
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
12
:
25
апреля
6
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 1770-74
(ИСО 1042-83,
ИСО 4788-80)
Группа П66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Посуда мерная лабораторная стеклянная
ЦИЛИНДРЫ, МЕНЗУРКИ, КОЛБЫ, ПРОБИРКИ
Общие технические условия
Laboratory volumetric glassware.
Cylinders, beakers, measuring flasks, test tubes.
General specifications
Дата введения 1976-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством приборостроения, средств автоматизации и систем управления СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 18.11.74 N 2547
Изменение N 10 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 11 от 25.04.97)
За принятие изменения проголосовали:
|
Наименование государства |
Наименование национального органа по стандартизации |
|
Азербайджанская Республика |
Азгосстандарт |
|
Республика Армения |
Армгосстандарт |
|
Республика Беларусь |
Госстандарт Республики Беларусь |
|
Кыргызская Республика |
Кыргызстандарт |
|
Республика Молдова |
Молдовастандарт |
|
Российская Федерация |
Госстандарт России |
|
Республика Таджикистан |
Таджикгосстандарт |
|
Туркменистан |
Главгосинспекция "Туркменстандартлары" |
|
Республика Узбекистан |
Узгосстандарт |
|
Украина |
Госстандарт Украины |
3. В стандарт введены требования ИСО 1042-83 и ИСО 4788-80. Стандарт содержит все требования СТ СЭВ 1247-78, СТ СЭВ 4021-83, СТ СЭВ 4977-85.
4. Стандарт унифицирован со стандартом НРБ ВДС 8409-70
5. ВЗАМЕН ГОСТ 1770-64, ГОСТ 4.318-85 в части мерной посуды
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, приложения |
|
3.1 | |
|
4.4 | |
|
ГОСТ 8.383-80 |
3.1 |
|
Приложение 3 | |
|
5.2 | |
|
5.2 | |
|
5.2 | |
|
ГОСТ 7329-91 |
4.3; Приложение 3 |
|
5.2 | |
|
1.3; 2.5 | |
|
5.2 | |
|
5.2; 5.5 | |
|
1.1; 1.3; 1.3а; 1.4, 1.5; 4.5 | |
|
5.5 | |
|
5.2; 5.5 | |
|
5.6 | |
|
5.7 | |
|
5.2 | |
|
5.2 | |
|
2.6 | |
|
5.2 | |
|
5.2 | |
|
ГОСТ 18242-72 |
3.2 |
|
2.1; 3.3 | |
|
2.1; 3.3 | |
|
5.2; 5.6 | |
|
4.1 |
7. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 11-12-94)
8. ИЗДАНИЕ с Изменениями N 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 утвержденными в августе 1977 г., июле 1979 г., ноябре 1980 г., декабре 1982 г., апреле 1984 г., июле 1985 г., апреле 1986 г., марте 1989 г., декабре 1989 г., феврале 1998 г. (ИУС 10-77, 9-79, 1-81, 3-83, 7-84, 10-85, 7-86, 6-89, 4-90, 5-98)
Настоящий стандарт распространяется на мерную лабораторную стеклянную посуду: цилиндры, мензурки, колбы и пробирки (в далее - посуда), изготовляемые для нужд экономики страны.
Стандарт соответствует стандартам ИСО 1042-83 и ИСО 4788-80.
(Измененная редакция, Изм. N 1, 2, 4, 6, 10).
1. ИСПОЛНЕНИЯ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Цилиндры должны изготовляться классов точности 1 и 2, исполнений 1, 2, 2а, 3, 4, 4а в соответствии с черт.1 и 2 и табл.1 и 2.
Цилиндры
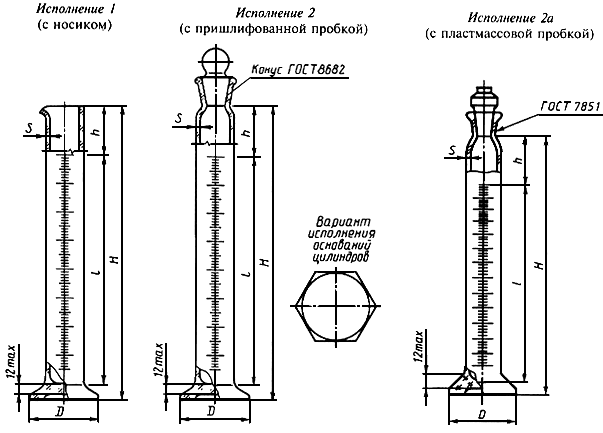
Черт.1
Цилиндры исполнений 1 и 2 и 2а
Таблица 1
Размеры, мм
|
Вмести-
|
Цена наимень- см |
Объем, соответст- |
|
|
|
|
|
Обозначение конуса по ГОСТ 8682 | |
|
|
|
|
|
|
|
Номин. |
Пред. откл. |
| |
|
5 |
0,1 |
0,5 |
30 |
115 |
20 |
55 |
|
|
7/16; 10/19 |
|
10 |
0,2 |
1,0 |
40 |
140 |
20 |
65 |
1,3 |
±0,3 |
10/19 |
|
25 |
0,5 |
3,0 |
45 |
170 |
25 |
85 |
|
|
14/23 |
|
50 |
1,0 |
5,0 |
50 |
200 |
30 |
110 |
|
|
14/23; 19/26 |
|
100 |
1,0 |
10,0 |
60 |
260 |
35 |
145 |
1,5 |
±0,5 |
19/26; 24/29 |
|
250 |
2,0 |
20,0 |
70 |
335 |
40 |
200 |
|
|
19/26; 29/32 |
|
500 |
5,0 |
50,0 |
90 |
390 |
45 |
250 |
Не менее 1,1 |
- |
20/32; 34/35 |
|
1000 |
10,0 |
100,0 |
115 |
470 |
50 |
310 |
Не менее 1,5 |
- |
29/32; 45/40 |
|
2000 |
20,0 |
200,0 |
140 |
570 |
50 |
380 |
|
|
34/35; 45/40 |
 , не менее
, не менее  , не
, не , не менее
, не менее  , не менее
, не менее 
Примечание. По требованию заказчика допускается изготовлять цилиндры вместимостью 10 см и 100 см с градуировкой от нуля.
и 100 см с градуировкой от нуля.
Пример условного обозначения цилиндра исполнения 2, вместимостью 100 см, 1-го класса точности:
Цилиндр 2-100-1 ГОСТ 1770-74
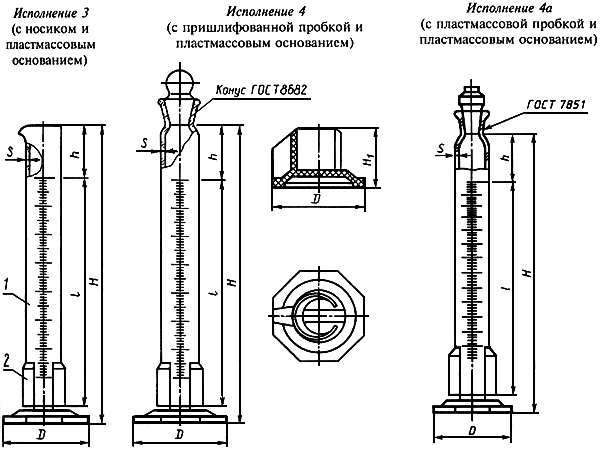
1 - цилиндр; 2 - основание
Черт.2
Цилиндры исполнений 3, 4 и 4а
Таблица 2
Размеры, мм
|
Вмести- см |
Цена наимень- см |
Объем, соответст- см |
|
|
|
|
|
|
Обозначение конуса по ГОСТ 8682 | |
|
|
|
|
|
|
|
Номин. |
Пред. откл. |
| ||
|
25 |
0,5 |
3,0 |
45 |
170 |
25 |
25 |
85 |
1,3 |
±0,3 |
14/23 |
|
50 |
1,0 |
5,0 |
50 |
200 |
30 |
28 |
110 |
|
|
14/23; 19/26 |
|
100 |
1,0 |
10,0 |
60 |
260 |
35 |
32 |
145 |
1,5 |
±0,5 |
19/26; 24/29 |
|
250 |
2,0 |
20,0 |
70 |
335 |
40 |
40 |
200 |
|
|
19/26; 29/32 |
 , не менее
, не менее
Пример условного обозначения цилиндра исполнения 4, вместимостью 100 см, 2-го класса точности:
Цилиндр 4-100-2 ГОСТ 1770-74
(Измененная редакция, Изм. N 1, 5, 7, 8, 9, 10)
1.2. Мензурки должны изготовляться в соответствии с черт.3 и табл.3.
Мензурка
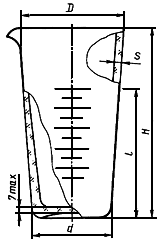
Черт.3
Таблица 3
Размеры, мм
|
Вмести- |
Цена наимень- |
Объем, соответст- |
|
|
|
|
| ||||
|
|
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
Номин. |
Пред. откл. |
|
Номин. |
Пред. откл. | ||
|
50 |
5 |
5 |
80 |
|
45 |
|
32 |
|
50 |
|
-0,5 |
|
|
|
|
±5 |
|
±2 |
|
±2 |
|
|
+0,8 | |
|
100 |
10 |
10 |
100 |
|
56 |
|
38 |
|
65 |
|
|
|
250 |
25 |
25 |
120 |
|
75 |
|
55 |
|
80 |
|
|
|
500 |
25 |
50 |
150 |
|
95 |
|
70 |
|
100 |
|
±0,6 |
|
1000 |
50 |
100 |
170 |
±10 |
122 |
±3 |
90 |
±3 |
130 |
2,0 |
|

Пример условного обозначения мензурки вместимостью 100 см:
Мензурка 100 ГОСТ 1770-74
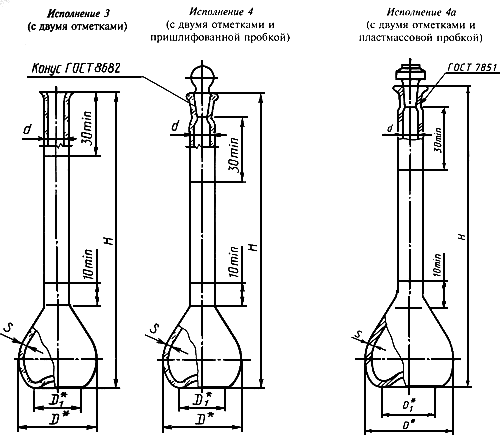
1.3. Колбы должны изготовляться 1 и 2 классов точности исполнений 1, 2, 2а, 3, 4, 4а в соответствии с черт.4 и 5 и табл.4 и 5.
Колбы
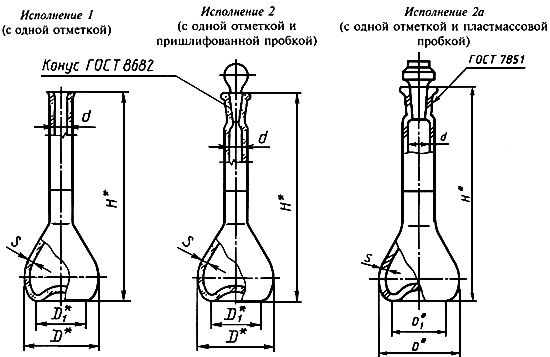
Черт.4
____________________
* Размеры для справок.
Таблица 4
Размеры, мм
|
Номи- |
|
|
|
|
|
Обозначение конуса по ГОСТ 8682 |
Минимальное расстояние объемной риски от места изменения размера сечения, не менее | |
|
для колб класса точности |
|
|
|
|
|
|||
|
|
1 |
2 |
|
|
|
|
|
|
|
5 |
От 6 до 8 |
От 6 до 10 |
70 |
22 |
15 |
|
7/16 |
5 |
|
10 |
От 6 до 8 |
От 6 до 10 |
90 |
27 |
18 |
|
|
5 |
|
25 |
От 8 до 10 |
110 |
40 |
25 |
|
7/16 |
5 | |
|
0,8 |
10/19 |
|||||||
|
50 |
От 10 до 12 |
140 |
50 |
35 |
|
10/19 |
10 | |
|
100 |
От 12 до 14 |
170 |
60 |
40 |
|
12/21 |
10 | |
|
200 |
От 14 до 17 |
210 |
75 |
50 |
|
|
10 | |
|
250 |
От 14 до 17 |
220 |
80 |
55 |
|
14/23 |
10 | |
|
300 |
От 14 до 17 |
240 |
84 |
60 |
0,9 |
14/23 |
10 | |
|
500 |
От 17 до 21 |
260 |
100 |
70 |
|
14/23 |
15 | |
|
19/26 |
||||||||
|
1000 |
От 21 до 25 |
300 |
125 |
85 |
|
19/26 |
15 | |
|
24/29 |
||||||||
|
2000 |
От 25 до 30 |
370 |
160 |
110 |
1,2 |
24/29 |
15 | |
|
29/32 |
||||||||

Пример условного обозначения колбы исполнения 2, вместимостью 100 см, 2-го класса точности:
Колба 2-100-2 ГОСТ 1770-74
Черт.5
____________________
* Размеры для справок.
Таблица 5
Размеры, мм
|
Вместимость колб, см |
|
|
|
|
|
Обозначение конуса по ГОСТ 8682 |
|
50; 55 |
От 10 до 12 |
185 |
50 |
35 |
|
|
|
100; 110 |
" 12 " 14 |
235 |
60 |
40 |
0,8 |
10/19 |
|
200; 220 |
" 14 " 17 |
265 |
75 |
50 |
0,9 |
14/23 |
Пример условного обозначения колбы исполнения 4, вместимостью 100 см, 2-го класса точности:
Колба 4-100-2 ГОСТ 1770-74
(Измененная редакция, Изм. N 1, 4, 5, 9, 10).
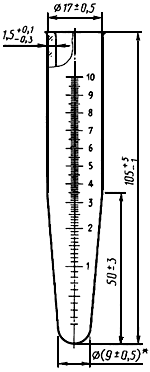
1.3а. Пробирки должны изготовляться исполнений 1 и 2 в соответствии с черт.5а и 5б и табл.5а.
Пробирки
|
Исполнение 1 |
Исполнение 2 |
|
|
|
|
____________________ |
|
|
Черт.5а
|
Черт.5б
|
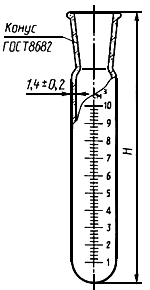
Пробирки исполнения 2
Таблица 5а
Размеры, мм
|
Номинальная вместимость, см |
|
Цена деления, см |
Обозначение конуса по ГОСТ 8682 |
|
90 |
0,2 |
14/23 | |
|
5 |
110 |
0,1 |
10/19 |
|
10 |
150 |
|
|
|
15 |
180 |
|
|
|
20 |
190 |
|
|
|
25 |
210 |
|
|
Пример условного обозначения пробирки исполнения 1, вместимостью 10 см с ценой деления 0,1 см из химически стойкого стекла:
П-1-10-0,1 ХС ГОСТ 1770-74
Пример условного обозначения пробирки исполнения 2 номинальной вместимостью 15 см с взаимозаменяемым конусом 14/23 из химически стойкого стекла
П-2-15-14/23 ХС ГОСТ 1770-74.
(Измененная редакция, Изм. N 4, 5, 8).
1.4. Основные параметры и размеры посуды должны соответствовать указанным на черт.1-5б и в табл.1-5а.
Пробирки исполнения 1 должны изготовляться номинальной вместимостью 10 см с ценой деления 0,1 см.
Примечание. Допускается по заказу потребителя изготовлять пробирки исполнения 1 с ценой деления 0,2 см или без делений и толщиной стенки не менее 0,6 мм.
(Измененная редакция, Изм. N 4, 7, 8).
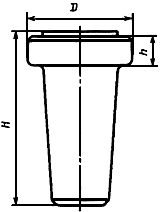
1.5. Основные размеры пробок должны соответствовать указанным на черт.6 и в табл.6.
Пробка стеклянная
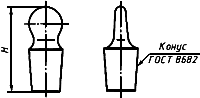
Черт.6
Таблица 6
Размеры, мм
|
Обозначение конуса пробок по ГОСТ 8682 |
| |
|
|
Номин. |
Пред. откл. |
|
7/16 |
32 |
±2 |
|
10/19 |
35 |
±3 |
|
14/23 |
41 |
|
|
19/26 |
50 |
|
|
24/29 |
55 |
±3 |
|
29/32 |
65 |
|
|
34/35 |
70 |
|
|
45/40 |
90 |
±5 |
Пробки из пластмассы должны соответствовать указанным на черт.6а и в табл.6а.
Пробка пластмассовая
Черт.6а
Таблица 6а
Размеры, мм
|
Конусы горловин посуды по ГОСТ 8682 |
|
|
|
|
7/16 |
14 |
30 |
4 |
|
10/19 |
20 |
34 |
6 |
|
14/23 |
24 |
38 |
6 |
|
19/26 |
30 |
43 |
6 |
|
29/32 |
44 |
54 |
8 |
|
34/35 |
50 |
60 |
10 |



(Измененная редакция, Изм. N 1, 10).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Посуда должна изготовляться из химико-лабораторного стекла по ГОСТ 21400 в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
Пробирки допускается изготовлять из медицинского стекла по ГОСТ 19808.
(Измененная редакция, Изм. N 10).
2.2. Посуда должна быть отожжена. Удельная разность хода не должна превышать 8 млн для цилиндров, мензурок и колб, 10-12 млн для пробок к цилиндрам и колбам и 7-9 млн для пробирок.
для цилиндров, мензурок и колб, 10-12 млн для пробок к цилиндрам и колбам и 7-9 млн для пробирок.
(Измененная редакция, Изм. N 6, 9).
2.3. Изделия должны быть изготовлены с минимальным количеством видимых дефектов.
(Измененная редакция, Изм. N 10).
2.4. Цилиндры, колбы и пробирки вымеряют на наливной объем, мензурки - на отливной объем.
Допускаемые погрешности от номинальной вместимости посуды при температуре 20 °С не должны превышать указанных в табл.7.
Таблица 7
см
|
Допустимая погрешность | |||||
|
Номинальная вместимость |
Цилиндры |
|
Колбы | ||
|
|
1-го класса |
2-го класса |
|
1-го класса |
2-го класса |
|
5 |
0,10 |
0,10 |
- |
0,025 |
0,05 |
|
10 |
0,10 |
0,20 |
- |
0,025 |
0,05 |
|
25 |
0,25 |
0,50 |
- |
0,04 |
0,08 |
|
50 |
0,25 |
1,00 |
2,50 |
0,06 |
0,12 |
|
100 |
0,50 |
1,00 |
5,00 |
0,10 |
0,20 |
|
200 |
- |
- |
- |
0,15 |
0,30 |
|
250 |
1,25 |
2,00 |
5,00 |
0,15 |
0,30 |
|
300 |
- |
- |
- |
0,20 |
0,40 |
|
500 |
2,50 |
5,00 |
12,50 |
0,25 |
0,50 |
|
1000 |
5,00 |
10,00 |
25,00 |
0,40 |
0,80 |
|
2000 |
10,00 |
20,00 |
- |
0,60 |
1,20 |
Допускаемые погрешности номинальной вместимости пробирок при температуре 20 °С не должны быть более ±0,2 см для исполнений 1 и 2 и более ±0,1 см для исполнения П-2-5-10/19.
Исполнение по допускаемой погрешности для конкретных средств определяется потребителем.
(Измененная редакция, Изм. N 4, 8, 9).
2.5. Цилиндры и колбы с конусами горловин КШ 7/16, КШ 10/19, КШ 14/23, КШ 19/26, КШ 29/32 и КШ 34/35 могут изготовляться с пробками из пластмассы.
Пластмассовые пробки на конической части могут выступать из горловины с невзаимозаменяемыми конусами по ГОСТ 7851 с нешлифованой поверхностью не более 8 мм.
(Измененная редакция, Изм. N 1, 6, 10).
2.6. Пластмассовые основания и пробки должны быть изготовлены из полиэтилена марок 15803-020, 18103-035, 18203-055, 16803-070 по ГОСТ 16337.
2.7. На полиэтиленовых основаниях и пробках не допускаются:
а) коробление опорной части основания;
б) недолив;
в) пузыри в массе и вздутия;
г) усадочные раковины;
д) инородные включения;
е) трещины;
ж) риски, царапины, сколы.
Допускаются незначительные усадочные раковины на нижней конической части основания, волосные риски и царапины, следы от стыка потоков литьевого материала.
2.8. Пластмассовые основания и пробки должны быть зачищены от облоя.
2.9. Дно посуды должно быть плоским или незначительно вогнутым и должно быть перпендикулярно продольной оси посуды. Посуда, поставленная на горизонтальную поверхность, должна стоять устойчиво, не качаясь.
Пустые колбы (без пробок) вместимостью 25 см и более, цилиндры (без пробок) и мензурки всех вместимостей не должны опрокидываться на поверхности, наклоненной под углом 15° к горизонтали.
Пустые колбы вместимостью менее 25 см не должны опрокидываться на поверхности, наклоненной под углом 10° к горизонтали.
Допускается дополнительная обработка нижней части оснований цилиндров и мензурок.
Края посуды должны быть ровно обрезаны, оплавлены, а для колб и пробирок слегка развернуты.
Не допускаются неоплавленные сколы и оплавленные размером более 0,5 мм.
Не допускаются наплывы стекла пробирок в местах спая более 1 мм, а на дне более 2 мм.
(Измененная редакция, Изм. N 4, 5, 8).
2.10. Отклонение от параллельности верхнего края и дна посуды не должно превышать:
2 мм - для посуды вместимостью до 250 см;
3 мм - для посуды вместимостью свыше 250 см.
2.11. Отклонение от круглости посуды, определяемое разностью двух взаимно перпендикулярных диаметров, не должно превышать 1 мм для колб, 1,5 мм для цилиндров и пределов допускаемых отклонений диаметра для мензурок и пробирок.
Отклонение от круглости стеклянного основания цилиндров не должно быть более 3 мм.
Отклонение от цилиндричности пробирок исполнения 2 не должно быть более 1% высоты пробирок.
(Измененная редакция, Изм. N 4).
2.12. Носики цилиндров и мензурок должны быть симметричной формы и обеспечивать слив жидкости без подтекания.
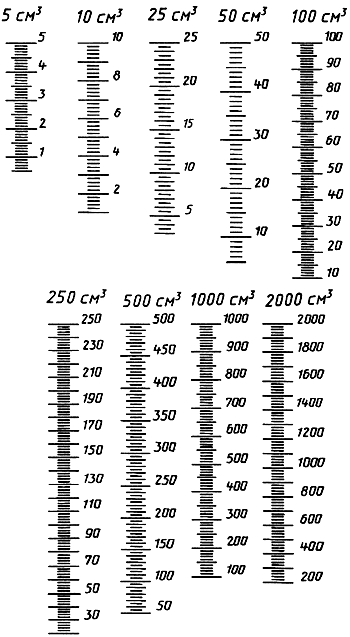
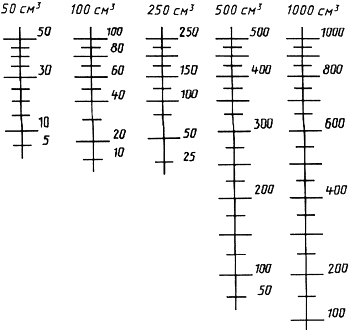
2.13. На цилиндрах, мензурках и пробирках должна быть нанесена шкала, соответствующая вместимости. Оцифровка и нанесение отметок на шкалах должны соответствовать указанным в приложении 1.
2.14. Посуда должна быть градуирована по нижнему краю мениска.
2.13, 2.14. (Измененная редакция, Изм. N 4).
2.15. Отметки шкал должны располагаться симметрично и перпендикулярно к продольной оси цилиндров, мензурок, пробирок и быть параллельны между собой.
Не допускается смещение шкалы относительно оси цилиндров более 1° и мензурок более 2°.
Разрывы отметок шкалы не должны превышать 0,5 мм.
На посуде, предназначенной для экспорта, отметки шкалы не должны иметь разрывов.
(Измененная редакция, Изм. N 2, 4).
2.16. Оцифровка на шкалах цилиндров, мензурок и пробирок должна быть нанесена над соответствующими отметками или против них с правой стороны шкалы снизу вверх. Число, равное номинальной вместимости, должно быть указано сверху.
(Измененная редакция, Изм. N 4).
2.17. На цилиндрической части горловины колб должна быть нанесена делительная отметка номинальной вместимости по всей окружности или с промежутком, не превышающим 10% длины окружности.
Ширина делительных отметок не должна быть более 0,3 мм.
Не допускаются разрывы делительных отметок более 0,5 мм в количестве более трех на изделие.
На посуде, предназначенной для экспорта, делительные отметки не должны иметь разрывов.
(Измененная редакция, Изм. N 2, 5).
2.18. Длина наибольших отметок шкал цилиндров не должна быть менее 0,25 длины окружности цилиндра, длина промежуточных отметок - 0,15 длины окружности, длина коротких отметок - 0,1 длины окружности.
Разница в длине отметок одного значения не должна превышать ±0,5 мм номинального размера.
Длина наименьших отметок пробирок не должна быть менее 3 мм; длина промежуточных отметок должна быть не менее чем на 2 мм больше длины наименьших; длина наибольших отметок - не менее чем на 3 мм больше длины промежуточных. Для пробирок исполнения 1 с ценой деления 0,2 см на конусной части длина наименьших отметок должна быть не менее 2 мм, длина наибольших отметок - не менее 5 мм.
(Измененная редакция, Изм. N 4, 8).
2.19. Длина отметок шкал мензурок должна соответствовать указанной в табл.8.
Таблица 8
|
Вместимость мензурок, см |
Длина короткой отметки, мм, не менее |
Длина длинной отметки, мм, не менее |
|
50 |
6 |
12 |
|
100 |
7 |
14 |
|
250 |
10 |
18 |
|
500 |
10 |
20 |
|
1000 |
14 |
28 |
(Измененная редакция, Изм. N 4, 5).
2.20. Ширина отметок шкал цилиндров, мензурок и пробирок не должна быть более указанной в табл.9.
Не допускается увеличение ширины на концах отметок более чем на 0,2 мм.
Таблица 9
|
Вместимость, см | |||
|
Ширина отметки, мм |
цилиндров |
мензурок |
пробирок |
|
0,3 |
5; 10 |
- |
5 |
|
0,4 |
25; 50; 100; 250 |
50; 100; 250 |
10; 15; 20; 25 |
|
0,5 |
500; 1000; 2000 |
500; 1000 |
- |
(Измененная редакция, Изм. N 4, 8).
2.21. Отметки, цифры и надписи на посуде должны быть четкими и устойчивыми в условиях эксплуатации.
(Измененная редакция, Изм. N 5).
2.22. (Исключен, Изм. N 8).
3. ПРАВИЛА ПРИЕМКИ
3.1. Посуда должна подвергаться государственным, приемосдаточным и периодическим испытаниям.
Государственные испытания - по ГОСТ 8.001* и ГОСТ 8.383*.
______________
* На территории Российской Федерации действуют ПР 50.2.009-94.
(Измененная редакция, Изм. N 3, 6).
3.2. При приемосдаточных испытаниях каждое изделие следует проверять на соответствие требованиям пп.2.13, 2.16, не менее 10% изделий от партии - на соответствие требованиям пп.1.1-1.4, 2.1 (в части соответствия чертежам), 2.5, 2.7, 2.8 (при входном контроле), 2.10, 2.11, 2.15 и менее 1% изделий от партии - на соответствие требованиям пп.2.12, 2.17-2.21.
Результаты выборочной проверки распространяются на всю партию.
Партией считают изделия, предъявленные к приемке по одному документу.
Изделия на соответствие требованиям пп.2.2, 2.4, 2.9, 2.14 следует проверять по плану одноступенчатого контроля, соответствующего II ступени контроля по ГОСТ 18242* с приемочным уровнем равным 6,5% в соответствии с табл.10.
______________
* На территории Российской Федерации действует ГОСТ Р 50779.71-99 (здесь и далее).
Таблица 10
шт.
|
Объем партии |
Объем выборки |
Приемочное число |
Браковочное число |
|
2 - 8 |
2 |
0 |
1 |
|
9 - 15 |
3 |
0 |
1 |
|
16 - 25 |
5 |
0 |
1 |
|
26 - 50 |
8 |
1 |
2 |
|
51 - 90 |
13 |
2 |
3 |
|
91 - 150 |
20 |
3 |
4 |
|
151 - 280 |
32 |
5 |
6 |
|
281 - 500 |
50 |
7 |
8 |
|
501 - 1200 |
80 |
10 |
11 |
|
1201 - 3200 |
125 |
14 |
15 |
|
3201 - 10000 |
200 |
21 |
22 |
|
10001 - 35000 |
315 |
21 |
22 |
|
35001 - 150000 |
500 |
21 |
22 |
|
150001 - 500000 |
800 |
21 |
22 |
Переход с нормального контроля на усиленный или ослабленный по ГОСТ 18242.
Партию изделий считают соответствующей требованиям настоящего стандарта, если число дефектных единиц в выборке меньше или равно приемочному числу и не соответствующей, если число дефектных единиц в выборке равно или больше браковочного числа.
(Измененная редакция, Изм. N 8, 10).
3.3. Периодическим испытаниям, проводимым предприятием-изготовителем одни раз в год, следует подвергать 10% изделий от партии, но не менее 10 изделий каждого исполнения на соответствие всем требованиям настоящего стандарта, кроме п.2.1 (в части соответствия стекла требованиям ГОСТ 21400 и ГОСТ 19808).
При неудовлетворительных результатах периодических испытаний посуды хотя бы по одному показателю испытаниям подвергают удвоенное число изделий, взятых от той же партии. Результаты повторных испытаний являются окончательными.
(Измененная редакция, Изм. N 7, 8).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Исполнение, качество посуды, нанесение отметок и оцифровку шкал (пп.2.3, 2.7-2.9, 2.13, 2.16, 2.17, 5.1) проверяют внешним осмотром на расстоянии около 50 см при рассеянном дневном свете или соответствующем ему искусственном освещении.
Размеры посуды (пп.1.1-1.4, 2.9, 2.15, 2.17-2.20) дефекты стекла и исполнения (п.2.3, 2.10, 2.11) следует проверять универсальным измерительным инструментом и с помощью лупы по ГОСТ 25706 с увеличением не менее 6 .
.
Форму носиков (п.2.12), устойчивость посуды (п.2.9) проверяют опробованием.
Материал оснований и пробок (п.2.6) проверяют по сопроводительным документам.
(Измененная редакция, Изм. N 5, 8).
4.2. (Исключен, Изм. N 7).
4.3. Качество отжига (п.2.2) - по ГОСТ 7329.
4.4. Вместимость посуды и градуировку (п.2.4 и п.2.14) должны проверять по ГОСТ 8.234.
(Измененная редакция, Изм. N 4).
4.5. Взаимозаменяемые конусы (п.2.5) следует проверять по ГОСТ 8682.
(Измененная редакция, Изм. N 1).
4.6. Качество нанесения отметок, оцифровки и надписей (п.2.21) проверяют воздействием 5%-ного раствора пирофосфорнокислого натрия ( ) с добавлением 0,5%-ного раствора додецилбензосульфата натрия (
) с добавлением 0,5%-ного раствора додецилбензосульфата натрия ( ) в течение 2 ч при температуре (80±2) °С или воздействием раствора
) в течение 2 ч при температуре (80±2) °С или воздействием раствора  (
( ) = 2 моль/дм в течение 1 ч при температуре (20±5) °С. После испытаний отметки, цифры и надписи должны быть хорошо видны, чтобы можно было снять показания в обычных условиях.
) = 2 моль/дм в течение 1 ч при температуре (20±5) °С. После испытаний отметки, цифры и надписи должны быть хорошо видны, чтобы можно было снять показания в обычных условиях.
(Измененная редакция, Изм N 5, 8).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На посуде должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) номинальная вместимость в см(мл) на колбах;
в) надписи: "см";
г) обозначение класса (на колбах и цилиндрах);
д) "20 °С";
е) буква О (отлив) или Н (налив);
ж) обозначение настоящего стандарта.
На пробирках, горловинах и пробках колб и цилиндров должны быть указаны размеры конусов.
Маркировка изделия, предназначенного для экспорта, - по договору между предприятиями и внешнеэкономической организацией.
Маркировка пробирок исполнения П-1 (без делений) - по согласованию с потребителем.
(Измененная редакция, Изм. N 4, 10).
5.2. Колбы, цилиндры, мензурки и пробирки должны быть завернуты в бумагу по ГОСТ 8273 или упакованы с подкладкой из гофрированного картона по ГОСТ 7376, на котором их укрепляют пленкой из пластмассы, или уложены в коробки (ящики) из коробочного картона по ГОСТ 7933, или гофрированного картона по ГОСТ 7376 с применением разделительных прокладок.
Пробки должны быть вынуты из горловины.
Упакованную посуду укладывают с мягкой прокладкой в ящики по ГОСТ 16536, ГОСТ 16511, ГОСТ 15841, ГОСТ 2991, ГОСТ 5959.
Колбы, цилиндры, мензурки и пробирки, предназначенные для экспорта, должны быть завернуты в бумагу марки А или Б по ГОСТ 8273 и упакованы с прокладкой из стружки марки П по ГОСТ 5244 в деревянные ящики по ГОСТ 24634.
Посуда, предназначенная для экспорта в страны с тропическим климатом, должна быть завернута в парафинированную бумагу по ГОСТ 8273 и упакована в пакеты из полиэтиленовой пленки по ГОСТ 10354 с прокладкой из стружки марки П, влажностью не более 12% по ГОСТ 5244. Швы пакета с посудой должны быть герметично сварены.
В соответствии с заказом-нарядом внешнеторговой организации стружка должна быть обработана антисептиком по ГОСТ 15155.
Допускается применять другие пленочные материалы, обеспечивающие сохранность посуды.
(Измененная редакция, Изм. N 2, 4, 5, 6, 8, 10).
5.3. При транспортировании контейнером допускается другой вид тары, обеспечивающий сохранность изделий.
5.4. Масса брутто не должна быть более 50 кг.
5.5. Каждый ящик должен иметь сопроводительную документацию с указанием:
а) товарного знака или наименования предприятия-изготовителя;
б) наименования и количества изделий;
в) обозначения настоящего стандарта;
г) даты выпуска.
Товаросопроводительная документация для посуды, предназначенной для экспорта, должна соответствовать требованиям и составляться на языке, указанном в заказе-наряде внешнеторговой организации.
Товаросопроводительная документация должна быть завернута в оберточную бумагу марки А или Б по ГОСТ 8273 и вложена в пакет из полиэтиленовой пленки по ГОСТ 10354, а для стран с тропическим климатом - в два пакета, с последующим упаковыванием в водонепроницаемую бумагу по ГОСТ 8828.
Края водонепроницаемой бумаги должны быть склеены синтетическим клеем. Швы пакета из полиэтиленовой пленки должны быть герметично сварены.
Товаросопроводительная документация должна укладываться в ящик с упакованными изделиями.
Один экземпляр упаковочного листа для посуды, предназначенной для экспорта, должен быть помещен в пакет из водонепроницаемой бумаги по ГОСТ 8828 или бумаги с полиэтиленовым покрытием и уложен в специальный карман ящика.
Для посуды, предназначенной для экспорта в страны с тропическим климатом, упаковочный лист должен быть помещен в пакет из полиэтиленовой пленки по ГОСТ 10354, швы которого надежно свариваются. Пакет дополнительно обертывают в бумагу, покрытую полиэтиленом, или водонепроницаемую бумагу и укладывают в карман ящика.
При упаковывании партии посуды в несколько ящиков карман укрепляют на ящике N 1.
(Измененная редакция, Изм. N 2).
5.6. Маркировка транспортной тары должна производиться в соответствии с ГОСТ 14192.
На каждом ящике должны быть нанесены манипуляционные знаки, соответствующие надписям: "Верх", "Хрупкое. Осторожно", и надпись "Не бросать!"
Маркировка транспортной тары для посуды, предназначенной для экспорта, - в соответствии с заказом-нарядом внешнеторговой организации и ГОСТ 14192, ГОСТ 24634.
(Измененная редакция, Изм. N 2, 3).
5.7. Транспортирование и хранение посуды - по группе условий 6 ГОСТ 15150.
(Измененная редакция, Изм. N 4).
5.8. Цилиндры с пластмассовыми основаниями и пробками и колбы с пластмассовыми пробками должны храниться в помещениях при температуре от 0 до 25 °С на расстоянии не менее 1 м от теплоизлучающих устройств. Изделия должны быть защищены от воздействия прямых солнечных лучей и веществ, разрушающе действующих на пластмассовые основания.
ПРИЛОЖЕНИЕ 1
Справочное
ОЦИФРОВКА И НАНЕСЕНИЕ ОТМЕТОК НА ШКАЛАХ
Продолжение
ПРИЛОЖЕНИЕ 2 (Исключено, Изм. N 10).
ПРИЛОЖЕНИЕ 3
Обязательное
1. Номенклатура показателей качества лабораторных приборов и аппаратов из стекла
1.1. Номенклатура показателей качества и характеризуемые ими свойства лабораторных приборов и аппаратов из стекла
|
Наименование показателя качества |
Наименование характеризуемого свойства |
|
1.1. Предел допускаемой погрешности, см |
Характеристика точности измерения |
|
1.2. Удельная разность хода лучей, млн |
Двойное лучепреломление |
|
1.3. Номинальная вместимость, см |
Объем |
|
1.4. Цена деления, см |
Характеристика точности измерения |
|
1.5. Класс точности |
- |
|
1.6. Показатель герметичности, Па |
Герметичность |
|
1.7. Объем, соответствующий нижней отметке, см |
Объем |
|
1.8. Материал |
Физико-химическое |
|
1.9. Габаритные размеры, мм |
Геометрическое |
|
2. Показатели экономного использования сырья, материалов, топлива, энергии и трудовых ресурсов | |
|
2.1. Масса изделия, кг |
Экономичность по расходу материала |
|
3. Эстетические показатели | |
|
3.1 Показатель четкости исполнения шкал, знаков, указателей, балл |
Совершенство производственного исполнения |
|
3.2. Окалина |
То же |
|
3.3. Камень |
" |
|
3.4. Свиль |
" |
|
3.5. Пузырь |
" |
|
3.6. Капиллярный пузырь |
" |
|
4. Показатели технологичности | |
|
4.1. Трудоемкость изготовления изделия, нормо-ч (ГОСТ 14.205) |
Технологическое |
|
4.2. Материалоемкость, т/руб. (ГОСТ 14.205) |
То же |
|
4.3. Технологическая себестоимость, руб. (ГОСТ 14.205) |
Технологическое |
|
5. Патентно-правовые показатели | |
|
5.1. Показатель патентной защиты |
- |
|
5.2. Показатель патентной чистоты |
- |
1.2. Изделия могут иметь номенклатуру показателей качества, дополняющую установленную в таблице.
ПРИЛОЖЕНИЕ 3. (Введено дополнительно, Изм. N 9).
Текст документа сверен по:
официальное издание
Посуда и оборудование лабораторные.
Технические условия. Методы испытаний:
Сб. ГОСТов. - М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации Беспилотники ВСУ вновь атаковали Ростов
Беспилотники ВСУ вновь атаковали Ростов  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке