
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
марта
13
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 17783-72
Группа Е77
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КРЮКИ ДЛЯ ИЗОЛЯТОРОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ
НАПРЯЖЕНИЕМ ДО 1000 В, ВОЗДУШНЫХ ЛИНИЙ СВЯЗИ
И РАДИОТРАНСЛЯЦИОННЫХ СЕТЕЙ
Тhe hooks for insulators of electrotransmission airial line voltage
up to 1000 V, communication airial line and radio network
Дата введения 1973-07-01
РАЗРАБОТАН Научно-исследовательским институтом метизной промышленности (НИИМЕТИЗ)
Директор Недовизий И.Н.
Зав. лабораторией стандартизации Барышева И.В.
Руководитель темы Панкова З.А.
ВНЕСЕН Министерством черной металлургии СССР
Зам. Министра Борисов А.Ф.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением станкоинструментальной промышленности и межотраслевых производств Государственного комитета стандартов Совета Министров СССР
Начальник Бергман В.П.
Ст. инженер Ким В.А.
Научно-исследовательским отделом стандартизации и унификации деталей машин Всесоюзного научно-исследовательского института по нормализации в машиностроении
Зав. отделом Шлейфер М.А.
Зав. сектором крепежных изделий Песков О.В.
Исполнитель Маняхина В.М.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 31 марта 1972 г. (протокол N 46)
Зам. председателя отраслевой научно-технической комиссии член Госстандарта СССР Шахурин В.Н.
Члены комиссии: Бергман В.П., Доляков В.Г., Златкович Л.А., Климов Г.Н., Федин Б.В.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 8 июня 1972 г. N 1152
ВЗАМЕН ГОСТ 3046-45; ГОСТ 4125-48
Настоящий стандарт распространяется на стальные крюки изоляторов, предназначенные для воздушных линий телеграфно-телефонной связи и для абонентских вводов радиотрансляционных сетей.
1. ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Крюки должны изготавливаться двух типов:
КН - для изоляторов низкого напряжения;
КР - для изоляторов радиотрансляционных сетей.
1.2. Конструкция и размеры крюков должны соответствовать указанным на черт.1, 2 и в табл.1.
Тип КР
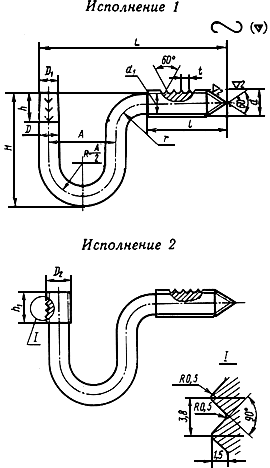
Тип КН
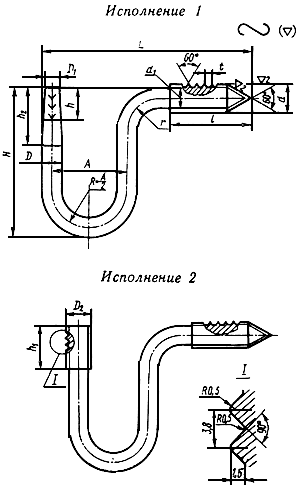
Черт.2
Таблица 1
Размеры в мм
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Обоз- |
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
|
Но- |
Пред. |
|
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
Но- |
Пред. |
|
|
|
|
Тео- | |
|
КР-8 |
8 |
8 |
- |
- |
9 |
- |
- |
|
3,5 |
6,4 |
0,080 | |||||||||||||
|
КР-10 |
10 |
+0,3 |
10 |
-0,3 |
11 |
12 |
58 |
±2 |
15 |
20 |
- |
95 |
40 |
±4 |
34 |
±2 |
15 |
17 |
4,5 |
9,0 |
0,125 | |||
|
КН-12 |
12 |
|
12 |
13 |
14 |
80 |
±3 |
22 |
22 |
130 |
|
53 |
50 |
18 |
25 |
10 |
0,210 | |||||||
|
КН-16 |
16 |
17 |
19 |
110 |
±5 |
25 |
25 |
+5 |
170 |
±5 |
70 |
60 |
±3 |
24 |
30 |
15 |
0,500 | |||||||
|
КН-18 |
18 |
-0,5 |
19 |
±1 |
21 |
±6 |
76 |
6,0 |
16 |
0,850 | ||||||||||||||
|
КН-20 |
20 |
16 |
21 |
23 |
150 |
±6 |
32 |
32 |
80 |
210 |
80 |
±5 |
30 |
38 |
17 |
1,050 | ||||||||
|
КН-22 |
22 |
+0,4 |
23 |
25 |
80 |
19 |
1,180 | |||||||||||||||||
|
КН-25 |
25 |
|
26 |
28 |
40 |
22 |
1,770 | |||||||||||||||||













Пример условного обозначения крюка для изолятора радиотрасляционной сети исполнения 1, диаметром  =10 мм:
=10 мм:
Крюк КР-10 ГОСТ 17783-72
То же, исполнение 2:
Крюк 2КР-10 ГОСТ 17783-72
То же, для изолятора низкого напряжения исполнения 1, диаметром =16 мм:
Крюк КН-16 ГОСТ 17783-72
То же, исполнение 2:
Крюк 2КН-16 ГОСТ 17783-72
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Крюки должны изготавляться из горячекатаной круглой стали по ГОСТ 2590-71 марок Ст0, Ст3, Ст4 по ГОСТ 380-71.
Применение кипящих марок стали не допускается, если это оговорено в заказе потребителя.
2.2. Поверхность крюков должна быть без раковин и трещин.
2.3. Неплоскостность оси крюков не должна превышать 3 мм для крюков КР-8, КР-10, КН-12 и 5 мм для крюков КН-16, КН-18, КН-20, КН-25, КН-32.
2.4. Не допускается притупление или лунка на конце конуса резьбовой части величиной более 1,5 мм для крюков КР-8, КР-10, КН-12 и 4 мм для крюков КН-16, КН-18, КН-20, КН-22, КН-25.
2.5. В верхней части штыревого конца должно быть девять выступающих ершей или насечек с высотой выступов от 0,7 до 1,2 мм. Ерши или насечки должны быть расположены по окружности штыревого конца равномерно в три ряда, под углом 120° и обращены остриями книзу.
Допускается изготовлять верхнюю часть штыревого конца крюка с накатанной резьбой вместо ершей или насечек (исполнение 2).
2.6. Не допускается смятие ершей на штыревой части крюка, превышающее 0,25  .
.
2.7. Не допускается смятие более четырех ниток резьбы при загибке штыревого конца.
2.8. Крюки должны быть покрыты битумным лаком по ГОСТ 5631-70 или другим антикоррозионным покрытием.
3. ПРАВИЛА ПРИЕМКИ
3.1. Проверка размеров и формы крюков производится универсальным измерительным инструментом и шаблонами.
3.2. Правила приемки - по ГОСТ 1471-72.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытание крюков на прочность проводится следующим образом:
а) ввинчиваемый в опору конец зажимается в металлические плашки на расстоянии  от поверхности вертикальной части крюка;
от поверхности вертикальной части крюка;
б) торец штыревого конца плавно нагружается по оси вертикальной нагрузкой до предела, указанного в табл.2;
в) перпендикулярно к плоскости крюка в точке, отстающей от верхней торцевой части штыревого конца на расстоянии, равном  для крюков исполнения 1 и
для крюков исполнения 1 и  для крюков исполнения 2, плавно прикладывается горизонтальная нагрузка, указанная в табл.2.
для крюков исполнения 2, плавно прикладывается горизонтальная нагрузка, указанная в табл.2.
Таблица 2
|
Обозначение типоразмера крюка |
Нагрузка, кгс | |
|
вертикальная |
горизонтальная | |
|
КР-8 |
40 |
40 |
|
КР-10 |
55 |
50 |
|
КН-12 |
65 |
60 |
|
КН-16 |
165 |
160 |
|
КН-18 |
220 |
180 |
|
КН-20 |
270 |
220 |
|
КН-22 |
320 |
300 |
|
КН-25 |
480 |
440 |
Под указанными нагрузками крюки должны оставаться не менее 1 мин. После снятия нагрузки на крюки не должно обнаруживаться остаточных деформаций.
5. МАРКИРОВКА, УПАКОВКА И ТРАНСПОРТИРОВАНИЕ
5.1. Крюки должны быть упакованы в тару. Масса ящика брутто не должна превышать 80 кг.
Транспортирование крюков производится любым видом транспорта.
Примечание. Допускается поставка крюков без упаковки.
5.2. На тару должны быть нанесены следующие данные:
а) товарный знак предприятия-изготовителя;
б) условное обозначение крюков;
в) марка стали;
г) масса нетто.
5.3. Каждая партия крюков должна сопровождаться документом, удостоверяющим соответствие крюков требованиям настоящего стандарта и содержащим:
а) товарный знак предприятия-изготовителя;
б) условное обозначение крюков;
в) марку стали;
г) массу нетто.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1972
Личный кабинет:
доступно после авторизации На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...
На заседании краевой трехсторонней комиссии в Краснодаре обсудили зарплаты...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке