
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
1
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 11108-70
Группа Г41
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОРОНКИ ТВЕРДОСПЛАВНЫЕ ДЛЯ КОЛОНКОВОГО БУРЕНИЯ
ПОРОД СРЕДНЕЙ ТВЕРДОСТИ
Hard-metals bits for core exploratory drilling in medium hard
Дата введения 1971-07-01
РАЗРАБОТАН Специальным конструкторским бюро Министерства геологии СССР (СКБ МГ СССР)
Начальник СКБ Комисаров И.Г.
Руководители темы - Вейцель Л.Я., Трифонов С.В.
Исполнители - Болотинский М.Л., Степанов Ю.М.
ВНЕСЕН Министерством геологии СССР
Зам. министра Евсеенко М.А.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом промышленности тяжелого, химического и легкого машиностроения Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Зам. начальника Лесников М.В.
Ст. инженер Куликов П.В.
Отделом стандартизации, унификации и агрегатирования станочных приспособлений, режущего и мерительного инструмента Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
Начальник отдела Леонов С.И.
Ст. научный сотрудник канд. техн. наук Футорян С.Б.
Ст. инженер Израйлович Д.С.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 27 марта 1970 г. (протокол N 44)
Председатель Научно-технической комиссии Дубовиков Б.А.
Члены комиссии - Шахурин В.Н., Григорьев В.К., Плис Г.С., Ушаков М.А.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 17 апреля 1970 г. N 531
ВЗАМЕН ГОСТ 11108-64
ВНЕСЕНО Изменение N 1, принятое и введенное в действие Постановлением Государственного комитета стандартов Совета Министров СССР от 30.11.73 N 2622 с 01.01.74
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 1, 1974 год
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Твердосплавные коронки должны изготовляться типов:
СМ3 - для бурения преимущественно малоабразивных монолитных горных пород IV-VI категорий по буримости (типа аргиллитов, алевролитов, глинистых и филлитовых сланцев, доломитов, гипсов, известняков и т.п.);
СМ4 - для бурения преимущественно малоабразивных монолитных и перемежающихся горных пород V-VI и частично VII категорий по буримости (типа алевролитов, аргиллитов, глинистых и песчаных сланцев, известняков, слабых песчаников, базальтов, дунитов и т.п.);
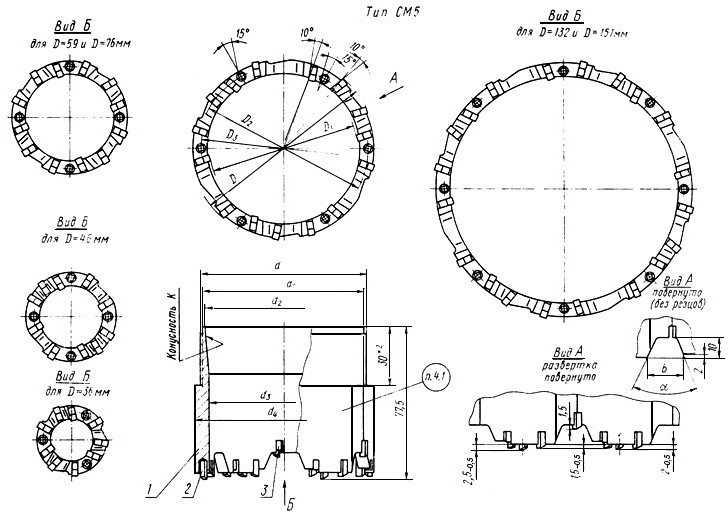
СМ5 - для бурения преимущественно малоабразивных монолитных и слаботрещиноватых горных пород V-VI категорий по буримости (типа доломитов, известняков, глинистых и песчаных сланцев, серпентинитов и т.п.);
СМ6 - для бурения преимущественно малоабразивных монолитных и трещиноватых горных пород VI-VII категорий по буримости (типа доломитов, известняков, серпентинитов, перидотитов и т.п.);
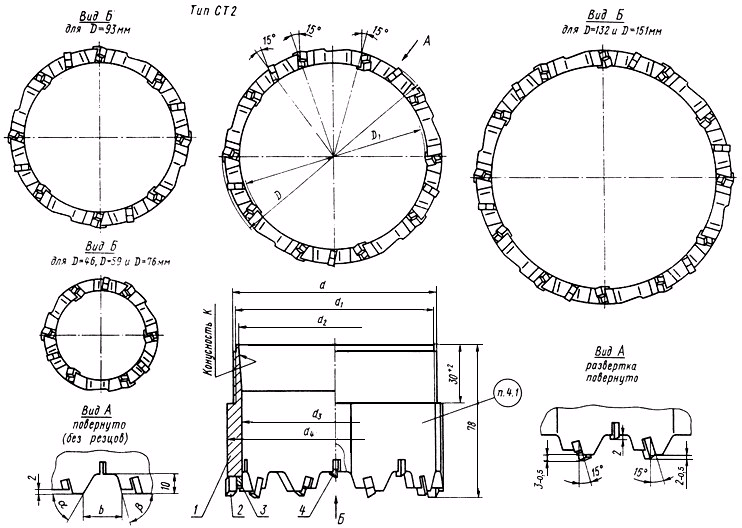
СТ2 - для бурения преимущественно малоабразивных трещиноватых и перемежающихся горных пород IV-VI категорий по буримости (типа известняков, доломитов частично окремненных, сланцев с твердыми включениями и т.п.);
СА1 - для бурения преимущественно абразивных плотных тонко- и мелкозернистых монолитных горных пород VI-VIII категорий по буримости (типа песчаников, песчаных сланцев, грубых алевролитов, порфиритов, габбро и т.п.);
СА2 - для бурения преимущественно абразивных монолитных и перемежающихся горных пород VI-VIII и частично IX категорий по буримости (типа песчаников, алевролитов, диоритов, габбро, порфиритов, окварцованных известняков и т.п.);
СА3 - для бурения преимущественно абразивных монолитных и перемежающихся горных пород VI-VIII и частично IX категорий по буримости (типа песчаников, алевролитов, диоритов, габбро, порфиритов, окварцованных известняков и т.п.);
СА4 - для бурения преимущественно абразивных, монолитных и слаботрещиноватых горных пород VI-VIII и частично IX категорий по буримости (типа габбро, пироксенитов, порфиритов, диоритов, дацитов, диопсидомагнетитовых и гранатовых скарнов и т.п.).
Примечание. Категории по буримости даны по единым нормам выработки (ЕНВ-1964 г.).
1.2. Замена нестандартных обозначений коронок на стандартные дана в приложении (справочном).
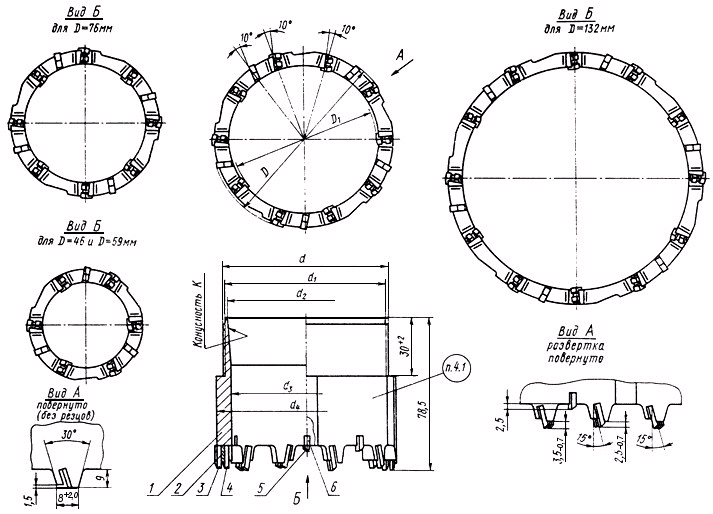
1.3. Основные размеры коронок должны соответствовать указанным на черт.1-9 и в табл.1-9.
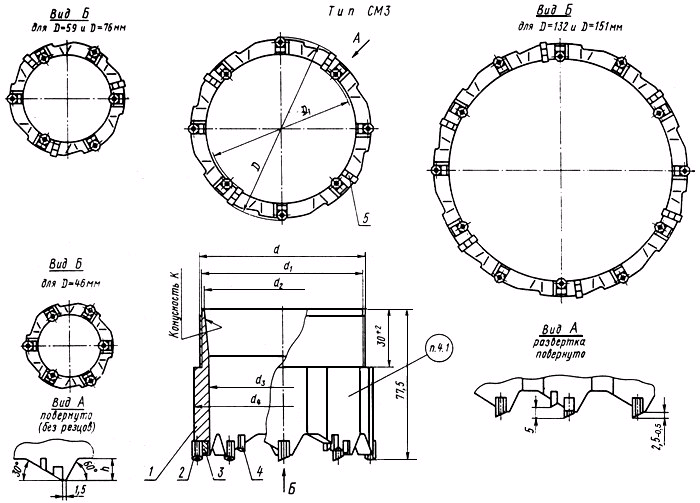
1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - вкладыш; 4 - пластинка твердосплавная Г5108 по ГОСТ 880-67*; 5 - вкладыш.
________________
* На территории Российской Федерации действует ГОСТ 880-75. Здесь и далее по тексту. - Примечание изготовителя базы данных.
Черт.1*
________________
* Черт.1. Измененная редакция, Изм. N 1.
Таблица 1
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конус- |
|
Пластинки |
Вкладыши |
Масса в кг, не более | |||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Дет. 2 |
Дет. 4 |
Дет. 3 |
Дет. 5 |
|||||||
|
Количество |
|||||||||||||||||
|
СМ3-46 |
46 |
+0,4 |
31 |
+0,2 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
1:8 |
9 |
6 |
- |
6 |
- |
0,380 |
|
СМ3-59 |
59 |
44 |
52 |
50 |
48 |
45,5 |
57,5 |
10 |
3 |
3 |
0,490 | ||||||
|
СМ3-76 |
76 |
+0,5 |
59 |
+0,2 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
11 |
0,610 | |||||
|
СМ3-93 |
93 |
75 |
84 |
82 |
80 |
77 |
91 |
12 |
8 |
6 |
8 |
4 |
0,760 | ||||
|
СМ3-112 |
112 |
+0,6 -0,3 |
94 |
+0,3 -0,8 |
103 |
101 |
99 |
96 |
110 |
14 |
0,890 | ||||||
|
СМ3-132 |
132 |
+0,6 |
114 |
+0,4 -0,8 |
122 |
120 |
118 |
116 |
130 |
1:16 |
11 |
12 |
9 |
12 |
6 |
0,960 | |
|
СМ3-151 |
151 |
133 |
141 |
139 |
137 |
135 |
149 |
12 |
1,35 | ||||||||
________________
* На территории Российской Федерации действует ГОСТ 6238-77, здесь и далее по тексту;
** На территории Российской Федерации действует ГОСТ 8593-81, здесь и далее по тексту. - Примечание изготовителя базы данных.
(Измененная редакция, Изм. N 1).
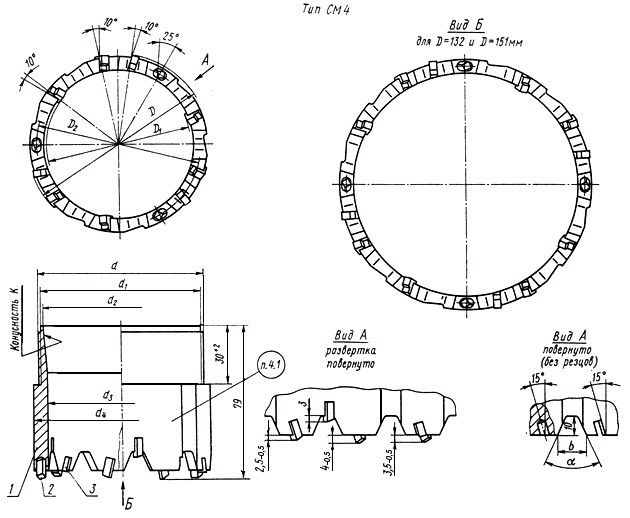
1 - корпус коронки; 2 - пластинка твердосплавная Г5107 по ГОСТ 880-67; 3 - вкладыш.
Черт.2*
________________
* Черт.2. Измененная редакция, Изм. N 1.
Таблица 2
Размеры в мм
|
Обозна- |
|
|
|
Резь- |
|
|
|
|
Конус- |
|
|
Плас- |
Вкла- |
Масса не более | ||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Количество
|
|||||||||||
|
СМ4-76 |
76 |
+0,5 |
58 |
+0,2 |
67,5 |
68 |
66 |
64 |
61 |
74 |
1:8 |
12 |
20° |
12 |
9 |
0,560 |
|
СМ4-93 |
93 |
74 |
83,5 |
84 |
82 |
80 |
77 |
90 |
15 |
50° |
|
|
0,680 | |||
|
СМ4-112 |
112 |
+0,6 -0,3 |
93 |
+0,3 |
102,5 |
103 |
101 |
99 |
96 |
109 |
25 |
|
|
|
0,820 | |
|
СМ4-132 |
132 |
+0,6 |
113 |
+0,4 |
122,5 |
122 |
120 |
118 |
116 |
129 |
1:16 |
20 |
|
16 |
12 |
0,970 |
|
СМ4-151 |
151 |
132 |
141,5 |
141 |
139 |
137 |
135 |
148 |
|
25 |
|
|
|
1,20 | ||
(Измененная редакция, Изм. N 1).
1 - корпус коронки; 2 - пластинка твердосплавная Г5108 по ГОСТ 880-67; 3 - вкладыш.
Черт.3*
________________
* Черт.3. Измененная редакция, Изм. N 1.
Таблица 3
Размеры в мм
|
Обозна- |
|
|
|
|
Резьба |
|
|
|
|
Конус- |
|
|
Плас- |
Вкла- |
Масса в кг, не более | ||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Количество |
| |||||||||||
|
СМ5-36 |
36 |
+0,4 |
21 |
+0,2 |
28,5 |
- |
29 |
27 |
25 |
22,5 |
+0,4 |
34,5 |
1:8 |
10 |
10° |
12 |
9 |
0,250 | |
|
СМ5-46 |
46 |
|
31 |
|
39,5 |
37,5 |
39 |
37 |
35 |
32,5 |
|
44,5 |
|
8 |
20° |
14 |
10 |
0,320 | |
|
СМ5-59 |
59 |
|
44 |
|
52,5 |
50,5 |
52 |
50 |
48 |
45,5 |
|
57,5 |
|
18 |
30° |
16 |
12 |
0,420 | |
|
СМ5-76 |
76 |
+0,5 |
59 |
+0,2 |
69 |
66 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
|
28 |
45° |
|
|
0,580 | |
|
СМ5-93 |
93 |
|
75 |
|
86 |
82 |
84 |
82 |
80 |
77 |
|
91 |
|
20 |
|
21 |
15 |
0,740 | |
|
СМ5-112 |
112 |
+0,6 |
94 |
+0,3 |
105 |
101 |
103 |
101 |
99 |
96 |
|
110 |
|
26 |
|
|
|
0,940 | |
|
СМ5-132 |
132 |
+0,6 |
114 |
+0,4 |
125 |
121 |
122 |
120 |
118 |
116 |
|
130 |
1:16 |
22 |
|
28 |
20 |
1,00 | |
|
СМ5-151 |
151 |
|
133 |
|
144 |
140 |
141 |
139 |
137 |
135 |
|
149 |
|
24 |
|
|
|
1,25 | |
(Измененная редакция, Изм. N 1).
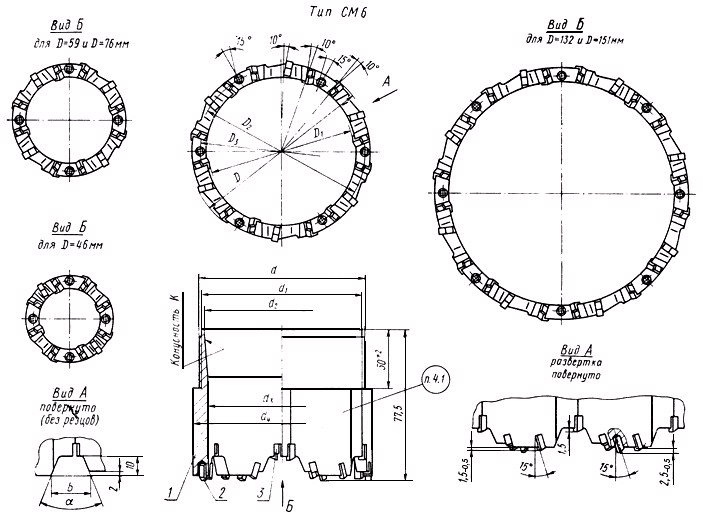
1 - корпус коронки; 2 - пластинка твердосплавная Г5108 по ГОСТ 880-67; 3 - вкладыш.
Черт.4*
________________
* Черт.4. Измененная редакция, Изм. N 1.
Таблица 4
Размеры в мм
|
Обозна- |
|
|
|
|
Резьба |
|
|
|
|
Конус- |
|
|
Плас- |
Вкла- |
Масса в кг, не более | |||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Количество |
|||||||||||
|
СМ6-46 |
46 |
+0,4 |
31 |
+0,2 |
39,5 |
37,5 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
1:8 |
8 |
20° |
14 |
10 |
0,320 |
|
СМ6-59 |
59 |
|
44 |
|
52,5 |
50,5 |
52 |
50 |
48 |
45,5 |
|
57,5 |
|
18 |
30° |
16 |
12 |
0,420 |
|
СМ6-76 |
76 |
+0,5 |
59 |
+0,2 |
69 |
66 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
28 |
45° |
0,580 | |||
|
СМ6-93 |
93 |
75 |
86 |
82 |
84 |
82 |
80 |
77 |
91 |
20 |
24 |
18 |
0,740 | |||||
|
СМ6-112 |
112 |
+0,6 |
94 |
+0,3 |
105 |
101 |
103 |
101 |
99 |
96 |
110 |
26 |
0,940 | |||||
|
СМ6-132 |
132 |
+0,6 |
114 |
+0,4 |
125 |
121 |
122 |
120 |
118 |
116 |
130 |
1:16 |
22 |
32 |
24 |
1,00 | ||
|
СМ6-151 |
151 |
|
133 |
|
144 |
140 |
141 |
139 |
137 |
135 |
|
149 |
|
24 |
|
|
|
1,25 |
(Измененная редакция, Изм. N 1).
1 - корпус коронки; 2 - пластинка твердосплавная Г5107 по ГОСТ 880-67; 3 - вкладыш;
4 - пластинка твердосплавная Г5108 по ГОСТ 880-67.
Черт.5*
________________
* Черт.5. Измененная редакция, Изм. N 1.
Таблица 5
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конус- |
|
|
|
Пластинка твердо- |
Вкла- |
Масса | ||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Дет. 2 |
Дет. 4 |
||||||||||
|
Количество |
||||||||||||||||||
|
СТ2-46 |
46 |
+0,4 |
31 |
+0,2 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
1:8 |
8 |
80° |
80° |
6 |
3 |
9 |
0,295 |
|
СТ2-59 |
59 |
44 |
52 |
50 |
48 |
45,5 |
57,5 |
12 |
75° |
75° |
0,400 | |||||||
|
СТ2-76 |
76 |
+0,5 |
59 |
+0,2 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
20 |
60° |
0,520 | |||||
|
СТ2-93 |
93 |
75 |
84 |
82 |
80 |
77 |
91 |
8 |
4 |
12 |
0,730 | |||||||
|
СТ2-112 |
112 |
+0,6 |
94 |
+0,3 |
103 |
101 |
99 |
96 |
|
110 |
|
|
|
|
10 |
5 |
15 |
0,890 |
|
СТ2-132 |
132 |
+0,6 |
114 |
+0,4 |
122 |
120 |
118 |
116 |
130 |
1:16 |
12 |
6 |
18 |
1,00 | ||||
|
СT2-151 |
151 |
133 |
141 |
139 |
137 |
135 |
149 |
24 |
1,16 | |||||||||
(Измененная редакция, Изм. N 1).
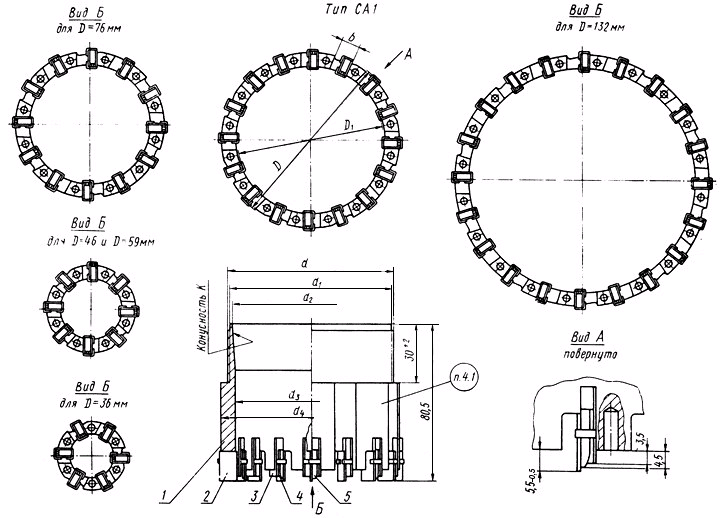
1 - корпус коронки; 2 - пластинка твердосплавная: для ![]() =36, 46 и 59 мм Г4104 по ГОСТ 880-67;
=36, 46 и 59 мм Г4104 по ГОСТ 880-67;
для ![]() =76 мм Г4105 по ГОСТ 880-67; для
=76 мм Г4105 по ГОСТ 880-67; для ![]() =93, 112 и 132 мм Г4106 по ГОСТ 880-67;
=93, 112 и 132 мм Г4106 по ГОСТ 880-67;
3 - пластина оберточная; 4 - пластина опорная; 5 - пластинка твердосплавная 2617
по ГОСТ 2209-69.
Черт.6*
________________
* Черт.6. Измененная редакция, Изм. N 1.
Таблица 6
Размеры в мм
|
Обозна- |
|
|
Резь- |
|
|
|
|
Конус- |
|
Пластинки твердосплавные |
Плас- |
Масса в кг, не более | |||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Дет. 2 |
Дет. 5 |
Дет. 3 |
Дет. 4 |
|||||||||
|
Количество |
|||||||||||||||||||
|
СА1-36 |
36 |
+0,4 |
21 |
+0,3 |
29 |
27 |
25 |
22,5 |
+0,4 |
34,5 |
1:8 |
7,5 |
6 |
- |
- |
6 |
6 |
6 |
0,225 |
|
СА1-46 |
46 |
31 |
39 |
37 |
35 |
32,5 |
44,5 |
8 |
8 |
8 |
8 |
8 |
0,300 | ||||||
|
СА1-59 |
59 |
44 |
52 |
50 |
48 |
45,5 |
57,5 |
12 |
0,400 | ||||||||||
|
СА1-76 |
76 |
+0,5 |
59 |
+0,4 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
10 |
- |
12 |
12 |
12 |
12 |
0,565 | ||
|
СА1-93 |
93 |
74 |
84 |
82 |
80 |
77 |
90 |
8,5 |
- |
16 |
16 |
16 |
16 |
0,750 | |||||
|
СА1-112 |
112 |
+0,6 |
93 |
+0,5 |
103 |
101 |
99 |
96 |
109 |
12 |
0,860 | ||||||||
|
СА1-132 |
132 |
+0,6 |
113 |
+0,6 |
122 |
120 |
118 |
116 |
129 |
1:16 |
11 |
20 |
20 |
20 |
20 |
1,00 | |||
(Измененная редакция, Изм. N 1).
Тип СА2
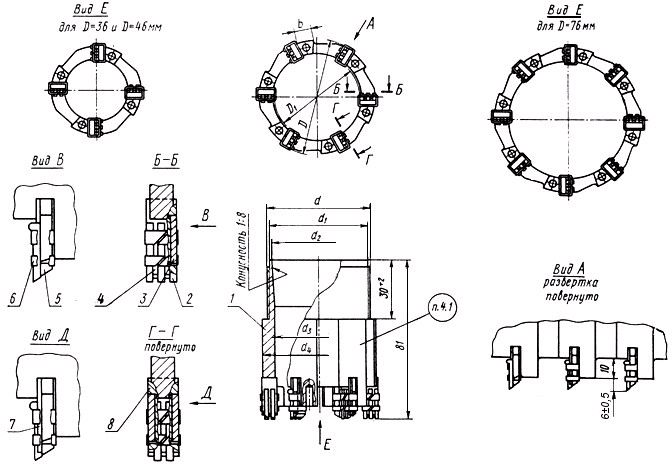
1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - пластинка твердосплавная Г5106 по ГОСТ 880-67; 4 - пластина установочная двухзубая; 5 - пластина
опорная с выемкой; 6 - пластина оберточная; 7 - пластина установочная трехзубая;
8 - пластина опорная.
Черт.7*
________________
* Черт.7. Измененная редакция, Изм. N 1.
Таблица 7
Размеры в мм
|
Обозна- |
|
|
Резь- |
|
|
|
|
|
Пластинки твердо- |
Пластины |
Масса в кг, не более | ||||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
Дет. 7 |
Дет. 8 |
||||||
|
Количество |
|||||||||||||||||||
|
СА2-36 |
36 |
+0,4 |
21 |
+0,3 |
29 |
27 |
25 |
22,5 |
+0,4 |
34,5 |
10 |
10 |
6 |
2 |
2 |
4 |
2 |
2 |
0,240 |
|
СА2-46 |
46 |
|
31 |
|
39 |
37 |
35 |
32,5 |
|
44,5 |
9 |
|
|
|
|
|
|
|
0,300 |
|
СА2-59 |
59 |
|
44 |
|
52 |
50 |
48 |
45,5 |
|
57,5 |
|
15 |
9 |
3 |
3 |
6 |
3 |
3 |
0,410 |
|
СА2-76 |
76 |
+0,5 |
59 |
+0,4 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
8,2 |
20 |
12 |
4 |
4 |
8 |
4 |
4 |
0,540 |
(Измененная редакция, Изм. N 1).
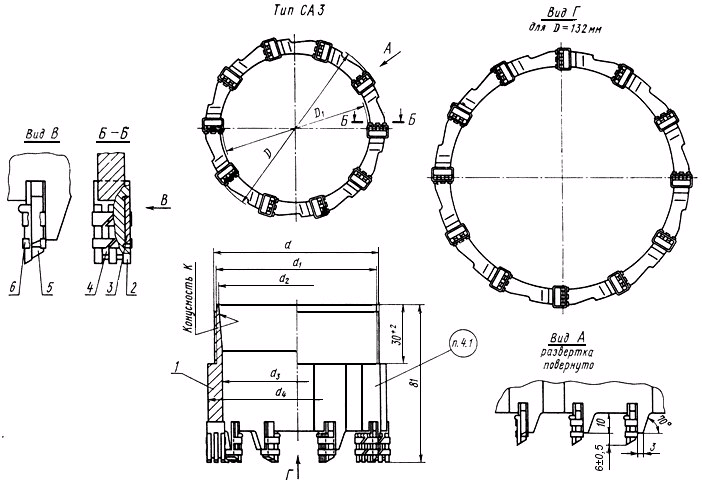
1 - корпус коронки; 2 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
3 - пластинка твердосплавная Г5106 по ГОСТ 880-67; 4 - пластина установочная;
5 - пластина опорная; 6 - пластина оберточная.
Черт.8*
________________
* Черт.8. Измененная редакция, Изм. N 1.
Таблица 8
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конусность |
Пластинки твердо- |
Пластины |
Масса | ||||||
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Дет. 2 |
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 6 |
||||||||
|
Количество |
|||||||||||||||||
|
СА3-93 |
93 |
+0,5 |
75 |
+0,4 |
84 |
82 |
80 |
77 |
91 |
1:8 |
30 |
10 |
10 |
10 |
10 |
0,740 | |
|
СА3-112 |
112 |
+0,6 |
94 |
+0,5 |
103 |
101 |
99 |
96 |
110 |
0,850 | |||||||
|
СА3-132 |
132 |
+0,6 |
114 |
+0,6 |
122 |
120 |
118 |
116 |
130 |
1:16 |
36 |
12 |
12 |
12 |
12 |
1,00 | |
(Измененная редакция, Изм. N 1).
Тип СА4
1 - корпус коронки; 2 - вкладыш; 3 - пластика твердосплавная Г5109 по ГОСТ 880-67;
4 - пластинка твердосплавная по документации, утвержденной в установленном порядке;
5 - пластинка твердосплавная Г5108 по ГОСТ 880-67; 6 - вкладыш.
Черт.9*
________________
* Черт.9. Измененная редакция, Изм. N 1.
Таблица 9
Размеры в мм
|
Обозна- |
|
|
Резьба |
|
|
|
|
Конусность |
Пластинки твердосплавные |
Вкладыши |
Масса в кг, не более | ||||||
|
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
Пред. откл. |
Но- |
|
Дет. 3 |
Дет. 4 |
Дет. 5 |
Дет. 2 |
Дет. 6 |
| ||||
|
Количество |
| ||||||||||||||||
|
СА4-46 |
46 |
+0,4 |
31 |
+0,2 |
39 |
37 |
35 |
32,5 |
+0,4 |
44,5 |
1:8 |
6 |
6 |
3 |
6 |
3 |
0,350 |
|
СА4-59 |
59 |
|
44 |
|
52 |
50 |
48 |
45,5 |
|
57,5 |
|
|
|
|
|
|
0,380 |
|
СА4-76 |
76 |
+0,5 |
59 |
+0,2 |
68 |
66 |
64 |
61 |
+0,5 |
74 |
|
8 |
8 |
4 |
8 |
4 |
0,560 |
|
СА4-93 |
93 |
|
75 |
|
84 |
82 |
80 |
77 |
|
91 |
|
10 |
10 |
5 |
10 |
5 |
0,720 |
|
СА4-112 |
112 |
+0,6 |
94 |
+0,3 |
103 |
101 |
99 |
96 |
|
110 |
|
|
|
|
|
|
0,850 |
|
СА4-132 |
132 |
+0,6 |
114 |
+0,4 |
122 |
120 |
118 |
116 |
|
130 |
1:16 |
12 |
12 |
6 |
12 |
6 |
0,970 |
(Измененная редакция, Изм. N 1).
Пример условного обозначения коронки типа СМ4 диаметром ![]() =76 мм:
=76 мм:
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Коронки должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам, утвержденным в установленном порядке.
2.2. Детали коронок должны быть изготовлены из материалов, указанных в табл.10.
Таблица 10
|
Наименование деталей |
Материал | |
|
|
Марка |
Номер стандарта |
|
Корпус |
Сталь 30, 35, 40 |
ГОСТ 1050-60 |
|
Ст.4 |
ГОСТ 380-71 | |
|
Вкладыши и пластины установочные |
Сталь 10, 20, 35 |
ГОСТ 1050-60 |
|
Ст.3 |
ГОСТ 380-71 | |
|
Пластины опорные |
Сталь 45 |
ГОСТ 1050-60 |
|
Пластины оберточные |
Сталь 10 |
ГОСТ 1050-60 |
|
Ст.1 |
ГОСТ 380-71 | |
|
Пластинки твердого сплава (резцы): |
||
|
а) для коронок типа СМ3 основные резцы подрезные резцы |
ВК8 |
ГОСТ 3882-67 |
|
б) для коронок типов СМ4, СМ5, СМ6, СТ2, СА1, СА2, СА3 и СА4 |
ВК6 |
|
2.3. Предельные отклонения размеров, не ограниченных допусками: охватывающих - по ![]() , охватываемых - по
, охватываемых - по ![]() , прочих - по
, прочих - по ![]() .
.
2.4. В качестве припоя должна применяться латунь марки Л63 или Л68 по ГОСТ 15527-70* или медный порошок марок ПМА, ПМ, ПМС и ПМС-2 по ГОСТ 4960-68*.
______________
* На территории Российской Федерации действует ГОСТ 15527-2004 и ГОСТ 4960-75 соответственно. - Примечание изготовителя базы данных.
2.2-2.4. (Измененная редакция, Изм. N 1).
2.5. (Исключен, Изм. N 1).
2.6. Припой должен заполнять зазоры между пазами корпуса, опорными пластинами, вкладышами и пластинками твердого сплава без разрыва. Допускается непропай не более 10% от площади соприкосновения каждой пластинки с пазами корпуса коронок и опорными пластинами.
2.7. Прочность паяного шва на сдвиг статической нагрузкой должна быть не менее 15 кгс/мм![]() .
.
2.8. Припаянные пластинки не должны иметь трещин, а также выкрашиваний, превышающих размеры, указанные в ГОСТ 4411-67*.
______________
* Действует ГОСТ 4411-79. - Примечание изготовителя базы данных.
2.9. (Исключен, Изм. N 1).
2.10. На поверхностях коронок допускаются наплывы припоя, если они не выступают за рабочие кромки пластинок твердого сплава по наружному и внутреннему диаметрам и не возвышаются над резцами.
2.11. После пайки в коронках типов - СА1, СА2 и СА3 должны быть сняты закраины оберточных пластин по наружному диаметру коронок.
2.12. В коронках СМ3, СМ4, CM5, CM6, СТ2 и СА4 допускается крепление пластинок твердого сплава без вкладышей при условии обеспечения прочности соединения, указанной в п.3.3.
2.10-2.12. (Измененная редакция, Изм. N 1).
2.13. Допускаются на наружной поверхности корпуса коронок черновины общей площадью не более 30% от наружной поверхности корпуса при условии, что размер по наружному диаметру корпуса не будет выходить за пределы допускаемых отклонений.
2.14. Непараллельность калибрующих поверхностей наружных, подрезных и внутренних резцов у коронок типов СМ3, СМ5, СА1, СА2 и СА3 и калибрующих поверхностей подрезных резцов у коронок типов СМ4, CM6, CT2 и СА4 относительно оси резьбы не должна превышать половины поля допуска диаметра соответствующих поверхностей.
2.15. Радиальное биение наружной и внутренней поверхностей коронок по резцам относительно оси резьбы не должно превышать:
0,5 мм для ![]() =36-59 мм;
=36-59 мм;
0,6 мм для ![]() =76-93 мм;
=76-93 мм;
0,8 мм для ![]() =112-151 мм.
=112-151 мм.
Примечание. Радиальное биение внутренней поверхности по резцам коронок СА1, СА2 и СА3 - 0,7 мм для ![]() =36-59 мм; 0,8 мм для
=36-59 мм; 0,8 мм для ![]() =76-93 мм; 1,0 мм для
=76-93 мм; 1,0 мм для ![]() =112-132 мм.
=112-132 мм.
(Измененная редакция, Изм. N 1).
2.16. Допускается изменять номинальные размеры выступов всех резцов по высоте над торцом корпуса коронки на одинаковую величину в коронках типов СМ3, СМ4, СА1, СА2, СА3 и СА4 в пределах минус 0,5 мм, а в коронках CM5, CM6 и СТ2 в пределах плюс 0,5 мм.
2.17. В коронках типов СМ4, СМ5, СМ6 и СТ2 допускается изменение формы промывочных окон при сохранении их глубины без уменьшения общей площади окон.
2.18. Предприятие-изготовитель должно гарантировать соответствие всех выпускаемых коронок требованиям настоящего стандарта.
2.19. В коронках типов СМ3, СМ4, CM5, CM6 и СТ2 допускается крепление твердосплавных пластинок в несквозные пазы.
(Введен дополнительно, Изм. N 1).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Коронки предъявляются к сдаче партиями. Партия должна состоять из коронок одного типоразмера.
3.2. Отсутствие трещин и других дефектов у твердосплавных пластинок, впаянных в коронку, и на местах пайки проверяется внешним осмотром всех коронок.
Для проверки качества пайки отбирают одну коронку из 1000 штук.
Армированная часть коронки срезается по окружности на высоту, равную глубине посадки подрезных резцов, а затем отрезанное кольцо разламывается в местах крепления резцов и определяется качество пайки резцов внутри гнезд.
В случае непропая более 10% площади контакта у двух или более резцов с поверхностью их гнезд проводится повторная проверка удвоенного количества коронок, взятых от той же партии. При неудовлетворительных результатах - вся партия коронок бракуется.
3.3. Прочность пайки по п.2.7 проверяется на специальных стендах у двух коронок от 1000 штук методом выдавливания всех твердосплавных пластинок из коронок типов CM3, CM4, СМ5, СМ6, СТ2 и СА4 (кроме пластинок, установленных в отверстиях и в несквозные пазы) и всех опорных пластин из коронок типов СА1, СА2 и СА3 при усилиях статического нагружения, указанных в табл.11.
Таблица 11
Размеры в мм
|
Тип коронок |
|
Усилие статического нагружения пластинок (резцов) и опорных пластин в кгс | |||
|
|
|
наружных |
внутренних |
подрезных |
опорных пластин |
|
СМ3 |
46-59 |
440 |
440 |
300 |
- |
|
|
76-151 |
400 |
440 |
300 |
- |
|
СМ4 |
76-151 |
600 |
570 |
600 |
- |
|
СМ5 |
36-59 |
480 |
420 |
480 |
- |
|
|
76-151 |
430 |
370 |
430 |
- |
|
СМ6 |
46, 59 |
530 |
530 |
480 |
- |
|
|
76-151 |
460 |
460 |
430 |
- |
|
СТ2 |
46, 59 |
860 |
800 |
450 |
- |
|
|
76-151 |
810 |
720 |
400 |
- |
|
СА1 |
36-59 |
- |
- |
- |
2000 |
|
|
76-132 |
- |
- |
- |
2050 |
|
СА2 |
36-59 |
- |
- |
- |
1600 |
|
|
76 |
- |
- |
- |
1750 |
|
СА3 |
93-132 |
- |
- |
- |
1850 |
|
СА4 |
46, 59 |
580 |
500 |
420 |
- |
|
|
76-132 |
470 |
430 |
370 |
- |
При выдавливании хотя бы одной пластинки (резца) проверке подвергается удвоенное количество коронок.
Если при повторной проверке хотя бы у одной пластинки прочность пайки окажется ниже допустимой - вся партия коронок бракуется.
(Измененная редакция, Изм. N 1).
3.4. Контроль параметров резьбы производится после ее нарезки.
(Введен дополнительно, Изм. N 1).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На наружной поверхности корпуса коронки в месте, указанном на чертеже, должны быть нанесены:
а) товарный знак предприятия-изготовителя;
б) обозначение типоразмера коронки.
4.2. Перед упаковкой каждая коронка должна быть подвергнута консервации по ГОСТ 13168-69. Срок действия консервации - 6 месяцев при средних условиях хранения.
4.3. Коронки должны быть упакованы в дощатые ящики по ГОСТ 15623-70, обеспечивающие сохранность и качество коронок при транспортировании и хранении.
4.2, 4.3. (Измененная редакция, Изм. N 1).
4.4. В каждый ящик должны упаковываться коронки одного типоразмера.
По согласованию с потребителем допускается в один ящик упаковывать коронки нескольких типоразмеров.
Упаковка должна быть такой, чтобы пластинки твердого сплава не контактировались при транспортировании.
4.5. Масса ящика брутто - не более 80 кг.
По согласованию с заказчиком масса одного упакованного места может быть увеличена до 500 кг.
4.6. Ящики должны быть выложены внутри влагонепроницаемым материалом.
В каждый ящик должен быть вложен упаковочный лист, в котором должны быть указаны:
а) условное обозначение коронок;
б) количество коронок;
в) дата упаковки;
г) штамп или фамилия упаковщика.
4.7. На внешней поверхности ящика или на бирке должны быть нанесены несмываемой краской условное обозначение коронок, их количество в ящике, а также сведения, необходимые при перевозке грузов по железной дороге или водным транспортом.
4.8. Каждая поставляемая партия коронок должна сопровождаться документом, удостоверяющим их соответствие требованиям настоящего стандарта.
Документ должен содержать:
а) товарный знак предприятия-изготовителя;
б) условное обозначение коронок;
в) количество коронок в партии;
г) дату выпуска;
д) результаты проверок и испытаний.
ПРИЛОЖЕНИЕ к ГОСТ 11108-70
Справочное
ЗАМЕНА НЕСТАНДАРТНЫХ ОБОЗНАЧЕНИЙ КОРОНОК НА СТАНДАРТНЫЕ
|
Обозначения по ГОСТ |
Обозначения, применявшиеся ранее |
|
СМ3 |
С |
|
СМ4 |
МР2НП-1 |
|
СМ5 |
1НМ |
|
СМ6 |
16НА |
|
СТ2 |
СТ6 |
|
СА1 |
СА1 |
|
СА2 |
БТ4 |
|
СА3 |
КН1 |
|
СА4 |
БТ-45а |
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке