
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
декабря
1
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 2447-82
Группа Г25
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОЛОВКИ ШЛИФОВАЛЬНЫЕ
Технические условия
Mounted wheels. Specifications
ОКП 39 8100
Срок действия с 01.01.84
до 01.01.94*
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5/6, 1993 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Григорьева Н.И., Гессель М.Г., Кочергина Н.А., Тырков В.Н., Шаварина М.И.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 16.12.82 N 4605
Срок первой проверки - 1989 г.
Периодичность проверки - 5 лет
3. Стандарт унифицирован со стандартами ЧССР: ЧСН224610 "Головки шлифовальные цилиндрические"; ЧСН224614 "Головки шлифовальные конические с закругленной вершиной"; ЧСН224615 "Головки шлифовальные шаровые с цилиндрической боковой поверхностью"; ЧСН224619 "Головки шлифовальные шаровые" в части размеров наружных диаметров, высот, диаметров хвостовиков головок типов AW, KW, FW, F-2W
4. ВЗАМЕН ГОСТ 2447-76
5 ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
2.12 | |
|
2.3 | |
|
2.5 | |
|
ГОСТ 19202-80 |
4.4, 5.1 |
|
4.3 | |
|
5.3 |
6. ПЕРЕИЗДАНИЕ (сентябрь 1990 г.) с Изменениями N 1, 2, утвержденными в мае 1988 г., мае 1989 г. (ИУС 8-88, 8-89).
7. Срок действия продлен до 01.01.94 (Постановление Госстандарта СССР N 1396 от 20.05.88).
ВНЕСЕНА поправка, опубликованная в ИУС N 4, 1991 г.
Поправка внесена юридическим бюро .
Настоящий стандарт распространяется на шлифовальные головки на керамической связке, изготовляемые для нужд народного хозяйства и экспорта.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Головки должны изготовляться типов:
AW - цилиндрические; DW - угловые;
EW - конические; F-1W - сводчатые;
KW - конические с закругленной вершиной; F-2W - шаровые;
FW - шаровые с цилиндрической боковой поверхностью.
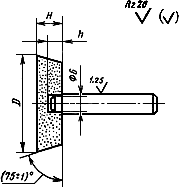
1.2. Размеры головок должны соответствовать указанным на черт.1-7 и табл.1-7.
Тип AW

Черт.1
Таблица 1
|
|
|
|
|
|
3 |
6 |
1,0 |
3 |
|
4; 5 |
2,0 |
||
|
10 |
1,5 |
6 | |
|
6 |
2,0 |
3 | |
|
10 |
6 | ||
|
6 |
6 |
3 | |
|
10 |
6 | ||
|
6 |
3,0 |
3 | |
|
10; 16 |
6; 8 | ||
|
8 |
| ||
|
25 |
13 | ||
|
10; 16 |
6,0 |
6; 8 | |
|
25 |
13 | ||
|
10 |
6 |
3,0; 6,0 |
3 |
|
10; 16 |
6; 8 | ||
|
25 |
13 | ||
|
40 |
20 | ||
|
(12); 13 |
6 |
3,0; 4,0; 6,0 |
3 |
|
16 |
6; 8 | ||
|
20; 25 |
10 | ||
|
40 |
20 | ||
|
16 |
3; 6; 8 |
6,0 |
3 |
|
10; 16 |
6 | ||
|
20; 25 |
8 | ||
|
40; 50 |
20 | ||
|
63 |
32 | ||
|
18 |
6 |
6 |
3 |
|
20 |
8 | ||
|
20 |
10 |
6 | |
|
16 |
8 | ||
|
22; 25; 32 |
13 | ||
|
40 |
20 | ||
|
63 |
32 | ||
|
25 |
10 |
6 | |
|
16 |
8 | ||
|
25; 32 |
13 | ||
|
40 |
20 | ||
|
63 |
32 | ||
|
30 |
10 |
6 | |
|
32 |
16 |
8 | |
|
25; 32 |
13 | ||
|
40 |
20 | ||
|
63 |
32 | ||
|
40 |
16 |
6; 8; 9; 13 |
8 |
|
25 |
13 | ||
|
40 |
20 | ||
|
(63); 60 |
32 |


Примечания:
1. Размеры, заключенные в скобках, применять не рекомендуется.
2. По согласованию с потребителем допускается изготовлять головки с размерами  , отличными от указанных в табл.1.
, отличными от указанных в табл.1.
Тип DW
Черт.2
Таблица 2
мм
|
|
|
|
|
12 |
6 |
3 |
|
16; 20 |
8 |
6 |
|
25; 40 |
10 |
Тип EW
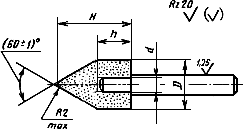
Черт.3
Таблица 3
мм
|
|
|
|
|
|
10 |
25 |
3 |
15 |
|
16 |
50 |
6 |
|
|
20 |
25; 32 |
||
|
32 |
50 |
20 |
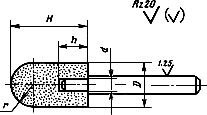
Тип F-1W
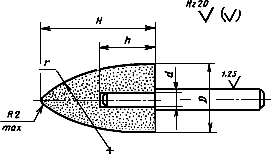
Черт.4
Таблица 4
мм
|
|
|
|
|
|
|
6 |
10 |
2 |
6 |
12 |
|
10 |
20 |
3 |
10 |
25 |
|
25 |
40 |
6 |
16 |
45 |
|
32 |
50 |
25 |
65 | |
|
35; 38 |
22 |
10 |
10 |

Тип KW
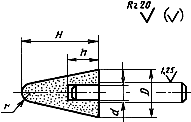
Черт.5
Таблица 5
мм
|
|
|
|
|
|
|
16 |
16; (40) |
(3); 6 |
6; (13) |
2 |
|
20 |
32; (63) |
6 |
13; (32) |
3; (6) |
|
25 |
32 |
13 |
4 | |
|
32 |
40 |
13 |
5; (6) | |
|
40 |
60 |
13 |
32 |
5 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип F-2W
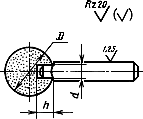
Черт.6
Таблица 6
мм
|
|
|
|
|
(6) |
3 |
(3) |
|
(8) |
(3) | |
|
10 |
4 | |
|
(12) |
(4) | |
|
16 |
6 |
6 |
|
20 |
8 | |
|
25 |
10 | |
|
32 |
13 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Тип FW
Черт.7
Таблица 7
мм
|
|
|
|
|
|
|
(12) |
(16) |
5 |
3 |
(6,0); 8,0 |
|
16 |
20 |
(8) |
6 |
|
|
20 |
(25); (32) |
(8); 13 |
6 |
10 |
|
25 |
25; (32) |
10; (13) |
6 |
12,5 |
Примечание. Размеры, заключенные в скобки, применять не рекомендуется.
Пример условного обозначения головки типа AW, диаметром  8 мм, высотой
8 мм, высотой  10 мм из белого электрокорунда марки 24А, зернистостью 25=Н, степени твердости СТ1, номером структуры 6, на керамической связке (К), класса точности А, с рабочей скоростью 35 м/с:
10 мм из белого электрокорунда марки 24А, зернистостью 25=Н, степени твердости СТ1, номером структуры 6, на керамической связке (К), класса точности А, с рабочей скоростью 35 м/с:
AW 8х10 24А 25-Н СТ1 6 К А 35 м/с ГОСТ 2447-82
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Головки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Головки должны изготовляться из шлифовальных материалов зернистостей, указанных в табл.8.
Таблица 8
|
Шлифматериал |
Зернистость | |
|
вид |
марка |
|
|
Белый электрокорунд |
25А; 24А |
40-6 |
|
Карбид кремния зеленый |
64С; 63С |
40-16 |
Примечание. По заказу потребителя допускается изготовление головок из других марок, зернистостей, шлифматериалов или их смесей.
2.3. Оправки должны изготовляться из стали марок 35, 40, 45 по ГОСТ 1050-88 или других марок стали с равноценными механическими свойствами.
По заказу потребителя допускается изготовлять головки без оправок.
2.4. Головки должны изготовляться классов точности А и Б.
2.3, 2.4. (Измененная редакция, Изм. N 1).
2.5. Зерновой состав шлифматериала - по ГОСТ 3647-80 с индексом не ниже Н - для класса А; с индексом от П до Д - для класса Б.
2.6. Точность изготовления головок должна соответствовать нормам, указанным в табл.9.
(Измененная редакция, Изм. N 1).
Таблица 9
мм
|
Параметры |
Предельные отклонения для классов точности | |
|
А |
Б | |
|
Наружный диаметр |
||
|
До 6 |
±0,2 |
±0,4 |
|
Св. 6 до 18 |
±0,3 |
±0,5 |
|
" 18 " 30 |
±0,4 |
±0,6 |
|
" 30 " 50 |
±0,5 |
±0,8 |
|
" 50 |
±0,6 |
±1,0 |
|
Диаметр посадочного отверстия |
||
|
До 6 |
+0,2 |
+0,3 |
|
Св. 6 |
+0,3 |
+0,4 |
|
Глубина посадочного отверстия |
||
|
До 3 |
+0,5 | |
|
Св. 3 до 6 |
+1,0 | |
|
" 6 " 18 |
+2,0 | |
|
" 18 |
+3,0 | |
|
Смещение оси отверстия головок без оправок относительно номинального расположения, не более |
0,15 |
0,25 |
|
Радиальное биение головок с оправками, не более: |
||
|
|
0,15 |
0,25 |
|
|
0,25 |
0,40 |
 20
20  20
20
2.7. На поверхности головок класса точности А не допускаются трещины, раковины, а также инородные включения размером более 0,5 мм - для зернистости 12 и мельче; 1,0 мм - для зернистости 16 и крупнее.
2.8. На поверхности головок класса точности Б не допускаются трещины, раковины, а также инородные включения размером более 2 мм.
2.9. На поверхности оправок не должно быть следов коррозии, вмятин, трещин, забоин, заусенцев.
2.10. Головки должны изготовляться степеней твердости С1 СТ2.
СТ2.
2.11. Механическая прочность головок и прочность крепления их к оправкам должна обеспечивать работу с рабочей скоростью 25, 35, 50 м/с.
2.12. Правила и нормы безопасной работы - по ГОСТ 12.3.028-82.
2.13. Коэффициент шлифования головок из шлифовального материала марки 24 А, зернистостями 25 и 16 при обработке стали марки 40Х и условия их работы должны соответствовать указанным в табл.10.
Таблица 10
|
Тип головки |
Наружный диаметр головки, мм |
Рабочая скорость головки, м/с |
Скорость вращения детали, м/мин |
Поперечная подача, мм/мин |
Коэффициент шлифования, не менее |
|
AW |
3-6 |
10-15 |
15 |
0,3-0,5 |
3,5 |
|
8-18 |
20 |
20 |
4,0 | ||
|
20-40 |
35 |
35 |
0,5-0,8 |
4,5 | |
|
DW |
12-20 |
25 |
25 |
0,3-0,5 |
4,0 |
|
EW |
10 |
15-20 |
20 |
0,5-0,8 |
3,0 |
|
16-20 |
25 |
30 |
4,0 | ||
|
32-45 |
35 |
35 |
4,5 | ||
|
F-1W |
6-10 |
10-15 |
15 |
0,3-0,8 |
3,0 |
|
25-38 |
35 |
25 |
0,5-0,8 |
4,0 | |
|
KW |
16-20 |
25-30 |
30 |
3,5 | |
|
32-40 |
35-50 |
35-50 |
0,3-1,0 |
4,5 | |
|
F-2W |
10-32 |
25 |
25 |
0,5-0,8 |
3,5 |
|
FW |
16-25 |
35 |
30 |
Параметр шероховатости обработанной поверхности -  0,63 мкм.
0,63 мкм.
Скорость движения подачи при работе головки типа AW - 0,5 мм/мин.
(Введен дополнительно, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для контроля соответствия головок требованиям настоящего стандарта проводят приемочный контроль и периодические испытания.
(Измененная редакция, Изм. N 1).
3.2. При проведении приемочного контроля на соответствие требованиям пп.1.2; 2.6-2.8; 2.10 контролируется 0,5% головок от партии, но не менее 10 шт.; на соответствие требованиям пп.2.9, а также на наличие трещин и раковин контролируются все головки.
Партия должна состоять из головок одного типоразмера и одной характеристики, одновременно предъявленных к приемке по одному документу.
3.3. Если при приемочном контроле установлено несоответствие требованиям стандарта более, чем по одному контролируемому параметру, то партию головок не принимают.
3.3.1. Если установлено несоответствие требованиям стандарта по одному из контролируемых показателей, то проводят повторный контроль на удвоенном количестве головок по всем показателям.
При наличии дефектов в повторной выборке партия не принимается.
3.3, 3.3.1. (Измененная редакция, Изм. N 1).
3.4. Периодическим испытаниям на соответствие требованиям п.2.13 должны подвергаться головки, выдержавшие приемочный контроль, в количестве не менее 5 шт., не реже одного раза в год.
Допускается проведение испытаний у потребителя в производственных условиях.
(Измененная редакция, Изм. N 1, 2).
3.5. (Исключен, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЯ
4.1. Размеры головок контролируются универсальными средствами измерения.
Размер  для головок с
для головок с  6 мм не контролируют.
6 мм не контролируют.
(Измененная редакция, Изм. N 2).
4.2. Наличие трещин, повреждений и других дефектов проверяют внешним осмотром.
4.3. Контроль радиального биения - по ГОСТ 24643-81.
4.4. Контроль твердости головок типов AW и DW - по ГОСТ 19202-80.
(Измененная редакция, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировка головок наносится на этикетку, наклеиваемую на коробки или пакеты, в которые упакованы головки.
Маркировка должна содержать:
товарный знак предприятия-изготовителя;
условное обозначение головок;
номер партии;
дату выпуска;
количество головок в партии;
размер оправок;
штамп технического контроля.
Твердость головок, контроль которых не предусмотрен ГОСТ 19202-80, маркируется в соответствии с рецептурой. При применении смеси шлифовальных материалов или зернистостей маркируют основную марку или зернистость.
(Измененная редакция, Изм. N 1).
5.2. Маркировка должна быть четкой и сохраняться при транспортировании и хранении головок.
5.3. Остальные требования к маркировке, а также упаковка, транспортирование и хранение - по ГОСТ 27595-88.
(Измененная редакция, Изм. N 1).
5.4.-5.7. (Исключены, Изм. N 1).
5.8. Каждая партия головок должна сопровождаться документом, содержащим сведения по п.5.1.
5.9, 5.10. (Исключены, Изм. N 1).
Раздел 6. (Исключен, Изм. N 1).
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990
Личный кабинет:
доступно после авторизации
 Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке