
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
18
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 1759.2-82
Группа Г30
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БОЛТЫ, ВИНТЫ И ШПИЛЬКИ
Дефекты поверхности и методы контроля
Bolts, screws and studs. Surface defects.
And methods of сontrol
МКС 21.060.10
ОКП 12 8000
Дата введения 1983-01-01
Постановлением Государственного комитета СССР по стандартам от 29 июля 1982 г. N 2955 дата введения установлена 01.01.83
ВЗАМЕН ГОСТ 1759-70 в части дефектов поверхности болтов, винтов и шпилек и методов их контроля
ПЕРЕИЗДАНИЕ
Настоящий стандарт распространяется на болты, винты и шпильки с номинальными диаметрами резьбы от 1 до 48 мм.
Допускается распространять требования настоящего стандарта на шурупы (кроме требований по дефектам резьбы).
Стандарт полностью соответствует СТ СЭВ 2179-80.
1. ВИДЫ ДЕФЕКТОВ ПОВЕРХНОСТИ
1.1. Трещины
Трещины представляют разрушения, возникающие на границах или внутри кристаллов, а также в месте расположения неметаллических включений в результате перенапряжения металла в процессе обработки. В случае, если изделия с трещинами подвергаются нагреву, то поверхность трещины обычно покрывается окалиной.
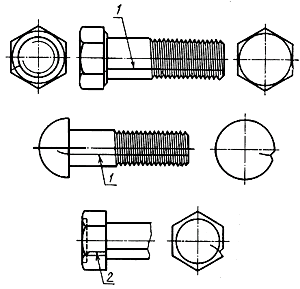
1.1.1. Трещины напряжения
Трещины напряжения могут возникнуть в процессе термической обработки вследствие термических и деформационных напряжений. Трещины напряжения обычно располагаются произвольно на поверхности изделия.
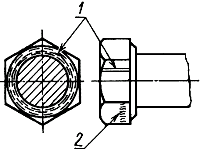
На черт.1 изображены типичные трещины напряжения.
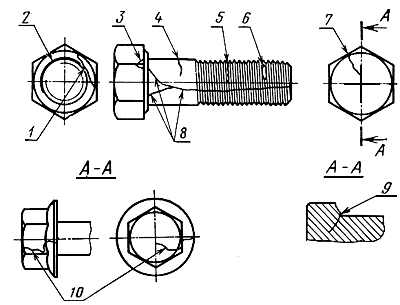
1 - трещина напряжения на опорной поверхности головки; 2 - трещина напряжения круговая на радиусе
под головкой болта или винта; 3 - трещина напряжения на ребре шестигранника; 4 - трещина напряжения
в поперечном направлении; 5 - трещина напряжения во впадине резьбы; 6 - трещина напряжения на вершине
резьбы; 7 - поперечная трещина напряжения на торце головки, часто имеющая продолжение на стержне
или боковой поверхности головки; 8 - трещины напряжения в продольном направлении; 9 - трещина
напряжения с радиальным проникновением внутрь радиуса под головкой; 10 - трещина напряжения
Черт.1
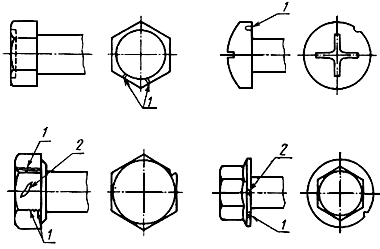
1.1.2. Штамповочные трещины
Штамповочные трещины могут возникать при отрезке заготовки и последующей штамповке изделия. Они расположены в пределах головки или конца стержня.
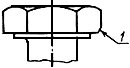
На черт.2-4 изображены типичные штамповочные трещины.
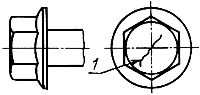
1 - штамповочная трещина на головке
Черт.2
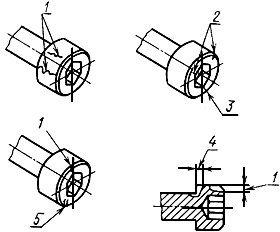
1 - штамповочные трещины на образующей головки, имеющие осевое направление;
2 - штамповочные трещины на торце головки; 3 - штамповочные трещины, которые простираются
от внутреннего шестигранника до образующей головки; 4 - штамповочные трещины в продольном
направлении; 5 - штамповочные трещины, начинающиеся от образующей головки,
проходящие в поперечном направлении таким образом, что возможно их пересечение
Черт.3
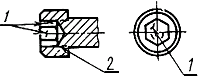
1 - штамповочные трещины на гранях внутреннего шестигранника;
2 - штамповочная трещина у дна внутреннего шестигранника
Черт.4
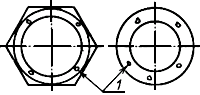
1.2. Раскатанные пузыри
Раскатанные пузыри являются дефектом исходного материала. Они имеют вид узких, в большинстве случаев прямых или слегка изогнутых дефектов, которые располагаются вдоль стержня или головки. Они могут возникать на торце головки, гранях шестигранника, опорной поверхности головки и на радиусе под головной.
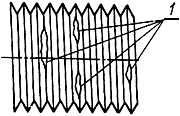
На черт.5 изображены типичные раскатанные пузыри.
1 - раскатанные пузыри, представляющие собой продольный дефект,
располагающийся по прямой или слегка изогнутой линии; 2 - раскатанный пузырь
Черт.5
1.3. Рванины
Рванины являются открытыми разрывами в металле. Они могут возникать на поверхностях или кромках головки, на образующих круглых головок, а также на кромке углублений в шестигранных головках.
На черт.6 изображены типичные рванины.
1 - рванина; 2 - трещина сдвига
Черт.6
1.4. Трещины сдвига
Трещины сдвига возникают чаще всего на кромках круглых головок и располагаются под углом 45° к оси изделия. Трещины сдвига могут возникать также на гранях шестигранных головок.
На черт.6 изображены типичные трещины сдвига.
1.5. Рябизна
Рябизна представляет неглубокие выемки на поверхности винтов, которые не заполнились металлом в процессе штамповки.
На черт.7 изображена типичная рябизна.
1 - рябизна
Черт.7
1.6. Складки
Складки - придавленные выступы металла, образовавшиеся в процессе штамповки или накатки резьбы. Они встречаются в местах изменения поперечного сечения изделий или по профилю резьбы.
На черт.8, 12 изображены типичные складки.
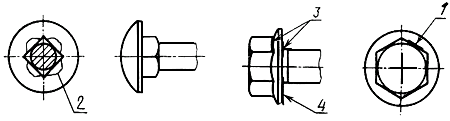
1 - складки; 2 - складки в зоне квадратных подголовков;
3 - складки на радиусе под головкой; 4 - складки на наружных кромках
Черт.8
1.7. Следы от инструмента
Следы от инструмента являются продольными и кольцеобразными рисками небольшой глубины, которые возникают вследствие движения обрабатывающего инструмента по поверхности болта или винта.
На черт.9 изображены типичные следы от инструмента.
1 - следы от инструмента; 2 - следы от инструмента после снятия заусенцев
Черт.9
1.8. Сколы
Сколы - вырыв металла на гранях головки, образующийся при обрезке болтов или винтов с многогранной головкой.
На черт.10 изображен типичный скол.
1 - скол
Черт.10
1.9. Повреждения резьбы
Повреждения резьбы - рванины или выкрашивания по профилю резьбы, образующиеся при операциях накатки или нарезки резьбы.
На черт.11 и 12 изображены типичные повреждения резьбы.
1 - рванины или выкрашивания по профилю резьбы
Черт.11
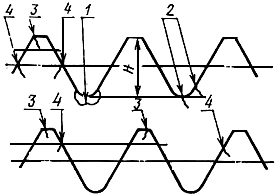
1 - раскатанный пузырь во впадине резьбы; 2 - складки во впадине резьбы; 3 - раскатанный
пузырь на вершине резьбы; 4 - раскатанные пузыри на боковых поверхностях резьбы
Черт.12
1.10. Повреждения вершин резьбы
Повреждения вершин резьбы - насечки и забоины - вызываются внешними воздействиями при изготовлении и транспортировании болтов, винтов и шпилек.
1.11. Заусенцы
Заусенцы - дефект поверхности, представляющий собой острый, в виде гребня выступ, образовавшийся при прорезке шлица, отверстия под шплинт, при нарезании резьбы.
2. ДОПУСКАЕМЫЕ ПРЕДЕЛЬНЫЕ ВЕЛИЧИНЫ ДЕФЕКТОВ ПОВЕРХНОСТИ
2.1. Обозначения
В пп.2.4-2.6 и 3.2 приняты следующие буквенные обозначения:
![]() - номинальный диаметр резьбы болтов, винтов, шпилек и наибольший диаметр стержня болтов для отверстий из-под развертки;
- номинальный диаметр резьбы болтов, винтов, шпилек и наибольший диаметр стержня болтов для отверстий из-под развертки;
![]() - диаметр круглой головки или буртика;
- диаметр круглой головки или буртика; ![]() - глубина шестигранного углубления под ключ.
- глубина шестигранного углубления под ключ.
2.2. Трещины напряжения
Трещины напряжения любых размеров не допускаются (см. п.1.1.1).
2.3. Складки
Не допускаются складки в местах изменения поперечного сечения стержня, например под головкой (см. п.1.6).
2.4. Штамповочные трещины
2.4.1. На торцах стержней и на головках, за исключением головок с внутренним шестигранником, штамповочные трещины не должны иметь длину более 1![]() , ширину и глубину более 0,04
, ширину и глубину более 0,04![]() (см. черт.2).
(см. черт.2).
2.4.2. На головках винтов с шестигранным углублением не допускаются (см. черт.3 и 4):
штамповочные трещины, расположенные между шестигранным углублением и образующей головки;
поперечные штамповочные трещины, начинающиеся от образующей головки и могущие пересекаться;
штамповочные трещины на опорной поверхности головки на радиусе под головкой, а также штамповочные трещины на торце головки, если они глубиной более 0,03![]() ;
;
штамповочные трещины на образующей головки, имеющие осевое направление, глубиной более 0,06![]() для изделий с диаметром резьбы до 24 мм и 1,6 мм для изделий с диаметром резьбы свыше 24 мм;
для изделий с диаметром резьбы до 24 мм и 1,6 мм для изделий с диаметром резьбы свыше 24 мм;
штамповочные трещины на гранях внутреннего шестигранника, расположенные на расстоянии меньше 0,1![]() от его дна.
от его дна.
На остальной части поверхности шестигранного углубления штамповочные трещины не должны иметь длину более 0,25![]() и глубину более 0,03
и глубину более 0,03![]() .
.
2.5. Раскатанные пузыри
Раскатанные пузыри на стержне изделий не должны превышать глубину 0,03![]() . Допускаются раскатанные пузыри, которые простираются до образующей головки или поверхности под ключ и не превышают предельных значений рванин на поверхности.
. Допускаются раскатанные пузыри, которые простираются до образующей головки или поверхности под ключ и не превышают предельных значений рванин на поверхности.
2.6. Рванины на поверхности и трещины сдвига
Рванины на поверхности под ключ болтов с шестигранной головкой не должны проходить дальше чем до фаски на торце головки и не должны заходить на опорную поверхность головки. Кроме того, рванины на ребрах шестигранника не должны выводить диаметр описанной окружности за нижний предельный размер;
допускаются рванины и трещины сдвига на кромке винтов с круглыми головками или у болтов с шестигранной головкой и буртиком. Если имеется только одна рванина, ширина ее не должна превышать 0,08![]() . Если имеются две и более рванин, то только одна из них может превышать ширину 0,04
. Если имеются две и более рванин, то только одна из них может превышать ширину 0,04![]() , но она не должна быть шире 0,08
, но она не должна быть шире 0,08![]() ;
;
рванины на кромке углубления шестигранных головок не должны иметь ширину более 0,06![]() и глубину более чем высота углубления.
и глубину более чем высота углубления.
2.7. Рябизна
Рябизна на опорной поверхности головки болтов и винтов с номинальным диаметром резьбы до М12 не должна превышать глубину 0,25 мм, а для болтов и винтов с номинальным диаметром резьбы свыше М12 - глубину 0,02![]() . Общая площадь всей рябизны не должна превышать 10% площади опорной поверхности головки.
. Общая площадь всей рябизны не должна превышать 10% площади опорной поверхности головки.
2.8. Следы от инструмента
2.8.1. Следы от инструмента, находящиеся под головкой, не должны заходить на радиус под головкой и не должны превышать параметр шероховатости ![]() =5 мкм для класса точности А,
=5 мкм для класса точности А, ![]() =10 мкм для класса точности В и
=10 мкм для класса точности В и ![]() =80 мкм для класса точности С.
=80 мкм для класса точности С.
2.8.2. Не допускаются: швы в местах разъема штампа, увеличивающие фактический диаметр стержня более чем на величину допуска +IT12 для класса точности В и +IT14 для класса точности С;
ступенька на опорной поверхности головок высотой более 0,3 мм для класса точности С и 0,2 мм для класса точности В.
2.8.3. Допускаются:
следы от инструмента на поверхности головки, не выводящие ее размеры за предельные отклонения;
следы на торце головки от неравномерного реза заготовки.
2.9. Сколы
Сколы металла на гранях шестигранной головки не допускаются:
высотой более 0,15 высоты головки и выводящие размер под ключ за нижний предельный размер на изделиях класса точности А;
высотой более 0,2 высоты головки, выводящие размер под ключ за 0,95 номинального размера, на изделиях класса точности В и С.
2.10. Отклонение от профиля и повреждение резьбы
2.10.1. Не допускаются:
заусенцы, вмятины и забоины на резьбе, а также отклонения от профиля вершины резьбы, препятствующие навинчиванию проходного резьбового калибра с крутящим моментом, равным 0,06![]() в Н·м;
в Н·м;
рванины, выкрашивания ниток резьбы стержневых изделий, если они по глубине выходят за пределы среднего диаметра резьбы или их длина превышает 5% общей длины резьбы по винтовой линии, а в одном витке - 1/4 его длины;
искажение профиля резьбы в области отверстий под шплинт, препятствующее навинчиванию проходного резьбового калибра;
уменьшение высоты профиля резьбы, ведущее к уменьшению наружного диаметра резьбы более чем на двух концевых витках для стержневых изделий класса точности А и В и более чем на четырех концевых витках для изделий точности С.
2.10.2. Допускаются:
раскатанные пузыри на вершинах резьбы, если длина их не превышает 0,25 высоты резьбы (см. черт.12);
раскатанные пузыри на боковых поверхностях резьбы, если они находятся выше линии среднего диаметра резьбы.
Резьбы винтов класса прочности 12.9 не должны иметь складок и раскатанных пузырей во впадине резьбы (см. черт.12).
2.11. 3аусенцы
2.11.1. На поверхности стержневых изделий не допускаются:
заусенцы в отверстиях под шплинт;
загалтованный заусенец на образующей головки от прорези шлица, выводящий диаметр или угол конуса головки за наибольший предельный размер;
заусенец от прорези шлица на торце головки, выводящий высоту головки за наибольший предельный размер.
2.11.2. Допускаются незначительные легко сминаемые при затяжке заусенцы на опорной поверхности головок.
2.12. Вмятины и наплывы
2.12.1. На поверхности стержневых изделий не допускаются:
вмятины и наплывы металла на основании шлица, выводящие его глубину за наименьший предельный размер;
вмятины и наплывы на поверхности головок винтов с высаженным шлицем, выводящие размеры головки за предельные отклонения.
3. МЕТОДЫ КОНТРОЛЯ ДЕФЕКТОВ ПОВЕРХНОСТИ
3.1. Визуальный контроль
Визуальный контроль должен проводиться для выявления трещин напряжения, рванин, штамповочных трещин, трещин сдвига, складок, следов от инструмента, раскатанных пузырей и рябизны на опорной поверхности, а также повреждений вершин резьбы. Визуальный контроль следует проводить без применения увеличительных приборов.
3.2. Металлографический контроль
Контроль следует проводить методом глубокого травления поверхности или магнитными методами испытания, например, магнитопорошковым методом.
Для проведения контроля на проверяемых изделиях перпендикулярно оси приготовляют шлиф. Шлиф должен по возможности быть выполнен по гладкой части стержня, непосредственно примыкающей к резьбовой части. Для болтов и винтов с резьбой до головки шлиф выполняется на расстоянии 1![]() от опорной поверхности головки.
от опорной поверхности головки.
Электронный текст документа
Личный кабинет:
доступно после авторизации Депутат ГД: в осеннюю сессию были приняты важные социальные законы
Депутат ГД: в осеннюю сессию были приняты важные социальные законы  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке