
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ Р 51393-99
Группа В33
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПРОКАТ ТОНКОЛИСТОВОЙ ХОЛОДНОКАТАНЫЙ И ГНУТЫЕ ПРОФИЛИ
ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ ДЛЯ ВАГОНОСТРОЕНИЯ
Технические условия
Corrosion-resistant steel cold rolled sheets and decks cold-shaped sections
for carriage building. Specifications
ОКС 77.140.20
ОКП 09 9300, 11 2100
Дата введения 2000-07-01
Предисловие
1 РАЗРАБОТАН и ВНЕСЕН Всероссийским научно-исследовательским институтом железнодорожного транспорта (ВНИИЖТ), Центральным научно-исследовательским институтом черной металлургии (ЦНИИЧермет), АО "Тверской вагоностроительный завод" (АО ТВЗ), АО "Челябинский металлургический комбинат" (АО Мечел), ЗАО "Магнитогорский металлургический комбинат"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 16 декабря 1999 г. N 519-ст
3 ВВЕДЕН ВПЕРВЫЕ
Введение
Настоящий стандарт разрабатывается впервые и устанавливает технические требования к тонколистовому прокату и холодногнутым гофрированным профилям из коррозионностойкой стали, предназначенным для изготовления кузовов железнодорожного подвижного состава.
Специфика работы, повышенные требования к надежности железнодорожного подвижного состава, значительный объем потребления тонколистового проката и холодногнутого профиля из коррозионностойкой стали, а также особенности технических требований к прокату делают целесообразным выделение этого вида металлопродукции в самостоятельную подгруппу и разработку на ее поставку отдельного государственного стандарта.
1 Область применения
1.1 Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат и гнутые профили из коррозионностойкой стали, предназначенные для изготовления обшивы и каркаса кузовов пассажирских вагонов.
1.2 Стандарт устанавливает требования к маркам стали, механическим свойствам, качеству поверхности тонколистового проката, являющегося заготовкой для изготовления холодногнутых профилей и сварных панелей, а также к форме, размерам, качеству изготовления и состоянию поверхности гнутых (гофрированных) профилей.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 5582-75 Прокат тонколистовой коррозионностойкий, жаростойкий, жаропрочный. Технические условия
ГОСТ 5632-72 Стали высоколегированные и сплавы коррозионностойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 6032-89 Стали и сплавы коррозионностойкие. Методы испытания на стойкость против межкристаллитной коррозии
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-89 Рулетки измерительные металлические. Технические условия
ГОСТ 7565-81 Чугун, сталь и сплавы. Метод отбора проб для химического состава
ГОСТ 7566-94 Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 11474-76 Профили стальные гнутые. Технические условия
ГОСТ 11701-84 Металлы. Методы испытания на растяжение тонких листов и лент
ГОСТ 14019-80 Металлы. Методы испытания на изгиб
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
3 Определения
В настоящем стандарте применяют следующие термины с соответствующими определениями:
3.1 сталь коррозионностойкая: Сталь, содержащая не менее 12% хрома и дополнительно легированная никелем, титаном, молибденом, азотом, марганцем, медью в зависимости от степени агрессивности рабочей среды и требований к механическим свойствам.
3.2 тонколистовой прокат: Прокатное изделие, поставляемое в листах (рулонах) толщиной менее 3 мм.
3.3 холодногнутый гофрированный профиль: Длинное изделие с продольными полукруглыми или трапециевидными гофрами поперечным сечением, одинаковым по всей длине, изготовляемый из холоднокатаного тонколистового проката, термически обработанного и травленого, или после светлого отжига.
4 Сортамент
4.1 Холодногнутые гофрированные профили по форме, размерам, предельным отклонениям по размерам должны соответствовать нормам, приведенным на рисунках 1-5 и в таблице 1.
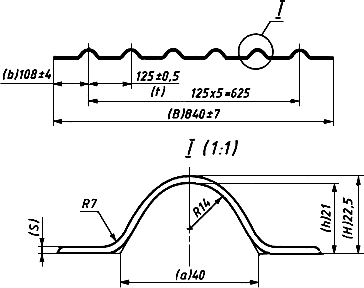
Рисунок 1 - Профиль 840х21х1,5, ГЛ4-218; профиль 840х21х2,0, ГЛ4-219

Рисунок 2 - Профиль 1095х45х21х1,5, ГЛ4-220А

Рисунок 3 - Профиль 942х21х2,0, ГЛ4-221; профиль 940х21х2,0 ГЛ4-231
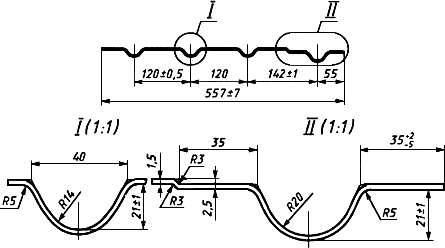
Рисунок 4 - Профиль 557х21х1,5, ГЛ4-238

Рисунок 5 - Профиль 910х22,5х1,5, ГЛ4-216
Таблица 1
|
Размер профиля |
Условное обозначение профиля |
|
|
|
|
|
|
Теоретическая ширина заготовки, мм |
Масса |
|
942х21х2,0 |
ГЛ4-221 |
942 |
23 |
21 |
2,0 |
120 |
100 |
1045,19 |
16,41 |
|
940х21х2,0 |
ГЛ4-231 |
940 |
23 |
21 |
2,0 |
120 |
100 |
1017,72 |
15,99 |
|
840х21х1,5 |
ГЛ4-218 |
840 |
22,5 |
21 |
1,5 |
125 |
108 |
957,36 |
11,27 |
|
840х21х2,0 |
ГЛ4-219 |
840 |
23 |
21 |
2,0 |
125 |
108 |
959,1 |
15,05 |
|
1095х45х21х1,5 |
ГЛ4-220А |
1095 |
45 |
21 |
1,5 |
- |
75 |
1262,09 |
14,86 |
|
557х21х1,5 |
ГЛ4-238 |
557 |
22,5 |
21 |
1,5 |
120 |
55 |
639,36 |
7,53 |
|
910х22,5х1,5 |
ГЛ4-216 |
910 |
22,5 |
21 |
1,5 |
250 |
80 |
988,24 |
11,64 |
 , мм
, мм , мм
, мм , мм
, мм , мм
, мм , мм
, мм  , мм
, мм
Допускают изготовление профилей других размеров по рисункам, согласованным между потребителем и изготовителем.
4.2 Предельные отклонения по толщине профилей должны соответствовать предельным отклонениям по толщине тонколистового холоднокатаного проката шириной 1250 мм нормальной точности (БТ), по ширине - высокой точности (ВШ), с обрезной кромкой (О) по ГОСТ 19904.
Предельные отклонения по толщине профилей не распространяются на места изгиба.
4.3 Профили должны поставляться мерной длины до 12000 мм. По согласованию сторон допускают изготовление гнутых профилей другой длины.
4.4 Тонколистовой прокат, служащий заготовкой для профилей, изготовляют в холоднокатаном состоянии толщиной от 0,8 до 3,0 мм, шириной от 55 до 1500 мм, в рулонах массой до 20 т. Форма, размеры и предельные отклонения по размерам рулонов должны соответствовать требованиям ГОСТ 19904.
Прокат в рулонах шириной от 55 до 500 мм изготовляют с предельными отклонениями по толщине и ширине по ГОСТ 19904 (таблицы 2 и 4).
Примеры условных обозначений:
Прокат в рулонах размером 1,0х640 мм, нормальной точности изготовления по толщине (БТ), высокой точности изготовления по ширине (ВШ), с обрезной кромкой (О), группы качества поверхности М2а, из стали марки 08Х18Н10Т:

Профиль гофрированный толщиной 2,0 мм, шириной 942 мм, высотой гофра 21 мм, высокой точности профилирования (А), группы качества поверхности М2а из стали марки 12Х18Н10Т:
Профиль А-942х21х2,0 12Х18Н10Т-М2а ГОСТ Р 51393-99
Профиль гофрированный толщиной 1,5 мм, шириной 1095 мм, высотой гофра 45 мм, глубиной профиля 21 мм, обычной точности профилирования (Б), группы качества поверхности М3а из стали марки 12Х18Н10Т:
Профиль Б-1095х45х21х1,5 12Х18Н10Т-М3а ГОСТ Р 51393-99
5 Технические требования
5.1 Химический состав стали марок 08Х18Н10, 08Х18Н10Т и 12Х18Н10Т должен соответствовать ГОСТ 5632.
5.2 Тонколистовой прокат, служащий заготовкой для изготовления профилей, должен быть:
5.2.1 по состоянию металла:
- холоднокатаный термически обработанный и травленый или после светлого отжига.
5.2.2 по точности изготовления:
- по толщине - БТ (нормальной);
- по ширине - ВШ (высокой).
5.2.3 по виду кромок:
- обрезной - О.
5.2.4 по качеству поверхности:
- качество поверхности проката должно соответствовать ГОСТ 5582 группам поверхности М2а; М3а. По согласованию изготовителя с потребителем допускается поставка проката группы качества поверхности М4а, но не более 40% объема партии.
5.3 Гнутые профили должны соответствовать:
5.3.1 по качеству поверхности требованиям 5.2.4 настоящего стандарта. Гофрированные профили 942х21х1,5, 557х21х1,5, 1095х45х21х1,5 мм и 840х21х1,5 мм изготовляют из холоднокатаного листового проката после светлого отжига с требованием к качеству поверхности по группе М2а ГОСТ 5582.
5.3.2 по точности профилирования:
- высокой (А), при этом волнистость полок профиля должна быть не более 1 мм на 1 м длины, прогиб профиля в продольном направлении - не более 1 мм на 1 м длины, скрученность вокруг продольной оси - не более 1 мм на 1 м длины, но не более 10 мм на длину профиля, отклонение размеров профиля по высоте - не более 1,5 мм;
- обычной (Б), при этом волнистость полок профиля должна быть не более 2 мм на 1 м длины, прогиб профиля в продольном направлении - не более 1 мм на 1 м длины, скрученность вокруг продольной оси - не более 1 мм на 1 м длины, но не более 10 мм на длину профиля, отклонение размеров профиля по высоте - не более 2 мм.
Длина профилей - 12,0 м. Предельное отклонение по длине - ±80 мм. Предельные отклонения остальных размеров указаны на рисунках 1-5.
5.3.3 Предельная волнистость полок для профилей толщиной до 2,5 мм не должна быть более 2 мм на 1 м длины при наибольшей ширине полки.
5.4 В срезах проката и профилей не должно быть расслоений. Макроструктура стали не должна иметь следов усадочной раковины, трещин, пузырей, инородных включений.
5.5 Механические свойства и требования к изгибу в состоянии поставки проката и профилей должны соответствовать нормам, приведенным в таблице 2.
Таблица 2
|
Марка стали |
Состояние проката |
Временное сопротивление |
Предел текучести |
Относи- |
Изгиб |
|
не менее | |||||
|
12Х18Н10Т |
Термическая обработка (рекоменд.): закалка при 1050-1080 °С, охлаждение в воде или на воздухе |
530 (54) |
205* (21) |
40 |
|
|
08Х18Н10Т |
То же |
520 (53) |
205* (21) |
40 |
|
|
08Х18Н10 |
" |
510 (52) |
205* (21) |
45 |
|
|
* Нормы факультативны до накопления данных. | |||||
 , Н/мм
, Н/мм (кгс/мм
(кгс/мм , Н/мм
, Н/мм , %
, % оправки
оправки 
5.6 На поверхности профилей не допускаются: рябизна, царапины, отпечатки, забоины, риски.
5.7 По согласованию сторон тонколистовой прокат и гофрированные профили поставляют с проверкой на отсутствие склонности стали к межкристаллитной коррозии и с нормированной шероховатостью поверхности.
6 Правила приемки
6.1 Прокат принимают партиями. Партия должна состоять из проката одной плавки, одного состояния материала, одной толщины, одного режима термической обработки.
По согласованию с потребителем партия может состоять из нескольких плавок одной марки стали, одинаковой толщины и одного режима термообработки.
Профили принимают партиями. Партия должна состоять из профилей одной плавки, одного типоразмера и точности профилирования.
6.2 Для проверки качества проката и профилей от партии отбирают:
- для качества поверхности, срезов, размеров, формы, макроструктуры - каждый рулон, каждый профиль;
- для химического анализа - пробы по ГОСТ 7565;
- для испытаний на растяжение, изгиб, определение шероховатости поверхности, склонность к межкристаллитной коррозии - два рулона, два профиля.
Предприятию-изготовителю профилей допускается не производить испытание на межкристаллитную коррозию (МКК). В документе о качестве профилей указывается результат испытания на МКК проката.
6.3 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят на выборке, отобранной по ГОСТ 7566.
7 Методы испытаний
7.1 Химический анализ проводят в соответствии с требованиями ГОСТ 5582.
7.2 Толщину проката и профилей измеряют микрометром по ГОСТ 6507, линейные размеры - рулеткой по ГОСТ 7502*, металлической линейкой по ГОСТ 427 или другими измерительными инструментами, обеспечивающими точность, установленную настоящим стандартом.
_______________
* Действует ГОСТ 7502-98. - Примечание .
Отклонения формы листов и профилей измеряют в соответствии с ГОСТ 26877 металлической линейкой по ГОСТ 427 или другими измерительными инструментами, обеспечивающими точность, установленную настоящим стандартом.
7.3 Качество поверхности проверяют визуально без применения увеличительных приборов. При разногласиях в оценке глубины залегания дефектов руководствуются требованиями ГОСТ 5582.
7.4 Контроль толщины и ширины проката в рулонах проводят на расстоянии не менее длины одного витка от конца рулона, не менее 5 мм от кромки.
Размеры профилей проверяют согласно ГОСТ 11474.
7.5 Для испытаний на растяжение, изгиб, определение шероховатости поверхности, склонность к межкристаллитной коррозии отбирают по одной пробе от каждого контрольного рулона или профиля в состоянии поставки.
7.6 Испытание на растяжение при температуре плюс 20 °С с допустимыми отклонениями плюс 15, минус 10 °С проводят по ГОСТ 11701 на образцах с начальной расчетной длиной  мм и шириной
мм и шириной  20 мм.
20 мм.
7.7 Испытание на изгиб - по ГОСТ 14019*.
_______________
* Действует ГОСТ 14019-2003. - Примечание .
7.8 Испытание на межкристаллитную коррозию - по ГОСТ 6032*, метод AM.
_______________
* Действует ГОСТ 6032-2003. - Примечание .
7.9 Отсутствие в прокате внутренних дефектов, указанных в 5.4, обеспечивается технологией изготовления проката.
Расслоение контролируют визуально на кромках проката, профиля.
7.10 Шероховатость поверхности проверяют профилометрами, профилографами, оптическими приборами или по рабочим образцам в соответствии с требованиями ГОСТ 2789.
7.11 Для испытаний на растяжение и отсутствие склонности к межкристаллитной коррозии допускается применять статистический метод контроля по согласованной с потребителем методике предприятия-изготовителя.
8 Упаковка, маркировка, транспортирование и хранение
8.1 Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566.
8.2 Рулоны поставляют без подмотки бумаги между витками и без упаковки мягкими материалами. Допускают поставку рулонов с подмоткой бумаги. Масса рулона на 1 мм ширины - не менее 2,0 кг.
8.3 Профили упаковывают в пачки массой до 10 т. Требования к массе и укрупнению грузовых мест - по ГОСТ 24597 и ГОСТ 21650.
Обвязку производят упаковочной лентой по ГОСТ 3560 и ГОСТ 6009.
8.4 Маркировку наносят на металлическую карту размером 200х300 мм, которую прочно прикрепляют к упаковочной ленте на верх пачки профилей.
8.5 Прокат и профили транспортируют железнодорожным транспортом в соответствии с правилами перевозки, условиями погрузки и крепления грузов, утвержденными Министерством путей сообщения России, или автомобильным транспортом.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2000
Личный кабинет:
доступно после авторизации Для жен призывников существует дополнительная господдержка
Для жен призывников существует дополнительная господдержка  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке