
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ ЕН 12478-2006
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность металлообрабатывающих станков
СТАНКИ КРУПНЫЕ ТОКАРНЫЕ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
И ЦЕНТРЫ ОБРАБАТЫВАЮЩИЕ КРУПНЫЕ ТОКАРНЫЕ
Safety of machine tools.
Large numerically controlled turning machines and large turning centres
МКС 25.080.10
13.110
ОКП 38 1100
Дата введения 2008-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-97 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ФГУП "ВНИИНМАШ") и Экспериментальным научно-исследовательским институтом металлорежущих станков (ОАО "ЭНИМС") на основе собственного аутентичного перевода стандарта, указанного в пункте 4
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 29 от 24 июня 2006 г.)
За принятие проголосовали:
|
Краткое наименование страны по МК (ИСО 3166) 004-97 |
Код страны |
Сокращенное наименование национального органа по стандартизации |
|
Азербайджан |
AZ |
Азстандарт |
|
Армения |
AM |
Минторгэкономразвития |
|
Беларусь |
BY |
Госстандарт Республики Беларусь |
|
Кыргызстан |
KG |
Кыргызстандарт |
|
Молдова |
MD |
Молдова-Стандарт |
|
Российская Федерация |
RU |
Федеральное агентство по техническому регулированию и метрологии |
|
Таджикистан |
TJ |
Таджикстандарт |
|
Туркменистан |
TM |
Главгосслужба "Туркменстандартлары" |
|
Узбекистан |
UZ |
Узстандарт |
|
Украина |
UA |
Госпотребстандарт Украины |
4 Настоящий стандарт идентичен европейскому стандарту ЕН 12478:2000 "Безопасность станков. Большие токарные станки с числовым программным управлением и токарные обрабатывающие центры" (EN 12478:2000 "Safety of machine tools - Large numerically controlled turning machines and turning centres").
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5-2001 (подраздел 3.6). При этом в нем ссылка на рr EN 12437-1 - pr EN 12437-4 заменена на идентичные стандарты ИСО 14122-1 - ИСО 14122-4.
Степень соответствия - идентичная (IDT).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных региональных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении В
5 Приказом Федерального агентства по техническому регулированию и метрологии от 27 июня 2007 г. N 151-ст межгосударственный стандарт ГОСТ ЕН 12478-2006 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2008 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта публикуется в указателе "Национальные стандарты".
Информация об изменениях к настоящему стандарту публикуется в указателе "Национальные стандарты", а текст изменения - в информационных указателях "Национальные стандарты". В случае пересмотра или отмены настоящего стандарта соответствующая информация будет опубликована в информационном указателе "Национальные стандарты"
Введение
В настоящем стандарте приведен перечень основных опасностей и их источников при проектировании, изготовлении и поставке (включая монтаж/демонтаж, транспортировку и техническое обслуживание) крупных токарных станков с числовым программным управлением и крупных токарных обрабатывающих центров и устанавливаются методы их проверки, а также меры по их предотвращению с целью обеспечения выпуска безопасной продукции, соответствующей международным требованиям.
Настоящий стандарт предназначен для конструкторов, изготовителей машин и других заинтересованных лиц и организаций.
1 Область применения
Настоящий стандарт устанавливает требования безопасности и меры, которые должны быть предприняты с целью устранения опасности и сокращения риска для крупных токарных станков с ЧПУ и обрабатывающих крупных токарных центров, которые предназначены, главным образом, для обработки металла резанием (далее - станков) (см. 3.1, 3.2).
Настоящий стандарт рассматривает значительные опасности, которые представлены в разделе 4.
Настоящий стандарт применяется к:
- вертикальным токарным (карусельным) станкам с ЧПУ и вертикальным токарным обрабатывающим центрам с наружным диаметром обрабатываемой детали свыше 500 мм;
- горизонтальным токарным станкам с ЧПУ и токарным обрабатывающим центрам с расстоянием между центрами свыше 2000 мм и наружным диаметром обрабатываемой детали свыше 500 мм.
Настоящий стандарт распространяется также на дополнительные устройства, например вспомогательные инструменты, зажимные патроны, механизмы загрузки/выгрузки деталей и конвейеры для уборки стружки, если они являются неотъемлемыми составными частями станка.
Настоящий стандарт может служить основой при рассмотрении других технологических процессов (см.[1]-[22]).
Настоящий стандарт не распространяется на токарные станки с ЧПУ с возможностями работы в режиме с ручным управлением, которые рассматриваются в ЕН 12840.
Настоящий стандарт применяется к станкам, изготовленным после даты его введения.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты. При датированных ссылках последующие редакции международных стандартов или изменения к ним действительны для настоящего стандарта только после введения изменений к настоящему стандарту или путем подготовки новой редакции настоящего стандарта. При недатированных ссылках действительно последнее издание приведенного стандарта (включая изменения).
ЕН 292-1:1991 Безопасность машин. Основные положения, общие принципы конструирования. Часть 1. Основные термины, методология
ЕН 292-2:1991 + А1:1995 Безопасность машин. Основные положения, общие принципы конструирования. Часть 2. Технические принципы и технические условия
ЕН 294:1992 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону
ЕН 349:1993 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела
ЕН 418:1992 Безопасность машин. Установки аварийного выключения. Функциональные аспекты. Принципы
ЕН 547:1996 Безопасность машин. Антропометрические данные.
Часть 1. Принципы определения размеров проемов, обеспечивающих доступ человека к машине
Часть 2. Принципы определения размеров проемов для отдельных частей тела человека
ЕН 574:1996 Безопасность машин. Двуручные устройства управления. Функциональные аспекты. Принципы конструирования
ЕН 614 Безопасность машин. Эргономические принципы конструирования
Часть 1:1995 Термины и общие положения
Часть 2: Взаимосвязь между конструкцией машины и ее работой
ЕН 894 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления
Часть 1:1997 Общие основы взаимодействия пользователя со средствами отображения информации и органами управления
Часть 2:1997 Дисплеи
Часть 3:2000 Исполнительные механизмы системы управления
ЕН 953:1997 Безопасность машин. Ограждения. Общие требования по конструированию ограждений
ЕН 954-1:1996 Безопасность машин. Элементы системы управления, связанные с безопасностью. Часть 1. Общие принципы конструирования
ЕН 982:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Гидравлика
ЕН 983:1996 Безопасность машин. Требования безопасности к гидравлическим и пневматическим системам и их компонентам. Пневматика
ЕН 1005 Безопасность машин. Физические возможности человека.
Часть 1. Термины и определения
Часть 2. Составляющая ручного труда при работе с машинами и механизмами
Часть 3. Рекомендуемые пределы усилий для работы на машинах
Часть 4. Положение тела при работе с машинами и механизмами
ЕН 1037:1995 Безопасность машин. Предотвращение неожиданного пуска
ЕН 1050:1996 Безопасность машин. Принципы оценки и определения риска
ЕН 1070:1998 Безопасность машин. Терминология
ЕН 1088:1995 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора
ЕН 1550:1997 Безопасность металлообрабатывающих станков. Требования безопасности для разработки и конструирования зажимных патронов заготовок
ЕН 1837:1999 Безопасность машин. Встроенное освещение машин
ЕН ИСО 14122-1:1996 Безопасность машин. Постоянные средства доступа к машинам. Часть 1. Выбор неподвижных средств доступа между двумя уровнями
ИСО 14122-2 Безопасность машин. Постоянные средства доступа к машинам. Часть 2. Рабочие платформы и мостки
ЕН ИСО 14122-3:1996 Безопасность машин. Постоянные средства доступа к машинам. Часть 3. Лестницы, ступени и перила
ИСО 14122-4 Безопасность машин. Постоянные средства доступа к станкам и промышленным предприятиям. Часть 4. Фиксированные лестницы
ЕН 12840:2000 Безопасность станков. Токарные станки, управляемые вручную, с автоматическим контролем и без него
EHV 26385:1990 Эргономические принципы в конструировании рабочих систем
ЕН 60204-1:1992 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
ЕН 60529:1991 Степени защиты, обеспечиваемые оболочками (код IP)
ЕН 60825-1:1994 + А11:1996 Безопасность лазерного оборудования. Часть 1. Классификация оборудования, требования и руководство для пользователей (МЭК 60825-1:1993)
ЕН ИСО 3744:1995 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью
ЕН ИСО 3746:1995 Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
EH ИСО 9614-1:1995 Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Часть 1. Измерение в дискретных точках
ЕН ИСО 11202:1995 Акустика. Уровень шума машин и оборудования. Метод измерения уровней звукового давления на рабочем месте и в других контрольных точках. Метод измерения на рабочем месте
ЕН ИСО 11204:1995 Акустика. Уровень шума машин и оборудования. Метод с коррекцией на окружающую среду
ЕН ИСО 11688-1:1998 Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование
3 Термины и определения
В настоящем стандарте применены термины по ЕН 292-1, ЕН 418 и ЕН 1070, а также следующие термины с соответствующими определениями:
3.1 токарный станок с числовым программным управлением (numerically controlled turning machine): Станок, у которого главное движение - это вращение обрабатываемой детали относительно режущего инструмента. Станок управляется ЧПУ, на станке возможен автоматический режим работы по 3.3.1 (см. рисунок 1).
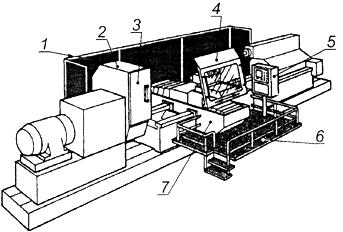
1 - заднее ограждение; 2 - ограждение патрона; 3 - дверь доступа; 4 - переднее ограждение;
5 - пульт управления; 6 - платформа; 7 - суппорт
а) Крупный горизонтальный токарный станок с ЧПУ
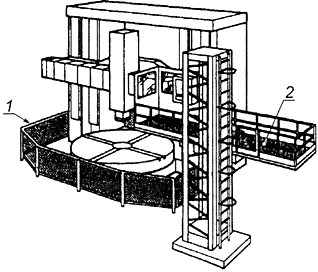
1 - ограждение по периметру; 2 - платформа
б) Крупный вертикальный токарный (карусельный) станок с рабочей платформой
Рисунок 1 - Примеры крупных токарных станков
3.2 токарный обрабатывающий центр (turning centres): Токарный станок с ЧПУ, оснащенный приводным(ми) инструментом(ами), при обработке которым главный шпиндель может поворачиваться на определенный угол вокруг своей оси. Кроме того, этот станок может быть снабжен дополнительными устройствами, как, например, устройством для автоматической смены инструмента из магазина.
3.3 режимы работы (machine modes of operation):
Примечание - виды команд (ЧПУ):
a) "Ручное управление": неавтоматический режим работы станка с ЧПУ, при котором оператор управляет им без применения предварительно запрограммированных числовых данных, например, посредством кнопочного выключателя или джостика.
b) "Ручной ввод данных": программные данные в ЧПУ вводятся вручную.
c) "Отдельное предложение": режим ЧПУ, при котором отрабатывается только один блок данных после включения режима оператором.
d) "Автоматический режим работы": режим работы станка с ЧПУ, при котором станок работает в автоматическом режиме в соответствии с программой, заданной системой ЧПУ, пока не будет остановлен программой или оператором.
3.3.1 режим работы - производство (machining mode): Автоматическая, запрограммированная, последовательная работа станка с возможностью ручной или автоматической загрузки и разгрузки деталей.
3.3.2 режим работы - наладка (machining mode): Режим работы, при котором оператор осуществляет настройку последующих производственных процессов.
Программирование, испытание и работа станка осуществляются при ручном управлении (при включенном питании).
Примечание - Этот режим работы включает, например, проверку последовательности этапов программ, измерение инструмента или детали (например, измерение детали измерительным щупом или инструментом).
3.4 рабочее место оператора (operator's position): Место(а), где находится оператор в процессе управления станком, т.е. в непосредственной близости к главному пульту управления.
3.5 останов в рабочем режиме (operational stop): Останов в рабочем режиме - останов без прекращения питания привода станка, при котором не производятся дальнейшие опасные движения станка.
3.6 программируемые функции (programmable functions): Функции, которые обеспечивают оператору доступ к электронному оборудованию с целью изменения программы.
3.7 мониторинг ускорения (acceleration monitoring): Система создана с возможностью ограничения ускорения/замедления.
3.8 обзорная панель (vision panel): Окно в ограждении, через которое оператор может осматривать рабочую зону или другие зоны станка.
4 Перечень основных опасностей
Перечень связанных со станком основных опасностей приведен в таблице 1 и соответствует перечню опасностей, описанных в ЕН 292-1 (раздел 5) и в ЕН 1050.
Требования безопасности и/или меры, предпринимаемые для ликвидации этих опасностей или связанных с ними рисков, рассматриваются в разделе 5 настоящего стандарта.
Примечание - Для станков, при эксплуатации которых могут возникнуть дополнительные опасности или опасности, которые не соответствуют настоящему стандарту, нужно руководствоваться оценками риска в соответствии с ЕН 1050. Для мероприятий по устранению опасностей и сокращению рисков необходимо руководствоваться ЕН 292-1 и ЕН 292-2.
При проектировании станков конструкторы должны уделять основное внимание опасностям, которым могут подвергаться операторы или другие люди, имеющие доступ в опасные зоны, включая и достаточно предсказуемое использование станка не по назначению [ЕН 292-1 (пункт 3.12)]. Должны учитываться все опасности, возникающие в процессе обработки и/или других процессах, требующих вмешательства оператора или других людей (например, наладка, чистка, обслуживание и ремонт). Анализ неисправностей и выхода из строя компонентов станка, включая отказы системы управления, является частью оценки риска; руководство по этому вопросу дано в ЕН 954-1.
Из представленного в таблице 1 перечня основных опасностей особое внимание следует уделять следующим опасностям:
- выбросу инструмента, частей зажимных патронов, обрабатываемых деталей или их частей, включая стружку (см. таблицу 1, раздел 17);
- захвату или наматыванию на движущиеся части станка, в частности, зажимные патроны, инструменты и обрабатываемые детали [см. таблицу 1 (1.4 и 1.5)];
- контакту с движущимися узлами станка, которые могут привести к отрезанию и раздавливанию между движущимися частями и неподвижными/движущимися частями станка [см. таблицу 1 (1.1 и 1.3)].
Основными зонами риска являются:
- рабочие участки с вращающимся шпинделем(ями), устройства для крепления обрабатываемой детали (например, зажимные патроны), салазки (направляющие), револьверные головки/накопители инструмента, обрабатываемая(ые) деталь(и), конвейер для удаления стружки (если имеется);
- устройства загрузки/выгрузки обрабатываемых деталей, включая механизмы подачи прутка для горизонтальных токарных станков;
- внешние инструментальные магазины и устройства смены инструмента;
- зона выгрузки стружки.
Таблица 1 - Перечень опасностей на токарных станках с ЧПУ и токарных обрабатывающих центрах
|
Номер раздела, пункта по ЕН 1050 |
Наименование |
ЕН 292-2 + ЕН 292-2/ А1, приложение А |
ЕН 292 Часть 1 |
ЕН 292 Часть 2 |
Зона возникновения |
Соответствующий стандарт типа В |
Соответствующий пункт |
|
1 |
Опасности, местона- хождение опасных ситуаций и события, вызывающие опасность |
|
|
| |||
|
Опасности механического воздействия, вызванные: |
|||||||
|
- частями станка или обрабатываемыми деталями в зависимости от: |
1.3 |
4.2 |
3.1, 3.2, раздел 4 |
||||
|
|
а) формы, |
1.5.3, 1.6.3 |
4.2 |
3.8, 6.2.2 |
|
|
|
|
1.1 |
Опасность раздавливания |
1.3 |
4.2.1 |
|
Между подвижными и неподвижными частями, включая зажимы деталей (зажимной патрон или задняя бабка станка) и инструментальный магазин |
ЕН 294, ЕН 349, ЕН 574, ЕН 953, ЕН 1088 |
5.1.3, 5.1.7, 5.2.1.1, 5.2.1.3, 5.2.1.4 |
|
1.2 |
Опасность ранения |
|
|
|
Между подвижными и неподвижными частями, включая инструментальный магазин |
ЕН 294, ЕН 349, ЕН 574, ЕН 953, ЕН 1088 |
5.1.7, 5.2.1.3, 5.2.1.4, 5.2.1.5, 5.2.4 |
|
1.3 |
Опасность разрезания или разрыва |
|
|
|
Во время движения инструмента, от стружки |
ЕН 294, EH 953 |
5.1.3, 5.1.7, 5.2.1.3, 5.2.4 |
|
1.4 |
Опасность запутывания |
|
|
|
Движущиеся части, включая подачу прутка и инструментальный магазин |
EH 294, EH 953, EH 1088 |
5.1.1, 5.1.3, 5.1.7, 5.2.1.1, 5.2.1.3, 5.2.1.4, 5.2.1.5, 5.2.1.6, 5.2.2, 5.2.4 |
|
1.5 |
Опасность затягивания или попадания в ловушку |
|
|
|
Движущиеся части |
EH 294, EH 953 |
5.1.1, 5.1.3, 5.1.7, 5.2.1.1, 5.2.1.3, 5.2.1.4, 5.2.1.5, 5.2.1.6 |
|
1.6 |
Опасность удара |
|
|
|
Движущиеся части, включая подачу прутка и инструментальный магазин |
EH 294, EH 953, EH 1088 |
5.1.1, 5.1.3, 5.1.7, 5.2.1.2, 5.2.1.3, 5.2.1.6, 5.2.2 |
|
1.7 |
Опасность быть уколотым или проткнутым |
|
|
|
Задняя бабка станка при креплении обрабатываемой детали и стружка |
EH 982 |
5.2.1.4 и 6.2 |
|
1.9 |
Опасности, вызванные выбросом жидкостей, находящихся под давлением |
1.3.2 |
4.2.1 |
3.8 |
Подача охлаждающей жидкости |
EH 953, EH 982, EH 1088 |
5.2.1.2, 5.3.3 |
|
2 |
Электрические опасности, вызванные: |
|
|
|
|
|
|
|
2.1 |
контактом человека с токоведущими частями (прямой контакт) |
1.5.1, 1.6.3 |
4.3 |
3.9, 6.2.2 |
Техобслуживание и ремонт электрооборудования |
EH 60204-1 |
5.3.2 |
|
2.2 |
контактом человека с токоведущими частями, оказавшимися под напряжением из-за каких-либо повреждений или ошибочных действий (непрямой контакт) |
1.5.1 |
4.3 |
3.9 |
То же |
EH 60204-1 |
5.3.2 |
|
3 |
Термические опасности |
|
|
|
|
|
|
|
3.1 |
ожоги, ошпаривания или другие повреждения, вызванные контактом с предметами или материалами с чрезвычайно высокой или низкой температурой, пожаром или взрывом, а также излучением |
1.5.5, 1.5.6, 1.5.7 |
4.4 |
Горячая стружка |
5.2.1.2 и 6.2 | ||
|
4 |
Опасности, вызванные шумом, |
|
|
|
|
|
|
|
4.1 |
потеря слуха (глухота), другие физиологические нарушения (например, нарушение равновесия, ослабление внимания) |
1.5.8 |
4.5 |
3.2, раздел 4 |
Обработка резанием и подача прутка |
ЕН ИСО 3746, EH ИСО 11202, ЕН ИСО 3744, ЕН ИСО 9614, ЕН ИСО 11688-1 |
5.3.7, 6.2.5 и 6.2.7 |
|
6 |
Опасности, вызванные излучением: |
|
|
|
|
|
|
|
6.1 |
низкочастотное излучение, высокочастотное в микроволновом диапазоне |
1.5.10 |
4.7 |
|
Техобслуживание и ремонт электрооборудования |
|
5.1.9, 5.3.2 |
|
6.5 |
лазерное излучение |
1.5.12 |
4.7 |
|
Наладка, обработка, техобслуживание и ремонт оборудования на станках, оснащенных лазером |
ЕН 60825-1 |
5.3.8 |
|
7 |
Опасности, вызванные обрабатываемыми материалами или веществами (или их составными частями), которые обрабатываются на станках или применяются в них: |
|
|
|
|
|
|
|
7.1 |
опасности от контакта или попадания внутрь вредных жидкостей, газов, тумана, дыма и пыли |
1.1.3, 1.5.13, 1.6.5 |
4.8 |
3.3, перечис- ление b), 3.4 |
Циркуляция смазочно-охлаждающей жидкости (СОЖ) при наладке, обработке и техобслуживании |
|
5.3.1 |
|
7.3 |
биологические или микробиологические опасности (вирусы или бактерии) |
1.1.3, 1.6.5, 2.1 |
4.8 |
|
Циркуляция СОЖ при загрузке/разгрузке и техобслуживании |
|
5.3.1 и 5.3.4 |
|
8 |
Опасности, возникающие при пренебрежении эргономическими принципами при конструировании станка, вызванные следующими факторами: |
|
|
|
|
|
|
|
8.1 |
неудобным положением тела или чрезмерными усилиями |
1.1.2 перечисление d), 1.1.5, 1.6.2, 1.6.4 |
4.9 |
3.6.1,6.2.1, 6.2.3, 6.2.4, 6.2.6 |
Исполнительные механизмы для перемещения обрабатываемых деталей, режущего инструмента и части станка |
ЕН 614-1 и ЕН 614-2 |
5.1.2, 5.1.5, 5.3.3 |
|
8.2 |
непринятием во внимание анатомии рук или ног |
1.1.2, перечисление d), 2.2 |
4.9 |
3.6.2 |
Смена обрабатываемой детали/инструмента |
ЕН 1005-1 - |
5.3.3 |
|
8.3 |
недостаточным применением средств личной защиты |
1.1.2 перечисление е) |
|
3.6.6 |
Ручная работа, управление станком, при обработке пруткового материала |
|
6.2 |
|
8.4 |
неадекватным местным освещением |
1.1.4 |
|
3.6.5 |
Резание, наладка, управление и позиционирование обрабатываемой детали |
EH 1837 |
5.2.1.3.3 |
|
8.6 |
ошибками в поведении людей |
1.1.2, перечисление d), 1.2.2, 1.2.5, 1.2.8, 1.5.4, 1.7 |
4.9 |
3.6, 3.7.8, 3.7.9, раздел 5, 6.1.1 |
На экране пульта ЧПУ, при выборе режима работы, зажиме обрабатываемой детали |
|
5.1.6, 5.1.7, 5.2.1.1 и 6.2 |
|
8.7 |
неправильной конструкцией, расположением или опознанием органов управления |
1.2.2 |
|
3.6.6, 3.7.8 |
Позиция оператора |
|
5.1.2 |
|
8.8 |
неправильной конструкцией или расположением средств отображения информации |
1.7.1 |
|
3.6.7, 5.2 |
|
|
5.1.2, 5.1.6 |
|
10 |
Неожиданные пуски, повороты, прокручивания (или подобные нештатные состояния): |
|
|
|
|
|
|
|
10.1 |
неполадки или повреждения системы управления |
1.2.7, 1.6.3 |
|
3.7, 6.2.2 |
Сбой в управлении с последующими неполадками в работе, нежесткий зажим детали и превышение скорости вращения |
EH 954-1 |
5.1.1, 5.1.9 |
|
10.2 |
восстановление энергоснабжения после его прерывания |
1.2.6 |
|
3.7.2 |
Наладка или обработка |
EH 60204-1, EH 1037 |
5.1.10 |
|
10.3 |
внешние воздействия на электрооборудование |
1.2.1, 1.5.11, 4.1.2.8 |
|
3.7.11 |
Управляющее устройство ЧПУ при наладке, обработке и текущем ремонте |
|
5.1.9 |
|
12 |
Нарушение частоты вращения инструмента |
1.3.6 |
|
3.2, 3.3 |
Наладка и обработка |
|
5.1.8 |
|
13 |
Нарушения энергоснабжения |
1.2.6 |
|
3.7, 3.7.2 |
Сбой в управлении с последующими неполадками в работе, нежесткий зажим детали и превышение скорости вращения |
ЕН 60204-1 |
5.1.10 |
|
14 |
Ошибки в системе управления |
1.2.1, 1.2.3, 1.2.4, 1.2.5, 1.2.7, 1.6.3 |
|
3.7, 6.2.2 |
Неожиданный сбой в работе системы управления, ведущий к неполадкам в работе, неожиданные движения при смене инструмента или при зажиме обрабатываемой детали |
EH 954-1 |
5.1.9 |
|
15 |
Ошибки монтажа |
1.5.4 |
4.9 |
5.5, 6.2.1 |
Смена инструмента или крепление обрабатываемой детали |
|
5.3.9 и 6.2 |
|
16 |
Разрушения в процессе работы |
1.3.2 |
4.2.2 |
3.3 |
Обработка деталей |
|
5.2.1.2 |
|
17 |
Опасности из-за падающих или выбрасываемых предметов или жидкостей |
1.3.3 |
4.2.2 |
3.3, 3.8 |
Крепление обрабатываемой детали, при обработке, подаче прутка или СОЖ (обрабатываемая деталь, части инструмента, стружка) |
|
5.2.1.2, 5.2.1.3, 5.2.1.3.3, 5.2.1.3.4, 6.2.5 |
|
19 |
Опасности из-за скольжения и неожиданного падения людей (вблизи станков) |
1.5.15 |
4.2.3 |
6.2.4 |
Там, где СОЖ выступает на поверхность |
|
5.2.1.2, 5.3.4, 6.2 |
|
21.1 |
Падение оператора при подходе к станку/работе возле него/отходе от станка |
3.2.1, 3.2.3, 3.4.5, 3.4.7 |
|
|
Во время установки - обработки |
ЕН ИСО 14122-1 ИСО 14122-2, ЕН ИСО 14122-3 ИСО 14122-4 |
5.2.1.3.3 |
|
21.4 |
Механические опасности на рабочем месте: |
3.2.1, 3.4.4 |
|
|
Во время обработки |
ЕН ИСО 14122-1 ИСО 14122-2, ЕН ИСО 14122-3 ИСО 14122-4 |
5.2.1.3.3 |
|
21.6 |
неадекватное освещение |
3.1.2 |
|
|
Во время обработки |
ЕН 1837 |
5.2.1.3.3 |
|
21.8 |
шум на рабочем месте |
3.2.1 |
|
|
Во время обработки |
|
6.2.7 |
|
35 |
Падение оператора со своего рабочего места |
1.5.15, 6.3.1, 6.3.2, 6.3.3 |
|
|
Во время установки |
ЕН ИСО 14122-1 ИСО 14122-2, ЕН ИСО 14122-3 ИСО 14122-4 |
5.2.1.3.3 |
5 Требования безопасности и/или защитные меры
Крупные токарные станки с ЧПУ и крупные токарные обрабатывающие центры должны соответствовать требованиям безопасности и/или защитным мерам, указанным в этом разделе. В отношении возможных, но незначительных опасностей, которые не рассматриваются в настоящем стандарте, при проектировании станков следует руководствоваться ЕН 292-2 (разделы 5 и 6).
Меры по снижению рисков изложены в ЕН 292-2:
- создание соответствующих конструкций - раздел 3;
- проведение технических мероприятий, обеспечивающих безопасность - раздел 4.
5.1 Системы управления. Общие требования
По требованиям безопасности и защитным мерам, не указанным в настоящем разделе (см. 5.1.1-5.1.10), следует руководствоваться ЕН 292-2 (пункты 3.7 и 3.10).
5.1.1 Безопасность и надежность систем управления
Настоящий стандарт в вопросах безопасности охватывает всю систему управления станком от исходного управляющего или сигнального устройства до входа в конечный исполнительный элемент станка, например электродвигатель.
Относящиеся к безопасности элементы системы управления станком должны соответствовать требованиям нижеуказанных категорий безопасности ЕН 954-1 в соответствии с выполняемыми функциями:
- пуск и повторный пуск - категория 1 (см. 5.1.3);
- останов в рабочем режиме - категория 1 (см. 5.1.4);
- контроль максимальной частоты вращения шпинделя - категории 2 и 3 (см. 5.1.8);
- аварийный останов - категория 1 или 3 (см. 5.1.5);
- блокировка - категория 1 или 3 (см. 5.2.1.2, 5.2.1.3, 5.2.1.5, 5.2.1.6, 5.2.2, 5.2.4);
- блокировка с держателем ограждения - категория 3 (см. 5.2.1.2);
- движение по управляемым координатам (включая сниженную скорость подачи) - категория 2 (см. 5.1.8);
- контроль ускорения/замедления - категория 2 (см. 5.2.1.1.1);
- выбор режима - категория 1 (см. 5.1.7);
- ручное управление в толчковом режиме - категория 3 (см. 5.1.7.2);
- крепление обрабатываемой детали - категория 1 (см. 5.2.1.1);
- смена инструмента - категория 1 (см. 5.2.4).
В соответствии с ЕН 954-1 (пункт. 6.3) приемлемой является любая комбинация относящихся к безопасности элементов системы управления с различными категориями, при которой достигается одинаковый уровень безопасности.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль станка. Для покупных компонентов требуется подтверждение соответствия стандартам со стороны изготовителя.
5.1.2 Размещение устройств управления
Устройства управления должны соответствовать ЕН 894-1, ЕН 894-3, ЕН 60204-1 (пункт 5.1.5).
Командные устройства останова, аварийного останова, переключатель выбора режимов и блокировки пуска должны размещаться на главном пульте управления, который должен располагаться вне опасной зоны, т.е. за ограждением периметра или на платформе управления. Никаких переключателей выбора режимов или пусковых кнопок, которые включают режим обработки, не должно быть ни в какой другой части станка.
Управление работой станка в режиме наладки может быть дистанционным, например с выносного пульта. Также эти органы управления могут размещаться на отдельных пультах вне опасной зоны.
Если для управления работой станка в режиме наладки имеется несколько органов управления, одновременно должен работать только один из них.
Метод проверки
Проверка соответствующих чертежей и/или схем соединений, а также визуальный контроль и функциональные испытания станка.
5.1.3 Пуск
Согласно настоящему стандарту условие "Защитные устройства и готовность к работе" достигается применением блокировки, указанной в ЕН 60204-1 (пункт 9.2.5.2), а также см. 5.2.1.3.
Элементы системы управления пуском и повторным пуском должны соответствовать категории 1 по ЕН 954-1.
Приведение в действие различных функций станка зависит от выбранного режима работы (см. 5.1.7).
Закрытие защитных ограждений не должно приводить к повторному пуску подвижных частей станка, за исключением случаев, когда закрытие защитных ограждений является механизированным, а сами защитные ограждения снабжены планками переключения.
Шпиндель зажимного патрона должен иметь средства управления скоростью (см. 5.2.1.1.1).
При открытых защитных ограждениях не допускается неожиданный пуск представляющих опасность движущихся частей станка, например вращение главного шпинделя, движение по управляемым координатным осям револьверной головки, пиноли задней бабки станка или зажимных устройств инструмента, и детали (заготовки) должны быть исключены согласно ЕН 1037 (раздел 6).
В режиме работы "Производство" станок должен запускаться или повторно запускаться посредством предусмотренного в этих целях пускового устройства, когда защитные ограждения закрыты (ЕН 60204-1 [пункт 9.2.5.2]).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.4 Останов в рабочем режиме
Для каждого режима работы станка должен быть предусмотрен останов в рабочем режиме, который реализуется специальным устройством. При выполнении функции останова в рабочем режиме энергопитание двигателей привода подач, привода зажимного устройства обрабатываемой детали (например, механизированный зажимной патрон) и ЧПУ не должно отключаться [функция останова категория 2 по ЕН 60204-1 (пункт 9.2)]. Однако для двигателя, который должен оставаться подключенным к приводу рабочего шпинделя, необходим контроль, позволяющий обнаружить любое перемещение [(ЕН 1037 (пункт 6.4)].
Контрольное устройство должно соответствовать категории 3 по ЕН 954-1.
Функция останова в рабочем режиме должна соответствовать категории 1 по ЕН 954-1.
Станок, остановленный с помощью останова в рабочем режиме, при открытии защитного ограждения должен оставаться выведенным из эксплуатации по категории 2 ЕН 60204-1 (пункт 9.2).
В тех станках, где разрешается полный доступ оператора в опасную зону, повторный пуск станка после останова в рабочем режиме должен осуществляться только после последовательного выполнения оператором следующих приемов: закрытие двери доступа и пуск, включение блокировки повторного пуска и повторный пуск. Минимум одно из средств управления должно быть размещено на основном пульте, чтобы гарантировать выход оператора из опасной зоны до повторного пуска [ЕН 954-1 (пункт 5.4)].
Рабочая зона станка должна находиться в поле зрения оператора, находящегося на своем обычном рабочем месте.
Сбои в работе элементов системы управления, относящихся к безопасности, обеспечивающие останов в рабочем режиме, должны приводить к выводу из эксплуатации по категории 1 [ЕН 60204-1 (пункт 9.2)], (см. также 5.2.2).
Привод шпинделя зажимного патрона должен иметь средства управления частотой вращения (см. 5.2.1.1.1).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.5 Аварийная остановка
Элементы системы аварийной остановки должны соответствовать категории 1 ЕН 954-1 при жесткой схеме соединений проводами и - категории 3 ЕН 954-1 в других случаях (например, решение задачи с помощью программного обеспечения).
Функции аварийной остановки должны соответствовать категории 1 по ЕН 60204-1 (пункт 9.2.2), требованиям ЕН 60204-1 (пункт 9.2.5.4) и ЕН 418 [см. также 5.2.1.1.1, перечисление е)].
Функция аварийной остановки должна осуществляться через одно или несколько устройств аварийной остановки, которые соответствуют ЕН 60204-1 (пункт 10.7).
Командное устройство (кнопка) аварийной остановки должно быть на каждом рабочем месте, включая:
- главный пульт управления;
- каждый выносной пульт управления (если таковые имеются);
- вблизи и внутри кожуха инструментального магазина (насколько возможен доступ к корпусу), если инструментальный магазин отделен от рабочей зоны.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.6 Доступ к программе ЧПУ
Если в режиме "Эксплуатация" предусмотрен доступ к программируемым функциям с целью их изменения, например с целью корректировки положения инструмента, он должен быть закрыт для посторонних, чтобы предотвратить непредусмотренный доступ к запрограммированной информации или к программируемым функциям. Этого можно достичь с помощью пароля в программе или кодового переключателя (см. 6.2.9).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.7 Выбор режима работы
Для выбора между режимами "Производство" и "Наладка" необходим в соответствии с ЕН 292-2 + EH 292-2/A1 (пункт А. 1.2.5) и ЕН 60204-1 (пункт 9.2.3) переключатель режимов работы с блокировкой (см. рисунок 2).
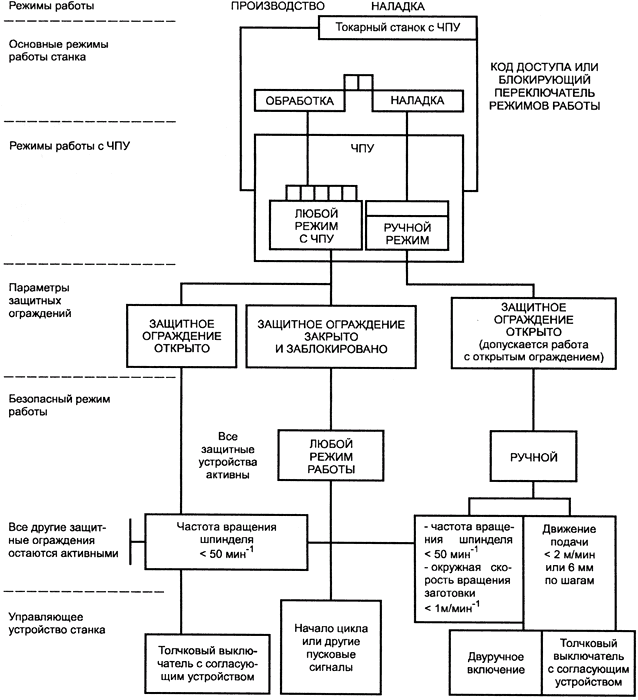
Рисунок 2 - Схематическое изображение профилактических мероприятий
Устройства выбора режимов работы должны обеспечивать в данный момент выбор только одного режима работы.
Элементы устройства выбора режима работы должны соответствовать категории 1 по ЕН 954-1. Дополнительно должны быть проведены защитные технические мероприятия соответствующих режимов работы (см. 5.1.7.1 и 5.1.7.2).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.7.1 Режим работы "Производство"
Если выбран режим работы "Производство" и защитные ограждения открыты, то любые перемещения деталей должны быть исключены, кроме:
- открытия и закрытия зажимного патрона(ов) и движения пиноли задней бабки с целью замены обрабатываемой детали (см. 5.2.1.1.1);
- вращения шпинделя(ей) с частотой вращения не более 50 мин![]() , включаемое ручным управлением в толчковом режиме.
, включаемое ручным управлением в толчковом режиме.
Другие движения могут быть возможны только при закрытых защитных ограждениях (см. 5.2.1.2).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.7.2 Режим работы "Наладка"
Если выбран режим работы "Наладка" и защитные ограждения открыты, перемещение деталей может осуществляться только при следующих условиях:
a) число оборотов главного шпинделя и/или шпинделей не должно превышать 50 мин![]() . Другие движения должны быть возможны только при закрытых защитных ограждениях;
. Другие движения должны быть возможны только при закрытых защитных ограждениях;
b) скорость перемещения узлов станка по управляемым координатам не должна превышать 2м/мин (см. 5.1.8). Движение должно осуществляться:
- при ручном управлении в толчковом режиме, элементы которого, связанные с безопасностью, должны соответствовать категории 3 по ЕН 954-1;
- или это движение должно осуществляться шаговыми перемещениями с шагом не более 6 мм;
c) поворот/включение револьверной головки (головок) должен быть возможен:
- при ручном управлении в толчковом режиме;
- или, если обе руки оператора находятся вне зоны опасности, например при использовании двуручного переключателя типа II или III В в сочетании с разрешающим устройством в соответствии с ЕН 574 (пункт 6.2);
d) управление вращением шпинделя с закрепленной в нем обрабатываемой деталью и перемещением планшайбы должно осуществляться с помощью кнопки "пуск - стоп", расположенной за пределами опасной зоны. При этом обе руки оператора должны быть заняты. Окружная скорость вращения не должна превышать 1 м/с.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.7.3 Вмешательство оператора (ручная подналадка)
В рабочем режиме станка должна быть предусмотрена функция "Вмешательство оператора". В этом случае движения шпинделей, узлов, перемещаемых по осям координат, револьверной головки при открытом ограждении могут осуществляться только при условиях, указанных в 5.1.7.2. Кроме того, эти движения должны контролироваться двумя отдельными каналами управления, различающимися своими частями. При этом один канал контролирует другой через внешний шлейф. Оба канала должны тестироваться, по крайней мере, при каждом пуске. В этом случае датчик должен быть общим для обоих каналов.
Когда эта функция включена, световые сигналы должны оповещать, что функции безопасности заблокированы.
5.1.8 Управление скоростями и числом оборотов
Элементы управления, относящиеся к безопасности, должны соответствовать:
- для управления частотой вращения главного шпинделя и приводного инструмента - категории 3 по ЕН 954-1;
- для управления скоростью перемещения рабочих узлов по осям координат - категории 2 по ЕН 954-1.
Для управления частотой вращения шпинделя и скоростями перемещения рабочих узлов по осям координат, а также для ручного управления в толчковом режиме должны быть предусмотрены не менее двух отдельных электронных каналов, которые различаются своими составными частями. При этом один канал должен контролировать другой канал через внешний шлейф. Каналы должны тестироваться при каждом пусковом цикле. В этих случаях должен применяться общий для обоих каналов датчик.
Каждое отклонение от запрограммированного или выбранного значения скорости должно вести к аварийной остановке (см. 5.1.5).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.9 Числовое программное управление
Элементы системы числового программного управления, относящиеся к безопасности, должны быть защищены от случайных включений. В частности, пользователь не должен иметь доступ в систему программного управления для внесения изменений, снижающих эффективность защитных функций, включая защитные ограждения, используя частичную программу.
Примечание - См. ЕН 60204-1 (раздел 12), МЭК 61508 [13] и МЭК 61511 [14].
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.1.10 Сбой в подаче энергии
Система станка должна четко фиксировать недостаточное давление или напряжение с последующей остановкой станка.
Прерывание или сбой в подаче энергии не должны привести к потере усилия на зажимном устройстве детали или инструмента до полной остановки станка.
Возобновление подачи энергии не должно приводить к автоматическому перезапуску станка [ЕН 1037 и ЕН 292-2 (пункт 3.7.2)]. Система должна быть спроектирована так, чтобы сбои в работе (например, разрыв электропровода, трубы или шланга) не могли привести к потере безопасности (ЕН 60204-1, ЕН 982, ЕН 983).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем.
5.2 Защита от механических опасностей
Описание смотри ЕН 292-1 (пункт 4.2), основные положения - ЕН 292-2 (раздел 4).
Защитные ограждения должны соответствовать ЕН 953.
5.2.1 Рабочая зона
5.2.1.1 Условия зажима обрабатываемой детали
5.2.1.1.1 Общие положения
a) Конструкция станка должна гарантировать невозможность включения или отключения вручную зажимного патрона обрабатываемой детали при вращающемся шпинделе.
b) Приводной патрон должен соответствовать ЕН 1550.
с) В режиме "Производство" программа должна работать только тогда, когда выполнены следующие условия:
1) станки должны иметь возможности ввода или подтверждения запрограммированной максимальной частоты вращения шпинделя обрабатываемой детали и максимально допустимого числа оборотов для закрепленного на станке зажимного патрона. Если при смене программы у пользователя нет возможности вводить или подтверждать частоту вращения, необходимо предусмотреть устройство, препятствующее работе станка при высоких частотах вращения в режиме "Производство" (см. 6.2.3). В этом случае программа должна работать только при более низких значениях частоты вращения, предусмотренных для станка стандартной программой;
2) при использовании приводных зажимных патронов обрабатываемых деталей должны иметься в наличии устройства для контроля усилия зажима детали, например для контроля гидравлического давления (см. также 5.2.1.4). Кроме того, нужно контролировать ход кулачков (цанги), чтобы убедиться, что остался достаточный ход после того, как деталь закреплена. Если необходимое усилие зажима не получено или остающийся ход кулачков (цанги) недостаточен, запуск привода основного шпинделя должен быть исключен;
3) если привод шпинделя работает, а усилие зажима или остающийся ход кулачков (цанги) уменьшается по отношению к установленному значению, должен начаться останов станка согласно категории 1 по ЕН 60204-1;
4) элементы системы управления автоматическим креплением детали (если такое крепление имеется) должны соответствовать категории 1 по ЕН 954-1;
5) должно быть предусмотрено устройство, предотвращающее ускорение и/или замедление вращения шпинделей, которое может привести к потере зажима детали (например, регулируемый динамический ускоритель/замедлитель).
Метод проверки
Проверка соответствующих чертежей и/или схем соединений, а также визуальный контроль и функциональные испытания станка.
5.2.1.1.2 Приводные зажимные патроны обрабатываемых деталей
Усилие зажима, достаточное для надежного крепления обрабатываемой детали, должно сохраняться, пока шпиндель не остановится, например посредством обратного клапана в гидравлической системе.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.2.1.1.3 Токарные патроны, управляемые вручную
Токарные патроны, управляемые вручную, должны соответствовать ЕН 1550.
Следует исключить ситуацию, когда ключ остается в токарном патроне, а шпиндель может начать вращение.
Примечание - Для этого можно использовать, например, самовыбрасывающийся подпружиненный ключ.
Метод проверки
Проверка соответствующих чертежей и/или схем соединений, а также визуальный контроль и функциональные испытания станка.
5.2.1.2 Выброс
5.2.1.2.1 Для вертикальных токарных станков
Вокруг рабочей зоны должны быть предусмотрены неподвижные и/или перемещаемые ограждения, чтобы снизить риски от выброса частей обрабатываемой детали, станка и инструмента, стружки и СОЖ и обеспечить направление выбрасываемого материала в зону сбора.
Ограждения должны быть спроектированы так, чтобы стружка и жидкость не собирались на них.
Кроме того, если доступ необходим, должны быть предусмотрены неподвижные и перемещаемые ограждения с блокировкой (см. 5.2.2) вокруг планшайбы и входного отверстия системы удаления стружки, выступающие не менее 250 мм над поверхностью планшайбы.
Ограждение должно быть выполнено из стального листа толщиной не менее 3 мм. Смотровая панель, встроенная в защитное ограждение рабочей зоны, должна быть выполнена из поликарбоната толщиной не менее 8 мм или эквивалентного материала (ударная вязкость 3000 Дж). Это ограждение может совмещаться с ограждением доступа в рабочую зону с пола или платформы (см. 5.2.1.3.2).
5.2.1.2.2 Для горизонтальных токарных станков
Вокруг рабочей зоны должны быть предусмотрены неподвижные и/или перемещаемые ограждения, чтобы снизить риски от выброса частей обрабатываемой детали, станка и инструмента, стружки и СОЖ и обеспечить направление выбрасываемого материала в зону сбора.
Ограждения должны быть спроектированы так, чтобы стружка и жидкость не собирались на них.
Особое внимание следует обратить на установку ограждений с задней стороны станка. Ограждения должны быть закреплены на суппорте или на станке. Если ограждения закреплены на суппорте, они должны перекрывать всю длину суппорта. Если ограждения закреплены на станке, они должны перекрывать всю длину зоны обработки.
Кроме того:
1) на рабочей платформе или ползуне, если доступ необходим, должны быть предусмотрены неподвижные и перемещаемые сблокированные ограждения (см. 5.2.2) высотой не менее 1,8 м от пола на рабочем месте оператора и шириной, равной ширине платформы или ползуна. Любая движущаяся часть этого ограждения должна быть сблокирована (см. 5.2.2) с ограждением суппорта. Ограждение должно быть выполнено из стального листа толщиной не менее 3 мм. Смотровая панель, встроенная в защитное ограждение рабочей зоны, должна быть выполнена из поликарбоната толщиной не менее 8 мм или эквивалентного материала (ударная вязкость 3000 Дж);
2) вокруг устройства зажима детали (планшайба или зажимной патрон) должно быть предусмотрено ограждение, предотвращающее запутывание и удерживающее выбрасываемые стружку и части инструмента или обрабатываемой детали. Это ограждение должно перекрывать пространство до передней кромки кулачка или планшайбы. Оно должно быть выполнено из стального листа толщиной не менее 3 мм (ударная вязкость 3000 Дж), включая дверцу доступа. Устройство должно быть сблокировано (см. 5.2.2) со шпинделем патрона.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.2.1.3 Доступ к движениям, вызывающим опасность
5.2.1.3.1 Общие требования
Должны быть предусмотрены неподвижные и перемещаемые сблокированные ограждения, предотвращающие доступ к следующим представляющим опасность частям станка с рабочего места оператора [ЕН 953 (пункт 5.2.2) и ЕН 294 (таблица 1)]:
- к зоне обработки, включающей зажимное устройство вращающейся детали и траектории движения обрабатываемой детали;
- к траектории движения инструмента(ов);
- к траектории движения устройства смены инструмента;
- к зоне сбора стружки;
- к элементам, представляющим опасность, и траектории движения вспомогательного оборудования, например загрузочного/подъемного и разгрузочного оборудования (если имеется).
Примечание - Эти ограждения включают и защитное расстояние для станков без платформы.
Когда защитное ограждение открыто, движения могут быть возможными только, если выполнены требования режима наладки (см. 5.1.7.2).
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.2.1.3.2 Доступ в зону обработки
Для вертикальных токарных станков:
доступ в зону обработки должен быть закрыт с помощью неподвижных и сблокированных перемещаемых ограждений с замком. Если ограждение по периметру смонтировано на полу, то оно должно быть жестко зафиксировано и иметь высоту не менее 1,4 м и расстояние от опасной зоны в соответствии с ЕН 294 (таблица 1).
Для горизонтальных токарных станков:
любое движение, например между платформой и станиной станка, должно быть исключено, например за счет регулируемых конечных выключателей или бамперов там, где скорость платформы превышает 25 м/мин;
бампер должен остановить движение до того, как ударное усилие достигнет 400 Н. Ударное усилие следует измерять с использованием фиксированного круглого в сечении зонда диаметром 80 мм, расположенного перпендикулярно к направлению движения. Активная часть бампера должна быть выполнена из гибкого материала, например резины, и ширина его должна быть более 80 мм.
Примечание - Технический комитет СЕН/ТК 114 "Безопасность машин" намерен разработать стандарт "Безопасность станков. Защитные средства из вязких материалов. Часть 3. Защитные бамперы и пластины из вязких материалов (ЕН 1760-3)"
Бампер должен выступать на всю длину компонента размером до 1800 мм. Усилие бампера не должно превышать 400 Н.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.2.1.3.3 Платформа
Там, где требуется вмешательство оператора (ручная подналадка) или осмотр с близкого расстояния процесса обработки внутри зоны, окруженной ограждением по периметру или ограждением суппорта/ползуна, должны быть предусмотрены средства защиты рабочего места оператора посредством ограждения этого места или созданием платформы. При этом они должны отвечать следующим требованиям:
- быть регулируемыми, чтобы при необходимости гарантировать безопасность оператора;
- быть сконструированными согласно требованиям ЕН 614-1;
- быть обеспеченными средствами освещения и вентиляции, например розетками и средствами подключения к вентиляции, если необходимо;
- быть обеспеченными средствами доступа и выхода к любым рабочим позициям, например лестницей (ЕН ИСО 14122-3 и ИСО 14122-4);
- быть сконструированными так, чтобы гарантированно предотвращать доступ в опасную зону, например, путем создания ограждений со смотровыми окнами и соблюдением безопасных расстояний (ЕН 294);
- обеспечивать защиту оператора от стружки и/или рабочих жидкостей. Ограждения, созданные с этой целью, должны иметь высоту не менее 1,8 м от пола платформы.
Должны быть предусмотрены средства, обеспечивающие минимизацию рисков от раздавливания, срезания и удара посредством подвижных регулируемых (горизонтально или вертикально) рабочих платформ/ограждений, например бамперов, металлических роликовых заслонов, защитных средств из вязких материалов.
Регулирование положения платформы/ограждения должно быть возможным только в режиме "Наладка", например, посредством ручного управления в толчковом режиме.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем.
5.2.1.3.4 Сбор и удаление стружки
Доступ к представляющим опасность частям системы сбора и удаления стружки должен быть исключен посредством неподвижных и/или перемещаемых защитных устройств с блокировкой (см. 5.2.2.), если не предусмотрены иные средства, обеспечивающие безопасность (ЕН 294).
Там, где доступ к представляющей опасность частям системы сбора стружки, например ленточному или шнековому транспортеру, возможен с места обслуживания в рабочей зоне, движения этих частей должны быть исключены при открытом защитном ограждении.
Зона выхода стружки должна иметь табличку, предупреждающую о возможных травмах, например раздавливания, захвата или заматывания.
Когда движение узлов системы сбора и удаления стружки необходимо при открытом защитном ограждении, например для очистки, оно может совершаться только при ручном управлении в толчковом режиме. При этом вблизи должно находиться устройство аварийной остановки.
Необходимо предотвратить доступ в зону выхода стружки. Для этого можно использовать неподвижные ограждения (забор) по периметру или перемещаемые ограждения, сблокированные с конвейером стружки (см. 5.2.2 и 6.2).
Метод проверки
Проверка соответствующих чертежей, а также визуальный контроль и функциональные испытания станка.
5.2.1.4 Пиноль задней бабки станка
При открытом защитном ограждении рабочей зоны приводное движение задней бабки станка (если имеется) и/или пиноли задней бабки станка должно включаться и выключаться только при ручном управлении в толчковом режиме, например с помощью двух или трех позиционного педального выключателя. При этом пиноль задней бабки должна иметь возможность перемещения вперед - назад и возвращения в исходное положение. Скорость перемещения не должна превышать 1,2 м/мин для пиноли задней бабки и 2,0 м/мин для задней бабки.
Не допускается ручное выключение приводных движений задней бабки и пиноли задней бабки станка при вращающемся шпинделе. Границы зажима должны быть указаны на пиноли задней бабки. При этом конечная позиция пиноли должна быть обозначена, например, кольцом, нарисованным краской, либо концевым выключателем.
Метод проверки
Проверка соответствующих чертежей и функциональные испытания станка.
5.2.1.5 Защита приводов
Для предотвращения доступа к частям привода, например цепям, звездочкам, зубчатым колесам, шпинделям и т.п., должны быть использованы неподвижные или перемещаемые защитные ограждения. Если требуется доступ к таким частям при обычной эксплуатации, то должны быть в наличии перемещаемые защитные ограждения с блокировкой. Элементы системы управления, обеспечивающие блокировку, должны соответствовать категории 1 по ЕН 954-1.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем.
5.2.1.6 Специальные требования к токарным станкам с горизонтальным шпинделем, которые оборудованы подачей прутка
Доступ к вращающимся или перемещающимся пруткам или движущимся подвижным частям механизма подачи прутка должен быть закрыт по всей длине посредством неподвижных и/или перемещаемых защитных ограждений. Доступ может быть разрешен только тогда, когда окончены движения, которые могут вызвать опасность (ЕН 1088). Управляющие блокировкой элементы системы управления должны соответствовать категории 1 по ЕН 954-1.
Передвижные защитные ограждения для доступа в рабочую зону станка должны блокироваться с системой подачи прутка, чтобы предотвратить подачу прутка в рабочую зону в режиме "Производство" при открытом защитном ограждении. Подача прутка при открытом защитном ограждении может осуществляться только при ручном управлении со скоростью не более 2 м/мин.
Станок должен быть остановлен, когда оставшаяся часть прутка вышла из магазина для прутков (см. также 6.1).
Метод проверки
Проверка соответствующих чертежей и функциональные испытания станка.
5.2.2 Блокировка ограждений
Передвижные ограждения с блокировкой или без нее должны соответствовать ЕН 1088 (пункт 7.1).
Сбой в блокировке должен привести к останову станка по категории 1 согласно ЕН 60204-1 (пункт 9.2.2).
Метод проверки
Проверка соответствующих чертежей и функционирования станка.
5.2.3 Возможность перемещений в аварийных ситуациях
На станке должны быть предусмотрены средства для перемещения узлов в аварийной ситуации, например при высвобождении захваченного в станок оператора, и соответствующая информация об этом. Эти средства в соответствии с 6.2 и ЕН 292-2 (пункт 6.1.2) должны включать в себя следующее:
a) при выключенной подаче энергии:
- клапаны разгрузки для снижения давления в системе;
- устройство для механического освобождения (разжатия) приводных тормозов при условии существования на станке уравновешивания массы освобождаемого узла;
b) при включенной подаче энергии:
- устройство ручного управления перемещением узлов станка со скоростью не более 2 м/мин;
c) управляющие устройства для реверса движений узлов станка.
См. 6.2.
Метод проверки
Проверка соответствующих чертежей и/или схем соединений, а также визуальный контроль и функциональные испытания станка.
5.2.4 Инструментальные магазины, механизмы транспортировки и смены инструмента
Инструментальные магазины, оборудование для транспортировки и смены инструмента, которые находятся внутри раздвижных защитных ограждений рабочей зоны, должны быть доступны для человека только в режиме "Наладка" или в режиме готовности станка к работе.
Доступ снаружи к инструментальным магазинам должен предотвращаться в режиме "Производство" сочетанием неподвижных и перемещаемых защитных ограждений с блокировкой согласно ЕН 1088 (пункт 7.1), а управляющие блокировкой элементы системы управления должны соответствовать категории 1 по ЕН 954-1. Неподвижные или перемещаемые защитные ограждения должны препятствовать доступу к движущимся частям устройства смены инструмента. Если существует опасность доступа к движущимся частям устройства смены инструмента из рабочей зоны, то такие движения должны быть остановлены при открытых защитных ограждениях согласно ЕН 60204-1 (пункт 9.2.2).
В режиме "Наладка" при открытом защитном ограждении приводные движения инструментального магазина, например для смены инструмента для обслуживания или установки, должны допускаться только при ручном управлении в толчковом режиме, которое обеспечивает отдельные движения от одной инструментальной позиции до другой, или посредством двуручного переключателя для непрерывного движения. Это движение должно иметь максимальную скорость 2 м/мин, или оно должно управляться командными устройствами, при которых оператор в соответствии с ЕН 294 находится вне зоны движений, вызывающих опасность.
Срабатывание датчика магазина или устройства обратного сигнала не должно вызывать никаких других приводящих к опасности движений станка.
Там, где возможен доступ самого оператора к инструментальному магазину, должны быть предусмотрены защитные устройства с реакцией на приближение с целью предотвращения любого движения магазина или других движений станка, вызывающих опасность.
Следует предусмотреть возможность контроля движения инструментального магазина при закрытых защитных ограждениях.
Инструменты, чтобы предотвратить их выпадение или выброс, должны быть надежно закреплены в патронах. Информация о конструктивных параметрах зажимных патронов для инструментов, например ограничение наибольшей допустимой массы, момента инерции и габаритов инструмента, должна быть предоставлена в распоряжение пользователя (см. 6.2).
Неподвижные или перемещаемые сблокированные устройства должны препятствовать доступу к движущимся частям устройства смены инструмента. Если существует опасность доступа к движущимся частям устройства смены инструмента из рабочей зоны, то движения этих частей должны быть остановлены, когда перемещаемые защитные устройства рабочей зоны открыты.
Если требуется приводное движение устройства смены инструмента в режиме "Наладка" при открытых перемещаемых (раздвижных) защитных ограждениях, например для наладки или обслуживания, то такое движение должно осуществляться только посредством двуручного переключателя или установленного на месте толчкового выключателя, которые обеспечивают только пошаговые движения. Срабатывание датчика магазина или устройства обратного сигнала не должно вызывать никаких других движений станка, создающих опасность. Чтобы предотвратить выпадение или выброс, инструмент при всех режимах работы или при сбое в подаче энергии должен быть надежно закреплен в устройстве смены инструмента.
Метод проверки
Проверка соответствующих чертежей и/или электрических схем, а также визуальный контроль и функциональные испытания станка.
5.3 Защитные мероприятия против немеханических опасностей
5.3.1 Эмиссии
Конструкцией станков должна быть предусмотрена возможность подсоединения отсасывающих устройств для устранения вредных эмиссий, например масляного тумана и т.д.
Примечание 1 - Определенные требования к отсасывающим устройствам не являются составной частью настоящего стандарта, так как они зависят от особенностей и обстоятельств применения станка.
Примечание 2 - Определенные требования к возгоранию и взрыву не являются составной частью настоящего стандарта, так как они зависят от фактических условий применения станка и/или применения пожароопасных жидкостей.
Метод проверки
Проверка соответствующих чертежей.
5.3.2 Электрооборудование
Электрооборудование должно соответствовать ЕН 60204-1, если настоящий стандарт не устанавливает ничего иного.
Предотвращение поражения электрическим током - по ЕН 60204-1 (раздел 6), защита от короткого замыкания и перегрузки - по ЕН 60204-1 (раздел 7). Степень защиты всех электрических блоков должна быть минимум IP 54 по ЕН 60529.
В первую очередь должны соблюдаться требования разделов ЕН 60204-1, содержащих сведения по:
- защите оборудования;
- эквипотенциальным соединениям;
- кабелям и проводам;
- монтажу электропроводов;
- электродвигателям и сопутствующему оборудованию.
Электрические распределительные щитки и шкафы не должны подвергаться опасности повреждения от выбрасываемых обрабатываемых деталей и/или инструментов. Доступ к находящимся под напряжением частям станка должен быть закрыт [ЕН 60204-1 (пункт 6.2.2)]. Опасность возгорания на станке не рассматривается как значительная, если силовой выключатель рассчитан на максимальный ток перегрузки [ЕН 60204-1 (пункт 7.2.2)].
Метод проверки
Проверка соответствующих чертежей и/или электрических схем.
5.3.3 Эргономика
См. 5.1.2.
Станки должны быть оборудованы в соответствии с эргономическими принципами по ЕН 292-1 (пункт 4.9), ЕН 292-2 (пункты 3.6 и 6.2.4), ЕН 547-1, ЕН 547-2, а также EHV 26385.
Конструкцией станка должна быть предусмотрена возможность обеспечения свободного доступа в рабочую зону при применении имеющихся устройств для наладки, погрузки/разгрузки и т.п. (например, подъемных механизмов).
Метод проверки
Проверка соответствующих чертежей и визуальный контроль.
5.3.4 Смазочно-охлаждающая жидкость
См. 5.2.1.2 и 6.2
Подача СОЖ должна выключаться автоматически при открытых перемещаемых защитных ограждениях рабочей зоны. Станки должны иметь устройства для удаления СОЖ, чистки системы и замены фильтров (см. 6.2).
СОЖ должны вытекать из станка в специальный резервуар под воздействием силы тяжести, чтобы не образовывался застой СОЖ снаружи или внутри станка.
Метод проверки
Проверка соответствующих чертежей и инструкции по эксплуатации.
5.3.5 Пневматическая система
Пневматические системы должны соответствовать требованиям ЕН 983.
5.3.6 Гидравлическая система
Гидравлические системы должны соответствовать требованиям ЕН 982.
5.3.7 Шум
При конструировании станков следует учитывать информацию и проводить технические мероприятия по контролю источника шума (ЕН ИСО 11688-1).
Примечание - Основными источниками шума на этих станках являются:
- приводы шпинделя и других движущихся узлов;
- привод револьверной головки;
- зажимные устройства;
- устройство подачи прутка (если имеется).
5.3.8 Лазеры
Лазеры, которые применяются в станках для измерения, должны соответствовать классу 1 или 2 по ЕН 60825.
5.3.9 Ошибки монтажа
При разборке пользователем каждого узла, например револьверной головки или накопителя инструмента или других механических устройств, с целью наладки или обслуживания должны быть предусмотрены меры для устранения ошибок при последующей сборке, например штифты, асимметричные соединения (см. 6.2).
5.3.10 Отключение и рассеяние энергии
См. ЕН 292-2 (пункты 3.8 и 6.2.2).
Должны быть предусмотрены устройства для отключения подачи энергии [ЕН 982 (пункт 5.1.5), EH 983 (пункт 5.1.6) и ЕН 60204-1 (пункт 5.3)] и для отвода накопленной энергии ЕН 1037 (пункт 5.3).
Устройство отключения подачи энергии должно соответствовать ЕН 60204-1 (пункт 5.3), за исключением случаев, предусмотренных в перечислении d).
Отключение электрической системы станка должно также приводить к отключению пневматической и гидравлической систем. Если энергия накапливается, например в резервуаре, в трубе или трубопроводе, должны быть предусмотрены устройства для выпуска (сброса) остаточного давления. Эти устройства должны иметь соответствующие клапаны, чтобы не требовалось разборки трубных соединений.
Метод проверки
Проверка соответствующих чертежей и/или пневматических, гидравлических и электрических схем, а также визуальный контроль и функциональные испытания станка.
5.3.11 Техническое обслуживание
См. ЕН 292-2 (пункт 3.12) и ЕН 292-2 + ЕН 292-2/А1 (пункт А.1.6.1).
В руководстве по эксплуатации (см. 6.2) должна быть дана информация по обслуживанию в соответствии с ЕН 292-2 (пункт 5.5.1).
Метод проверки
Проверка соответствующих чертежей и руководства по эксплуатации, а также визуальный контроль и функциональные испытания станка.
6 Информация для пользователя
См. ЕН 292-2 (раздел 5).
6.1 Маркировка
Приводные токарные патроны должны соответствовать ЕН 1550. На всех других зажимных приспособлениях для обрабатываемой детали должна быть промаркирована максимально допустимая частота вращения в мин![]() .
.
Кроме того, в соответствии с ЕН 292-2 (пункт 5.4) на станке должна быть маркировка максимально допустимой частоты вращения шпинделя (шпинделей) в мин![]() .
.
На станках с горизонтальным шпинделем, у которых существует опасность, что вращающаяся часть прутка может выступать за пределы задней части шпинделя или устройства подачи прутка (магазина), должны быть предусмотрены знаки, предупреждающие об опасности [ЕН 292-2 (пункт 5.4)].
Съемные защитные ограждения и другие части станка, которые непостоянно находятся на станке, например при транспортировке, должны быть промаркированы данными, указывающими на их принадлежность к конкретному станку.
Метод проверки
Визуальный контроль станка.
6.2 Руководство по эксплуатации
Вместе со станком должно поставляться руководство по эксплуатации согласно ЕН 292-2 (пункт 5.5).
В руководстве по эксплуатации должны быть указаны предельно допустимые уровни звукового излучения, условия испытания и номер стандарта, в соответствии с которым устанавливаются эти величины и проводятся испытания.
В руководстве по эксплуатации должна быть указана важность обучения обслуживающего персонала (операторов, наладчиков) по вопросам безопасности при наладке и эксплуатации станка.
Руководство по эксплуатации должно содержать следующие сведения по безопасности:
- описание защитных устройств с целью обеспечения их надежности при монтаже, наладке, работе станка при любом режиме работы;
- требования к установке (включая рекомендации по применению устройств, предотвращающих доступ в зону выгрузки стружки) и обслуживанию механизмов станка, включая устройства, которые должны периодически испытываться с указанием частоты проведения и способов испытаний;
- рекомендации по перемещению и подъему тяжелых частей/инструмента, включая расположение точек захвата их подъемными механизмами;
- рекомендации по использованию дополнительных функций, например лазера для контроля (если такой имеется);
- рекомендуемые марки масел тормозной и приводной систем;
- рекомендации по выбору, подготовке и применению СОЖ и смазок, а также предупреждающие мероприятия против ухудшения их свойств;
- рекомендации по инструментам, применяемым на станках с инструментальным магазином (если такой имеется), включая предельно допустимую массу, момент инерции и габариты инструмента;
- рекомендации по закреплению обрабатываемой детали и применению зажимных приспособлений;
- инструкции по высвобождению попавших в станок людей;
- рекомендации по применению персональных средств защиты, например специальных перчаток для защиты от горячих и/или острых стружек и СОЖ, очков для защиты глаз и т.д.;
- рекомендации по подключению вытяжной системы, если в процессе обработки образуются вредные вещества (например, пыль и туман);
- рекомендации по дополнительным мерам предосторожности при обработке с легковоспламеняемыми СОЖ или материалами.
6.2.1 Оснащение инструментом
Должна быть предоставлена информация о выборе, применении и/или смене инструмента, например соответствующие данные об относящихся к станку присоединительных размерах в системе "инструмент/станок".
6.2.2 Оснащение зажимными патронами обрабатываемой детали
Должна быть информация о выборе, применении и/или замене зажимного патрона обрабатываемой детали, например соответствующие данные об относящихся к станку присоединительных размерах в системе "зажимной патрон/станок".
6.2.3 Поставляемые со станком зажимные устройства обрабатываемой детали
Для поставляемого со станком зажимного устройства должна быть предоставлена исчерпывающая информация о применении и обслуживании, например о смазке.
6.2.4 Изменения зажимных устройств обрабатываемой детали
Нужно давать информацию о том, что изменение поставляемого со станком зажимного устройства может потребовать уменьшения или изменения максимально допустимого числа оборотов шпинделя или мощности этих устройств.
Зажимные устройства обрабатываемой детали можно изменять только в соответствии с рекомендациями их производителя.
Если части зажимного устройства заменяются или дополняются, и при этом требуется снижение максимально допустимого числа оборотов шпинделя, то эти части должны иметь четкую маркировку об уменьшенном максимально допустимом числе оборотов в минуту.
6.2.5 Остаточные риски
Должна быть предоставлена информация о том, что поставленные в соответствии с 5.2.1.2.1 и 5.2.2 вместе со станком защитные устройства могут обеспечить сокращение рисков выброса, но не полную защиту от всех опасностей.
Следует предостеречь, что обрабатываемые и вспомогательные материалы могут вызывать дополнительные опасности [см. 5.3.1 (примечание 1 и примечание 2)]. Например, алюминий или магний может вызывать возгорание и взрыв, выделять при обработке вредную для вдыхания пыль, а горячий инструмент или горячие стружки могут вызывать ожоги, риск которых можно уменьшить, пользуясь специальными защитными перчатками.
Должны быть предоставлены инструкции по необходимому контролю после замены деталей и узлов, демонтажа частей оборудования, смены программного обеспечения, если указанные процессы влияют на безопасность работы.
Нужно давать информацию о том, что обработка деталей с дисбалансом может вызывать опасность выброса и что средством минимизации этой опасности может являться противовес или уменьшение числа оборотов при механической обработке.
Если в токарных станках с горизонтальным шпинделем, которые оборудованы устройством подачи прутка, имеется вероятность выхода прутка из огражденной зоны и суппортов, то механизм подачи прутка должен быть промаркирован знаком, предупреждающим об опасности [ЕН 292-2 (пункт 5.4)].
Необходимо предоставлять информацию об основных факторах, которые должен учитывать потребитель для снижения уровня шума, например:
- выбор инструмента;
- зажимы детали и инструмента;
- обслуживание.
6.2.6 Повторный пуск
Должна быть предоставлена информация о способах действия при повторном пуске.
6.2.7 Декларация о шуме
Декларация касается распространяющегося в воздухе звукового излучения в соответствии с ЕН 292-2 + ЕН 292-2/А1 [пункт А.1.7.4, перечисление f)]. Декларация и проверка значений уровня шума должны соответствовать методам, приведенным в приложении А. К декларации должна быть приложена информация о примененном методе измерения и условиях во время проведения измерений, а также о значениях погрешности ![]() :
:
- 4 дБ при применении ЕН ИСО 3746 или ЕН ИСО 11202;
- 2 дБ при применении ЕН ИСО 3744.
Например, для корректированного уровня звуковой мощности ![]() 83 дБА (измеренное значение)
83 дБА (измеренное значение) ![]() 4 дБ для измерений, которые проводились в соответствии с ЕН ИСО 3746.
4 дБ для измерений, которые проводились в соответствии с ЕН ИСО 3746.
Проверка точности заявленных значений уровня шума должна проводиться при применении того же самого метода измерения и тех же условий эксплуатации, которые приведены в декларации.
Декларация о шуме должна сопровождаться следующим заявлением:
"Приведенные цифры являются уровнями излучения, но необязательно должны считаться безопасными рабочими уровнями. Несмотря на то, что существует корреляция между уровнями излучения и воздействия шума, они не могут быть надежно использованы для определения того, требуются или нет дальнейшие меры предосторожности. Факторы, оказывающие влияние на действительный уровень воздействия шума на работников, включают в себя характеристики рабочего помещения, другие источники шума и т.д., а именно, количество станков и других сопутствующих процессов. Допустимый уровень воздействия шума может быть различным в зависимости от страны. Тем не менее, указанная информация даст пользователю возможность наилучшим образом оценить риски и опасности".
6.2.8 Дополнительные манипуляторы (см. рисунок 3)
Если в станок можно встраивать дополнительные манипуляторы, то следует предоставлять информацию, которая должна разъяснить потребителю возможность их установки и использования.
Метод проверки
Изучение руководства по эксплуатации.
6.2.9 Функции станка, управляемые с пульта ЧПУ
Руководство по эксплуатации должно описывать доступные с пульта ЧПУ выбор и применение функций станка, например корректировку инструмента, смену режима работы и т.п.
6.2.10 Инструкция по установке
В инструкции по установке должно быть указано, что
- опасности от движения платформы должны предотвращаться ограждением по периметру;
- должны быть обеспечены средства доступа ко всем рабочим местам станка, включая места, предназначенные для техобслуживания и чистки. Рабочие места на платформе и средства доступа должны быть снабжены перилами и/или упорами для ног и/или иметь нескользкую поверхность, например, из рифленого металла.
Приложение А
(обязательное)
Измерение шумового излучения
Рабочие условия для измерения шума должны быть следующими:
- вращение шпинделя на холостом ходу со скоростью, равной 80% максимальной;
- перемещение обрабатываемой детали;
- смена инструмента и перемещение по осям координат;
- работа конвейера для удаления стружки (если имеется).
Крепление станка и режим работы должны соответствовать инструкциям производителя и быть идентичны для определения уровня звукового давления, излучаемого на рабочем месте, и уровня звуковой мощности.
Уровень звукового давления на рабочем месте следует измерять в соответствии с ЕН ИСО 11202 при соблюдении следующих условий:
- показатель акустических условий окружающей среды ![]() или локальный показатель акустических условий окружающей среды
или локальный показатель акустических условий окружающей среды ![]() должны быть не более 4 дБ;
должны быть не более 4 дБ;
- разница между фоновым уровнем звукового давления и уровнем звукового давления на рабочем месте должна быть не менее 6 дБ;
- локальный показатель акустических условий окружающей среды ![]() следует рассчитывать в соответствии с ЕН ИСО 11204 (пункт А.2, приложение А) со ссылкой на ЕН ИСО 3746 вместо метода, приведенного в приложении А ЕН ИСО 11202, или в соответствии с ЕН ИСО 3744, где один из этих стандартов использовался в качестве метода измерения.
следует рассчитывать в соответствии с ЕН ИСО 11204 (пункт А.2, приложение А) со ссылкой на ЕН ИСО 3746 вместо метода, приведенного в приложении А ЕН ИСО 11202, или в соответствии с ЕН ИСО 3744, где один из этих стандартов использовался в качестве метода измерения.
Уровни звуковой мощности следует определять в соответствии с методом измерения по огибающей поверхности, указанным в ЕН ИСО 3746 при соблюдении следующих условий:
- показатель акустических условий окружающей среды ![]() должен быть не более 4 дБ;
должен быть не более 4 дБ;
- разница между фоновым уровнем звукового давления и уровнем звукового давления, издаваемого станком в каждой точке измерения, должна быть не менее 6 дБ;
- формула корректировки для этой разницы [ЕН ИСО 3746 (пункт 8.2)] должна применяться до разницы, равной 10 дБ;
- измерение уровня звукового давления станка следует проводить на расстоянии 1 м от источника звука;
- там, где расстояние от станка до дополнительного устройства меньше 2 м, дополнительное устройство должно быть включено в спецификацию;
- время измерения, требуемое согласно ЕН ИСО 3746 (пункт 7.5.3), а именно, 30 с должно быть исключено;
- точность испытания должна быть не хуже 3-й степени точности;
- число позиций микрофона должно совпадать с числом, указанным в ЕН ИСО 3746.
Альтернативно, там, где оборудование и методы измерения применяются в зависимости от типа станка, уровни звуковой мощности можно также измерять с высокой степенью точности методом по ЕН ИСО 3744 без вышеуказанных изменений.
Уровень звуковой мощности методом интенсивности звука определяют по ЕН ИСО 9614-1 (применение необходимо согласовать между поставщиком и потребителем).
Приложение В
(обязательное)
Сведения о соответствии ссылочных региональных стандартов
межгосударственным стандартам
Таблица В.1
|
Обозначение ссылочного регионального стандарта |
Обозначение и наименование |
|
ЕН 292-1:1991 |
ГОСТ ИСО/ТО 12100-1-2001 Безопасность оборудования. Основные понятия, общие принципы конструирования. Часть 1. Основные термины, методика |
|
EH 292-2:1991 + А1:1995 |
|
|
EH 294:1992 |
ГОСТ ЕН 294-2002 Безопасность машин. Безопасные расстояния для предохранения верхних конечностей от попадания в опасную зону |
|
EH 349:1993 |
ГОСТ ЕН 349-2002 Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела |
|
EH 418:1992 |
ГОСТ ЕН 418-2002 Безопасность машин. Установки аварийного отключения. Функции. Принципы проектирования |
|
EH 547-1:1996 |
* |
|
EH 547-2:1996 |
* |
|
EH 574:1996 |
ГОСТ ИСО 13851-2005 |
|
_________________ | |
|
EH 614-1:1995 |
* |
|
EH 614-2 |
* |
|
EH 894-1:1997 |
* |
|
EH 894-2:1997 |
ГОСТ ЕН 894-2002 Безопасность машин. Эргономические требования по конструированию средств отображения информации и органов управления. Часть 2: Средства отображения информации. |
|
EH 894-3:2000 |
* |
|
EH 953:1997 |
ГОСТ ЕН 953-2002 Безопасность машин. Съемные защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых съемных защитных устройств |
|
EH 954-1:1996 |
* |
|
EH 982:1996 |
|
|
EH 983:1996 |
|
|
EH 1005-1 |
* |
|
EH 1005-2 |
ГОСТ EH 1005-2-2005 Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами |
|
EH 1005-3 |
* |
|
EH 1005-4 |
* |
|
EH 1037:1995 |
ГОСТ EH 1037-2002 Безопасность машин. Предотвращение неожиданного пуска |
|
EH 1050:1996 |
ГОСТ EH 1050-2002 Безопасность машин. Принципы оценки и определения рисков |
|
EH 1070:1998 |
ГОСТ EH 1070-2003 Безопасность оборудования. Термины и определения |
|
EH 1088:1995 |
ГОСТ EH 1088-2002 Безопасность машин. Блокировочные устройства, связанные с защитными устройствами. Принципы конструирования и выбора |
|
EH 1550:1997 |
ГОСТ EH 1550-2002 Безопасность металлообрабатывающих станков. Требования безопасности для разработки и конструирования зажимных патронов заготовок |
|
EH 1837:1999 |
ГОСТ EH 1837-2002 Безопасность машин. Встроенное освещение машин |
|
EH ИСО 14122-1:1996 |
* |
|
EH ИСО 14122-2 |
* |
|
EH ИСО 14122-3:1996 |
* |
|
EH ИСО 14122-4 |
* |
|
EH 12840:2000 |
Безопасность металлообрабатывающих станков. Станки токарные с ручным управлением, оснащенные или не оснащенные системой автоматического управления |
|
EH 26385:1990 |
* |
|
EH 60204-1:1992 |
ГОСТ МЭК 60204-1-2002 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования |
|
EH 60529:1991 |
ГОСТ 14254-96 (МЭК 529-89) Степени защиты, обеспечиваемые оболочками (Код IP) |
|
EH 60825:1994 + |
* |
|
EH ИСО 3744:1995 |
ГОСТ 31275-2002 (ИСО 3744-94) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью |
|
EH ИСО 3746:1995 |
ГОСТ 31277-2002 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью |
|
EH ИСО 9614-1:1995 |
|
|
EH ИСО 11202:1995 |
|
|
EH ИСО 11204:1995 |
|
|
EH ИСО 11688-1:1998 |
* |
|
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта или гармонизированный с ним национальный (государственный) стандарт страны, на территории которой применяется настоящий стандарт. Информация о наличии перевода данного международного стандарта в национальном фонде стандартов или в ином месте, а также информация о действии на территории страны соответствующего национального (государственного) стандарта может быть приведена в национальных информационных данных, дополняющих настоящий стандарт. | |
Библиография
|
1 Общие данные |
|
|
[1] EH 414:1992 |
Безопасность машин. Правила проектирования и презентации стандартов по безопасности |
|
[2] EH 547-3 |
Безопасность машин. Антропометрические размеры. Часть 3: Антропометрические данные |
|
[3] EH 999:1998 |
Безопасность машин. Расположение защитных устройств с учетом скоростей приближения частей тела человека |
|
[4] EH ИСО 4871:1996 |
Акустика. Объявление и проверка значений уровня шума на станках и приборах (ИСО 4871:1996) |
|
[5] ИСО 230-5:2000 |
Условия приемки станков. Часть 5. Шум |
|
[6] ИСО 447:1984 |
Станки металлорежущие. Направление движения органов управления (текст английский) |
|
[7] ИСО 1219-1:1991 |
Струйная техника. Графические символы и схемы. Часть 1. Графические символы |
|
[8] ИСО 1219-2 |
Струйная техника. Графические символы и схемы. Часть 2. Схемы |
|
[9] ИСО 2972:1979 |
Станки с числовым программным управлением. Символы |
|
[10] ИСО 3002-1:1982 |
Основные параметры обработки резанием и прямого обучения. Часть 1. Геометрия активной части режущего инструмента. Общие термины, инструментальные системы координат и кинематических углов, стружколомы |
|
[11] ИСО 7000:1989 |
Графические символы для применения на оборудовании. Указатель и обзор (текст английский, французский) |
|
[12] ИСО 8525 |
Распространяющийся в воздухе шум от станков. Режимы работы металлорежущих станков |
|
[13] МЭК 61508:1998 |
Функциональная безопасность. Относящиеся к безопасности системы |
|
[14] МЭК 61511 |
Программное обеспечение для компьютеров, применяемых в промышленных относящихся к безопасности системах |
|
2 Ссылка на стандарты для процессов, отличных от токарной обработки | |
|
[15] EH 692:1996 |
Безопасность станков. Прессы с механическим приводом |
|
[16] EH 693 |
Безопасность станков. Прессы с гидравлическим приводом |
|
[17] EH 12417 |
Безопасность станков. Обрабатывающие центры |
|
[18] EH 12626:1997 |
Безопасность станков. Станки для лазерной обработки. Требования по безопасности (ИСО 11553:1996, МОД) |
|
[19] EH 12717 |
Безопасность станков. Сверлильные станки |
|
[20] EH 13128 |
Безопасность станков. Фрезерные станки (включая расточные) |
|
[21] EH 13218 |
Безопасность станков. Стационарные шлифовальные станки |
|
[22] EH 13736 |
Безопасность станков. Пневматические прессы |
Личный кабинет:
доступно после авторизации «Я не смогла вовремя остановиться»: Новый день для Дарьи из...
«Я не смогла вовремя остановиться»: Новый день для Дарьи из...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке