
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
26
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 7210-75
Группа Г24
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НОЖНИЦЫ РУЧНЫЕ ДЛЯ РЕЗКИ МЕТАЛЛА
Технические условия
Hand metal cutting shears.
Specifications
ОКП 39 2645
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 24.11.75 N 3570
3. ВЗАМЕН ГОСТ 7210-54
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
ГОСТ 9.032-74 |
2.11; 4.4 |
|
4.4 | |
|
2.11 | |
|
2.11 | |
|
2.1 | |
|
ГОСТ 1435-99 |
2.1 |
|
2.9 | |
|
ГОСТ 5406-84 |
2.11 |
|
ГОСТ 5916-70 |
Приложение |
|
ГОСТ 5950-73 |
2.1 |
|
Приложение | |
|
2.11 | |
|
ГОСТ 9013-59 |
4.2 |
|
ГОСТ 9094-89 |
4.8 |
|
4.3 | |
|
ГОСТ 11516-94 |
2.13; 2.15 |
|
ГОСТ 16093-81 |
Приложение |
|
4.6 | |
|
2.14; 5.1 | |
|
4.6 | |
|
ГОСТ 26810-86 |
3.1 |
5. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
6. ИЗДАНИЕ (сентябрь 2001 г.) с Изменениями N 1, 2, утвержденными в марте 1987 г., в январе 1989 г. (ИУС 6-87, 4-89)
Настоящий стандарт распространяется на одношарнирные ножницы длиной от 200 до 400 мм для резки листового и полосового металла, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 1).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Ножницы должны изготовляться трех типов:
1 - пряморежущие;
2 - для резки отверстий;
3 - для фигурной резки.
1.2. Ножницы всех типов должны изготовляться в леворежущем исполнении (нижнее лезвие расположено слева), а по заказу потребителей и в праворежущем исполнении (нижнее лезвие расположено справа).
1.3. Основные размеры ножниц должны соответствовать указанным на чертеже и в табл.1.

1 - левый рычаг; 2 - правый рычаг; 3 - ось
________________
* Размер для справок.
Примечания:
1. Чертеж не определяет конструкцию ножниц.
2. Допускается изготавливать ножницы с пружиной.
3. (Исключено, Изм. N 2).
4. Размеры ![]()
![]() и
и ![]() даны без учета изоляционных, декоративных, лакокрасочных, резиновых, пластмассовых и других полимерных покрытий рукояток
даны без учета изоляционных, декоративных, лакокрасочных, резиновых, пластмассовых и других полимерных покрытий рукояток
Таблица 1
Размеры в мм
|
Ножницы |
Тип ножниц |
|
|
|
|
| |||
|
Праворежущие |
Леворежущие |
|
|
|
|
|
| ||
|
Обозначение |
Приме- няемость |
Обозначение |
Приме- няемость |
|
|
|
|
|
|
|
2809-0001 |
|
2809-0002 |
|
1 |
200 |
63 |
40 |
10 |
1,5-2,5 |
|
2809-0003 |
|
2809-0004 |
|
|
250 |
71 |
|
11 |
|
|
2809-0005 |
|
2809-0006 |
|
|
320 |
90 |
50 |
13 |
2,0-3,0 |
|
2809-0007 |
|
2809-0008 |
|
|
400 |
110 |
|
16 |
|
|
2809-0011 |
|
2809-0012 |
|
2 |
250 |
63 |
40 |
11 |
1,5-2,5 |
|
2809-0013 |
|
2809-0014 |
|
|
320 |
71 |
50 |
13 |
2,0-3,0 |
|
2809-0015 |
|
2809-0016 |
|
3 |
250 |
71 |
40 |
11 |
1,5-2,5 |
|
2809-0017 |
|
2809-0018 |
|
|
320 |
80 |
50 |
13 |
2,0-3,0 |
Пример условного обозначения леворежущих ножниц типа 2, длиной ![]() =250 мм с покрытием КД 21 хр:
=250 мм с покрытием КД 21 хр:
Ножницы 2809-0012 КД 21 хр ГОСТ 7210-75
То же, праворежущих ножниц:
Ножницы 2809-0011 КД 21 хр ГОСТ 7210-75
(Измененная редакция, Изм. N 1, 2).
1.4. Размеры деталей ножниц (леворежущих) указаны в приложении.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ножницы должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам и образцам-эталонам, утвержденным в установленном порядке.
Ножницы должны быть изготовлены из стали марок У7 и У7А по ГОСТ 1435 или из стали марки 8ХФ по ГОСТ 5950*, ось - из стали марки 35 по ГОСТ 1050.
_________________
* Действует ГОСТ 5950-2000. - Примечание .
Допускается изготовление деталей из сталей других марок с физико-механическими свойствами в термообработанном состоянии не ниже, чем у перечисленных сталей.
2.2. Режущие элементы ножниц должны иметь твердость 57,5... 61,5 HRC![]() .
.
2.3. Соединение рычагов ножниц в шарнире не должно иметь перекосов и должно обеспечивать плотное прилегание соприкасающихся поверхностей, при этом ножницы должны открываться и закрываться плавно, без заеданий, при усилии, прилагаемом в зоне охвата рукояток, не более 20 (2) Н (кгс) для ножниц длиной 200 и 250 мм и 30 (3) Н (кгс) для ножниц длиной 320 и 400 мм.
2.1-2.3. (Измененная редакция, Изм. N 2).
2.4. По мере смыкания ножниц должен обеспечиваться контакт режущих кромок в зоне резки при ее перемещении по всей длине режущей части, для чего внутренние поверхности лезвий должны иметь изогнутость относительно плоскости резки левого лезвия - вправо, а правого лезвия - влево.
2.5. Режущие кромки ножниц должны быть остро заточены. Ножницы должны резать любым участком режущих кромок.
2.6. Разница в размере ![]() обоих рычагов у одних ножниц не должна быть более 0,5 мм, а в размере
обоих рычагов у одних ножниц не должна быть более 0,5 мм, а в размере ![]() -
-![]() - не более 2 мм.
- не более 2 мм.
2.7. В закрытых до упора ножницах лезвия должны взаимно перекрываться, причем перекрытие на концах лезвий должно быть:
1,0-2,5 мм у ножниц длиной 200 мм и 250 мм, 1,0-3,0 мм у ножниц длиной 320 мм и 2,0-4,0 мм у ножниц длиной 400 мм.
2.8. (Исключен, Изм. N 2).
2.9. Параметр шероховатости ![]() поверхности ножниц по ГОСТ 2789 должен быть не более, мкм:
поверхности ножниц по ГОСТ 2789 должен быть не более, мкм:
|
ленточек с наружной стороны лезвий режущих элементов, наружных поверхностей рукояток |
6,3 | |
|
наружных и внутренних поверхностей лезвий режущих элементов |
3,2 | |
|
внутренних поверхностей рукояток |
12,5. |
(Измененная редакция, Изм. N 2).
2.10. (Исключен, Изм. N 2).
2.11. Ножницы должны иметь одно из защитно-декоративных покрытий, указанных в табл.2.
Таблица 2
|
Группы условий эксплуатации по ГОСТ 9.303 |
Защитно-декоративное покрытие |
Обозначение | |
|
|
|
по ГОСТ 9.306 |
по ГОСТ 9.032 |
|
1 |
Окисное с промасливанием |
Хим. Окс. прм |
- |
|
|
Окисное или фосфатное с последующей окраской рукояток нитроэмалью НЦ-25 или нитроглифталиевой эмалью НЦ-132 разных цветов по IV классу и нанесением бесцветного нитроцеллюлозного лака АВ-4Д/в на осветленные поверхности лезвий |
- |
Хим. |
|
|
|
|
Эмаль НЦ-25 разн. цв. ГОСТ 5406, II |
|
2-4 |
Цинковое светлое толщиной 15 мкм, хроматированное |
Ц15.хр |
- |
|
|
Фосфатное с последующей окраской рукояток нитроглифталиевой эмалью НЦ-132 (или пентафталиевой эмалью ПФ-115) разных цветов по IV классу и нанесением полиакрилатного лака АК-113 на осветленные поверхности лезвий |
- |
Хим. Фос. |
|
|
|
|
Эмаль НЦ-132 разн. цв. ГОСТ 6631, II |
|
5-8 |
Кадмиевое толщиной 21 мкм, хроматированное |
Кд21.хр |
- |
Внешний вид ножниц для экспорта должен соответствовать образцу-эталону, согласованному с внешнеторговой организацией.
Примечания:
1. Допускается по согласованию с потребителем применять другие защитно-декоративные металлические и неметаллические покрытия по ГОСТ 9.306 и ГОСТ 9.032, не уступающие указанным в табл.2.
2. Ножницы, выпускаемые для продажи через розничную торговую сеть, должны иметь защитно-декоративные покрытия по 2-4 группе условий эксплуатации по ГОСТ 9.303.
3. Допускается по согласованию с торгующими организациями применять защитно-декоративные покрытия 1 группы эксплуатации. При применении окисного покрытия допускается осветление наружных поверхностей концов лезвий ножниц.
(Измененная редакция, Изм. N 1, 2).
2.12. Надежность ножниц определяется установленной наработкой, выраженной длиной реза. Длина реза должна быть не менее 20 м для ножниц длиной до 250 мм и не менее 25 м для ножниц длиной св. 250 мм - до первой переточки при условиях испытаний по п.4.6.
Критерием предельного состояния является усилие св. 500 Н, прикладываемое к рукояткам ножниц.
2.13. На поверхности рукояток ножниц должны быть четко нанесены:
товарный знак предприятия-изготовителя,
обозначение ножниц (последние четыре цифры),
цена (для розничной продажи).
Маркировка изолирующих рукояток - по ГОСТ 11516.
2.14. Остальные требования к маркировке и упаковке - по ГОСТ 18088.
2.15. Технические требования к изолирующим чехлам и изолирующим покрытиям - по ГОСТ 11516.
2.12-2.15. (Введены дополнительно, Изм. N 2).
3. ПРИЕМКА
3.1. Правила приемки ножниц - по ГОСТ 26810.
3.2. Испытания на надежность должны проводиться один раз в три года не менее чем на трех ножницах одного типоразмера длиной до 250 мм и св. 250 мм.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Размеры ножниц проверяют универсальными и специальными средствами измерений.
4.2. Твердость режущей части ножниц определяют по ГОСТ 9013.
4.3. Шероховатость поверхностей ножниц проверяют сравнением с образцами шероховатости по ГОСТ 9378 или профилометрами.
4.4. Качество гальванических покрытий проверяют по ГОСТ 9.302, лакокрасочных покрытий - по ГОСТ 9.032.
4.5. Работоспособность ножниц проверяют по плавности хода раскрытия. Для этого один из элементов ножниц закрепляют и прикладывают нагрузку по п.2.3 к свободной рукоятке на расстоянии 30 мм от ее конца.
4.6. Работоспособность ножниц испытывают резкой полосы холоднотянутой листовой стали марки Ст3сп обыкновенного качества по ГОСТ 19904 и ГОСТ 16523. Толщина листа должна соответствовать требованиям табл.3. Ширина листа 75 мм. Резка должна проводиться всей длиной режущей части ножниц. Суммарная длина реза должна быть не менее 750 мм. Расстояние между торцами отрезаемых от листа полос не более 10 мм. На поверхности разрезаемого металла, предназначенного для испытания, не допускается наличие ржавчины, песка и других загрязнений, влияющих на работоспособность ножниц.
Таблица 3
|
Длина ножниц |
Толщина листа для ножниц типа | |
|
|
1 |
2 и 3 |
|
200 |
0,5 |
- |
|
250 |
0,6 |
0,5 |
|
320 |
1,0 |
0,8 |
|
400 |
1,5 |
- |
4.7. Торцы разрезанного листа должны быть без зазубрин, участков смятия и изгиба металла.
4.8. До испытания по п.4.5 и после него ножницами должен быть разрезан лист офсетной бумаги по ГОСТ 9094, толщиной 0,1 мм. Длина реза должна быть не менее 300 мм. Резка должна производиться всей длиной режущей части ножниц, при этом не должны происходить смятие или разрыв листа.
4.9. Условия испытания ножниц на надежность (п.2.12) должны соответствовать п.4.6.
При этом результаты испытаний считаются удовлетворительными, если каждые из контролируемых ножниц не достигнут предельного состояния.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Транспортирование и хранение ножниц - по ГОСТ 18088.
Разд.3-5. (Измененная редакция, Изм. N 2).
6. ТЕХНИКА БЕЗОПАСНОСТИ
6.1. Изготовление ножниц с упором на концы загнутых ручек не допускается.
6.2. При работе ножницами не допускается применение вспомогательных рычагов для удлинения ручек или резка с ударами по лезвиям или ручкам.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Предприятие-изготовитель должно гарантировать соответствие ножниц требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации и хранения.
7.2. Гарантийный срок - 6 мес со дня продажи через розничную торговую сеть, а для внерыночного потребления - со дня получения потребителем.
ПРИЛОЖЕНИЕ
Рекомендуемое
КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ ДЕТАЛЕЙ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Ножницы типа 1 леворежущие
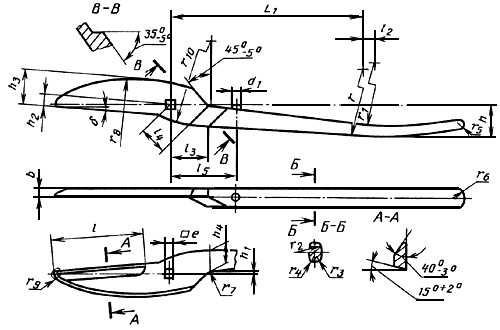
Поз.1. Рычаг левый для ножниц длиной ![]() =200 и 250 мм
=200 и 250 мм
(черт.1, табл.1)

Черт.1
Таблица 1
Размеры в мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
200 |
20,0 |
1,0 |
9 |
20 |
10 |
50 |
100 |
7 |
20 |
17 |
26 |
179 |
172 |
|
250 |
|
1,5 |
|
22 |
12 |
56 |
130 |
8 |
24 |
22 |
34 |
220 |
212 |
|
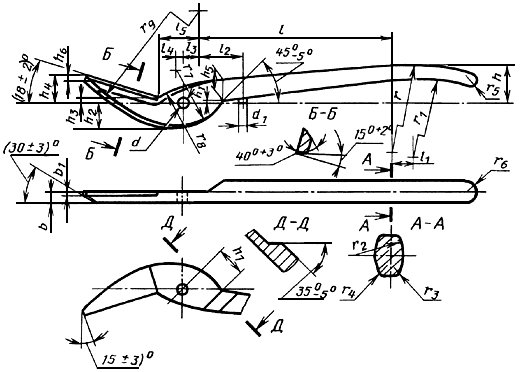
320 |
22,5 |
2,0 |
|
24 |
15 |
71 |
154 |
|
28 |
27 |
52 |
252 |
242 |
|
400 |
25,0 |
3,0 |
|
26 |
17 |
90 |
200 |
|
36 |
34 |
63 |
343 |
332 |
Продолжение табл.1
Размеры в мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Н11 |
|
| |
|
200 |
9 |
2,0 |
1,0 |
2,5 |
5 |
8 |
90 |
5,0 |
- |
5 |
7,0 |
6 |
5 |
6°30' |
|
250 |
12 |
2,5 |
1,5 |
3,0 |
6 |
10 |
120 |
5,5 |
- |
6 |
|
|
|
|
|
320 |
15 |
3,0 |
2,0 |
3,5 |
7 |
13 |
155 |
6,0 |
70 |
7 |
8,5 |
7 |
6 |
5° |
|
400 |
19 |
4,0 |
3,0 |
4,0 |
8 |
16 |
190 |
7,0 |
70 |
8 |
|
|
8 |
4° |
Примечание. Неуказанные предельные отклонения линейных размеров - ±![]() .
.
Поз.1. Рычаг правый для ножниц длиной ![]() =200 и 250 мм
=200 и 250 мм
(черт.2, табл.1)

Черт.2
Поз.2. Рычаг левый для ножниц длиной ![]() =320 и 400 мм
=320 и 400 мм
(черт.3, табл.1)

Черт.3
Поз.2. Рычаг правый для ножниц длиной ![]() =320 и 400 мм
=320 и 400 мм
(черт.4, табл.1)
Черт.4
Ножницы типа 2 леворежущие
Поз.1. Рычаг левый для ножниц длиной ![]() =250 и 320 мм
=250 и 320 мм
(черт.5, табл.2)
Черт.5
Таблица 2
мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
20,0 |
1,5 |
14 |
3 |
15 |
15 |
4 |
18 |
6 |
1,5 |
220 |
212 |
12 |
2,5 |
|
320 |
22,5 |
2,0 |
19 |
4 |
23 |
22 |
5 |
21 |
7 |
2,0 |
252 |
242 |
15 |
3,0 |
Продолжение табл.2
мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
1,5 |
3 |
6 |
30 |
80 |
90 |
130 |
8 |
34 |
8 |
4 |
14 |
7,0 |
5 |
|
320 |
2,0 |
4 |
7 |
34 |
82 |
110 |
150 |
8 |
42 |
11 |
4 |
12 |
8,5 |
6 |
Примечание. Неуказанные предельные отклонения размеров - ±![]() .
.
Ножницы типа 2 леворежущие
Поз.2 Рычаг правый для ножниц длиной ![]() =250 и 320 мм
=250 и 320 мм
(черт.6, табл.3)

Черт.6
Таблица 3
мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
20,0 |
1,5 |
15 |
2 |
13 |
13 |
130 |
8 |
30 |
24 |
5 |
22 |
6 |
220 |
|
320 |
22,5 |
1,5 |
23 |
3 |
15 |
17 |
150 |
8 |
27 |
20 |
5 |
27 |
7 |
252 |
Продолжение табл.3
мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
250 |
213 |
12 |
2,5 |
1,5 |
3 |
6 |
152 |
160 |
33 |
6 |
5 |
|
320 |
242 |
15 |
3,0 |
2,0 |
4 |
7 |
155 |
154 |
37 |
7 |
6 |
Примечание. Неуказанные предельные отклонения размеров - ±![]() .
.
Ножницы типа 3 леворежущие
Поз.1. Рычаг левый для ножниц длиной ![]() =250 и 320 мм
=250 и 320 мм
(черт.7, табл.4)

Черт.7
Таблица 4
мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
20,0 |
13 |
1,5 |
3 |
12 |
22 |
7 |
1,5 |
12 |
3 |
7,0 |
5 |
130 |
8 |
25 |
9 |
20 |
34 |
|
320 |
22,5 |
15 |
2,0 |
4 |
16 |
27 |
7 |
2,0 |
15 |
3 |
8,5 |
6 |
150 |
8 |
35 |
12 |
25 |
42 |
Продолжение табл.4
мм
|
Длина ножниц |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
250 |
4 |
43 |
220 |
212 |
12 |
2,5 |
1,5 |
3 |
6 |
24 |
190 |
180 |
84 |
6 |
30 |
10 |
6 |
|
320 |
4 |
54 |
252 |
242 |
15 |
3,0 |
2,0 |
4 |
7 |
32 |
220 |
180 |
125 |
6 |
30 |
13 |
7 |
Примечание. Неуказанные предельные отклонения размеров - ±![]() .
.
Поз.2 Рычаг правый для ножниц длиной ![]() =250 и 320 мм
=250 и 320 мм
(черт.8, табл.4)

Черт.8
Поз.3. Узел оси шарнира (черт.9, табл.5)

Черт.9
Таблица 5
мм
|
Длина ножниц |
Поз.1 Ось |
Поз.2 |
Поз.3 | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
± |
|
|
|
|
|
| |||
|
200 |
18 |
4 |
6 |
3 |
6 |
M5 |
7 |
11 |
M5.5 |
5.65Г.02 |
|
250 |
21 |
5 |
7 |
4 |
|
|
|
|
|
|
|
320 |
25 |
6 |
8 |
5 |
7 |
М6 |
8,5 |
13 |
M6.5 |
6.65Г.02 |
|
400 |
28 |
7 |
9 |
6 |
|
|
|
|
|
|
________________
* Предельные отклонения резьбы - по ГОСТ 16093**.
** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание .
Примечание. Неуказанные предельные отклонения размеров - по h14.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2001
Личный кабинет:
доступно после авторизации Володин: Школьники массово жалуются на усталость от учебы
Володин: Школьники массово жалуются на усталость от учебы  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке