупы с увеличением 56![]() .
.
2.14. При упаковке приборов переключатель входного напряжения на трансформаторе должен быть установлен в положение, соответствующее 220 В.
2.15. Вероятность безотказной работы прибора в течение 400 ч должна быть не менее 0,95.
3. ПРАВИЛА ПРИЕМКИ
3.1. Приборы должны подвергаться приемосдаточным, периодическим и типовым испытаниям.
3.2. Приемосдаточным испытаниям должны подвергать каждый прибор на соответствие требованиям пп.1.5-1.8; 2.3-2.14.
3.3. Периодическим испытаниям подвергают не менее трех приборов из 100 изготовленных не реже одного раза в год на соответствие требованиям настоящего стандарта, кроме пп.2.14, 2.15.
Если испытуемый прибор не соответствует хотя бы одному требованию настоящего стандарта, испытаниям подвергают удвоенное количество приборов.
3.4. При изменении конструкции приборы подвергают типовым испытаниям по программе периодических испытаний.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Климатические факторы окружающей среды при контроле приборов должны соответствовать п.2.2.
4.2. Цену наименьшего деления шкалы окуляра (п.1.6) следует определять по объект-микрометру по НТД.
4.3. Проверку требований пп.2.10, 2.13 производят внешним осмотром.
4.4. Гальванические покрытия (п.2.11) проверяют по ГОСТ 9.302-88.
4.5. Прочность сцепления лакокрасочных покрытий (п.2.12) с металлом проверяют для каждой партии лакокрасочных материалов по ГОСТ 15140-78 методом решетчатых надрезов, а при приемосдаточных испытаниях - внешним осмотром прибора.
4.6. Линейное поле зрения микроскопа (п.1.5) проверяют при фокусировке микроскопа на поверхность изделия или образца по наличию в наблюдаемом поле зрения микроскопа всех 100 делений шкалы.
4.7. Радиус траектории вершины резца (п.1.7) определяют измерением выступающей из оправки части резца штангенциркулем по ГОСТ 166-89, размер которой должен быть (2±0,1) мм.
4.8. Форму рабочей части резца (п.1.8) определяют на инструментальном микроскопе установкой оси оправки резца под углом 25° к плоскости столика микроскопа так, чтобы грань резца была перпендикулярна к оптической оси микроскопа. Изображение ребер должно быть четким, а угол между ребрами должен составлять 115° ±1°.
4.9. Проверку по п.2.3 проводят на образцах из чугуна или отожженной стали вырезанием трех лунок длиной не менее 2,5 мм. Длину лунки измеряют на приборе, а глубину определяют расчетным путем по нормативно-технической документации (приложение 2) и измерением профилографом по ГОСТ 19300-86 или оптическим прибором. Если допуск превышает установленный в п.2.3, на любой из лунок проводят регулировку механизма вырезания для выборки люфтов.
4.10. Контроль соответствия усилия (п.2.9) производят подвешиванием грузов соответствующей массы к установленному на изделии или образце прибору.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На корпусе прибора по ГОСТ 12969-67 наносятся следующие данные:
товарный знак предприятия-изготовителя;
условное обозначение прибора (п.1.2);
порядковый номер по системе нумерации предприятия-изготовителя;
год выпуска.
5.2. В паспорт прибора должны быть внесены порядковые номера по системе нумерации предприятия-изготовителя отдельных частей, входящих в комплект прибора (см. приложение 3).
5.3. Все съемные части помещают в отдельные ячейки футляра, на верхней крышке которого с внутренней стороны должны быть нанесены перечень вложений с номерами соответствующих ячеек, товарный знак предприятия-изготовителя, обозначение прибора, номер прибора по системе нумерации предприятия-изготовителя, дата упаковки, фамилия или номер упаковщика.
5.4. Перед упаковкой в ящик прибор, съемные части и принадлежности должны быть очищены от пыли и подвергнуты консервации по группе изделия III ГОСТ 13163-67 для категорий условий хранения и транспортирования изделия Л.
Неокрашенные части прибора и принадлежности должны быть завернуты в конденсаторную бумагу по ГОСТ 1908-88 и уложены в футляр так, чтобы они при встряхивании закрытых футляров не перемещались.
5.5. Футляры должны быть завернуты в оберточную бумагу по ГОСТ 8273-75, перевязаны шпагатом по ГОСТ 17308-85* и опломбированы отделом технического контроля.
________________
* Действует ГОСТ 17308-88. - Примечание .
5.6. Футляры должны быть установлены в ящик, обитый внутри пергамином по ГОСТ 2697-83 или другими материалами, предохраняющими от попадания влаги, со слоем древесной стружки по ГОСТ 5244-79 или гофрированного картона по ГОСТ 7376-89. Перемещение футляров при встряхивании закрытого ящика не допускается. Снаружи ящик должен быть обит упаковочной стальной лентой по ГОСТ 3560-73.
5.7. При упаковке в ящик должен быть вложен упаковочный лист с указанием модели прибора предприятия-изготовителя.
5.8. Маркировка транспортной тары - по ГОСТ 14192-96 с нанесением предупредительных знаков: "Хрупкое. Осторожно", "Верх", "Беречь от влаги".
5.9. Приборы транспортируются всеми видами транспорта в крытых транспортных средствах.
5.10. Хранение приборов в транспортной таре и транспортирование приборов - по категории Л по ГОСТ 9.014-78.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие приборов требованиям настоящего стандарта при соблюдении условий эксплуатации и хранения, установленных стандартом.
6.2. Гарантийный срок эксплуатации устанавливается 12 мес со дня ввода в эксплуатацию.
ПРИЛОЖЕНИЕ 1
Обязательное
Форма рабочей части алмазного резца РАИ-1
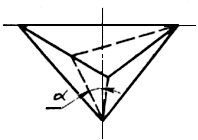
Примечания:
1. Угол ![]() между осью и гранью 65° ±1°.
между осью и гранью 65° ±1°.
2. Угол между ребрами в плоскости грани 115° (угол дается для контроля огранки резца).
3. Отклонение вершины алмазной пирамиды от оси оправки не более 0,2 мм.
ПРИЛОЖЕНИЕ 2
Справочное
ОПРЕДЕЛЕНИЕ ГЛУБИНЫ ЛУНКИ ПЕРЕСЧЕТОМ ПО ДЛИНЕ
1. Глубину лунки плоских поверхностей ![]() в миллиметрах, а также цилиндрических поверхностей при лунке, расположенной вдоль образующей цилиндра, находят по табл.1 или вычисляют по формуле
в миллиметрах, а также цилиндрических поверхностей при лунке, расположенной вдоль образующей цилиндра, находят по табл.1 или вычисляют по формуле
![]() , (1)
, (1)
где ![]() - длина лунки, мм;
- длина лунки, мм;
![]() - радиус вращения вершины резца, мм.
- радиус вращения вершины резца, мм.
2. Глубину лунки цилиндрических поверхностей ![]() при лунке, расположенной перпендикулярно образующей цилиндра, находят по табл.1 с поправкой по табл.2 на радиус кривизны поверхности в месте нанесения лунки или вычисляют по формуле
при лунке, расположенной перпендикулярно образующей цилиндра, находят по табл.1 с поправкой по табл.2 на радиус кривизны поверхности в месте нанесения лунки или вычисляют по формуле
![]() , (2)
, (2)
где ![]() - радиус кривизны поверхности в месте нанесения лунки, мм.
- радиус кривизны поверхности в месте нанесения лунки, мм.
Примечание. В формуле для вычисления глубины лунки цилиндрических поверхностей знак "плюс" - для выпуклых, знак "минус" - для вогнутых поверхностей.
При определении глубины лунки по табл.1 для выпуклых поверхностей поправка, полученная из табл.2, суммируется с найденными значениями глубины лунки, а для вогнутых - вычитается.
Таблица 1
Глубина лунки ![]() для плоских поверхностей по данным значениям
для плоских поверхностей по данным значениям
ее длины ![]() в делениях окуляра
в делениях окуляра
Размеры, мм
|
|
| |
|
10 |
1,0 | |
|
11 |
1,2 | |
|
12 |
1,5 | |
|
13 |
1,7 | |
|
14 |
2,0 | |
|
15 |
2,3 | |
|
16 |
2,6 | |
|
17 |
2,9 | |
|
18 |
3,3 | |
|
19 |
3,7 | |
|
20 |
4,1 | |
|
21 |
4,5 | |
|
22 |
5,0 | |
|
23 |
5,4 | |
|
24 |
5,9 | |
|
25 |
6,4 | |
|
26 |
6,9 | |
|
27 |
7,4 | |
|
28 |
8,0 | |
|
29 |
8,6 | |
|
30 |
9,3 | |
|
31 |
9,8 | |
|
32 |
10,4 | |
|
33 |
11,1 | |
|
34 |
11,8 | |
|
35 |
12,5 | |
|
36 |
13,2 | |
|
37 |
14,0 | |
|
38 |
14,9 | |
|
39 |
15,6 | |
|
40 |
16,3 | |
|
41 |
17,2 | |
|
42 |
17,9 | |
|
43 |
18,9 | |
|
44 |
19,8 | |
|
45 |
20,7 | |
|
46 |
21,6 | |
|
47 |
22,6 | |
|
48 |
23,6 | |
|
49 |
24,6 | |
|
50 |
25,6 | |
|
51 |
26,6 | |
|
52 |
27,6 | |
|
53 |
28,6 | |
|
54 |
29,8 | |
|
55 |
30,9 | |
|
56 |
32,0 | |
|
57 |
33,2 | |
|
58 |
34,4 | |
|
59 |
35,6 | |
|
60 |
36,8 | |
|
61 |
38,0 | |
|
62 |
39,3 | |
|
63 |
40,5 | |
|
64 |
41,8 | |
|
65 |
43,2 | |
|
66 |
44,5 | |
|
67 |
45,9 | |
|
68 |
47,2 | |
|
69 |
48,6 | |
|
70 |
50,1 | |
|
71 |
51,5 | |
|
72 |
53,0 | |
|
73 |
54,5 | |
|
74 |
56,0 | |
|
75 |
57,5 | |
|
76 |
59,0 | |
|
77 |
60,6 | |
|
78 |
62,2 | |
|
79 |
63,8 | |
|
80 |
65,5 | |
|
81 |
67,1 | |
|
82 |
68,7 | |
|
83 |
70,4 | |
|
84 |
72,1 | |
|
85 |
73,8 | |
|
86 |
75,6 | |
|
87 |
77,4 | |
|
88 |
79,2 | |
|
89 |
81,0 | |
|
90 |
82,8 | |
|
91 |
84,7 | |
|
92 |
86,6 | |
|
93 |
88,5 | |
|
94 |
90,4 | |
|
95 |
92,3 | |
|
96 |
94,2 | |
|
97 |
96,2 | |
|
98 |
98,2 | |
|
99 |
100,2 | |
|
100 |
102,3 |
Таблица 2
Поправка на радиус кривизны ![]() цилиндрической поверхности при вычислении
цилиндрической поверхности при вычислении
глубины лунки ![]() пo данным значениям ее длины
пo данным значениям ее длины ![]() в делениях окуляра
в делениях окуляра
Размеры, мм
|
|
Поправка х10 | ||||
|
|
36 |
40 |
45 |
50 | |
|
10 |
0,3 |
0,3 |
0,2 |
0,2 | |
|
11 |
0,4 |
0,3 |
0,2 |
0,2 | |
|
12 |
0,4 |
0,4 |
0,3 |
0,3 | |
|
13 |
0,5 |
0,5 |
0,4 |
0,3 | |
|
14 |
0,6 |
0,6 |
0,5 |
0,4 | |
|
15 |
0,7 |
0,6 |
0,5 |
0,5 | |
|
16 |
0,8 |
0,7 |
0,6 |
0,5 | |
|
17 |
0,9 |
0,8 |
0,7 |
0,6 | |
|
18 |
1,0 |
0,9 |
0,8 |
0,7 | |
|
19 |
1,1 |
1,0 |
0,9 |
0,8 | |
|
20 |
1,2 |
1,1 |
1,0 |
0,9 | |
|
21 |
1,4 |
1,2 |
1,1 |
1,0 | |
|
22 |
1,5 |
1,4 |
1,2 |
1,1 | |
|
23 |
1,6 |
1,5 |
1,3 |
1,2 | |
|
24 |
1,8 |
1,6 |
1,4 |
1,3 | |
|
25 |
1,9 |
1,7 |
1,5 |
1,4 | |
|
26 |
2,1 |
1,9 |
1,6 |
1,5 | |
|
27 |
2,3 |
2,0 |
1,7 |
1,6 | |
|
28 |
2,5 |
2,2 |
1,8 |
1,7 | |
|
29 |
2,6 |
2,3 |
2,0 |
1,8 | |
|
30 |
2,8 |
2,5 |
2,2 |
2,0 | |
|
31 |
3,0 |
2,7 |
2,3 |
2,1 | |
|
32 |
3,2 |
2,9 |
2,5 |
2,3 | |
|
33 |
3,4 |
3,0 |
2,7 |
2,4 | |
|
34 |
3,6 |
3,2 |
2,9 |
2,6 | |
|
35 |
3,8 |
3,4 |
3,1 |
2,8 | |
|
36 |
4,0 |
3,6 |
3,2 |
2,9 | |
|
37 |
4,3 |
3,8 |
3,4 |
3,0 | |
|
38 |
4,5 |
4,0 |
3,6 |
3,2 | |
|
39 |
4,7 |
4,2 |
3,8 |
3,4 | |
|
40 |
5,0 |
4,4 |
4,0 |
3,6 | |
|
41 |
5,3 |
4,7 |
4,2 |
3,8 | |
|
42 |
5,5 |
4,9 |
4,4 |
4,0 | |
|
43 |
5,7 |
5,2 |
4,6 |
4,2 | |
|
44 |
5,9 |
5,5 |
4,8 |
4,4 | |
|
45 |
6,3 |
5,7 |
5,0 |
4,6 | |
|
46 |
6,6 |
5,9 |
5,3 |
4,7 | |
|
47 |
6,9 |
6,2 |
5,4 |
4,9 | |
|
48 |
7,2 |
6,5 |
5,6 |
5,1 | |
|
49 |
7,5 |
6,7 |
5,8 |
5,3 | |
|
50 |
7,8 |
7,0 |
6,0 |
5,5 | |
|
51 |
8,1 |
7,3 |
6,3 |
5,7 | |
|
52 |
8,5 |
7,6 |
6,6 |
6,0 | |
|
53 |
8,7 |
7,9 |
6,9 |
6,3 | |
|
54 |
9,1 |
8,2 |
7,2 |
6,5 | |
|
55 |
9,4 |
8,5 |
7,5 |
6,8 | |
|
56 |
9,8 |
8,8 |
7,8 |
7,0 | |
|
57 |
10,1 |
9,1 |
8,1 |
7,3 | |
|
58 |
10,5 |
9,5 |
8,4 |
7,6 | |
|
59 |
10,8 |
9,8 |
8,7 |
7,8 | |
|
60 |
11,2 |
10,1 |
9,0 |
8,1 | |
|
61 |
11,6 |
10,4 |
9,3 |
8,4 | |
|
62 |
12,0 |
10,8 |
9,6 |
8,7 | |
|
63 |
12,4 |
11,2 |
9,9 |
8,9 | |
|
64 |
12,7 |
11,6 |
10,2 |
9,2 | |
|
65 |
13,2 |
12,0 |
10,6 |
9,5 | |
|
66 |
13,6 |
12,3 |
10,9 |
9,8 | |
|
67 |
14,0 |
12,6 |
11,2 |
10,1 | |
|
68 |
14,4 |
13,0 |
11,5 |
10,4 | |
|
69 |
14,9 |
13,4 |
11,9 |
10,7 | |
|
70 |
15,3 |
13,8 |
12,8 |
11,8 | |
|
71 |
15,7 |
14,2 |
12,6 |
11,3 | |
|
72 |
16,2 |
14,6 |
12,9 |
11,7 | |
|
73 |
16,6 |
15,0 |
13,3 |
12,0 | |
|
74 |
17,1 |
15,4 |
13,7 |
12,3 | |
|
75 |
17,6 |
15,8 |
14,0 |
12,6 | |
|
76 |
18,1 |
16,2 |
14,3 |
13,0 | |
|
77 |
18,5 |
16,6 |
14,7 |
13,3 | |
|
78 |
19,0 |
17,0 |
15,0 |
13,6 | |
|
79 |
19,5 |
17,5 |
15,5 |
14,0 | |
|
80 |
20,0 |
18,0 |
16,0 |
14,4 | |
|
81 |
20,5 |
18,4 |
16,4 |
14,7 | |
|
82 |
21,0 |
18,9 |
16,8 |
15,1 | |
|
83 |
21,5 |
19,3 |
17,2 |
15,5 | |
|
84 |
22,0 |
19,8 |
17,6 |
15,8 | |
|
85 |
22,6 |
20,3 |
18,0 |
16,2 | |
|
86 |
23,1 |
20,8 |
18,4 |
16,6 | |
|
87 |
23,6 |
21,3 |
18,9 |
17,0 | |
|
88 |
24,2 |
21,8 |
19,3 |
17,4 | |
|
89 |
24,7 |
22,3 |
19,8 |
17,8 | |
|
90 |
25,3 |
22,8 |
20,3 |
18,2 | |
|
91 |
25,8 |
23,3 |
20,7 |
18,6 | |
|
92 |
26,3 |
23,8 |
21,1 |
19,0 | |
|
93 |
27,0 |
24,3 |
21,6 |
19,4 | |
|
94 |
27,5 |
24,8 |
22,1 |
19,8 | |
|
95 |
28,2 |
25,3 |
22,7 |
20,2 | |
|
96 |
28,7 |
25,8 |
23,1 |
20,7 | |
|
97 |
29,4 |
26,3 |
23,5 |
21,1 | |
|
98 |
30,0 |
26,8 |
24,0 |
21,5 | |
|
99 |
30,6 |
27,4 |
24,5 |
22,0 | |
|
100 |
31,2 |
28,0 |
25,0 |
22,5 | |
Примечание. Если радиус кривизны поверхности трения меньше или больше приведенных в таблице значений, поправку определяют линейной экстраполяцией, пропорционально радиусу кривизны; если радиус кривизны занимает промежуточное значение, поправку находят интерполяцией.
3. Длину лунки измеряют с погрешностью не более 0,5 деления шкалы окуляра.
ПРИЛОЖЕНИЕ 3
Обязательное
Комплектность прибора
|
В комплект прибора должен входить: |
|
|
Окуляр Гюйгенса, 7 |
1 |
|
Фотонасадка |
1 |
|
Трансформатор мощностью не менее 5 Вт, |
1 |
|
Шнур от трансформатора к прибору |
1 |
|
Резец алмазный РАИ-1 (см. приложение 1) |
1 |
|
Отвертка 7810-0308 по ГОСТ 17199-88 |
1 |
|
Запасные части: |
|
|
алмазный резец РАИ-1 |
2 |
|
Электролампы 6,3 В, типа МН-6,3-0,3 по НТД |
2 |
|
К комплекту прилагаются: |
|
|
Техническое описание и инструкция по эксплуатации (ТС) по ГОСТ 2.601-95 |
1 |
|
Паспорт (ПС) по ГОСТ 2.601-95 |
1 |
|
Инструкция по проверке прибора по НТД |
1 |
Текст документа сверен по:
официальное издание
Механические испытания.
Обеспечение износостойкости изделий: Сб. стандартов. -
М.: Стандартинформ, 2005
Личный кабинет:
доступно после авторизации Кубанский блогер Каграманов рассказал в «Шоу Воли» о хейте в...
Кубанский блогер Каграманов рассказал в «Шоу Воли» о хейте в...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке