
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 6321-92
(ИСО 2160-85)
Группа Б19
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТОПЛИВО ДЛЯ ДВИГАТЕЛЕЙ
Метод испытания на медной пластинке
Engine fuels.
Method for copper strip test
МКС 75.160.20
ОКСТУ 0209
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Всесоюзным научно-исследовательским институтом по переработке нефти (ВНИИ НП)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта от 30.03.92 N 342
Приложение 1 подготовлено методом прямого применения международного стандарта ИСО 2160-85 "Нефтепродукты. Метод определения коррозионного воздействия на медную пластинку"
3. ВЗАМЕН ГОСТ 6321-69
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение нормативно-технического документа, на который дана ссылка |
Номер раздела, приложения |
|
2 | |
|
1 | |
|
2 | |
|
ГОСТ 4095-75 |
2 |
|
2 | |
|
ГОСТ 5789-78 |
2 |
|
ГОСТ 6456-82 |
2 |
|
ГОСТ 9147-80 |
2 |
|
2 | |
|
ГОСТ 12026-76 |
2 |
|
2 | |
|
ГОСТ 14710-78 |
2 |
|
2 | |
|
ГОСТ 21443-75 |
Приложение 1 |
5. ПЕРЕИЗДАНИЕ. Март 2004 г.
Настоящий стандарт распространяется на топливо для двигателей и устанавливает метод коррозионного воздействия его на медную пластинку.
Сущность метода заключается в выдерживании медной пластинки в испытуемом топливе при повышенной температуре и фиксировании изменения ее внешнего вида, характеризующего коррозионное воздействие топлива.
1. ОТБОР ПРОБ
Отбор проб - по ГОСТ 2517.
2. АППАРАТУРА, РЕАКТИВЫ И МАТЕРИАЛЫ
Аппаратура, реактивы и материалы - по приложению 1, разд.3 и 4, в том числе аппарат типа ИКАН по НТД. Допускается использовать:
пробирки стеклянные внешним диаметром (17±1) мм, высотой (150±5) мм;
пластинки из электролитой* меди марок М0 или M1 по ГОСТ 859, размерами 40х10х2 мм, с предельными отклонениями по длине и ширине ±1 мм, по толщине ±0,5 мм.
________________
* Текст соответствует оригиналу. - Примечание .
Шкурка шлифовальная по ГОСТ 6456 или ГОСТ 5009 или шлифовальный порошок с зернистостью абразивного материала 6-8 по ГОСТ 3647*, или аналогичные абразивные материалы с той же зернистостью.
_______________
* C 1 июля 2006 года действует ГОСТ Р 52381-2005, здесь и далее по тексту. - Примечание .
Микропорошок шлифовальный с зернистостью М14 или М10 по ГОСТ 3647 или аналогичный с той же зернистостью.
Термометры типов ТЛ-2 N 2; ТЛ-2 N 3; ТЛ-5 N 2; ТЛ-6 N 2; ТЛ-6 N 3 по НТД.
Термометры электроконтактные по ГОСТ 9871 с погрешностью не более 1 °С.
Термоконтакторы ртутные стеклянные типов ТК-53БМ, ТК-53ММ.
Спирт этиловый ректификованный по ГОСТ 18300, гидролизный высшей очистки.
Толуол по ГОСТ 14710 или ГОСТ 5789.
Смесь спиртотолуольная в соотношении 1:1 (по объему).
Изооктан эталонный по ГОСТ 12433 или технический по ГОСТ 4095.
Чаша выпарительная фарфоровая по ГОСТ 9147.
Щипцы или пинцет из нержавеющей стали или никелированные.
Вата гигроскопическая.
Бумага фильтровальная по ГОСТ 12026.
Пробки корковые.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1 Подготовка поверхности пластинки - по приложению 1, разд.6.
Касание руками свежешлифованной поверхности пластинки не допускается.
3.2. Испытуемое топливо фильтруют через бумажный фильтр, наливают в пробирку 10 см![]() , опускают в них с помощью пинцета (щипцов) подготовленные к испытанию пластинки и закрывают пробирки корковыми пробками.
, опускают в них с помощью пинцета (щипцов) подготовленные к испытанию пластинки и закрывают пробирки корковыми пробками.
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
Проведение испытаний осуществляют по разд.8 приложения 1. Допускается проводить испытания, как указано в пп.4.1-4.3.
4.1. Пробирки с топливом и медными пластинками помещают в вертикальном положении в нагретую водяную баню.
Уровень воды в бане должен быть выше уровня топлива в пробирках не менее чем на 30 мм.
4.2. Топливо для реактивных двигателей выдерживают в течение 3 ч при температуре (100±1) °С, остальные топлива - при (50±2) °С.
4.3. По истечении 3 ч пластинку извлекают пинцетом из пробирки и промывают в фарфоровой чаше не менее двух раз спиртотолуольной смесью и просушивают на фильтровальной бумаге (промокая). Не допускается касание руками поверхности пластинки.
5. ОЦЕНКА РЕЗУЛЬТАТОВ ИСПЫТАНИЯ
5.1. Для каждого испытуемого топлива проводят не менее двух параллельных определений. Оценку результатов испытания осуществляют по разд.9 приложения 1. Допускается проводить оценку результатов по п.5.2.
5.2. Просушенные пластинки осматривают со всех сторон, сравнивают со свежешлифованной пластинкой (эталоном) и устанавливают изменение (или отсутствие изменения) цвета, наличие (или отсутствие) налетов или пятен на их поверхности и записывают результаты осмотра. При этом появление равномерного оранжевого оттенка, без изменения первоначального блеска, не считают изменением цвета пластинки.
5.3. Топливо считают не выдержавшим испытание, если хотя бы при одном определении на пластинке образовался налет или пятна черного, коричневого или серо-стального цвета.
При других изменениях или отсутствии изменения цвета пластинки топливо считают выдержавшим испытание.
ПРИЛОЖЕНИЕ 1
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ КОРРОЗИОННОГО ВОЗДЕЙСТВИЯ НЕФТЕПРОДУКТОВ
НА МЕДНУЮ ПЛАСТИНКУ
(ИСО 2160-85)
1. Назначение и область применения
Настоящий стандарт устанавливает метод определения коррозионного воздействия на медь таких нефтепродуктов, как авиационное топливо для турбореактивных двигателей, автомобильный бензин, газовый бензин или другие углеводороды с давлением паров по Рейду не более 124 кПа (1,24 бар), уайт-спириты, растворители (Стоддарда), керосин, дизельное топливо, дистиллятное жидкое топливо и смазочное масло.
Меры предосторожности. Некоторые продукты, например, газовый бензин, могут иметь более высокое давление паров по сравнению с автомобильными или авиационными бензинами. В связи с этим следует соблюдать меры предосторожности и нельзя помещать в баню при 100 °С бомбу для испытания, содержащую газовый бензин или другие продукты с высоким давлением паров. Образцы с давлением паров по Рейду, превышающим 124 кПа (1,24 бар), могут увеличить давление при 100 °С, что вызовет разрыв бомбы для испытания. Для образцов с давлением паров по Рейду более 124 кПа (1,24 бар) применяют метод по ГОСТ 21443 (п.2.6).
2. Сущность метода
Подготовленную медную пластинку погружают в определенное количество образца, нагревают и выдерживают при температуре в течение периода времени, установленного для испытуемого материала. В конце этого периода пластинку вынимают, промывают и сравнивают с эталонами степени коррозии.
3. Реактивы и материалы
3.1. Растворитель для промывки
Для промывки может быть использован любой летучий углеводородный растворитель, не содержащий серы, не вызывающий потускнения медной пластинки при температуре испытания 50 °С. Целесообразно использовать в качестве растворителя изооктан, применяемый при испытаниях на детонацию. Этот же растворитель следует использовать при возникновении разногласий. Основные требования, предъявляемые к изооктану, применяемому при испытаниях на детонацию, приведены в приложении 2.
3.2. Медная пластинка
Медные пластинки шириной 1-2,5 мм, толщиной 1,5-3,0 мм и длиной 75 мм вырезают из закаленной электролитической меди холодной обработки, с гладкой поверхностью, чистотой более 99,9%. Пригодны медные пластинки, применяемые в электрошинах.
Пластинки могут быть использованы неоднократно, если на них не обнаружено точечной коррозии или глубоких царапин, которые нельзя устранить, или следов деформации поверхности от неосторожного обращения. В противном случае пластинки считаются непригодными для испытания.
3.3. Шлифовальные материалы
Абразивная бумага с покрытием из карбида кремния различной степени зернистости, включая бумагу или ткань с размером зерен 65 мкм (240 грит), также применяют карборундовый порошок с размером зерен 150 мкм (150 меш) и фармацевтическую хлопковую вату.
4. Аппаратура
4.1. Испытательная бомба, изготовленная из нержавеющей стали (сварная конструкция) в соответствии с размерами, указанными на черт.1, и рассчитанная на давление при испытании в 700 кПа (7 бар). Конструкция крышки бомбы и прокладки из синтетического каучука может быть иной при условии сохранения внутренних размеров бомбы, как указано на черт.1.
Испытательная бомба
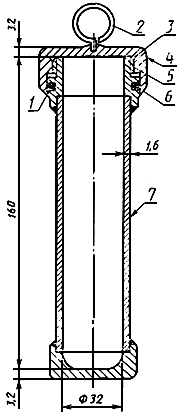
1 - кольцеобразная прокладка из синтетического каучука, не содержащего серу; 2 - подъемное ушко; 3 - канавка
для снижения давления; 4 - крышка с накаткой; 5 - резьба 12 ниток на 1 дюйм американской метки
или эквивалентной; 6 - фаска с внутренней стороны крышки для защиты кольцеобразной прокладки
при закрывании бомбы; 7 - бесшовный корпус
Черт.1
4.2. Пробирки для испытания размером 25х150 мм с образцами помещают в испытательную бомбу.
Примечание. Некоторые тонкостенные пробирки имеют такую вместимость, что образец полностью не покрывает медную пластинку. Такие пробирки использовать не следует.
4.3. Водяная или другая жидкостная баня, способная поддерживать установленную температуру в пределах ±1 °С. Обычно устанавливаемые температуры для различных продуктов приведены в пп.8.1.2-8.1.6. Баня имеет соответствующие подставки для удерживания бомбы в вертикальном положении. Баня должна быть достаточно глубокой, чтобы бомба была полностью погружена в нагреваемую жидкость во время испытания.
Примечание. Установлено, что свет значительно влияет на результаты испытания. Поэтому баня должна быть из непрозрачного материала.
4.4. Водяная или масляная баня, или алюминиевый блок для поддержания температуры в пределах ±1 °С. Обычно устанавливаемые температуры для различных продуктов приведены в пп.8.1.2-8.1.6. Баня должна иметь соответствующие подставки для удержания пробирки (п.4.2), погруженной в вертикальном положении на глубину приблизительно 100 мм.
Примечание. Установлено, что свет значительно влияет на результаты испытания. Поэтому баня должна быть из непрозрачного материала.
4.5. Зажим или держатель, предназначенный для устойчивого закрепления медных пластинок во время шлифования. Может быть использован любой тип держателя при условии, что пластинка закреплена прочно и шлифуемая поверхность выступает над поверхностью держателя. Соответствующий аппарат представлен на черт.2.
Тиски для пластинок
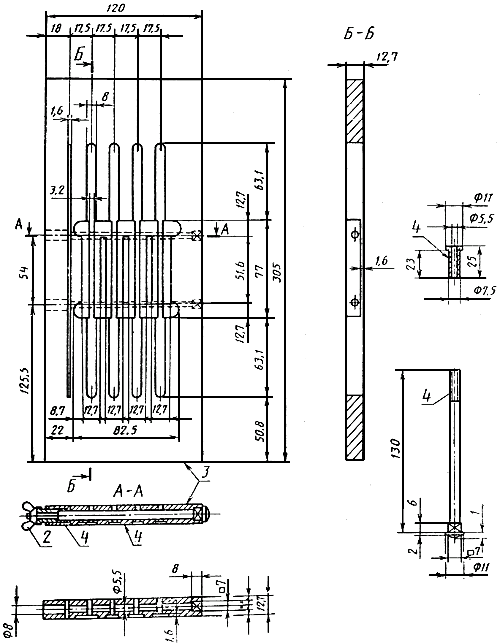
1 - метрическая резьба диаметром 5 мм (или эквивалентная); 2 - гайка барашек (крыльчатая гайка);
3 - материал-пластмасса; 4 - материал-латунь
Черт.2
4.6. Пробирки плоские (черт.3) для предохранения пластинок во время их осмотра или хранения.
Пробирка
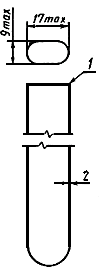
1 - оплавлено огнем; 2 - толщина от 0,75 до 1,05 мм
Черт.3
4.7. Термометры полного погружения для измерения необходимой температуры испытания с наименьшей ценой деления 1 °С или меньше.
Ртутный столбик не должен выступать над поверхностью жидкости в бане более чем на 25 мм при температуре испытания.
5. Эталоны для определения степени коррозии
Эталоны для определения степени коррозии представляют собой цветные репродукции пластинок с различной степенью увеличения потускнения и коррозии, отпечатанные на алюминиевой фольге (4 степени коррозии, см. таблицу).
Классификация эталонов для определения степени коррозии
|
Классификация |
Степень коррозии |
Описание цвета эталонов* |
|
Свежеотшли- |
- |
** |
|
1 |
Незначительное потускнение |
а) Светло-оранжевый, почти такого же цвета, как и свежеотшлифованная пластинка; |
|
2 |
Умеренное потускнение |
а) Темно-красный; |
|
3 |
Сильное потускнение |
а) Пурпурно-красный, нанесенный на пластинку латунно-желтого цвета; |
|
4 |
Коррозия |
а) Прозрачно-черный, темно-серый или коричневый с едва заметным переливчато-зеленым цветом; |
________________
* Эталоны степени коррозии изготовлены из пластинок, соответствующих этим описаниям.
** Свежеотшлифованная пластинка включена в набор эталонов для того, чтобы представить внешний вид отшлифованной пластинки перед началом испытания.
Воспроизведение этого внешнего вида после проведения испытания даже при наличии образца нефтепродукта, не обладающего коррозионными свойствами, не представляется возможным.
Для хранения эталоны коррозии помещают в пластмассовый футляр в форме диска. Указания по применению эталонов коррозии приведены на обратной стороне каждого диска.
Эталоны, помещенные в пластмассовый защитный футляр, не должны подвергаться воздействию света во избежание выцветания.
Проверка на выцветание производится сравнением двух пластинок, одна из которых совершенно не подвергалась воздействию света (новая). Обе пластинки должны рассматриваться при рассеянном дневном свете (или аналогичном) сначала из точки, расположенной непосредственно над ними, а затем под углом 45°. Если наблюдается выцветание, в частности, у левого края пластинки, то диск бракуют.
При покупке пластинки верхнюю цветную часть покрывают 20-миллиметровой непрозрачной лентой (маскировочная лента). Через определенные периоды времени ленту удаляют и проверяют, не обнаруживается ли выцветание незащищенной части пластинки. Выцветшую пластинку-эталон рекомендуется заменить. Пластмассовый футляр с глубокими царапинами на поверхности также подлежит замене.
6. Подготовка пластинок для испытания
6.1. Подготовка поверхности
Со всех шести граней медной пластинки (п.3.2) удаляют пятна карборундовой бумагой (п.3.3) с размером абразивных частиц, обеспечивающих необходимое качество обработки поверхности.
Окончательную обработку производят карборундовой бумагой или тканью с размером частиц 65 мкм (240 меш), удаляя все царапины, которые могли быть сделаны другими сортами бумаги, применяемыми ранее. Медную пластинку погружают в растворитель (п.3.1), из которого сразу же вынимают для окончательной обработки или хранят в растворителе для дальнейшего использования.
При подготовке поверхности вручную кладут лист абразивной бумаги на плоскую поверхность, смачивают его керосином или растворителем (п.3.1) и шлифуют пластинку, перемещая ее по бумаге круговыми движениями, предохраняя пластинку от соприкосновения с пальцами беззольной фильтровальной бумагой. Подготовку поверхности медной пластинки можно осуществлять на шлифовальных станках, применяя соответствующие сорта сухой бумаги или ткани.
Примечание. Для увлажнения абразивной бумаги применяется керосин с низким содержанием серы. Предпочитается применять растворитель, не содержащий серы, и, как указано в п.3.1, следует применять изооктан, используемый при определении детонационной характеристики в случаях возникновения разногласий.
6.2. Окончательная обработка
Удаляют пластинку из растворителя, удерживая ее пальцами, защищенными беззольной фильтровальной бумагой, шлифуют сначала торцы, а затем боковые стороны карборундовым порошком (п.3.3) с размером частиц 105 мкм (150 меш), который берут с чистой стеклянной пластинки ватным тампоном, смоченным каплей растворителя. Пластинку тщательно вытирают чистыми тампонами и в дальнейшем берут ее щипцами из нержавеющей стали; ни в коем случае нельзя прикасаться к ней пальцами. Пластинку закрепляют в зажиме (п.4.5) и шлифуют основные поверхности карборундовым порошком, нанесенным на вату. Шлифование производят по продольной оси медной пластинки.
С пластинки удаляют металлическую пыль, тщательно протирая чистыми ватными тампонами до тех пор, пока свежий тампон не станет чистым. После этого пластинку сразу же погружают в приготовленный образец.
Примечание. Необходимо полировать пластинку одинаково для получения однородного коррозионного воздействия.
Если обнаруживается истирание кромок пластинки (эллиптическая поверхность), то они, как правило, показывают большую степень коррозии, чем центральная часть пластинки. Применение зажимов облегчает достижение однородности полирования всей поверхности пластинки.
7. Отбор проб и образцов
7 1. Очень важно, чтобы все виды образцов, которые должны характеризоваться незначительной степенью потускнения после испытания на коррозию, были помещены в чистые склянки из темного стекла, пластмассовые или другие соответствующие сосуды, не оказывающие влияния на коррозионные свойства нефтепродуктов. Следует избегать применения луженых сосудов для сбора образцов, так как установлено, что они способствуют повышению степени коррозионной активности образцов.
7.2. Сосуды наполняют образцами как можно полнее и сразу же закрывают. Во время отбора проб образцы не должны подвергаться прямому воздействию солнечных лучей или даже рассеянного дневного света. Испытания следует проводить по возможности сразу же после передачи образцов в лабораторию и немедленно после вскрытия сосуда.
7.3. Если в образце обнаружена суспендированная вода (помутнение), ее удаляют, пропуская определенное количество образца через качественный фильтр средней плотности в чистую сухую пробирку (п.4.2). Эту операцию следует проводить в затемненном помещении или перед экраном, защищающим от света.
Примечание. Попадание воды на медную пластинку до, во время или по окончании испытания приводит к образованию пятен, что затрудняет классификацию.
8. Проведение испытания
8.1. Условия проведения испытания
8.1.1. Общие указания
Ниже указаны классы нефтепродуктов, к которым рекомендуется применять определенные варианты условий испытания.
Для некоторых классов, включающих довольно широкий диапазон продуктов, может быть применен более чем один вариант условий; в таких случаях требование к качеству медной пластинки для данного продукта следует ограничить одним вариантам условий.
8.1.2. Авиационный бензин и авиационное топливо для турбореактивных двигателей
30 см![]() исследуемого продукта, полностью очищенного и не содержащего эмульгированной или увлеченной воды (см. п.7.3), наливают в химически чистую, сухую пробирку (п.4.2) и помещают туда же медную пластинку не более чем через 1 мин после завершения окончательной полировки. Осторожно помещают пробирку в бомбу для испытания (п.4.1) и плотно завинчивают крышку. Бомбу для испытания полностью погружают в водяную баню (п.4.3) при температуре (100±1) °С.
исследуемого продукта, полностью очищенного и не содержащего эмульгированной или увлеченной воды (см. п.7.3), наливают в химически чистую, сухую пробирку (п.4.2) и помещают туда же медную пластинку не более чем через 1 мин после завершения окончательной полировки. Осторожно помещают пробирку в бомбу для испытания (п.4.1) и плотно завинчивают крышку. Бомбу для испытания полностью погружают в водяную баню (п.4.3) при температуре (100±1) °С.
По истечении 2 ч ±5 мин бомбу вынимают из бани и погружают на несколько минут в водопроводную воду. Бомбу открывают, вынимают пробирку и исследуют пластинку, как указало в п.8.2.
8.1.3. Газовый бензин
Испытание проводят, как указано в п.8.1.2, но при температуре 40 °С и в течение 3 ч ±5 мин (см. меры техники безопасности к разд.1).
8.1.4. Дизельное топливо, дистиллятное котельное топливо, моторное топливо
30 см![]() образца, полностью очищенного и не содержащего эмульгированной или увлеченной воды (п.7.3), помещают в химически чистую сухую пробирку (п.4.2) и вводят туда же (не более чем через 1 мин после завершения окончательной полировки) медную пластинку.
образца, полностью очищенного и не содержащего эмульгированной или увлеченной воды (п.7.3), помещают в химически чистую сухую пробирку (п.4.2) и вводят туда же (не более чем через 1 мин после завершения окончательной полировки) медную пластинку.
Пробирку закрывают пробкой с отверстием и помещают в баню (п.4.4), где поддерживают три температуре (50±1) °С или при (100±1) °С. Во время испытания содержимое пробирки защищают от воздействия сильного света. По истечении 3 ч ±5 мин пластинку исследуют, как указано в п.8.2.
Примечание. Так как выбор температуры бани (п.4.4) при испытании зависит от характера испытуемого продукта, необходимо в спецификации или ссылке на этот метод указать температуру испытания.
8.1.5. Уайт-спириты, растворитель (Стоддарда)
Испытание проводят, как указано в п.8.1.4, но при температуре 100 °С.
8 1.6. Смазочное масло
Испытания могут быть различной продолжительности и при температуре выше 100 °С. В целях единообразия испытаний рекомендуется увеличивать температуру на 30 °C, начиная со 120 °С.
8.2. Осмотр пластинки
Содержимое пробирки переносят в высокий химический стакан вместимостью 150 см![]() таким образом, чтобы пластинка медленно скользила в него так, чтобы не разбить стакан.
таким образом, чтобы пластинка медленно скользила в него так, чтобы не разбить стакан.
Затем немедленно пластинку вынимают пинцетом из нержавеющей стали и погружают в растворитель (п.3.1). Пластинку вынимают, высушивают беззольным фильтром (промокая, но не вытирая) и проверяют наличие потускнения или коррозии, сравнивая с эталонами для определения степени коррозии. Исследуемую пластинку и эталоны держат таким образом, чтобы свет, отражающийся от них, находился под углом приблизительно 45 °С.
Опасность загрязнения или повреждения поверхности пластинки во время ее исследования и сравнения с эталоном коррозии может быть устранена, если пластинку поместить в плоскую пробирку (п.4.6), закрытую ватным тампоном.
9. Выражение результатов
9.1. Коррозионную активность образца выражают в зависимости от внешнего вида исследуемой пластинки, совпадающего с одним из эталонов коррозии (см. таблицу).
9.2. Если внешний вид пластинки занимает явно промежуточное положение между двумя соседними эталонами, то образец относят к эталону с большей степенью помутнения. Если пластинка имеет более темный оранжевый цвет, чем эталон класса 1 б, ее все же следует отмести к классу 1, но при наличии явного красного цвета пластинку следует отнести к классу 2.
9.3. Темно-красная пластинка в классе 2 может быть ошибочно принята за пурпурно-красный цвет, нанесенный на латунную желтую пластинку в классе 3, если латунно-желтый фон пластинки полностью заглушен пурпурно-красным цветом. Чтобы установить их различие, пластинки погружают в растворитель. Первая приобретает темно-оранжевый цвет, а последняя остается без изменения.
9.4. Чтобы установить различие между многоцветными пластинками классов 2 и 3, пластинку помещают для контроля во вторую пробирку. Если пластинка относится к классу 2, она примет серебристый, а затем золотистый цвет. Если же пластинка относится к классу 3, она станет прозрачно-черного цвета и т.д., как указано в классе 4.
9.5. Испытание повторяют, если на пластинке обнаруживают поверхностные изъяны, такие как отпечатки пальцев или пятна от попадания посторонних частиц или капель воды во время обработки пластинки.
9.6. Испытание повторяют также в том случае, если изменение окраски острых краев плоских поверхностей пластинки соответствует более высоким степеням коррозии, чем окраска большей части поверхности пластинки.
10. Протокол испытания
Протокол испытания должен содержать:
а) тип и идентификацию испытуемого продукта;
б) температуру испытания;
в) продолжительность нагрева;
г) ссылку на данный международный стандарт или национальный стандарт;
д) результат испытания (см. разд.9);
е) любое отклонение от установленной методики по соглашению или по другим документам;
ж) дату испытания.
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ИЗООКТАНУ,
ПРИМЕНЯЕМОМУ ПРИ ИСПЫТАНИЯХ НА ДЕТОНАЦИЮ
|
Плотность при 20 °С, г/см |
0,6919±0,0002 |
|
Коэффициент преломления |
1,3915±0,0002 |
|
Температура замерзания, °С, не менее |
-107,4 |
|
Фракционный состав: |
|
|
50% отгона, °С |
99,2 |
|
Разность 80% отгона и 20% отгона, °С, не более |
0,02 |
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2004
Личный кабинет:
доступно после авторизации «Я не смогла вовремя остановиться»: Новый день для Дарьи из...
«Я не смогла вовремя остановиться»: Новый день для Дарьи из...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке