
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
28
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ОК 022- 95
Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения
All-Russian technological classifier of machine - and instrument - building assembly units
Дата введения 1997-01-01
РАЗРАБОТАН Российским научным центром "Курчатовский институт" (РНЦ КИ)
Всероссийским научно-исследовательским институтом стандартизации и сертификации в машиностроении (ВНИИНМАШ) Госстандарта России
Государственным предприятием "НПО ТЕХНОМАШ"
ИСПОЛНИТЕЛИ
С.Д. Веденина, В.Г. Гнеденко, С.М. Дукарский, В.Ф. Иноземцев, Л.Н. Кондрашова, Г.Я. Рубин, В.И. Шляпников, А.П. Шмонин, Ж.Н. Буденная, С.С. Борушек, В.Ю. Гуленков, С.Л. Таллер, В.Н. Терехова, В.В. Калиничев, Н.Н. Пелевина, В.П. Попов
ПРЕДСТАВЛЕН Госстандартом России
ВНЕСЕН Научно-техническим управлением Госстандарта России
ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Госстандарта России от 22.11.95 № 593
Введение
Общероссийский технологический классификатор сборочных единиц машиностроения и приборостроения (ОТКСЕ) входит в состав Единой системы классификации и кодирования технико-экономической и социальной информации (ЕСКК) Российской Федерации.
Общероссийский классификатор (ОК) разработан впервые.
ОК построен на основе рекомендаций "Технологическая классификация сборочных единиц общемашиностроительного применения на базе Классификатора ЕСКД" Р54-306-90. Аналогов за рубежом не имеется. Параметрические группировки соответствуют требованиям международных стандартов.
ОК ОТКСЕ предназначен для классификации во взаимодействии с Классификатором изделий и конструкторских документов машиностроения и приборостроения - Классификатор ЕСКД (К.ЕСКД) сборочных единиц по существенным признакам, отображаемых в виде технологических требований в конструкторских документах, с целью создания комплекса классификаторов конструктивных и технологических признаков изделий и конструкторских документов.
ОК ОТКСЕ используется при решении различных конструкторско-технологических задач, в т.ч.:
- информационное обеспечение проектной, производственной деятельности и автоматизированных систем (САПР, АСУ, АСТПП, КИП М и др.);
- анализ номенклатуры сборочных единиц;
- группирование сборочных единиц для разработки типовых и групповых технологических процессов;
- специализация и кооперация производства;
- тематический поиск и заимствование ранее разработанных конструкций и технологических процессов;
- автоматизация проектирования сборочных единиц и технологических процессов их изготовления.
ОТКСЕ дополняет К.ЕСКД и Технологический классификатор деталей машиностроения и приборостроения (ТКД), развивая возможности конструктивно-технологической классификации изделий машиностроения и приборостроения в направлении ряда существенных признаков сборочных единиц. Принципиальные положения действующих сопряженных К.ЕСКД и ТКД одобрены промышленностью и проверены практикой внедрения как при традиционном (ручном) методе классификации, так и при автоматизации процессов классификации на его основе. Одной из этих систем классификации является автоматизированная система конструкторско-технологической классификации (АСКТК) на основе К.ЕСКД и ТКД. Опытный образец этой системы, разработанный РНЦ КИ при участии ВНИИНМАШ, принят межведомственной комиссией и рекомендован к широкому распространению в подотраслях машиностроения и приборостроения. В порядке эксперимента АСКТК была дополнена разделами ОТКСЕ, которые во взаимодействии с К.ЕСКД и ТКД обеспечили расширение предметной области АСКТК.
В соответствии с ГОСТ 2.101-84 "ЕСКД. Виды изделий" сборочной единицей называется изделие, составные части которого подлежат соединению между собой на предприятии-изготовителе сборочными операциями (свинчиванием, клепкой, пайкой, опрессовкой и т.п.).
Сложные сборочные единицы и комплексы (например: станок, автомобиль, трактор и т.п.) изготавливаются (собираются) из множества различной сложности изделий:
- деталей;
- блоков деталей для сборочных единиц, состоящих из большого количества деталей;
- сборочных единиц узловой сборки, составными частями которых являются детали и блоки деталей;
- сборочных единиц общей сборки, собираемых из деталей, блоков деталей и узлов посредством одноименной технологической операции (сварка, пайка, резьбовое соединение и т.п.) или сочетания нескольких сборочных операций.
Технологический код для сборочных единиц формируют по каждой технологической операции изготовления (сборки).
Для решения различных производственных задач на основе технологического кода, в том числе для подбора и группирования сборочных единиц по технологическому подобию и для технологической подготовки производства, целесообразно производить декомпозицию сложных сборочных единиц на более простые и для каждой из них формировать технологический код. Уровень декомпозиции зависит от конкретных производственных задач и целей.
Введение ОК ОТКСЕ осуществляет Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении (ВНИИНМАШ).
Подсистема ведения ОК ОТКСЕ предусматривает взаимодействие ВНИИНМАШ с ВНИИКИ Госстандарта России.
Система классификации и кодирования
Основные принципы построения ОТКСЕ сводятся к следующим положениям:
1) технологическая классификация сборочных единиц является логическим продолжением и дополнением их классификации по конструктивным признакам посредством К.ЕСКД;
2) в качестве классификационных признаков используют только существенные характеристики из конструкторской документации;
3) разделение множества объектов по основным технологическим признакам и признакам, характеризующим объект в зависимости от его вида по технологическому методу изготовления (сборки);
4) постоянство кода основных признаков и изменение кода признаков, характеризующих вид объекта;
5) технологическая классификация построена в значительной мере по методу фасетной классификации, основанной на параллельном разделении множества на независимые классификационные группировки;
6) система кодирования - позиционная, алфавитно-цифровая, состоящая из 10 цифровых десятичных знаков и 24 букв русского алфавита (исключаемые буквы: ё, з, й, о, х, ч, ъ, ы, ь).
Технологическую классификацию распространяют на сборочные единицы основного и вспомогательного производства.
В структуре технологического кода сборочной единицы за каждым признаком закрепляется определенная позиция и значность (количество разрядов кода). Технологическое кодовое обозначение сборочной единицы имеет длину четырнадцать знаков (при одном методе изготовления). Это кодовое обозначение состоит из двух частей: кодового обозначения классификационных группировок основных признаков (постоянная часть) - шесть знаков и кодового обозначения классификационных группировок основных признаков, характеризующих вид сборочной единицы по технологическому методу изготовления (сборки) (переменная часть) - восемь знаков.
Переменная часть кода сборочной единицы может формироваться один или несколько раз в зависимости от того, сколькими технологическими методами производится ее изготовление (сборка).
Структура технологического кода имеет вид:
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
|
|
|
| ||||||||||
|
|
Х |
Х |
Х |
Х |
Х |
Х |
|
Х |
Х |
Х |
Х |
Х |
Х |
Х |
Х |
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Код классификационных группировок признаков, характеризующих вид сборочной единицы по технологическому методу изготовления (сборки) |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
Цифры 1, 2, 3 и т. д. во всех структурных схемах означают номера позиций (разрядов) технологического кода.
Структура конструкторско-технологического кода сборочной единицы, состоящего из кода классификационных группировок конструктивных признаков и технологического кода (при одном методе сборки), имеет вид:
|
Код классификационных группировок конструктивных признаков (код классификационных характеристик по К.ЕСКД) |
|
| ||||||||||||||||||
|
|
|
|
|
| ||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Х Х Х Х Х Х Х Х | |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Код классификационных группировок признаков, | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
характеризующих вид сборочной единицы по | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
технологическому методу изготовления (сборки) | |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Код классификационных группировок основных признаков
| |||||||
Если сборочная единица изготовляется (собирается) посредством нескольких технологических методов, то структура ее конструкторско-технологического кода имеет вид:
|
|
|
Х Х Х Х Х Х. |
Х Х Х Х Х Х. |
|
Х Х Х Х Х Х Х Х | |||
|
|
|
|
||||||
|
|
|
|||||||
|
|
||||||||
Структура полного конструкторско-технологического кода сборочной единицы составленного из обозначения сборочной единицы по ГОСТ 2.201-80, технологического кода (при одном методе изготовления) и состоящего из 37 знаков, в том числе 6 разделительных знаков (5 точек и дефис), имеет вид:
|
|
|
|
|
|
|
Технологический код сборочной единицы |
Способ записи конструкторско-технологического кода сборочной единицы в специализированных документах устанавливается предприятием (организацией).
Структура конструкторско-технологического и полного конструкторско-технологического кодов обеспечивает использование различных частей и сочетаний частей кода в зависимости от характера решаемых задач.
В ОТКСЕ, части 1 обеспечена классификация и кодирование всей номенклатуры сборочных единиц по основным технологическим признакам (постоянной части кода) и сборочных единиц с получением полного кода для следующих операций изготовления (сборки): сварки, пайки, склеивания, формования из полимерных материалов и посредством резьбового соединения.
Дополнительная обработка сборочных единиц, включая термообработку, обработку резанием, нанесение покрытия и др. операции, может быть классифицирована посредством ТКД. При этом обрабатываемая сборочная единица рассматривается как деталь.
0 Основные признаки технологической классификации
сборочных единиц
В качестве основных признаков технологической классификации сборочных единиц приняты следующие:
- размерная характеристика;
- характеристика массы;
- характеристика сложности;
- вид сборочной единицы по технологическому методу изготовления (сборки).
Структура и длина кодового обозначения классификационных группировок основных технологических признаков имеет вид:
|
|
1 |
2 |
3 |
|
|
4 |
|
5 |
|
6 |
|||||
|
|
X |
X |
X |
|
|
X |
|
X |
|
X |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Характеристика массы |
|
|
|
|
|
|
|
|
|
|
|||||
|
Характеристика сложности |
|
|
|
|
|
|
|
|
| ||||||
|
Вид сборочной единицы по технологическому методу изготовления (сборки) |
|
|
|
||||||||||||
Размерная характеристика
Сборочные единицы по признаку "размерная характеристика" кодируют тремя знаками по таблице 0.1 для осесимметричных сборочных единиц и таблице 0.2 для призматических и пластинчатых (1-3 разряды технологического кода).
У осесимметричных сборочных единиц кодируют: наибольший наружный диаметр  (1-й разряд технологического кода), длину
(1-й разряд технологического кода), длину  (2-й разряд технологического кода), диаметр центрального отверстия
(2-й разряд технологического кода), диаметр центрального отверстия  (3-й разряд технологического кода).
(3-й разряд технологического кода).
У призматических и пластинчатых сборочных единиц кодируют: ширину  (1-й разряд технологического кода), длину (2-й разряд технологического кода), высоту
(1-й разряд технологического кода), длину (2-й разряд технологического кода), высоту  (3-й разряд технологического кода).
(3-й разряд технологического кода).
При кодировании осесимметричных сборочных единиц диаметру центрального отверстия при его отсутствии назначают код 0.
При кодировании призматических и пластинчатых сборочных единиц следует учитывать, что  .
.
Таблица 0.1
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Св. 4 " 6 |
2 |
Св. 0.2 " 0.5 |
2 |
Св. 3 " 10 |
|
3 |
" 6 " 10 |
3 |
" 0.5 " 0.8 |
3 |
" 10 " 16 |
|
4 |
" 10 " 16 |
4 |
" 0.8 " 1.6 |
4 |
" 16 " 20 |
|
5 |
" 16 " 25 |
5 |
" 1.6 " 2.5 |
5 |
" 20 " 25 |
|
6 |
" 25 " 32 |
6 |
" 2.5 " 6 |
6 |
" 25 " 35 |
|
7 |
" 32 " 40 |
7 |
" 6 " 10 |
7 |
" 35 " 50 |
|
8 |
" 40 " 60 |
8 |
" 10 " 25 |
8 |
" 50 " 60 |
|
9 |
" 60 " 80 |
9 |
" 25 " 45 |
9 |
" 60 " 80 |
|
А |
Св. 80 до 100 |
А |
Св. 45 до 56 |
А |
Св. 80 до 100 |
|
Б |
" 100 " 120 |
Б |
" 56 " 75 |
Б |
" 100 " 125 |
|
В |
" 120 " 150 |
В |
" 75 " 95 |
В |
" 125 " 160 |
|
Г |
" 150 " 180 |
Г |
" 95 " 120 |
Г |
" 160 " 200 |
|
Д |
" 180 " 200 |
Д |
" 120 " 150 |
Д |
" 200 " 250 |
|
Е |
" 200 " 220 |
Е |
" 150 " 200 |
Е |
" 250 " 320 |
|
Ж |
" 220 " 320 |
Ж |
" 200 " 250 |
Ж |
" 320 " 400 |
|
И |
" 320 " 400 |
И |
" 250 " 300 |
И |
" 400 " 500 |
|
К |
" 400 " 630 |
К |
" 300 " 350 |
К |
" 500 " 800 |
|
Л |
" 630 " 800 |
Л |
" 350 " 500 |
Л |
" 800 |
|
М |
" 800 " 1000 |
М |
" 500 " 710 |
|
|
|
Н |
" 1000 " 1250 |
Н |
" 710 " 1000 |
|
|
|
П |
" 1250 " 1600 |
П |
" 1000 " 1400 |
|
|
|
Р |
" 1600 " 2000 |
Р |
" 1400 " 2000 |
|
|
|
С |
" 2000 " 2500 |
С |
" 2000 " 2800 |
|
|
|
Т |
" 2500 " 3150 |
Т |
" 2800 " 4000 |
|
|
|
У |
" 3150 " 4000 |
У |
" 4000 " 6000 |
|
|
|
Ф |
" 4000 " 5000 |
Ф |
" 6000 " 8000 |
|
|
|
Ц |
" 5000 " 6300 |
Ц |
" 8000 " 10000 |
|
|
|
Ш |
" 6300 " 8000 |
Ш |
" 10000 |
|
|
|
Щ |
" 8000 |
|
|
|
|
Таблица 0.2
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
Св. 16 " 40 |
2 |
Св. 25 " 45 |
2 |
Св. 16 " 40 |
|
3 |
" 40 " 75 |
3 |
" 45 " 75 |
3 |
" 40 " 75 |
|
4 |
" 75 " 95 |
4 |
" 75 " 120 |
4 |
" 75 " 110 |
|
5 |
" 95 " 120 |
5 |
" 120 " 180 |
5 |
" 110 " 140 |
|
6 |
" 120 " 150 |
6 |
" 180 " 300 |
6 |
" 140 " 200 |
|
7 |
" 150 " 180 |
7 |
" 300 " 360 |
7 |
" 200 " 250 |
|
8 |
" 180 " 220 |
8 |
" 360 " 450 |
8 |
" 250 " 300 |
|
9 |
" 220 " 300 |
9 |
" 450 " 600 |
9 |
" 300 " 340 |
|
А |
Св. 300 до 380 |
А |
Св. 600 до 750 |
А |
Св. 340 до 400 |
|
Б |
" 380 " 480 |
Б |
" 750 " 850 |
Б |
" 400 " 480 |
|
В |
" 480 " 560 |
В |
" 850 " 950 |
В |
" 480 " 560 |
|
Г |
" 560 " 750 |
Г |
" 950 " 1180 |
Г |
" 560 " 670 |
|
Д |
" 750 " 950 |
Д |
" 1180 " 1500 |
Д |
" 670 " 750 |
|
Е |
" 950 " 1180 |
Е |
" 1500 " 1900 |
Е |
" 750 " 950 |
|
Ж |
" 1180 " 1500 |
Ж |
" 1900 " 2360 |
Ж |
" 950 " 1180 |
|
И |
" 1500 " 1800 |
И |
" 2360 " 2800 |
И |
" 1180 " 1800 |
|
К |
" 1800 " 2360 |
К |
" 2800 " 3750 |
К |
" 1800 " 3000 |
|
Л |
" 2360 " 3000 |
Л |
" 3750 " 4750 |
Л |
" 3000 " 3750 |
|
М |
" 3000 " 3750 |
М |
" 4750 " 5600 |
М |
" 3750 |
|
Н |
" 3750 |
Н |
" 5600 " 7500 |
|
|
|
|
|
П |
" 7500 |
|
|
Характеристика массы
Сборочные единицы по признаку "характеристика массы" кодируют одним знаком по таблице 0.3 (4-й разряд технологического кода).
Таблица 0.3
|
|
|
|
|
|
|
2 |
Св. 0,003 " 0,006 |
|
3 |
" 0,006 " 0,012 |
|
4 |
" 0,012 " 0,025 |
|
5 |
" 0,025 " 0,05 |
|
6 |
" 0,05 " 0,1 |
|
7 |
" 0,1 " 0,2 |
|
8 |
" 0,2 " 0,5 |
|
9 |
" 0,5 " 1 |
|
А |
" 1 " 1,6 |
|
Б |
" 1,6 " 2,5 |
|
В |
" 2,5 " 4 |
|
Г |
" 4 " 10 |
|
Д |
" 10 " 16 |
|
Е |
" 16 " 25 |
|
Ж |
" 25 " 40 |
|
И |
Св. 40 до 63 |
|
К |
" 63 " 100 |
|
Л |
" 100 " 160 |
|
М |
" 160 " 250 |
|
Н |
" 250 " 400 |
|
П |
" 400 " 630 |
|
Р |
" 630 " 1000 |
|
С |
" 1000 " 1600 |
|
Т |
" 1600 " 2500 |
|
У |
" 2500 " 5000 |
|
Ф |
" 5000 " 10000 |
|
Ц |
" 10000 " 20000 |
|
Ш |
" 20000 " 100000 |
|
Щ |
" 100000 " 1000000 |
|
Э |
" 1000000 " 50000000 |
|
Ю |
" 50000000 |
Характеристика сложности
Сборочные единицы по признаку "характеристика сложности" кодируют одним знаком по таблицам 0.4 и 0.4.1 (5-й разряд технологического кода).
Весовые коэффициенты при назначении кода сборочным единицам по признаку "характеристика сложности" могут уточняться в установленном порядке.
Код 0 по признаку "характеристика сложности" назначают для сборочных единиц, у которых не определяют параметры, предусмотренные таблицей 0.4.1.
Таблица 0.4
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||









|
|
- |
суммарный результат; |
|||
|
|
- |
код, определяемый по количеству составных частей; |
|||
|
|
- |
код, определяемый по наивысшей степени точности; |
|||
|
|
- |
код наличия контрольно-регулировочных операций; |
|||
|
|
- |
код условий безопасности труда; |
|||
|
|
- |
весовые коэффициенты; |
|||
|
|
|
|
|||





 .
.
В таблице 0.4.1 приведены значения  .
.
Таблица 0.4.1
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|||
Вид сборочной единицы по технологическому методу изготовления (сборки)
Сборочные единицы по признаку "вид сборочной единицы по технологическому методу изготовления (сборки)" кодируют одним знаком по таблице 0.5 (6-й разряд технологического кода).
Код 0 по признаку "вид сборочной единицы по технологическому методу изготовления (сборки)" назначают для сборочных единиц, для которых нет необходимости указывать технологический метод их изготовления (сборки). При этом в переменной части технологического кода, содержащей классификационные группировки признаков, характеризующих вид сборочных единиц по технологическому методу изготовления (сборки), всем разрядам назначают код 0.
В ОТКСЕ, часть 1 обеспечена классификация и кодирование по основным технологическим признакам (постоянная часть кода) всех видов сборочных единиц по технологическому методу изготовления (сборки) и по признакам, зависящим от метода изготовления (сборки) (переменная часть кода), для 5' видов: сварка, пайка, склеивание, формование из полимерных материалов и посредством резьбового соединения.
Таблица 0.5
|
|
| ||
|
|
| ||
|
|
|
| |
|
2 |
|
- паяные | |
|
3 |
|
- клееные | |
|
4 |
|
- клепаные | |
|
5 |
|
- запрессованные | |
|
6 |
|
- развальцованные | |
|
7 |
|
- формованные | |
|
8 |
|
- сшитые, сколоченные | |
|
9 |
|
- жгутовые | |
|
А |
|
- электрорадиомонтажные | |
|
Б |
|
- намоточные, навивочные | |
|
В |
|
- комбинированные | |
|
Г |
|
- прочие | |
|
|
|
|
|
|
Е |
|
|
- штифтованные |
|
Ж |
|
|
- застегнутые |
|
И |
|
|
- байонетные |
|
К |
|
|
- комбинированные |
|
Л |
|
|
- прочие |
|
|
|
|
|
|
Н |
|
- вращательные | |
|
П |
|
- комбинированные | |
|
Р |
|
|
- прочие |
|
|
|
| |
|
Т |
|
- обжимные | |
|
У |
|
- стопорные | |
|
Ф |
|
- комбинированные | |
|
Ц |
|
- прочие | |
|
|
|
| |
|
Щ |
|
Резание, в т. ч. шлифование, полирование и др. отделочные операции | |
|
Э |
|
Нанесение покрытий | |
Если сборочная единица изготавливается с использованием нескольких методов изготовления (сборки), включая дополнительные виды обработки, то в этом случае переменная часть кода формируется для каждого метода изготовления (сборки) и вида дополнительной обработки. При этом при дополнительной обработке сборочная единица рассматривается как деталь и может быть классифицирована посредством ТКД.
Наименования классификационных группировок в таблице 0.5, в основном, общеупотребительны и не требуют пояснений. Однако, некоторые требуют дополнительных разъяснений в связи с предлагаемым способом классификации.
К жгутовым сборочным единицам относятся изделия, состоящие из проводов, шнуров, кабелей, закрепленных между собой нитками, лентами, поясками или другим изоляционным материалом, выполненные по самостоятельным чертежам или электромонтажным схемам.
Под сборочными единицами формованными следует понимать неразъемные сборочные единицы, полученные заливкой либо прессованием легкоплавкими твердеющими материалами (припоями), клеями, полимерными и другими композициями, которые образуют, как правило, внешнюю оболочку.
Под сборочными единицами стопорными следует понимать разъемно-неразъемные сборочные единицы, остановка и фиксация которых в определенном положении осуществляется при помощи стопора. Примером стопорной сборочной единицы может служить конструкция, в которой стопорение производится проволочным стержнем, согнутым пополам и вставленным в отверстие соединяемых конструкций с последующим разводом его концов (шплинтом).
К электрорадиомонтажным сборочным единицам относят сборочные единицы, содержащие электроэлементы и (или) радиоэлементы и провода, установленные и закрепленные на соответствующую базу с получением электрического контакта при помощи пайки, сварки или накрутки.
1 Технологическая классификация сборочных единиц,
изготовляемых сваркой
Код признака "вид сборочной единицы по технологическому методу изготовления (сборки)" (6-й разряд технологического кода) -1.
Для технологической классификации сборочных единиц, изготовляемых сваркой используются следующие существенные признаки:
- способ сварки;
- положение шва и наличие требования контроля качества шва (ККШ);
- форма подготовленных кромок;
- максимальная длина шва;
- минимальная толщина (сечение) свариваемых элементов или максимальное сечение свариваемых элементов;
- сочетание материалов свариваемых элементов.
Структура и длина кодового обозначения признаков классификации:
|
|
7 |
8 |
9 |
|
10 |
|
11 |
|
12 |
|
|
13 |
|
|
14 |
|
||||||||||||
|
|
Х |
Х |
Х |
|
Х |
|
Х |
|
Х |
|
|
Х |
|
|
Х |
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Способ сварки
Сборочные единицы по признаку "способ сварки" кодируют тремя знаками по таблице 1.1 (7-9-й разряды технологического кода).
Таблица 1.1 составлена на основе таблиц 26 и 27 (2-4-й разряды) Классификатора технологических операций машиностроения и приборостроения (1 85 151).
Таблица 1.1
|
|
| |||||
|
|
| |||||
|
001 |
Индукционнопрессовая | |||||
|
002 |
Газопрессовая | |||||
|
003 |
Термокомпрессионная | |||||
|
004 |
Дугопрессовая | |||||
|
005 |
Шлакопрессовая | |||||
|
006 |
Термитнопрессовая | |||||
|
007 |
Печная | |||||
|
|
Контактная: | |||||
|
010 |
- без указания | |||||
|
011 |
- точечная | |||||
|
012 |
- шовная | |||||
|
013 |
- стыковая | |||||
|
014 |
- рельефная | |||||
|
015 |
- шовностыковая | |||||
|
|
Диффузионная: | |||||
|
020 |
- без указания | |||||
|
021 |
- в инертных газах | |||||
|
022 |
- в активных газах | |||||
|
023 |
- в вакууме | |||||
|
|
Световая: | |||||
|
025 |
- без указания | |||||
|
026 |
- лазерная | |||||
|
027 |
- энергией лучей оптического диапазона | |||||
|
028 |
- инфракрасным излучением | |||||
|
|
Дуговая: | |||||
|
030 |
- без указания | |||||
|
031 |
- покрытым электродом | |||||
|
032 |
- пучком покрытых электродов | |||||
|
033 |
- самозащитной проволокой | |||||
|
034 |
- порошковой проволокой | |||||
|
035 |
- под флюсом | |||||
|
|
|
| ||||
|
037 |
|
|
| |||
|
038 |
|
|
- без присадочного металла | |||
|
|
|
|
| |||
|
|
|
|
|
| ||
|
042 |
|
|
|
- без присадочного металла | ||
|
|
|
| ||||
|
|
- в углекислом газе
|
| ||||
|
|
|
|
| |||
|
|
|
|
| |||
|
|
|
|
| |||
|
048 |
|
неплавящимся |
- с присадочным металлом | |||
|
049 |
|
|
- без присадочного металла | |||
|
|
| |||||
|
|
|
| ||||
|
|
|
|
| |||
|
054 |
|
|
- без присадочного металла | |||
|
|
| |||||
|
|
|
| ||||
|
|
|
|
| |||
|
|
|
|
| |||
|
|
| |||||
|
062 |
Электроннолучевая | |||||
|
063 |
Плазменнолучевая | |||||
|
064 |
Ионнолучевая | |||||
|
065 |
Тлеющим разрядом | |||||
|
066 |
Термоимпульсная | |||||
|
067 |
Индукционная | |||||
|
068 |
Газовая | |||||
|
069 |
Термитная | |||||
|
071 |
Литейная | |||||
|
072 |
Взрывом | |||||
|
073 |
Трением | |||||
|
074 |
Магнитоимпульсная | |||||
|
075 |
Газовым теплоносителем | |||||
|
076 |
Экструдированной присадкой | |||||
|
077 |
Химическая | |||||
|
|
Ультразвуковая: | |||||
|
080 |
- без указания | |||||
|
081 |
- точечная | |||||
|
082 |
- шовная | |||||
|
083 |
- стыковая | |||||
|
|
Холодная: | |||||
|
090 |
- без указания | |||||
|
091 |
- точечная | |||||
|
092 |
- шовная | |||||
|
093 |
- стыковая | |||||
|
|
Наплавка: | |||||
|
110 |
- без указания | |||||
|
111 |
|
- покрытым электродом | ||||
|
112 |
|
- пучком покрытых электродов | ||||
|
113 |
|
- самозащитной проволокой | ||||
|
114 |
|
- порошковой проволокой | ||||
|
115 |
|
- под флюсом | ||||
|
116 |
|
- по флюсу | ||||
|
|
|
|
| |||
|
118 |
- дуговая
|
|
- неплавящимся электродом | |||
|
|
|
|
| |||
|
121 |
|
|
- порошковой проволокой | |||
|
122 |
|
|
- неплавящимся электродом | |||
|
|
|
|
| |||
|
124 |
|
|
- неплавящимся электродом | |||
|
|
| |||||
|
126 |
- индукционная | |||||
|
127 |
- электрошлаковая | |||||
|
128 |
- плазменная | |||||
|
129 |
- трением | |||||
|
131 |
- с помощью контактной сварки | |||||
|
132 |
- газопламенная | |||||
|
133 |
- с использованием жидкого присадочного металла | |||||
|
139 |
- прочие | |||||
|
|
Термоконтактная: | |||||
|
180 |
- без указания | |||||
|
181 |
- оплавлением | |||||
|
182 |
- проплавлением | |||||
|
|
|
| ||||
|
184 |
|
- роликом | ||||
|
185 |
|
- полозом | ||||
|
|
| |||||
|
187 |
- встык | |||||
|
298 |
Комбинированная | |||||
|
299 |
Прочие | |||||
Положение шва и наличие требования контроля качества шва
Сборочные единицы по признаку "положение шва и наличие требования контроля качества шва" кодируют одним знаком по таблице 1.2 (10-й разряд технологического кода). Наличие требования ККШ считают имеющим место, если на чертеже такое требование указано хотя бы по одному шву.
Таблица 1.2
|
|
|
|
|||
|
|
|
|
|||
|
1 |
|
с ККШ |
|||
|
|
|
|
|||
|
3 |
|
с ККШ |
|||
|
|
|
|
|||
|
5 |
|
с ККШ |
|||
|
|
|
|
|||
|
7 |
|
с ККШ |
|||
|
|
|
|
|||
|
9 |
|
с ККШ |
|||
|
|
|
|
|||
|
Б |
|
с ККШ |
|||
|
|
|
|
|||
|
Г |
|
с ККШ |
|||
|
|
|
|
|||
|
Е |
|
с ККШ |
|||
|
|
|
|
|||
|
И |
|
с ККШ |
|||
|
|
|
|
|||
|
Л |
|
с ККШ |
|||
|
|
|
|
|||
|
Н |
|
с ККШ |
|||
|
|
|
|
|||
|
Щ |
|
с ККШ |
|||
|
|
|
|
|||
|
Э |
|
с ККШ |
|||
Форма подготовленных кромок
Сборочные единицы по признаку "форма подготовленных кромок" кодируют одним знаком по таблицам 1.3 и 1.4 (11-й разряд технологического кода). По таблице 1.3 кодируют форму подготовленных кромок у сборочных единиц свариваемых из элементов, изготовленных из металлов, по таблице 1.4 - у сборочных единиц свариваемых из элементов, изготовленных из неметаллов.
У сборочных единиц свариваемых из элементов, изготовленных из разнородных материалов (металлы и неметаллы), форму шва и кромок изображают на чертеже. Признаку "форма подготовленных кромок" в этих случаях назначают код Я.
Таблица 1.3
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
Стыковые соединения: |
|
|
||||
|
1 |
- с отбортовкой кромок |
С1, С28 |
Односторонний |
||||
|
2 |
- с отбортовкой кромки |
С3 |
Односторонний |
||||
|
3 |
- без скоса кромок |
С2, С59 |
Односторонний |
||||
|
|
|
С4 |
Односторонний на съемной подкладке |
||||
|
|
|
С5, С57, С60 |
Односторонний на остающейся подкладке |
||||
|
|
|
С6 |
Односторонний замковый |
||||
|
|
|
С7, С29 |
Двусторонний |
||||
|
|
|
С42, С30 |
Двусторонний с последующей строжкой |
||||
|
4 |
- |
с прямолинейным скосом одной кромки |
С8 |
Односторонний |
|||
|
|
|
|
С9 |
Односторонний на съемной подкладке |
|||
|
|
|
|
С10 |
Односторонний на остающейся подкладке |
|||
|
|
|
|
С11 |
Односторонний замковый |
|||
|
|
|
|
С12 |
Двусторонний |
|||
|
5 |
- |
с криволинейным скосом одной кромки |
С13 |
Двусторонний |
|||
|
6 |
- |
с ломаным скосом одной кромки |
С14 |
Двусторонний |
|||
|
7 |
- |
с двумя симметричными скосами одной кромки |
С15 |
Двусторонний |
|||
|
8 |
- |
с двумя симметричными криволинейными скосами одной кромки |
С16, С44 |
Двусторонний |
|||
|
9 |
- |
с двумя несимметричными скосами одной кромки |
С43 |
Двусторонний |
|||
|
А |
- |
с прямолинейным скосом кромок |
С17, С51 |
Односторонний |
|||
|
А |
- |
с прямолинейным скосом кромок |
С19, С49, С50, С58, |
Односторонний на остающейся подкладке |
|||
|
|
|
|
С46 |
Односторонний с расплавляющейся вставкой |
|||
|
|
|
|
С21, С54, |
Двусторонний |
|||
|
|
|
|
С45 |
Двусторонний с последующей строжкой |
|||
|
Б |
- |
с криволинейным, ломаным скосом кромок |
С47 |
Односторонний |
|||
|
|
|
|
С48, С52, С53 |
Односторонний с расточкой |
|||
|
|
|
|
С23, С24 |
Двусторонний |
|||
|
В |
- |
с двумя симметричными прямолинейными скосами кромок |
С25 |
Двусторонний |
|||
|
Г |
- |
с двумя симметричными криволинейными, ломаными скосами кромок |
С26, С27 |
Двусторонний |
|||
|
Д |
- |
с двумя несимметричными скосами кромок |
С39, С56 |
Двусторонний с прямолинейными скосами |
|||
|
|
|
|
С40 |
Двусторонний с криволинейными скосами |
|||
|
|
Угловые соединения: |
|
|
||||
|
Е |
- |
с отбортовой одной кромки |
У1, У2 |
Односторонний |
|||
|
Ж |
- |
без скоса кромок |
У4, У16, У17, У18 |
Односторонний |
|||
|
|
|
|
У5, У3 |
Двусторонний |
|||
|
И |
- |
с прямолинейным скосом одной кромки |
У6, У19, У20, У23 |
Односторонний |
|||
|
|
|
|
У21 |
Односторонний на съемной подкладке |
|||
|
|
|
|
У15 |
Односторонний с развальцовкой |
|||
|
|
|
|
У7 |
Двусторонний |
|||
|
К |
- |
с двумя прямолинейными симметричными скосами одной кромки |
У22 |
Односторонний |
|||
|
|
|
|
У8, У24 |
Двусторонний |
|||
|
Л |
- |
с прямолинейным скосом кромок |
У9 |
Односторонний |
|||
|
|
|
|
У10 |
Двусторонний |
|||
|
М |
- |
с криволинейным, ломаным скосом одной кромки |
У11, У12 |
Двусторонний |
|||
|
Н |
- |
с двумя симметричными криволинейными или ломаными скосами одной кромки |
У13, У14 |
Двусторонний |
|||
|
|
|
Тавровые соединения: |
|
|
|||
|
П |
- |
без скоса кромок |
Т1 |
Односторонний |
|||
|
|
|
|
Т3 |
Двусторонний |
|||
|
Р |
- |
с прямолинейным скосом одной кромки |
Т6 |
Односторонний |
|||
|
|
|
|
Т7, Т4 |
Двусторонний |
|||
|
С |
- |
с криволинейным скосом одной кромки |
Т2 |
Двусторонний |
|||
|
Т |
- |
с двумя симметричными скосами одной кромки
|
Т8 |
Двусторонний |
|||
|
|
|
|
Т9 |
Двусторонний |
|||
|
У |
- |
с двумя симметричными криволинейными скосами одной кромки |
Т5 |
Двусторонний |
|||
|
Ф |
- |
с двумя симметричными ломаными скосами кромки |
Т10 |
Двусторонний |
|||
|
Ц |
Нахлесточные соединения |
Н4, Н5 |
Односторонний двойной |
||||
|
|
|
Н1, Н3 |
Односторонний |
||||
|
|
|
Н2 |
Двусторонний |
||||
|
Ш |
Точечные соединения |
|
|
||||
|
Щ |
Комбинированные |
|
|
||||
|
Э |
Прочие |
|
|
||||
Таблица 1.4
|
|
|
|
|
||||
|
|
|
|
|
||||
|
|
Стыковые соединения: |
|
|
||||
|
3 |
- |
без скоса кромок |
С1 |
Односторонний |
|||
|
|
|
С2 |
Односторонний на съемной подкладке |
||||
|
|
|
С3 |
Односторонний на остающейся подкладке |
||||
|
|
|
С4 |
Двусторонний |
||||
|
4 |
- |
со скосом одной кромки |
С5 |
Односторонний |
|||
|
|
|
|
С6 |
Односторонний на съемной подкладке |
|||
|
|
|
|
С7 |
Односторонний на остающейся подкладке |
|||
|
|
|
|
С8 |
Двусторонний |
|||
|
7 |
- |
с двумя симметричными скосами одной кромки |
С9 |
Двусторонний |
|||
|
А |
- |
со скосом двух кромок |
С10 |
Односторонний |
|||
|
|
|
|
С11 |
Односторонний на съемной подкладке |
|||
|
|
|
|
С12 |
Односторонний на остающейся подкладке |
|||
|
|
|
|
С13 |
Двусторонний |
|||
|
В |
- |
с двумя симметричными скосами двух кромок |
С14 |
Двусторонний |
|||
|
Д |
- |
со скосом кромок |
С15 |
Двусторонний |
|||
|
Ц |
Нахлесточные соединения |
Н1 |
Односторонний |
||||
|
|
|
|
Н2 |
Двусторонний |
|||
|
|
|
|
Н3, Н4, Н5 |
Для трубопроводов |
|||
|
|
Угловые соединения: |
|
|
||||
|
Ж |
- |
без скоса кромок |
У1, У2 |
Односторонний |
|||
|
|
|
|
У3, У4 |
Двусторонний |
|||
|
И |
- |
со скосом одной кромки |
У5, У6 |
Односторонний |
|||
|
К |
- |
с двумя симметричными скосами кромок |
У7 |
Двусторонний |
|||
|
Л |
- |
со скосом двух кромок |
У8, У9 |
Односторонний |
|||
|
|
Тавровые соединения: |
|
|
||||
|
П |
- |
без скоса кромок |
Т1 |
Односторонний |
|||
|
|
|
|
Т2 |
Двусторонний |
|||
|
Р |
- |
со скосом одной кромки |
Т3 |
Односторонний |
|||
|
|
|
|
Т4 |
Двусторонний |
|||
|
У |
- |
с двумя симметричными скосами двух кромок |
Т5 |
Двусторонний |
|||
|
Ю |
Раструбно-стыковые соединения |
НС1, НС2, НС3, НС4, НС5, НС6, НС7, НС8 |
Для трубопроводов |
||||
|
Щ |
Комбинированные |
|
|
||||
|
Э |
Прочие |
|
|
||||
Максимальная длина шва
Сборочные единицы по признаку "максимальная длина шва" кодируют одним знаком по таблице 1.5 (12-й разряд технологического кода). Классификационные группировки даны в порядке возрастания длины шва.
При определении величины максимальной длины шва для сварки сплошным швом берут сумму всех сварных швов; для сварки прерывистым швом - сумму длин свариваемых участков по всем швам.
Максимальной длине шва при контактной точечной сварке и прихватке назначают код 0.
Таблица 1.5
|
|
|
|
|
|
|
1 |
До 0,1 |
|
2 |
Св. 0,1 " 1 |
|
3 |
" 1 " 10 |
|
4 |
" 10 " 100 |
|
5 |
" 100 " 500 |
|
6 |
" 500 " 1000 |
|
7 |
" 1000 " 5000 |
|
8 |
" 5000 " 10000 |
|
9 |
" 10000 " 40000 |
|
А |
" 40000 |
Минимальная толщина (сечение) свариваемых элементов или максимальное сечение свариваемых элементов
Сборочные единицы по признаку "минимальная толщина (сечение) свариваемых элементов или максимальное сечение свариваемых элементов" кодируют одним знаком по таблицам 1.6-1.8 (13-й разряд технологического кода).
Максимальное сечение свариваемых элементов (СЭ) кодируют по таблице 1.6 при способах сварки, имеющих коды: 001, 002, 003, 004, 005, 006, 007, 013, 020, 021, 022, 023, 073, 074, 083, 093, 187. При всех остальных кодах способов сварки кодируют минимальную толщину (сечение) СЭ. При этом минимальное сечение кодируется по таблице 1.7 в случаях, когда площади сечений СЭ отличаются в 3 и более раз. В остальных случаях кодируют минимальную толщину СЭ по таблице 1.8.
Таблица 1.6
|
|
|
|
|
|
|
1 |
До 10 |
|
2 |
Св. 10 " 50 |
|
3 |
" 50 " 100 |
|
4 |
" 100 " 200 |
|
5 |
" 200 " 300 |
|
6 |
" 300 " 500 |
|
7 |
" 500 " 1000 |
|
8 |
" 1000 " 1500 |
|
9 |
" 1500 " 2000 |
|
А |
" 2000 " 3000 |
|
Б |
" 3000 " 5000 |
|
В |
" 5000 " 10000 |
|
Г |
" 10000 " 20000 |
|
Д |
" 20000 " 30000 |
|
Е |
" 30000 " 40000 |
|
Ж |
" 40000 " 80000 |
|
И |
" 80000 |

Таблица 1.7
|
|
|
|
|
|
|
М |
До 1 |
|
Н |
Св. 1 " 5 |
|
П |
" 5 " 10 |
|
Р |
" 10 " 50 |
|
С |
" 50 |
Таблица 1.8
|
|
|
|
|
|
|
1 |
До 0,1 |
|
2 |
Св. 0,1 " 0,5 |
|
3 |
" 0,5 " 1 |
|
4 |
" 1 " 2 |
|
5 |
" 2 " 5 |
|
6 |
" 5 " 10 |
|
7 |
" 10 " 20 |
|
8 |
" 20 " 50 |
|
9 |
" 50 " 100 |
|
А |
" 100 " 200 |
|
Б |
" 200 " 400 |
|
В |
" 400 |
Сочетание материалов свариваемых элементов
Сборочные единицы по признаку "Сочетание материалов свариваемых элементов "кодируют одним знаком по таблице 1.9 (14-й разряд технологического кода).
Таблица 1.9
|
|
|
|
|
|
|
|
Сталь: |
|
1 |
- углеродистая |
|
2 |
- конструкционная |
|
3 |
- инструментальная |
|
4 |
- низколегированная |
|
5 |
- высоколегированная |
|
6 |
- жаропрочная |
|
7 |
- с высоким электрическим сопротивлением |
|
8 |
- электротехническая |
|
9 |
- другие марки стали |
|
А |
Чугун |
|
Б |
Медь |
|
В |
Алюминий |
|
Г |
Олово, свинец |
|
Д |
Титан |
|
|
Сплавы: |
|
Е |
- на основе меди |
|
Ж |
- на основе алюминия |
|
И |
- на основе магния |
|
К |
- на основе олова, свинца |
|
Л |
- на основе титана |
|
М |
- на основе хрома, никеля |
|
Н |
- другие сплавы |
|
П |
Благородные металлы и сплавы |
|
Р |
Пластмассы |
|
С |
Керамические, металлокерамические материалы |
|
Т |
Прочие материалы |
|
|
Сочетание разнородных материалов: |
|
У |
- с близкими температурами плавления (ТП) и термическими коэффициентами расширения (ТКР) |
|
Ф |
- с существенно различными ТП, но близкими ТКР |
|
Ц |
- с близкими ТП, но существенно различными ТКР |
|
Ш |
- с существенно различными ТП и ТКР |
2 Технологическая классификация сборочных единиц,
изготовляемых пайкой
Код признака "вид сборочной единицы по технологическому методу изготовления (сборки)" (6-й разряд технологического кода) - 2.
Для технологической классификации сборочных единиц, изготовляемых пайкой, используют следующие существенные признаки:
- способ пайки;
- состав припоя;
- состав присадочного материала;
- форма соединения паяемых элементов и ККШ;
- сочетание материалов паяемых элементов.
Структура и длина кодового обозначения признаков классификации:
|
|
7 |
8 |
9 |
|
10 |
11 |
|
12 |
|
|
13 |
|
|
14 |
|
|||||||||||||||
|
|
Х |
Х |
Х |
|
Х |
Х |
|
Х |
|
|
Х |
|
|
Х |
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||||||
Способ пайки
Сборочные единицы по признаку "способ пайки" кодируют тремя знаками по таблице 2.1 (7 и 9-й разряды технологического кода).
Таблица 2.1 составлена на основе таблиц 22 и 23 (2-4-й разряды) Классификатора технологических операций машиностроения и приборостроения (1 85 151).
Таблица 2.1
|
|
|
||||||
|
|
|
||||||
|
|
Пайка готовым припоем: |
||||||
|
010 |
- без указания |
||||||
|
|
|
|
|
||||
|
012 |
|
- |
газопламенная |
||||
|
013 |
|
- |
индукционная |
||||
|
014 |
|
- |
в печи |
||||
|
015 |
|
- |
электросопротивлением |
||||
|
016 |
|
- |
дуговая |
||||
|
016 |
|
- |
экзотермическая |
||||
|
018 |
|
- |
волной припоя |
||||
|
019 |
|
- |
погружением в расплавленный припой |
||||
|
021 |
|
- |
погружением в расплавленную соль |
||||
|
022 |
|
- |
плазменная |
||||
|
|
газовой среде |
|
|
||||
|
036 |
|
- |
индукционная |
||||
|
037 |
|
- |
радиационная (световыми лучами, инфракрасными лучами, лазерная) |
||||
|
|
|
|
|
||||
|
039 |
|
- |
индукционная |
||||
|
041 |
|
- |
радиационная (световыми лучами, инфракрасными лучами, лазерная) |
||||
|
|
|
|
|
||||
|
043 |
|
- |
индукционная |
||||
|
|
- в вакууме |
- |
радиационная (световыми лучами, |
||||
|
045 |
|
- |
электроннолучевая |
||||
|
046 |
|
- |
тлеющим разрядом |
||||
|
|
|
||||||
|
|
- без указания |
||||||
|
|
|
|
|
||||
|
052 |
|
- |
индукционная |
||||
|
053 |
|
- |
радиационная (световыми лучами, инфракрасными лучами, лазерная) |
||||
|
|
|
|
|
||||
|
055 |
- в активной газовой среде |
- |
индукционная |
||||
|
056 |
|
- |
радиационная (световыми лучами, |
||||
|
|
|
|
|
||||
|
058 |
|
- |
индукционная |
||||
|
|
- в вакууме |
- |
радиационная (световыми лучами, |
||||
|
061 |
|
- |
электроннолучевая |
||||
|
062 |
|
- |
тлеющим разрядом |
||||
|
|
|
||||||
|
070 |
- без указания |
||||||
|
071 |
- в печи |
||||||
|
072 |
- газопламенная |
||||||
|
073 |
- погружением в расплавленный флюс |
||||||
|
074 |
- экзотермическая |
||||||
|
077 |
Электролитная |
||||||
|
|
Пайкосварка: |
||||||
|
110 |
- без указания |
||||||
|
|
|
|
|
||||
|
112 |
|
- |
дуговая |
||||
|
|
|
||||||
|
|
- без указания |
||||||
|
|
|
|
|
||||
|
132 |
|
- |
в активной газовой среде |
||||
|
133 |
|
- |
в вакууме |
||||
|
|
|
|
|
||||
|
135 |
|
- |
в активной газовой среде |
||||
|
136 |
|
- |
в вакууме |
||||
|
|
|
||||||
|
142 |
- диффузионная готовым припоем, электронно-лучевая в вакууме |
||||||
|
299 |
Прочие |
||||||
Состав припоя
Сборочные единицы по признаку "состав припоя" кодируют двумя знаками по таблице 2.2 (10 и 11-й разряды технологического кода).
Состав присадочного материала
Сборочные единицы по признаку "состав присадочного материала" кодируют одним знаком по табл. 2.3 (12-й разряд технологического кода).
Таблица 2.2
|
|
|
|
|
|
|||||
|
|
пайки |
припоя |
|
|
|
||||
|
|
|
||||||||
|
|
|
|
|
|
|
||||
|
11 |
|
|
Галливые |
Г7, Г17, 1, 2, 3, 4, 5 галливые пасты, ПГМ |
Для предохрани- |
||||
|
12 |
|
|
Индиевые |
ПОСИЗО, ПСрЗИ |
Для пайк |
||||
|
13 |
|
|
Висмутовые |
Вуда, Розе, Д''Арсенваля, Липовица, ПОСВ 33, ПОСВ 50-18 |
Для пайки меди, латуни, никеля, свинца |
||||
|
14 |
|
|
Оловянно- |
ПОСК 50, ПОСК 50-18 |
Пайка луженых и серебряных поверхностей |
||||
|
19 |
|
|
Прочие |
|
|
||||
|
20 |
Низкотемпе-
|
Легкоплавкие
|
Без указания |
|
|
||||
|
21 |
|
|
Оловянно- |
ПОС 90, ПОС 61, ПОС 61А, ПОС 61М, ПОС 40, ПОС 30, ПОС 18 |
Пайка оцинкованного и луженого железа, лужение меди, металлизация пластмасс и радиокерамики |
||||
|
22 |
|
|
Оловянно- |
ПОСС 4-6, ПОСС 30-5 |
Пайка и лужение меди, никелевых сплавов, ковара, серебра повышенной прочности |
||||
|
23 |
Низкотемпе-
|
Легкоплавкие
|
Оловянно- |
ПОССр 2, ПОССр 3 |
Пайка микромодулей, меди, изделий с вакуумнопло- |
||||
|
24 |
|
|
Оловянно- |
ПСр 1.5, ПСр 2, ПСр 2.5 |
Пайка деталей при температуре эксплуатации до 200°С |
||||
|
25 |
|
|
Оловянно- |
П150А, П170А, П200А |
Пайка алюминиевых сплавов с медью, титановых сплавов |
||||
|
|
|
|
Оловянно- |
|
Ультразвуковое бесфлюсовое лужение |
||||
|
26 |
|
|
Кадмиевые |
К1, К3, ПСр3КД, К83-17, ПСр5КЦН, ПСр8КЦН, А |
Пайка меди, латуни, стали после меднения, изделий электропромыш- |
||||
|
27 |
|
|
Оловянно- |
ПОСЗл 3 |
Пайка радиоэлектрон- |
||||
|
28 |
|
|
Магниевые |
П380Мг, П430Мг, 4,5 |
Пайка сплавов |
||||
|
29 |
|
|
Специаль- |
Ф370А, Х380А, 17, 124, ТПИ-3, 1 ? 7 |
Пайка погружением во флюсовой ванне |
||||
|
39 |
|
|
Прочие |
|
|
||||
|
|
Высокотемпе- |
Среднеплавкие
|
Без указания |
- |
- |
||||
|
41 |
Высокотемпе- |
Среднеплавкие
|
Медь и медноцин- |
М1, ПМЦ 36, ПМЦ 48, ПМЦ 54 |
Пайка меди, черных |
||||
|
42 |
|
|
Латунные |
Л62, Л68, ЛК 62-05, ЛОК 62-06-04, ЛОК 59-1-03, ЛКН 56-03-06 |
Пайка сталей, никеля и его сплавов (взамен серебряных припоев) |
||||
|
43 |
|
|
Медно- |
ПМФ7, ПМФ9, ПФОЦ 7-3-2 |
Пайка меди и ее сплавов (обеспечивается повышенная прочность и небольшая пластичность шва) |
||||
|
44 |
|
|
Медно- |
ПМЗл 37 |
Пайка меди, пермаллоя, ковара, суперинвара, платины |
||||
|
45 |
|
|
Серебряные |
ПСр 72, ПСр 70, ПСр65, ПСр 50, ПСр 45, ПСр 25, ПСр 10, ПСр 25Ф, ПСр 50 КД |
Пайка меди и ее сплавов: нержавеющих и конструкционных сталей: контактов, требующих высокой электро- и теплопроводности |
||||
|
46 |
|
|
Серебряно- |
ПСрМц 15 |
Пайка титана и его сплавов |
||||
|
47 |
|
|
Золотые |
N 1 ? 10 ЗЛСрМ 538-80 |
Пайка вакуумных высокотемпера- |
||||
|
48 |
|
|
Алюминие- |
В62, Германиевый-1, 34А, П550А, П124, П575А, П590, эвтектический силумин |
Пайка АМц, АМг, АМк, Д1, Д16, Д20, В95, АЛ2, пайка алюминия с медью |
||||
|
49 |
Высокотемпе- |
Среднеплавкие
|
Магниевые |
AZ125, AZ92 |
Пайка магниевых сплавов |
||||
|
59 |
|
|
Прочие |
|
|
||||
|
60 |
|
Высокоплавкие
|
Без указания |
|
|
||||
|
61 |
|
|
Никелевые |
КП, ВПр1, ПЖ, ПМН, ППФ, ПЖЛ500, ПН25, ПНМ700Мц |
Пайка нержавеющих сталей и жарочных сплавов. Пайка молибдена и |
||||
|
62 |
|
|
Медные |
М0, М1 |
Пайка легированных сталей никеля и его сплавов в печах |
||||
|
63 |
|
|
Палладиевые |
N 8 ? 20 |
Пайка жарочных соединений, железа, кобальта, никеля, керамики, графита |
||||
|
64 |
|
|
Титано- |
В-4, А-70 |
Пайка титана и его сплавов |
||||
|
69 |
|
|
Прочие |
|
|
||||
|
|
|
|
|
|
|
||||





Таблица 2.3
|
|
|
|
|
|
||||
|
|
|
|||||||
|
|
|
|
|
|
||||
|
2 |
|
Кислотные |
ЛМ-1, раствор молочной кислоты, ортофосфорная кислота, раствор соляной кислоты, Ф38Н, ФИМ, N 3 |
Пайка нержавеющей стали, монеля, алюминиевой бронзы, сплава никеля с медью, алюминиевой и берилевой бронзы, нихрома, коррозионностойких сталей, платины |
||||
|
3 |
|
Галогенидные (порошок, пасты, водный раствор на основе солей соляной кислоты) |
Прима 1, Прима 2, на основе хлористого цинка, на основе хлористого аммония |
Пайка углеродистых, низкоуглеродистых и коррозионностойких сталей: меди и ее сплавов; металлов платиновой группы |
||||
|
4 |
|
Гидразиновые (растворы на основе гидрозина и его производных) |
Гидразин солянокислотный, сернокислотный |
Пайка меди, латуни, бронзы |
||||
|
5 |
|
Фторборатные (на основе солей фторборной кислоты) |
Ф59А, Ф61А, Ф54А, N 9 |
Пайка алюминия и его сплавов, берилевой бронзы, оцинкованного железа, меди, алюминиевых проводов с изоляцией |
||||
|
6 |
|
Анилиновые (на основе анилина и его производных) |
N 10, N11 |
Пайка алюминиевых проводов |
||||
|
7 |
Низкотемпературная (мягкая)
|
Стеариновые (на основе жирных кислот-стеарин, парафин, вазелин) |
Хлористый парафин, ВТС, Вазелин технический с добавками (флюс-паста) |
Пайка меди и ее сплавов: серебра, золота, платины и их сплавов; медных электротехнических элементов |
||||
|
Ц |
|
Прочие |
|
|
||||
|
|
|
|
|
|
||||
|
Б |
|
Фторборатные (на основе солей фторборной кислоты) |
Бура, N 7, N 200, N 284, ПВ200 ПВ201, Ф100, МАФ-1 |
Пайка углеродистых, коррозионно-стойких, жаропрочных сталей; никеля, медных и алюминиевых сплавов; меди, латуни, бронзы; твердосплавного инструмента; пайко-сварка чугуна |
||||
|
В |
|
Боридно-углекислые (бориды и соли угольной кислоты) |
Салют 1, АНП1, АНП2, ФПСН1, ФПСН2 |
Пайка латуни, высоколегированных сталей, чугуна, чугуна со сталью |
||||
|
Э |
|
Прочие |
|
|
||||
Форма соединения паяемых элементов и ККШ
Сборочные единицы по признаку "форма соединения паяемых элементов и ККШ" кодируют одним знаком по таблице 2.4 (13-й разряд технологического кода), в т.ч. при требовании ККШ хотя бы одного шва.
Таблица 2.4
|
|
|
|
|||
|
|
|
|
|||
|
1 |
Нахлесточный |
ПН-1, ПН-2, ПН-3 |
|||
|
2 |
Телескопический (трубчатый нахлесточный) |
ПН-4, ПН-5, ПН-6 |
|||
|
3 |
Стыковой прямой (встык) |
ПВ-1, ПВ-2 |
|||
|
4 |
Косостыковой (вскос) |
В-3, В-4 |
|||
|
5 |
Тавровый |
ПТ-1, ПТ-2, ПТ-3, ПТ-4 |
|||
|
6 |
Угловой |
ПУ-1, ПУ-2, ПУ-3 |
|||
|
7 |
Соприкасающийся |
ПС-1, ПС-2, ПС-3, ПС-4, ПС-5 |
|||
|
8 |
Нахлесточный с ККШ |
|
|||
|
9 |
Телескопический с ККШ |
|
|||
|
А |
Стыковой с ККШ |
|
|||
|
Б |
Косостыковой с ККШ |
|
|||
|
В |
Тавровый с ККШ |
|
|||
|
Г |
Угловой с ККШ |
|
|||
|
Д |
Соприкасающийся с ККШ |
|
|||
|
Ц |
Комбинированный |
ПН-2, ПВ-1* |
|||
|
__________________ * Для комбинированной формы соединения паяемых элементов каждой строке в графе "условное обозначение формы соединения паяемых элементов" соответствует одно условное обозначение. |
|||||
|
|
|
ПН-5, ПВ-2 |
|||
|
|
|
2ПН-3, 3ПВ-1 |
|||
|
|
|
2ПВ-3 |
|||
|
|
|
ПВ-2, ПВ-4 |
|||
|
|
|
ПВ-1, 2ПН-1 |
|||
|
|
|
ПВ-2, 2ПН-4 |
|||
|
Ц |
Комбинированный |
ПТ-1, 2ПВ-1 |
|||
|
|
|
|
|||
|
|
|
4ПН-2 |
|||
|
|
|
ПТ-2, ПТ-1 |
|||
|
|
|
3ПН-2, 2ПВ-1 |
|||
|
|
|
2ПН-2, 2ПВ-1 |
|||
|
|
|
6ПН-2, 4ПВ-1, ПС-1 |
|||
|
Ш |
Комбинированный с ККШ |
|
|||
|
Щ |
Прочие |
|
|||
|
Э |
Прочие с ККШ |
|
|||
 ПВ-4, где
ПВ-4, где
Сочетание материалов паяемых элементов
Сборочные единицы по признаку "сочетание материалов паяемых элементов" кодируют одним знаком по таблице 2.5 (14-й разряд технологического кода).
Таблица 2.5
|
|
|
|||
|
|
|
|||
|
|
Сталь: |
|||
|
1 |
- углеродистая сталь |
|||
|
2 |
- конструкционная |
|||
|
3 |
- инструментальная |
|||
|
4 |
- низколегированная |
|||
|
5 |
- высоколегированная |
|||
|
6 |
- жаропрочная |
|||
|
7 |
- высоким электрическим сопротивлением |
|||
|
8 |
- электротехническая |
|||
|
9 |
- другие марки стали |
|||
|
А |
Чугун |
|||
|
Б |
Медь |
|||
|
В |
Алюминий |
|||
|
Г |
Олово, свинец |
|||
|
Д |
Титан |
|||
|
|
Сплавы: |
|||
|
Е |
- на основе меди |
|||
|
Ж |
- на основе алюминия |
|||
|
И |
- на основе магния |
|||
|
К |
- на основе олова, свинца |
|||
|
Л |
- на основе титана |
|||
|
М |
- на основе хрома, никеля |
|||
|
Н |
- другие сплавы |
|||
|
П |
Благородные металлы и сплавы |
|||
|
Р |
Пластмассы |
|||
|
С |
Керамические, металлокерамические материалы |
|||
|
Т |
Прочие материалы |
|||
|
|
Сочетание разнородных материалов: |
|||
|
У |
- с близкими температурами плавления (ТП) и термическими коэффициентами расширения (ТКР) |
|||
|
Ф |
- с существенно различными ТП, но близкими ТКР |
|||
|
Ц |
- с близкими ТП, но с существенно различными ТКР |
|||
|
Ш |
- с существенно различными ТП и ТКР |
|||
3 Технологическая классификация сборочных единиц,
изготовляемых склеиванием
Код признака "вид сборочной единицы по технологическому методу изготовления (сборки)" (6-й разряд технологического кода) - 3.
Для технологической классификации сборочных единиц, изготовляемых склеиванием, используются следующие существенные признаки:
- способ нанесения клея;
- особенности технологии;
- состав клея;
- способ подготовки поверхности;
- способ очистки поверхности;
- способ обезжиривания поверхности;
- площадь поверхности склеивания;
- сочетание материалов склеиваемых элементов.
Структура и длина кодового обозначения признаков классификации:
|
|
7 |
|
8 |
|
9 |
|
10 |
|
11 |
|
12 |
|
13 |
|
14 |
|||||||||||
|
|
Х |
|
Х |
|
Х |
|
Х |
|
Х |
|
Х |
|
Х |
|
Х |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Особенности технологии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Способ подготовки поверхности |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||
|
|
|
|
|
|||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
Способ нанесения клея
Сборочные единицы по признаку "способ нанесения клея" кодируют одним знаком по таблице 3.1 (7-й разряд технологического кода).
Таблица 3.1
|
|
|
|
|
|
|
|
|
1 |
Промазка |
Нанесение кистью, ракелем и т.п. |
|
2 |
Погружение |
Погружение в ванну |
|
3 |
Истечение |
Выдавливание клея из тюба, из сопла посредством сжатого воздуха, поршня или мембраны |
|
4 |
Накатка |
Нанесение с помощью валиков, роликов и щеток |
|
5 |
Распыление |
Электростатическое, сжатым воздухом, механическое, пламенное |
|
6 |
Спекание |
Погружение предварительно подогретых элементов склеивания в смесь порошка с воздухом (вихревое напыление) |
|
7 |
Рассеяние |
Требуется предварительный подогрев заготовки или слоя активаторов сцепления |
|
8 |
Плавление |
Требуется предварительный подогрев заготовки или клея |
|
9 |
Наложение |
Наложение нарезанной фольги или клеевых таблеток |
|
А |
Модификация |
Преобразование поверхности склеивания в клеющий слой (например, посредством частичного растворения) |
|
Б |
Прикатка |
Нанесение пленочных клеев |
|
В |
Отпечатка |
Предварительное нанесение клея на вспомогательную поверхность с переносом на склеиваемую поверхность |
|
Щ |
Комбинированный |
Сочетание нескольких способов нанесения клея |
|
Э |
Прочие |
|
Особенности технологии
Сборочные единицы по признаку "особенности технологии" кодируют одним знаком по таблице 3.2 (8-й разряд технологического кода).
Таблица 3.2
|
|
Особенности технологии склеивания |
|||
|
|
|
|||
|
|
Применение клея без добавок: |
|||
|
1 |
- без повышения температуры |
|||
|
2 |
- с повышением температуры |
|||
|
3 |
- без повышения температуры с дополнительным усилием |
|||
|
4 |
- с повышением температуры и дополнительным усилием |
|||
|
|
Применение клея с наполнителем: |
|||
|
5 |
- без повышения температуры |
|||
|
6 |
- с повышением температуры |
|||
|
7 |
- без повышения температуры с дополнительным усилием |
|||
|
8 |
- с повышением температуры и дополнительным усилием |
|||
|
|
Применение клея с наполнителем и отвердителем: |
|||
|
А |
- без повышения температуры |
|||
|
Б |
- с повышением температуры |
|||
|
В |
- без повышения температуры с дополнительным усилием |
|||
|
Г |
- с повышением температуры и дополнительным усилием |
|||
|
|
Применение клея с наполнителем, отвердителем и ускорителем: |
|||
|
Д |
- без повышения температуры |
|||
|
Е |
- с повышением температуры |
|||
|
Ж |
- без повышения температуры с дополнительным усилием |
|||
|
И |
- с повышением температуры и дополнительным усилием |
|||
|
|
Применение клея с отвердителем: |
|||
|
К |
- без повышения температуры |
|||
|
Л |
- с повышением температуры |
|||
|
М |
- без повышения температуры с дополнительным усилием |
|||
|
Н |
- с повышением температуры и дополнительным усилием |
|||
|
|
Применение клея с отвердителем и ускорителем: |
|||
|
П |
- без повышения температуры |
|||
|
Р |
- с повышением температуры |
|||
|
С |
- без повышения температуры с дополнительным усилием |
|||
|
Т |
- с повышением температуры и дополнительным усилием |
|||
|
Э |
Прочие |
|||
Состав клея
Сборочные единицы по признаку "состав клея" кодируют одним знаком по таблице 3.3 (9-й разряд технологического кода).
Таблица 3.3
|
|
|
|
|
|||||
|
|
|
|||||||
|
|
||||||||
|
|
|
|
Д-4, Д-6, Д-9, К-153, Д-10, ВК-9 |
Черные и цветные металлы, керамика, пластмасса, неметаллы |
||||
|
|
|
|
Д-2, К-400, СКДА, |
Сталь, титан, алюминиевые сплавы, медь |
||||
|
|
|
|
Д-22, Д-23, Д-54, МАТИК-2, МЭ-1 |
Сталь конструкционная, неметаллические материалы |
||||
|
|
|
|
ВК-1, ВК-39, К-4С |
Клеесварка |
||||
|
|
|
|
ВК-31, ВК-40, |
Металлы; слоистые, сотовые конструкции |
||||
|
|
|
|
К-8, К-12А, ЭНКС-2 |
Электропроводящие |
||||
|
|
|
|
|
|
||||
|
|
|
|
Б, ВИАМБ, ВИАМФ-9 |
Древесина, слоистые материалы |
||||
|
|
|
|
В31-Ф9 |
Органическое стекло, лавсан, капрон |
||||
|
|
|
|
БФР-2 |
Алюминиевые сплавы |
||||
|
|
|
|
|
|
||||
|
|
|
|
ВК-32-2 |
Металлы, стекловолокнистые материалы |
||||
|
|
|
|
ПФК-19, КПФ-250 |
Металлы, неметаллы |
||||
|
|
|
|
БФ-2, БФ-4, БФР-2 |
Металлы, пластмассы, термопластичные материалы |
||||
|
|
|
|
ВС-10ТМ |
Органическое стекло |
||||
|
|
|
ЭДС-250 |
Латунь, алюминиевые сплавы, титан, пермалой |
|||||
|
|
|
ВК-15, ВК-15М, |
Теплоизоляционные слоистые материалы |
|||||
|
|
|
МАС-1В, ВКТ-2, |
Стекловолокнистая изоляция |
|||||
|
|
|
ВН-76/13, НТ-1 |
Тензорезисторы |
|||||
|
|
|
К 131-37 |
Для контактного удержания полимерных пленок |
|||||
|
|
|
|
|
|
||||
|
|
|
|
ДТ-1, ДТ-2 |
Древесина, асбоцемент, сталь, стеклопластик |
||||
|
|
|
|
ФРАМ-30 |
Металл-фторопласт 4 |
||||
|
|
|
|
|
|
||||
|
|
|
|
ПУ-2, ВК-5, 301, |
Металлы, неметаллы стеклотекстолиты, медь, латунь, пластмасса
|
||||
|
|
|
|
КАН-1 |
Клеесварка |
||||
|
|
|
|
|
|
||||
|
|
|
|
ВК-21К, ВК-21Т, |
Тензорезисторы |
||||
|
|
|
|
|
Керамика, стекло, металлы, асбест |
||||
|
|
|
|
|
Керамика, металлы, стекло, графит |
||||
|
|
|
|
Галлий-индий-серебро, галлий-индий-олово |
Детали радиотехнической промышленности |
||||
|
|
|
|
|
|
||||
|
|
||||||||
|
|
|
|
|
|
||||
|
|
|
|
ПН-Э, МВ-1 |
Пластикат-металл |
||||
|
|
|
|
|
|
||||
|
|
|
|
Перхлорвиниловый |
Ткани |
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||
|
|
|
|
ГИПК-61 |
Полистирольные плиты |
||||
|
|
|
|
УФ-235, КТ-30, |
Оптические детали, силикатное стекло |
||||
|
|
|
|
|
|
||||
|
|
|
|
Бутакрил |
Абразивные материалы |
||||
|
|
|
|
Циакрин-ЭО, Циакрин-ЭД, Циакрин-ЭП, |
Металлы, неметаллические материалы, медицинские материалы |
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||
|
|
|
|
КР-5-18, КР-6-18, |
Кислото-маслостойкая резина, каучук резиновая ткань |
||||
|
|
|
|
51-К-1, 51-К-2, |
Металл-резина |
||||
|
|
|
|
КН-15, 9М-35Ф |
Металл-теплоизоляционные материалы |
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|
||||
|
|
|
|
|
|||||
|
|
|
Оптические смолы, бальзам |
Оптическое стекло |
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
|
|
|
|
|
|||||
Способ подготовки поверхности
Сборочные единицы по признаку "способ подготовки поверхности" кодируют одним знаком по таблице 3.4 (10-й разряд технологического кода).
Таблица 3.4
|
|
|
|||
|
|
|
|||
|
|
Очистка: |
|||
|
1 |
- без указания |
|||
|
2 |
- механическая |
|||
|
3 |
- химическая |
|||
|
4 |
- электрохимическая |
|||
|
5 |
- комбинированная |
|||
|
6 |
- прочие |
|||
|
|
Обезжиривание: |
|||
|
7 |
- без указания |
|||
|
8 |
- химическое |
|||
|
9 |
- электрическое |
|||
|
А |
- ультразвуковое |
|||
|
Б |
- газопламенное |
|||
|
В |
- комбинированное |
|||
|
Ц |
- прочие |
|||
|
Г |
Кондиционирование |
|||
|
Д |
Термообработка |
|||
|
|
Модификация: |
|||
|
Е |
- без указания |
|||
|
Ж |
- нанесение неорганических гальванохимических покрытий |
|||
|
И |
- нанесение органических грунтов-праймеров |
|||
|
К |
- фосфатирование |
|||
|
Л |
- анодное оксидирование |
|||
|
М |
- активация (обработка коронным разрядом) |
|||
|
Н |
- плазменная обработка |
|||
|
П |
- УФ-облучение |
|||
|
Р |
- дублирование пленочных материалов |
|||
|
Ф |
- прочие |
|||
|
С |
Нанесение закрепителей и консервация |
|||
|
Щ |
Комбинированная |
|||
|
Э |
Прочие |
|||
Способ очистки поверхности
Сборочные единицы по признаку "способ очистки поверхности" кодируют одним знаком по таблице 3.5 (11-й разряд технологического кода).
Таблица 3.5
|
|
|
|||
|
|
|
|||
|
|
Механическая: |
|||
|
1 |
- без указания |
|||
|
2 |
- абразивная струйным методом |
|||
|
3 |
- абразивное шлифование |
|||
|
4 |
- гидропескоструйная |
|||
|
5 |
- фрезерование, точение, строжка |
|||
|
6 |
- правка, рихтовка |
|||
|
7 |
- прочие |
|||
|
|
Химическая: |
|||
|
8 |
- без указания |
|||
|
9 |
- травление в растворах кислот |
|||
|
А |
- травление в растворах щелочей |
|||
|
Б |
- травление в растворах солей |
|||
|
Ц |
- прочие |
|||
|
В |
Электрохимическое травление |
|||
|
Щ |
Комбинированная |
|||
|
Э |
Прочие |
|||
Способ обезжиривания поверхности
Сборочные единицы по признаку "способ обезжиривания поверхности" кодируют одним знаком по таблице 3.6 (12-й разряд технологического кода).
Таблица 3.6
|
|
|
|||
|
|
|
|||
|
|
Химическое: |
|||
|
1 |
- без указания |
|||
|
2 |
- в водных растворах моющих средств (ТМС-31, Аполир, Концентрат-Термос и СМС) |
|||
|
3 |
- в органических растворителях (бензин, керосин, ацетон, уайт-спирит, хлорсодержащие растворители) |
|||
|
4 |
- в щелочных составах |
|||
|
5 |
- в парах хлорсодержащего растворителя |
|||
|
6 |
- в растворяюще-эмульгирующих составах |
|||
|
7 |
- в фосфатирующих составах |
|||
|
9 |
- прочие |
|||
|
А |
Электрохимическое травление |
|||
|
Б |
Ультразвуковое |
|||
|
В |
Газопламенное |
|||
|
Щ |
Комбинированное |
|||
|
Э |
Прочие |
|||
Площадь поверхности склеивания
Сборочные единицы по признаку "площадь поверхности склеивания" кодируют одним знаком по таблице 3.7 (13-й разряд технологического кода).
Таблица 3.7
|
|
|
|||||||
|
|
|
|||||||
|
1 |
|
До |
0,0001 |
|
||||
|
2 |
Св. |
0,0001 |
" |
0,0013 |
|
|||
|
3 |
" |
0,0013 |
" |
0,0133 |
|
|||
|
4 |
" |
0,0133 |
" |
0,0310 |
|
|||
|
5 |
" |
0,0310 |
" |
0,0770 |
|
|||
|
6 |
" |
0,0770 |
" |
0,1270 |
|
|||
|
7 |
" |
0,1270 |
" |
0,2070 |
|
|||
|
8 |
" |
0,2070 |
" |
0,3370 |
|
|||
|
9 |
" |
0,3370 |
" |
0,5370 |
|
|||
|
А |
" |
0,5370 |
" |
0,8770 |
|
|||
|
Б |
" |
0,8770 |
" |
1,0 |
|
|||
|
В |
" |
1,0 |
" |
1,5 |
|
|||
|
Г |
" |
1,5 |
" |
3,0 |
|
|||
|
Д |
" |
3,0 |
" |
6,0 |
|
|||
|
Е |
" |
6,0 |
" |
12,0 |
|
|||
|
Ж |
" |
12,0 |
" |
21,0 |
|
|||
|
И |
" |
21,0 |
" |
33,2 |
|
|||
|
К |
" |
33,2 |
" |
52,2 |
|
|||
|
Л |
" |
52,2 |
" |
84,2 |
|
|||
|
М |
" |
84,2 |
" |
120,0 |
|
|||
|
Н |
" |
120,0 |
" |
190,0 |
|
|||
|
П |
" |
190,0 |
" |
378,0 |
|
|||
|
Р |
" |
378,0 |
" |
840,0 |
|
|||
|
С |
" |
840,0 |
" |
1500,0 |
|
|||
|
Т |
" |
1500,0 |
" |
2100,0 |
|
|||
|
У |
" |
2100,0 |
|
|
|
|||
Сочетание материалов склеиваемых элементов
Сборочные единицы по признаку "сочетание материалов склеиваемых элементов" кодируют одним знаком по таблице 3.8 (14-й разряд технологического кода).
Таблица 3.8
|
|
|
|||
|
|
|
|||
|
|
Сталь: |
|||
|
1 |
- углеродистая |
|||
|
2 |
- конструкционная |
|||
|
3 |
- инструментальная |
|||
|
4 |
- низколегированная |
|||
|
5 |
- высоколегированная |
|||
|
6 |
- жаропрочная |
|||
|
7 |
- с высоким электрическим сопротивлением |
|||
|
8 |
- электротехническая |
|||
|
9 |
- другие марки стали |
|||
|
А |
Чугун |
|||
|
Б |
Медь |
|||
|
В |
Алюминий |
|||
|
Г |
Олово, свинец |
|||
|
Д |
Титан |
|||
|
|
Сплавы: |
|||
|
Е |
- на основе меди |
|||
|
Ж |
- на основе алюминия |
|||
|
И |
- на основе магния |
|||
|
К |
- на основе олова, свинца |
|||
|
Л |
- на основе титана |
|||
|
М |
- на основе хрома, никеля |
|||
|
Н |
- другие сплавы |
|||
|
П |
Благородные металлы и сплавы |
|||
|
Р |
Пластмассы |
|||
|
С |
Керамические, металлокерамические материалы |
|||
|
Т |
Прочие материалы |
|||
|
|
Сочетание разнородных материалов: |
|||
|
У |
- с близкими температурами плавления (ТП) и термическими коэффициентами расширения (ТКР) |
|||
|
Ф |
- с существенно различными ТП, но близкими ТКР |
|||
|
Ц |
- с близкими ТП, но существенно различными ТКР |
|||
|
Ш |
- с существенно различными ТП и ТКР |
|||
4 Технологическая классификация сборочных единиц, изготовляемых формованием из полимерных материалов
Код признака "вид сборочной единицы по технологическому методу изготовления (сборки)" (6-й разряд технологического кода) - 7.
Для технологической классификации сборочных единиц, изготовляемых формованием из полимерных материалов, приняты следующие признаки:
- площадь формования;
- толщина стенки;
- формуемый материал;
- квалитет;
- характеристика технологических требований;
- дополнительная обработка.
Структура и длина кодового обозначения признаков классификации имеет вид:
|
|
7 |
|
8 |
|
9 10 |
|
11 |
|
12 13 |
|
14 |
|
| |||||||||
|
|
Х |
|
Х |
|
X Х |
|
Х |
|
X Х |
|
Х |
|
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Площадь формования |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Толщина стенки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Формуемый материал |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Квалитет |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Характеристика технологических требований |
|
|
|
|
|
|
|
| ||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Дополнительная обработка |
|
|
|
|
|
| ||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
Площадь формования
Сборочные единицы по признаку "площадь формования" кодируют одним знаком по таблице 4.1 (7-й разряд технологического кода).
В сборочных единицах, изготовляемых формованием из различных материалов, площадь формования определяют как площадь проекции сборочной единицы в плане (на плоскость разъема формы).
Таблица 4.1
|
Код |
Площадь формования, см |
|||||||
|
1 |
|
До |
4 |
|
||||
|
2 |
Св. |
4 |
" |
6,3 |
|
|||
|
3 |
" |
6,3 |
" |
10 |
|
|||
|
4 |
" |
10 |
" |
16 |
|
|||
|
5 |
" |
16 |
" |
25 |
|
|||
|
6 |
" |
25 |
" |
40 |
|
|||
|
7 |
" |
40 |
" |
63 |
|
|||
|
8 |
" |
63 |
" |
100 |
|
|||
|
9 |
" |
100 |
" |
160 |
|
|||
|
А |
" |
160 |
" |
250 |
|
|||
|
Б |
" |
250 |
" |
400 |
|
|||
|
В |
" |
400 |
" |
630 |
|
|||
|
Г |
" |
630 |
" |
1000 |
|
|||
|
Д |
" |
1000 |
" |
1600 |
|
|||
|
Е |
" |
1600 |
" |
2500 |
|
|||
|
Ж |
" |
2500 |
" |
4000 |
|
|||
|
И |
" |
4000 |
" |
6300 |
|
|||
|
К |
" |
6300 |
" |
10000 |
|
|||
|
Л |
" |
10000 |
" |
12500 |
|
|||
|
М |
" |
12500 |
" |
16000 |
|
|||
|
Н |
" |
16000 |
|
|
|
|||

Толщина стенки
Сборочные единицы по признаку "толщина стенки" кодируют по таблице 4.2 (8-й разряд технологического кода).
В качестве характеристики толщины для сборочных единиц, изготовляемых формованием, принята максимальная толщина стенки.
Таблица 4.2
|
Код |
Максимальная толщина стенки, мм
|
|||||||
|
1 |
|
До |
1,6 |
|
||||
|
2 |
Св. |
1,6 |
" |
2,5 |
|
|||
|
3 |
" |
2,5 |
" |
4 |
|
|||
|
4 |
" |
4 |
" |
6,3 |
|
|||
|
5 |
" |
6,3 |
" |
8 |
|
|||
|
6 |
" |
8 |
" |
10 |
|
|||
|
7 |
" |
10 |
" |
12 |
|
|||
|
8 |
" |
12 |
" |
14 |
|
|||
|
9 |
" |
14 |
" |
16 |
|
|||
|
А |
" |
16 |
" |
18 |
|
|||
|
Б |
" |
18 |
|
|
|
|||

Формуемый материал
Сборочные единицы по признаку "формуемый материал" кодируют двумя знаками по таблицам 4.3 и 4.4 (9 и 10-й разряды технологического кода). В данной редакции классифицированы полимерные материалы. Второй признак "полимерный материал" развивает первый признак "группа материала".
Таблица 4.3
|
|
| |
|
0 |
Без указания | |
|
1 |
|
|
|
2 |
Термопластичные |
с наполнителем порошковым, волокнистым или слоистые |
|
3 |
|
|
|
4 |
|
без наполнителя |
|
5 |
|
|
|
6 |
|
|
|
7 |
|
|
|
8 |
|
|
Таблица 4.4
|
Код |
|
|||||
|
0 |
Без указания |
|||||
|
Термопластичные без наполнителя; с наполнителем порошковым, волокнистым или слоистые (коды 1, 2 по таблице 4.3): |
||||||
|
1 |
|
|
|
|||
|
2 |
|
|
|
|||
|
3 |
|
|
||||
|
4 |
|
|
||||
|
5 |
|
|
||||
|
6 |
|
|
||||
|
|
Полистирол и сополимеры стирола (включая наполненные) |
|
||||
|
|
|
|
||||
|
|
|
|
||||
|
|
|
|
||||
|
|
|
|
||||
|
В |
Смолы на основе фурфурола и его производных |
|||||
|
Г |
Смолы карбамидные |
|||||
|
Д |
|
|
||||
|
|
|
|
||||
|
Ж |
|
|
||||
|
И |
Смолы полиамидные |
|||||
|
|
|
|
||||
|
Л |
|
|
||||
|
М |
Поливинилхлорид
|
|
||||
|
Н |
|
|
||||
|
П |
|
|
||||
|
Р |
|
|
||||
|
|
|
|
||||
|
Т |
|
|
||||
|
У |
|
|
||||
|
Ф |
Смолы полиэфирные |
|
||||
|
Ц |
|
|
||||
|
Ш |
|
|
||||
|
Э |
|
|
||||
|
Термореактивные без наполнителя: с порошковым или волокнистым наполнителем, или слоистые (коды 4, 5, 6, 7 по таблице 4.3): |
||||||
|
1 |
Материалы термореактивные |
|||||
|
2 |
На основе фенолформальдегидных смол (фенопласты новолачного типа) |
пресс-порошки |
||||
|
3 |
|
волокниты |
||||
|
4 |
Но основе фенолформальдегидных смол (фенопласты резольного типа) |
пресс-порошки |
||||
|
5 |
|
|
||||
|
6 |
|
|
||||
|
7 |
На основе карбамидных смол (аминопласты) |
|
||||
|
8 |
|
на основе меламиноформальдегидных смол |
||||
|
9 |
|
|
||||
|
А |
На основе фуриловых и фурфурольных смол |
|||||
|
Б |
На основе кремнийорганических смол |
|
||||
|
В |
|
|
||||
|
Г |
Эпоксидные пресс-материалы и компаунды |
|||||
|
Д |
Полиэфирные пресс-материалы и препреги |
|||||
|
Е |
Материалы слоистые на основе фенолформальдегидных смол |
|||||
|
Ж |
Материалы слоистые прочие |
|||||
|
|
||||||
|
1 |
Пенопласты на основе термопластов
|
|
||||
|
2 |
|
|
||||
|
3 |
|
|
||||
|
4 |
|
|
||||
|
5 |
|
|
||||
|
6 |
|
|
||||
|
Термореактивные с газообразным наполнителем (код 8 по таблице 4.3): |
||||||
|
|
|
|
||||
|
|
|
|
||||
|
3 |
|
|
||||
|
4 |
|
|
||||
Квалитет
Сборочные единицы по признаку "квалитет" кодируют одним знаком по таблице 4.5 (11-й разряд технологического кода).
Квалитет определяют по наиболее жестким допустимым отклонениям корпуса - формообразователя (закладные детали и арматуру не учитывают).
Таблица 4.5
|
|
|
|||
|
1 |
17, 16, 15, 14 |
|||
|
2 |
13, 12 |
|||
|
3 |
11, 10, 9 |
|||
|
4 |
8, 7, 6, 5 |
|||
|
5 |
4, 3, 2 |
|||
|
6 |
1, 0, 01 |
|||
Характеристика технологических требований
Сборочные единицы по признаку "характеристика технологических требований" кодируют двумя знаками по таблицам 4.6 и 4.7 (12 и 13-й разряды технологического кода).
Первым знаком по таблице 4.6 кодируют характеристику сборочной единицы по наличию элементов, усложняющих свободное извлечение из формы (боковые отверстия, окна, пазы, выступы, резьбы и т. д.).
Вторым знаком по таблице 4.7 кодируют характеристику изделия по развитости поверхности сборочной единицы в плане (наличие выступов высотой не менее своей толщины, ребер, штырей и т. д.). Незначительные углубления или выступы, а также резьбу не учитывают.
Таблица 4.6
|
Код |
| |
|
|
Боковые: отверстия, пазы, выемки, выступы, "обратный конус" и другие подобные элементы |
|
|
0 |
|
|
|
1 |
+ |
- |
|
2 |
- |
+ |
|
3 |
+ |
+ |
Таблица 4.7
|
Код |
Количество элементов, определяющих развитость |
|||||||
|
|
Без усложняющих элементов |
|
||||||
|
1 |
|
До |
5 |
|
||||
|
2 |
Св. |
5 |
" |
10 |
|
|||
|
3 |
" |
10 |
" |
20 |
|
|||
|
4 |
" |
20 |
" |
50 |
|
|||
|
5 |
" |
50 |
" |
100 |
|
|||
|
6 |
" |
100 |
" |
200 |
|
|||
|
7 |
" |
200 |
" |
400 |
|
|||
|
8 |
" |
400 |
|
|
|
|||
Дополнительная обработка
Сборочные единицы по признаку "дополнительная обработка" кодируют одним знаком по таблице 4.8 (14-й разряд технологического кода). Учитывают все виды дополнительной обработки после формообразования (кроме снятия облоя и упаковки).
Таблица 4.8
|
Код |
Термообработка или другие процессы стабилизации свойств |
Отделка поверхности (полирование, металлизация, окрашивание, лакорование, тиснение, печать) |
Сборка, комплектование |
|||
|
|
|
- |
|
|||
|
|
|
|
|
|||
|
|
|
|
|
|||
|
|
|
|
|
|||
|
|
|
|
|
|||
|
|
|
|
+ |
|||
|
|
|
|
|
|||
|
|
|
|
|
|||
5 Технологическая классификация сборочных единиц, изготовляемых резьбовым соединением
Код признака "вид сборочной единицы по технологическому методу изготовления (сборки)" (6-й разряд технологического кода) - Д.
Для технологической классификации сборочных единиц, изготовляемых резьбовым соединением, приняты следующие признаки:
- метод резьбового соединения;
- тип резьбы;
- дополнительная размерная характеристика (диаметр резьбы, длина свинчивания);
вид регулирования, компенсации и уплотнения;
- метод контроля;
- метод испытания;
- вид дополнительной обработки, операции.
Структура и длина кодового обозначения признаков классификации имеет вид:
|
|
7 |
|
8 |
|
9 10 |
|
11 |
|
12 |
|
13 |
|
14 |
|
| |||||||||||
|
|
Х |
|
Х |
|
Х Х |
|
Х |
|
Х |
|
Х |
|
Х |
|
| |||||||||||
|
Метод резьбового соединения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
Тип резьбы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||||
|
Дополнительная размерная характеристика (диаметр резьбы, длина свинчивания) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
Вид регулирования, компенсации и уплотнения |
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||||
|
Метод контроля |
|
|
|
|
|
|
|
|
| |||||||||||||||||
|
Метод испытания |
|
|
|
|
|
| ||||||||||||||||||||
|
Вид дополнительной обработки, операции |
|
|
| |||||||||||||||||||||||
Метод резьбового соединения
Сборочные единицы по признаку "метод резьбового соединения" кодируют одним знаком по таблице 5.1 (7-й разряд технологического кода). Код назначают от условий соединения (с заданным крутящим моментом или без заданного крутящего момента).
Если в технических требованиях не оговорено условие свинчивания, то метод соединения считается без заданного крутящего момента.
Кодом 0 кодируют метод соединения, указанный на чертеже в виде условного изображения резьбового соединения, не имеющего уточняющих данных в спецификации.
Код метода соединения деталей изделия назначают исходя из данных чертежа-сборки (обозначение резьбы, размеры) или спецификации деталей, входящих в сборочную единицу (крепежные резьбовые детали, рым-, грузовые болты, изделия контроля и измерения и т.д.).
В случае, если в сборочной единице имеется несколько методов резьбового соединения, то кодируется каждый метод.
Ввертывание контрольно-измерительных приборов, клапанов, узлов относят к "прочим" методам и присваивают код "Э".
В случае комбинированного метода соединения изделия (коды 8; И; Щ по таблице 5.1) классификационным признакам "тип резьбы" и "дополнительная размерная характеристика" (диаметр резьбы, длина свинчивания)" назначают код 0.
Таблица 5.1
|
Код |
Метод резьбового соединения |
||||
|
0 |
Без указания |
||||
|
1 |
Без указанного крутящего момента |
|
|||
|
|
|
Крепежными деталями: |
|||
|
2 |
|
- болтами, шпильками, гайками |
|||
|
3 |
|
- винтами, шурупами |
|||
|
4 |
|
Фитингами (соединительная резьбовая арматура) |
|||
|
5 |
|
Винтами ходовыми |
|||
|
8 |
|
Комбинированный |
|||
|
9 |
|
Прочие |
|||
|
А |
С заданным крутящим моментом |
|
|||
|
|
|
Крепежными деталями: |
|||
|
Б |
|
- болтами, шпильками, гайками |
|||
|
В |
|
- винтами, шурупами |
|||
|
Г |
|
Фитингами (соединительная резьбовая арматура) |
|||
|
Д |
|
Винтами ходовыми |
|||
|
И |
|
Комбинированный |
|||
|
К |
|
Прочие |
|||
|
Щ |
Комбинированный |
||||
|
Э |
Прочие |
||||
Тип резьбы
Сборочные единицы по признаку "тип резьбы" кодируют одним знаком по таблице 5.2 (8-ой разряд технологического кода).
Код 0 назначают в случае, если на чертеже или в спецификации не указан тип резьбы.
Таблица 5.2
|
|
Тип резьбы
| ||
|
|
|
|
|
|
1 |
|
Метрическая |
с крупным шагом |
|
2 |
|
|
с мелким шагом |
|
3 |
|
|
без указания |
|
4 |
|
Метрическая специальная |
для приборостроения |
|
5 |
|
|
для деталей из пластмассы |
|
6 |
|
Трубная |
|
|
7 |
Цилиндрическая, кроме ходовой |
Дюймовая |
|
|
8 |
|
Круглая для санитарно- технических изделий |
|
|
9 |
|
Окулярная для оптических приборов |
|
|
А |
|
|
однозаходная |
|
Б |
|
|
многозаходная |
|
В |
Цилиндрическая ходовая |
Упорная |
однозаходная |
|
Г |
|
|
усиленная |
|
Д |
|
Метрическая |
|
|
Е |
|
Трубная |
|
|
Ж |
Коническая |
Дюймовая |
|
|
И |
|
Специальная |
без указаний |
|
К |
|
|
для вентилей газовых баллонов |
|
Э |
Прочие |
|
|
Дополнительная размерная характеристика
Сборочные единицы по признаку "дополнительная размерная характеристика" кодируют двумя знаками по таблицам 5.3 и 5.4 (9 и 10 разряды технологического кода).
Диаметр резьбы кодируют по таблице 5.3 независимо от единиц измерения (мм, дюймы), т.к. таблица 5.3 составлена по эквивалентности числовых значений.
При назначении кода диаметра конической резьбы берут номинальный диаметр в основной плоскости, который указан на чертеже при обозначении резьбы.
Таблица 5.3
|
Код |
|
|||||||
|
|
|
|
||||||
|
_________________ * Диаметр указан в обозначении резьбы:
|
||||||||
|
0 |
Без указания |
|
||||||
|
1 |
|
До |
1 |
|
||||
|
2 |
Св. |
1 |
" |
4 |
|
|||
|
3 |
" |
4 |
" |
6 |
|
|||
|
4 |
" |
6 |
" |
8 |
1/16 |
|||
|
5 |
" |
8 |
" |
10 |
1/8 |
|||
|
6 |
" |
10 |
" |
12 |
|
|||
|
7 |
" |
12 |
" |
16 |
1/4 |
|||
|
8 |
" |
16 |
" |
20 |
3/8 |
|||
|
9 |
" |
20 |
" |
24 |
1/2; 5/8 |
|||
|
А |
" |
24 |
" |
30 |
3/4; 7/8 |
|||
|
Б |
" |
30 |
" |
36 |
1 |
|||
|
В |
" |
36 |
" |
42 |
1 1/4 |
|||
|
Г |
" |
42 |
" |
60 |
1 3/8; 1 1/2 |
|||
|
|
|
|
|
|
1 3/4; 2 |
|||
|
Д |
" |
60 |
" |
80 |
2 1/4; 2 1/2 |
|||
|
Е |
" |
80 |
" |
100 |
2 3/4; 3; 31/4 |
|||
|
Ж |
" |
100 |
" |
125 |
3 1/2; 3 3/4; 4 |
|||
|
И |
" |
125 |
" |
160 |
4 1/2; 5; 5 1/2 |
|||
|
К |
" |
160 |
" |
200 |
6 |
|||
|
Л |
" |
200 |
" |
300 |
|
|||
|
М |
" |
300 |
" |
400 |
|
|||
|
Н |
" |
400 |
" |
500 |
|
|||
|
П |
" |
500 |
" |
600 |
|
|||
|
Р |
" |
600 |
" |
700 |
|
|||
|
С |
" |
700 |
" |
800 |
|
|||
|
Т |
" |
800 |
" |
900 |
|
|||
|
У |
" |
900 |
" |
1000 |
|
|||
|
Ф |
" |
1000 |
|
|
|
|||
Длину свинчивания кодируют по таблице 5.4, считывая данные с чертежа или беря данные по спецификации (для крепежных деталей).
В случае, если длина не указана или данный признак не существенен, то присваивают код 0.
Таблица 5.4
|
Код |
|
|||||||
|
0 |
Без указания |
|||||||
|
1 |
До |
0,2
|
|
|||||
|
2 |
Св. |
0,2 |
" |
0,5 |
|
|||
|
3 |
" |
0,5 |
" |
0,8 |
|
|||
|
4 |
" |
0,8 |
" |
1,6 |
|
|||
|
5 |
" |
1,6 |
" |
2,5 |
|
|||
|
6 |
" |
2,5 |
" |
6 |
|
|||
|
7 |
" |
6 |
" |
10 |
|
|||
|
8 |
" |
10 |
" |
25 |
|
|||
|
9 |
" |
25 |
" |
45 |
|
|||
|
А |
" |
45 |
" |
56 |
|
|||
|
Б |
" |
56 |
" |
75 |
|
|||
|
В |
" |
75 |
" |
95 |
|
|||
|
Г |
" |
95 |
" |
120 |
|
|||
|
Д |
" |
120 |
" |
150 |
|
|||
|
Е |
" |
150 |
" |
200 |
|
|||
|
Ж |
" |
200 |
" |
250 |
|
|||
|
И |
" |
250 |
" |
300 |
|
|||
|
К |
" |
300 |
" |
350 |
|
|||
|
Л |
" |
350 |
" |
500 |
|
|||
|
М |
" |
500 |
" |
710 |
|
|||
|
Н |
" |
710 |
" |
1000 |
|
|||
|
П |
" |
1000 |
" |
1400 |
|
|||
|
Р |
" |
1400 |
" |
2000 |
|
|||
|
С |
" |
2000 |
|
|
|
|||
Вид регулирования, компенсации и уплотнения
Сборочные единицы по признаку "вид регулирования, компенсации и уплотнения" кодируют одним знаком по таблице 5.5 (11-й разряд технологического кода). Данный признак характеризует технологические приемы для обеспечения требуемой точности геометрических и функциональных параметров сборочной единицы в зависимости от требований к герметичности и подвижности соединения при работе.
При комбинированном виде регулирования, компенсации и уплотнения кодирование производят по важнейшему показателю, характеризующему изделие.
Регулирование, компенсация и уплотнение может производиться деталями и приспособлениями как стандартными, так и специально изготовленными из различных материалов.
Таблица 5.5
|
Код |
|
|||||
|
0 |
|
|||||
|
|
|
|||||
|
2 |
|
Прокладками, шайбами, кольцами |
||||
|
3 |
|
Манжетками, втулками |
||||
|
4 |
Невакуумноплотные соединения |
Болтами, винтами, гайками |
||||
|
5 |
|
Приспособлениями |
||||
|
8 |
|
Комбинированный |
||||
|
9 |
|
Прочие |
||||
|
|
|
|
||||
|
Б |
|
|
||||
|
В |
|
|
Сальниками |
|||
|
Г |
|
|
Втулками |
|||
|
|
|
Подвижные соединения |
|
|||
|
Е |
|
|
Манжетами |
|||
|
Ж |
|
|
Втулками |
|||
|
|
|
|
||||
|
М |
|
Прочие |
||||
|
Щ |
Комбинированный |
|||||
|
Э |
Прочие |
|||||
Метод контроля
Сборочные единицы по признаку "метод контроля" кодируют одним знаком по таблице 5.6 (12-й разряд технологического кода). Метод контроля устанавливают исходя из технических требований, предъявляемых к сборочной единице. Кодирование производят по наивысшему требованию, обеспечивающему качество сборки.
Таблица 5.6
|
|
|
|||
|
0 |
Без указания |
|||
|
1 |
Формы и расположения поверхностей |
|||
|
2 |
Геометрических параметров (присоединительных размеров, шлицевых соединений, подачи ходового винта и т.д.) |
|||
|
3 |
Механических величин (масса, усилие и т.д.) |
|||
|
4 |
Прочности |
|||
|
5 |
Электрических и магнитных величин |
|||
|
6 |
Тепловых величин |
|||
|
7 |
Герметичности |
|||
|
8 |
Функционирования |
|||
|
9 |
Работоспособности |
|||
|
А |
Комплектности |
|||
|
Щ |
Комбинированный |
|||
|
Э |
Прочие |
|||
Метод испытания
Сборочные единицы по признаку "метод испытания" кодируют одним знаком по таблице 5.7 (13-й разряд технологического кода). Метод испытания выбирают по наивысшему требованию к сборочной единице, указанному на чертеже. При отсутствии указаний и требований по эксплуатации и проведению испытаний назначают код 0.
Таблица 5.7
|
Код |
|
|||
|
0 |
Без указания |
|||
|
1 |
На надежность |
|||
|
2 |
На функциональность |
|||
|
|
На воздействующие нагрузки: |
|||
|
3 |
- статический |
|||
|
4 |
- динамический |
|||
|
5 |
На прочность |
|||
|
6 |
На герметичность |
|||
|
7 |
На безопасность |
|||
|
8 |
Термический |
|||
|
9 |
Климатический |
|||
|
А |
Химический |
|||
|
Б |
Радиационный |
|||
|
В |
Магнитный и электромагнитный |
|||
|
Щ |
Комбинированный |
|||
|
Э |
Прочие |
|||
Вид дополнительной обработки, операции
Сборочные единицы по признаку "вид дополнительной обработки, операции" кодируют одним знаком по таблице 5.8 (14-й разряд технологического кода), учитывая приоритетный классификационный признак.
Данный признак характеризует вид обработки или операции, которые необходимо производить в процессе сборки или после сборочных операций.
Таблица 5.8
|
|
|
|||
|
0 |
Без указания |
|||
|
1 |
Обработка резанием |
|||
|
2 |
Нанесение покрытия |
|||
|
|
Маркировка: |
|||
|
3 |
- механическим методом |
|||
|
4 |
- немеханическим методом |
|||
|
|
Защита от самоотвинчивания: |
|||
|
5 |
- давлением (кернение, развальцовка) |
|||
|
6 |
- приспособлениями (шайбами, штифтами и т.д.) |
|||
|
7 |
- клеем, краской и т.д. |
|||
|
8 |
- сваркой или пайкой |
|||
|
9 |
Нанесение смазки |
|||
|
А |
Заполнение полости рабочей средой (смазка, масло, газы) |
|||
|
Б |
Приработка сопрягаемых поверхностей |
|||
|
Щ |
Комбинированный |
|||
|
Э |
Прочие |
|||
Приложение А
(справочное)
Формирование конструкторско-технологического кода
сборочных единиц, изготовляемых сваркой
Пример формирования конструкторско-технологического кода сборочной единицы приведены ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования.
Сборочная единица "подставка" (см. чертеж) относится к классу изделий - сборочные единицы общемашиностроительные, элементы устройств опорных.
Код классификационной характеристики сборочной единицы по К.ЕСКД-301318.

В соответствии со структурой технологического кода первым признаком технологической классификации сборочной единицы является размерная характеристика. Изделие "подставка" по геометрической форме относится к осесимметричным сборочным единицам, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.1. Исходя из кодируемых размеров сборочной единицы: наибольший наружный диаметр (диаметр описанной окружности) - 120 мм, длина 100 мм, диаметр центрального отверстия - 52 мм, код размерной характеристики БГ8.
Код признака "характеристика массы" назначают по таблице 0.3. Масса сборочной единицы 0,2 кг, что соответствует коду 7.
Код признака "характеристика сложности" назначают по таблице 0.4 в зависимости от кода  , рассчитываемого по формуле:
, рассчитываемого по формуле:
|
|
- |
код, определяемый по количеству составных частей; |
|||
|
|
- |
код, определяемый по наивысшей степени точности; |
|||
|
|
- |
код наличия контрольных, контрольно-регулировочных операций; |
|||
|
|
- |
код условий безопасности труда; |
|||
|
|
- |
весовые коэффициенты; |
|||
|
|
|
|
|||
Коды  определяются по таблице 0.4.1. Исходя из кодируемых значений: количество составных частей - 4, наивысшая степень точности - 14, количество контрольно-регулировочных операций - 2, условия безопасности труда - нормальные, определяются соответствующие этим показателям коды:
определяются по таблице 0.4.1. Исходя из кодируемых значений: количество составных частей - 4, наивысшая степень точности - 14, количество контрольно-регулировочных операций - 2, условия безопасности труда - нормальные, определяются соответствующие этим показателям коды:


Значению  по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -2.
по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -2.
Признак "вид сборочной единицы по технологическому методу изготовления (сборки)" кодируют по таблице 0.5. В связи с тем, что сборочную единицу изготовляют сваркой, код этого признака - 1.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код БГ8721 (постоянная часть технологического кода).
Переменную часть технологического кода формируют по таблицам раздела 1 с учетом технологических признаков, характерных для сборочных единиц, изготовляемых сваркой.
Код признака "способ сварки" назначают по таблице 1.1. Для изготовления сборочной единицы используется электродуговая сварка в инертном газе, без присадочного металла, что соответствует коду 042.
Далее по таблице 1.2 определяют код сборочной единицы по признаку "положение шва и наличие требования контроля качества (ККШ)". В данном случае положение шва не указано и нет требований к ККШ, поэтому данному признаку назначают код 0.
Следующим признаком технологической классификации является "форма подготовленных кромок" для выполнения сварного шва. Свариваемые элементы изготовлены из металла, поэтому код этого признака назначают по таблице 1.3. По чертежу сварной шов - тавровый, без скоса кромок, односторонний (Т1), что соответствует коду П.
Код признака "максимальная длина шва" назначают по таблице 1.5. Исходя из кодируемого значения параметра: максимальная длина шва - 90 мм, код признака 4.
Следующим признаком технологической классификации является "минимальная толщина (сечение) свариваемых элементов (СЭ) или максимальное сечение СЭ". Так как максимальное сечение СЭ кодируется при способах сварки, имеющих коды: 001, 002, 003, 004, 005, 006, 007, 013, 020, 0,21, 022, 023, 073, 074, 083, 093, 187, а минимальное сечение - в случаях, когда площади сечений СЭ отличаются в 3 и более раз, в данном случае (код способа сварки - 042) кодируется минимальная толщина по таблице 1.8. Исходя из кодируемого значения параметра: толщина детали - 4 мм, код признака 5.
Признак "сочетание материалов свариваемых элементов" кодируют по таблице 1.9. Изделие собирается из элементов, изготовленных из металла (низколегированной стали - 40 х 13), что соответствует коду 4.
Таким образом, классификационные группировки признаков, определяющих вид сборочной единицы, изготовляемой сваркой, имеют код 0420П454.
Технологический код сборочной единицы БГ8721.0420П454.
Конструкторско-технологический код сборочной единицы, состоящий из кода классификационной характеристики по К.ЕСКД и технологического кода, имеет вид 301318.БГ8721.042П454.
Обозначение сборочной единицы
|
|
АБВГ. |
|
301318. |
|
001 | ||||||||||
|
Код организации разработчика |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Код классификационной характеристики сборочной Сборочная единица относится к классу изделий - |
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Порядковый регистрационный номер (условный) |
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Основные признаки технологической классификации сборочной единицы
|
|
|
БГ8 |
|
7 |
|
2 |
|
1 |
|
|
|
|
|
|||||||||||
|
Размерная характеристика, мм: наибольший наружный диаметр - 120, длина - 100, диаметр центрального отверстия - 52 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
Характеристика массы: 0,2 кг |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Вид сборочной единицы по технологическому методу иpготовления (сборки): изготовляемая сваркой |
|
|
|
|
|
|
|
|
|
|
|
| ||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Технологическая классификация сборочной единицы, изготовляемой сваркой
|
|
|
042 |
|
0 |
|
П |
|
4 |
|
5 |
|
4 | |||||||||
|
Способ сварки: электродуговая сварка в инертном газе, без присадочного металла |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Положение шва и наличие требования контроля качества шва (ККШ): положение шва не указано и нет требований ККШ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Форма подготовленных кромок: тавровый, без скоса кромок, односторонний (Т1) |
|
|
|
|
|
|
|
|
|
|
| ||||||||||
|
Максимальная длина шва: 90 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Минимальная толщина: 4 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Сочетание материалов свариваемых элементов: сборочная единица сваривается из элементов, изготовленных из металла (низколегированной стали - 40 х 13) |
|
|
|
| |||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Конструкторско-технологический код сборочной единицы
|
|
|
|
301318. |
|
БГ8721.0420П454 |
|
|
|
|
|
| |||||||||||
|
Код классификационной характеристики сборочной единицы по К.ЕСКД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Технологический код |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице А.1 приведен пример декодирования конструкторско-технологических признаков данной сборочной единицы.
Таблица А.1
|
Код |
|
|||
|
301318 |
Сборочная единица относится к классу изделий - сборочные единицы общемашиностроительные, элементы устройств опорных |
|||
|
БГ8 |
Габаритные размеры, мм: наибольший наружный диаметр - св. 100 до 120, длина - св. 95 до 120, диаметр центрального отверстия - св. 50 до 60 |
|||
|
7 |
Масса сборочной единицы, кг: св. 0,1 до 0,2 |
|||
|
2 |
Сложность изготовления сборочной единицы |
|||
|
1 |
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая сваркой |
|||
|
042 |
Сварка электродуговая в инертных газах без присадочного металла |
|||
|
0 |
Отсутствие требований к положению сварного шва и контролю его качества |
|||
|
П |
Шов тавровый, односторонний, без скоса кромок |
|||
|
4 |
Максимальная длина сварного шва, мм: св. 10 до 100 |
|||
|
5 |
Минимальная толщина свариваемых элементов, мм: св. 2 до 5 |
|||
|
4 |
Сборочная единица сваривается из элементов, изготовленных из металла (низколегированной стали) |
|||
Приложение Б
(справочное)
Формирование конструкторско-технологического кода
сборочных единиц, изготовляемых пайкой
Пример формирования конструкторско-технологического кода сборочной единицы приведен ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования.
Сборочная единица "соединитель" (см. чертеж) относится к классу изделий - соединители электрические ручного управления на частоту св. 3 МГц, коаксиальные, цилиндрические.
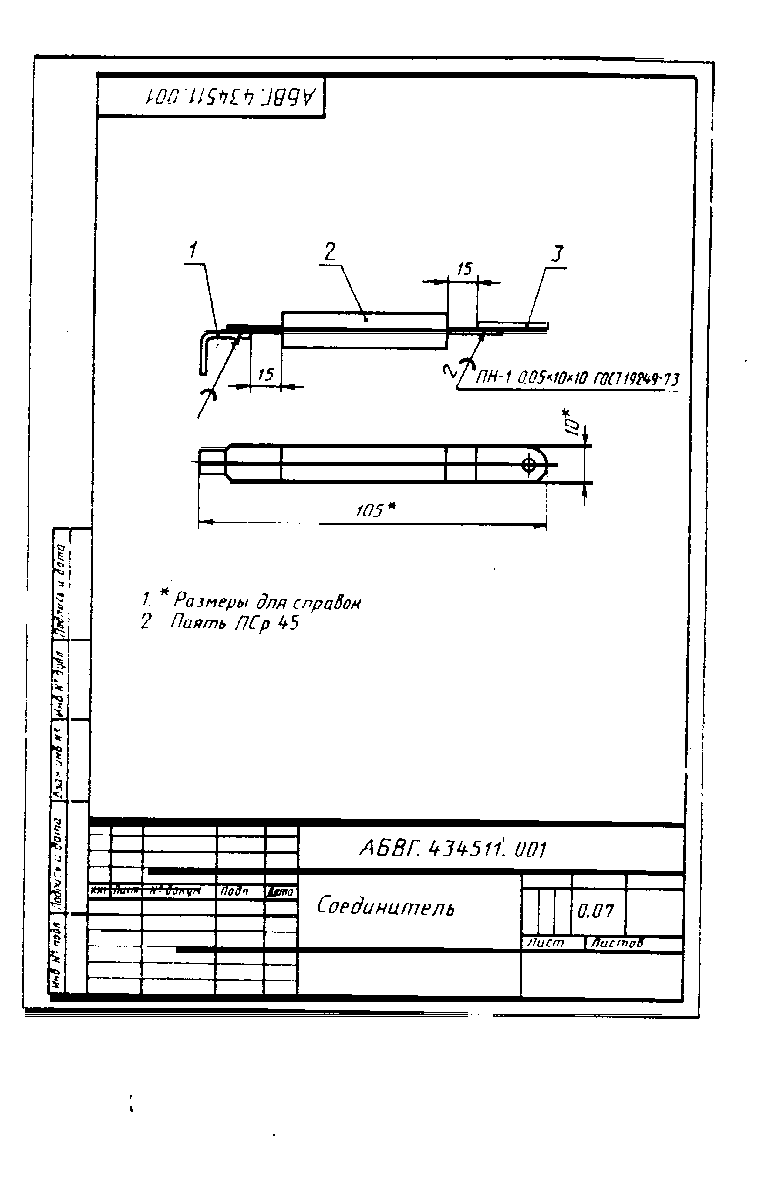
Код классификационной характеристики по К.ЕСКД 434511.
В соответствии со структурой технологического кода первым признаком технологической классификации сборочной единицы является размерная характеристика. Изделие "соединитель" по геометрической форме относится к осесимметричным сборочным единицам, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.1. Исходя из кодируемых размеров сборочной единицы: наибольший наружный диаметр - 30 мм, длина - 105 мм, центральное отверстие отсутствует, код размерной характеристики 6Г0.
Код признака "характеристика массы" назначают по таблице 0.3. Масса сборочной единицы 0,07 кг, что соответствует коду 6.
Код признака "характеристика сложности" назначают по таблице 0.4 в зависимости от кода , рассчитываемого по формуле:
|
|
- |
код, определяемый по количеству составных частей; |
|||
|
|
- |
код, определяемый по наивысшей степени точности; |
|||
|
|
- |
код наличия контрольно-регулировочных операций; |
|||
|
|
- |
код условий безопасности труда; |
|||
|
|
- |
весовые коэффициенты; |
|||
|
|
|
|
|||
Коды определяются по таблице 0.4.1. Исходя из кодируемых значений: количество составных частей - 3, наивысшая степень точности - 14, количество контрольно-регулировочных операций - 0, условия безопасности труда - тяжелые и вредные, определяются соответствующие этим показателям коды:


Значению  по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -3.
по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -3.
Признак "вид сборочной единицы по технологическому методу изготовления (сборки)" кодируют по таблице 0.5. В связи с тем, что сборочную единицу изготовляют пайкой, код этого признака - 2.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код 6Г0632 (постоянная часть технологического кода).
Переменную часть технологического кода формируют по таблицам раздела 2 с учетом технологических признаков, характерных для сборочных единиц, изготавливаемых пайкой.
Код признака "способ пайки" назначают по таблице 2.1. Для изготовления сборочной единицы используется электроннолучевой способ пайки, готовым припоем, в вакууме, что соответствует коду 045.
Код признака "состав припоя" назначают по таблице 2.2. Сборочная единица изготавливается пайкой высокотемпературной с использованием среднеплавкого серебряного припоя, что соответствует коду 45.
Код признака "состав присадочного материала" назначают по таблице 2.3. Так как пайка высокотемпературная, выполняется с присадочным материалом на основе солей соляной кислоты, то код этого признака А.
Код признака "форма соединения паяемых элементов и ККШ" назначают по таблице 2.4. В данном случае форма соединения паяемых элементов - нахлесточная (ПН-1), что соответствует коду 1.
Кодирование признака "сочетание материалов паяемых элементов" осуществляется по таблице 2.5. При изготовлении сборочной единицы используются элементы, изготовленные из материалов с близкими температурами плавления и термическими коэффициентами расширения, что соответствует коду У.
Таким образом, классификационные группировки признаков, определяющих вид сборочной единицы, изготовляемой пайкой, имеют код 04545А1У.
Технологический код сборочной единицы 6Г0632.04545А1У.
Конструкторско-технологический код сборочной единицы, состоящий из кода классификационной характеристики по К.ЕСКД и технологического кода, имеет вид 434511.6Г0632.04545А1У.
Обозначение сборочной единицы
|
|
АБВГ. |
|
434511. |
|
001 | ||||||||||
|
Код организации разработчика |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Код классификационной характеристики сборочной Сборочная единица относится к классу изделий - соединители на частоту св. 3 МГц, коаксиальные, цилиндрические |
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Порядковый регистрационный номер (условный) |
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Основные признаки технологической классификации сборочной единицы
|
|
|
6Г0 |
|
6 |
|
3 |
|
2 |
|
|
|
|
| ||||||
|
Размерная характеристика, мм: наибольший наружный диаметр - 30, длина - 105, центральное отверстие отсутствует |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Характеристика массы: 0,07 кг |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Характеристика сложности: код 3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая пайкой |
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технологическая классификация сборочной единицы, изготовляемой пайкой
|
|
|
045 |
|
45 |
|
А |
|
1 |
|
У |
|
||||||||||
|
Способ пайки: электроннолучевая, готовым припоем, в вакууме |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Состав припоя: среднеплавкий серебряный припой |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Состав присадочного материала: присадочный материал на основе солей соляной кислоты |
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Форма соединения паяемых элементов и ККШ: нахлесточная (ПН-1) |
|
|
|
|
|
|
|
| |||||||||||||
|
Сочетание материалов паяемых элементов: разнородные материалы с близкими температурами плавления и термическими коэффициентами расширения |
|
|
|
|
| ||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Конструкторско-технологический код сборочной единицы
|
|
|
|
434511. |
|
6Г0632.04545А1У |
|
|||||||||||||
|
Код классификационной характеристики сборочной единицы по К.ЕСКД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Технологический код |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице Б.1 приведен пример декодирования конструкторско-технологических признаков данной сборочной единицы.
Таблица Б.1
|
Код |
|
|||
|
434511 |
Сборочная единица относится к классу изделий - соединители электрические ручного управления на частоту св. 3 МГц, коаксильные, цилиндрические |
|||
|
6Г0 |
Габаритные размеры, мм: наибольший наружный диаметр - св. 25 до 32, длина - св. 95 до 120, центральное отверстие отсутствует |
|||
|
6 |
Масса сборочной единицы, кг: св. 0,05 до 0,1 |
|||
|
3 |
Сложность изготовления сборочной единицы |
|||
|
2 |
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая пайкой |
|||
|
045 |
Пайка выполняется готовым припоем электроннолучевым способом в вакууме |
|||
|
45 |
Среднеплавкий серебряный припой |
|||
|
А |
Присадочный материал на основе солей соляной кислоты |
|||
|
1 |
Соединение паяемых элементов нахлесточным способом |
|||
|
У |
Паяемые элементы изготовления из разнородного материала с близкими температурами плавления и термическими коэффициентами расширения |
|||
Приложение В
(справочное)
Формирование конструкторско-технологического кода
сборочных единиц, изготовляемых склеиванием
Пример формирования конструкторско-технологического кода сборочной единицы приведен ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования.
Сборочная единица "проставка" (см. чертеж) относится к классу изделий - сборочные единицы общемашиностроительные, элементы устройств уплотнительных, прокладки плоские с контуром в плане прямолинейным.
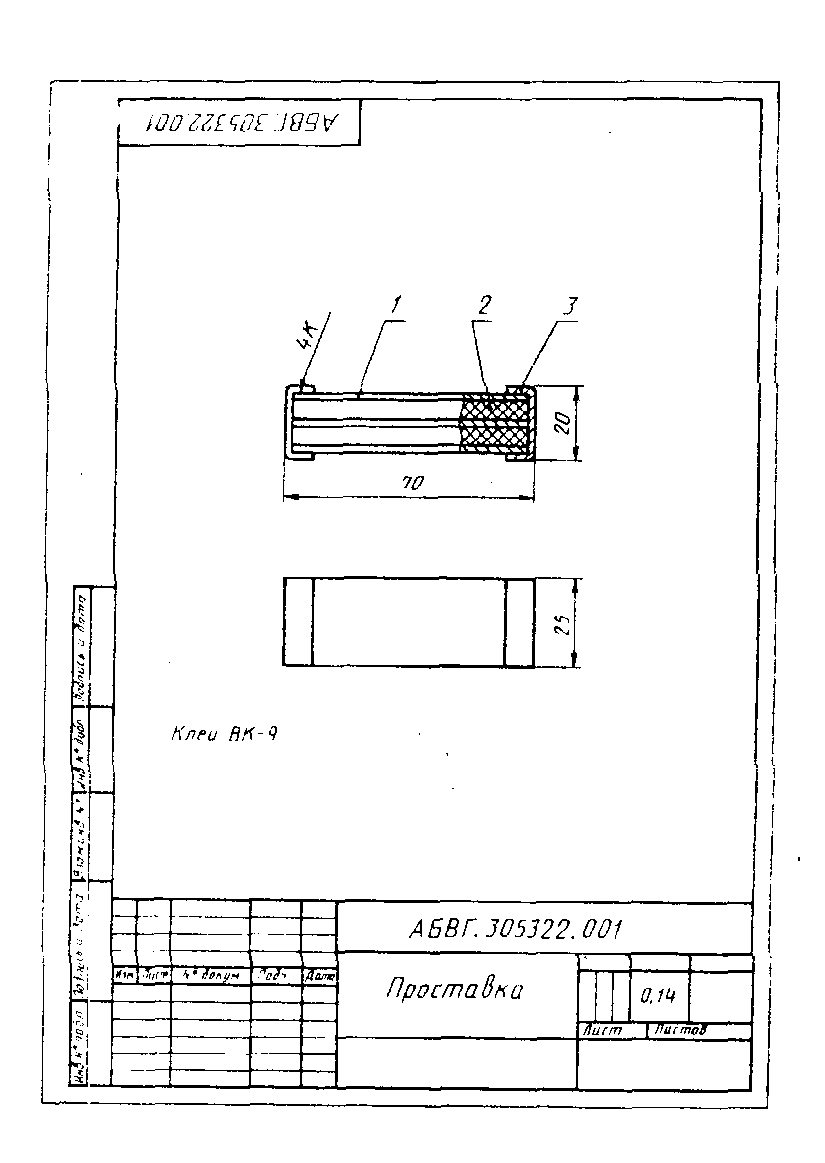
Код классификационной характеристики сборочной единицы по К.ЕСКД - 305322.
В соответствии со структурой технологического кода первым признаком технологической классификации сборочной единицы является размерная характеристика. Изделие "проставка" по геометрической форме относится к призматическим сборочным единицам, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.2. Исходя из кодируемых размеров сборочной единицы: ширина - 25 мм, длина - 70 мм, высота - 20 мм, код размерной характеристики 232.
Код признака "характеристика массы" назначают по таблице 0.3. Масса сборочной единицы 0,14 кг, что соответствует коду 7.
Код признака "характеристика сложности" назначают по таблице 0.4 в зависимости от кода , рассчитываемого по формуле:
|
|
- |
код, определяемый по количеству составных частей; |
|||
|
|
- |
код, определяемый по наивысшей степени точности; |
|||
|
|
- |
код наличия контрольно-регулировочных операций; |
|||
|
|
- |
код условий безопасности труда; |
|||
|
|
- |
весовые коэффициенты; |
|||
|
|
|
|
|||
Коды определяются по таблице 0.4.1. Исходя из кодируемых значений: количество составных частей -7, наивысшая степень точности -14, количество контрольно-регулировочных операций -3, условия безопасности труда -нормальные, определяются соответствующие этим показателям коды:

 .
.
Значению  по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -2.
по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -2.
Код признака "вид сборочной единицы по технологическому методу изготовления (сборки)" назначают по таблице 0.5. В связи с тем, что сборочную единицу изготовляют склеиванием, код этого признака - 3.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код 232723.
Переменную часть технологического кода формируют по таблицам раздела 3 с учетом технологических признаков, характерных для сборочных единиц, изготовляемых склеиванием.
Код признака "способ нанесения клея" назначают по таблице 3.1. В данном случае используется способ "промазка", что соответствует коду 1.
Далее по таблице 3.2 назначают код признака "особенности технологии". В данном случае используется клей без добавок, склеивание производится без повышения температуры с дополнительным усилием, что соответствует коду 3.
Код признака "состав клея" назначают по таблице 3.3. Для используемого клея (эпоксидный, ВК-9) соответствует код 1.
Код признака "способ подготовки поверхности" назначают по таблице 3.4. В данном случае подготовка поверхности включает: очистку, обезжиривание, кондиционирование, т.е. производится комбинированная подготовка поверхности, что соответствует коду Щ.
Код признака "способ очистки поверхности" назначают по таблице 3.5. Химическая очистка поверхности осуществляется без указания конкретного способа, поэтому код этого признака 8.
Код признака "способ обезжиривания поверхности" назначают по таблице 3.6. Так как при обезжиривании поверхности используется химическое обезжиривание без указания конкретного способа, то код этого признака 1.
Код признака "площадь поверхности склеивания" назначают по таблице 3.7. Исходя из кодируемого значения площади поверхности склеивания - 0,18 дм , код признака 7.
, код признака 7.
Признак "сочетание материалов склеиваемых элементов" кодируют по таблице 3.8. Так как сборочная единица склеивается из элементов, изготовленных из металла (меди), то код данного признака Б.
Таким образом, классификационные группировки признаков, определяющих вид сборочной единицы, изготавливаемой склеиванием, имеют код 131Щ817Б.
Технологический код сборочной единицы 232723.131Щ817Б.
Конструкторско-технологический код сборочной единицы, состоящий из кода классификационной характеристики по К.ЕСКД и технологического кода, имеет вид 305322.232723.131Щ817Б.
Обозначение сборочной единицы
|
|
|
|
305322. |
|
001 |
| |||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Основные признаки технологической классификации сборочной единицы
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Размерная характеристика, мм: ширина - 25, длина - 70, высота - 20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Характеристика массы: 0,14 кг |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Характеристика сложности: код 2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая склеиванием |
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технологическая классификация сборочной единицы, изготовляемой склеиванием
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
Способ нанесения клея: промазка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Особенности технологии: используется клей без добавок, склеивание производится без повышения температуры с дополнительным усилием |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
Состав клея: эпоксидный, ВК-9 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Способ подготовки поверхности: комбинированный (очистка обезжиривание, кондиционирование) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Способ очистки поверхности: химический без указания конкретного способа |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
Способ обезжиривания поверхности: химический без указания конкретного способа |
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
Площадь поверхности склеивания: 0,18 дм |
|
|
|
|
|
|
|
||||||||||||||||||||
|
Сочетание материалов: склеиваются элементы, изготовленные из металла (меди) |
|
|
|
|
|
||||||||||||||||||||||
Конструкторско-технологический код сборочной единицы
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
Код классификационной характеристики сборочной единицы по К.ЕСКД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||
|
Технологический код |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице В.1 приведен пример декодирования конструкторско-технологических признаков данной сборочной единицы.
Таблица В.1
|
|
|
|||
|
305322 |
Сборочная единица относится к классу изделий - сборочные единицы общемашиностроительные, элементы устройств уплотнительных, прокладки плоские с контуром в плане прямолинейным |
|||
|
232 |
Габаритные размеры, мм: ширина - св. 16 до 40, длина - св. 45 до 75, высота св.16 до 40 |
|||
|
7 |
Масса сборочной единицы, кг: св. 0,1 до 0,2 |
|||
|
2 |
Сложность изготовления сборочной единицы |
|||
|
3 |
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая склеиванием |
|||
|
1 |
Нанесение клея промазкой |
|||
|
3 |
Склеивание клеем без добавок, без повышения температуры, с дополнительным усилием |
|||
|
1 |
Клей эпоксидный |
|||
|
Щ |
Подготовка поверхности комбинированная |
|||
|
8 |
Очистка поверхности химическая без указания конкретного способа |
|||
|
1 |
Обезжиривание поверхности химическое без указания конкретного способа |
|||
|
7 |
Площадь поверхности склеивания, дм |
|||
|
Б |
Сборочная единица склеивается из элементов, изготовленных из металла (меди) |
|||
Приложение Г
(справочное)
Формирование конструкторско-технологического кода
сборочных единиц, изготовляемых формованием из
полимерных материалов
Пример формирования конструкторско-технологического кода сборочной единицы приведен ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования.
Сборочная единица "ограничитель" (см. чертеж) относится к классу изделий - сборочные единицы общемашиностроительные, устройства ограничивающие движение - стопорящие, упоры, оседержатели.

Код классификационной характеристики сборочной единицы по К.ЕСКД - 304274.
В соответствии со структурой технологического кода первым признаком технологической классификации сборочной единицы является размерная характеристика. Изделие "ограничитель" по геометрической форме относится к осесимметричным сборочным единицам, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.1. Исходя из кодируемых размеров сборочной единицы: наибольший наружный диаметр - 40 мм, длина - 65 мм, центральное отверстие отсутствует, код размерной характеристики 7Б0.
Код признака "характеристика массы" назначают по таблице 0.3. Масса сборочной единицы 0,05 кг, что соответствует коду 5.
Код признака "характеристика сложности" назначают по таблице 0.4 в зависимости от кода , рассчитываемого по формуле:
|
|
- |
код, определяемый по количеству составных частей; |
|||
|
|
- |
код, определяемый по наивысшей степени точности; |
|||
|
|
- |
код наличия контрольно-регулировочных операций; |
|||
|
|
- |
код условий безопасности труда; |
|||
|
|
- |
весовые коэффициенты; |
|||
|
|
|
|
|||
Коды определяются по таблице 0.4.1. Исходя из кодируемых значений: количество составных частей -2, наивысшая степень точности - 14, количество контрольно-регулировочных операций - 0, условия безопасности труда - тяжелые и вредные, определяются соответствующие этим показателям коды:


Значению  по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -8.
по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" -8.
Признак "вид сборочной единицы по технологическому методу изготовления (сборки)" назначают по таблице 0.5. В связи с тем, что сборочную единицу изготовляют формованием, код этого признака 7.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код 7Б0537 (постоянная часть технологического кода).
Переменную часть технологического кода формируют по таблицам раздела 4 с учетом технологических признаков, характерных для сборочных единиц, изготовляемых формованием из полимерных материалов.
Код признака "площадь формования" назначают по таблице 4.1. Площадь формования определяют как площадь проекции сборочной единицы в плане (на плоскость разъема формы). В данном случае плоскость разъема проходит по оси, площадь формования - 12 см, что соответствует коду 4.
Код признака "толщина стенки" определяют по таблице 4.2. В качестве толщины стенки для сборочных единиц, изготовляемых формованием, принята максимальная толщина стенки. Исходя из кодируемого значения максимальной толщины стенки - 20 мм, код этого признака Б.
Код признака "формуемый материал" назначают по таблицам 4.3 и 4.4. В данном случае при изготовлении используется группа материала - термопластичный без наполнителей, материал - полистирол ударопрочный, что соответствует коду 17.
Код признака "квалитет" определяют по таблице 4.5. Квалитет определяют по наиболее жестким допустимым отклонениям корпуса - формообразователя (закладные детали и арматуру не учитывают). Так как в чертеже не указана точность изготовления, то в этом случае принимается квалитет 14, которому соответствует код 1.
Код признака "характеристика технологических требований" определяют по таблицам 4.6 и 4.7. Так как сборочная единица не имеет усложняющих элементов (боковые отверстия, окна, пазы, выступы, резьбы и т.д.), то этому признаку назначается код 00.
Код признака "дополнительная обработка" назначается по таблице 4.8. При изготовлении сборочной единицы в качестве дополнительной обработки используется полировка (резание), что соответствует коду 2.
Таким образом, классификационные группировки признаков, определяющих вид сборочной единицы, изготовляемой формованием, имеют код 4Б171002.
Технологический код сборочной единицы 7Б0537.4Б171002.
Конструкторско-технологический код сборочной единицы, состоящий из кода классификационной характеристики по К.ЕСКД и технологического кода, имеет вид 304274.7Б0537.4Б171002.
Обозначение сборочной единицы
|
|
|
|
|
|
| ||||||||||
|
Код организации разработчика |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Код классификационной характеристики сборочной Сборочная единица относится к классу изделий -сборочные единицы общемашиностроительные, устройства ограничивающие движение, стопорящие, упоры, оседержатели |
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Порядковый регистрационный номер (условный) |
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Основные признаки технологической классификации сборочной единицы
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Размерная характеристика, мм: наибольший наружный диаметр - 40, длина - 65, центральное отверстие отсутствует |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Характеристика массы: 0,05 кг |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая формованием из полиметрых материалов |
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технологическая классификация сборочной единицы, изготовляемой формованием из полимерных материалов
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Площадь формования: 12 см |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина стенки: 20 мм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Формуемый материал: группа - термопластичный без наполнителя, материал - полистирол ударопрочный |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
|
Квалитет: 14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Характеристика технолгических требований: отсутствуют усложняющие элементы (боковые отверстия, окна, пазы, выступы и т.д.) |
|
|
|
|
|
|
|
|
|
|
|
|
| |||||||||||
|
Дополнительная обработка: полирование (резание) |
|
|
|
|
|
|
|
|
|
|
| |||||||||||||
Конструкторско-технологический код сборочной единицы
|
|
|
|
|
|
|
|
|
|||||||||||||
|
Код классификационной характеристики сборочной единицы по К.ЕСКД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Технологический код |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице Г.1 приведен пример декодирования конструкторско-технологических признаков данной сборочной единицы.
Таблица Г.1
|
Код |
|
|||
|
304274 |
Сборочная единица относится к классу изделий - сборочные единицы общемашиностроительные, устройства ограничивающие движение, стопорящие, упоры, оседержатели |
|||
|
7Б0 |
Размерная характеристика, мм: наибольший наружный диаметр - св. 32 до 40, длина - св. 56 до 75, центральное отверстие отсутствует |
|||
|
5 |
Характеристика массы, кг: св. 0,025 до 0,05 |
|||
|
3 |
Сложность изготовления сборочной единицы |
|||
|
7 |
Сборочная единица изготавливается формованием из полимерных материалов |
|||
|
4 |
Площадь формования: св. 10 до 16 см |
|||
|
Б |
Максимальная толщина стенки: св. 18 мм |
|||
|
1 |
Группа материала: термопластичный материал без наполнителя |
|||
|
7 |
Материал: полистирол ударопрочный |
|||
|
1 |
Квалитет: 14, 15, 16, 17 |
|||
|
00 |
Отсутствуют усложняющие элементы конструкции (боковые отверстия, окна, пазы, выступы, резьбы и т. д.) |
|||
|
2 |
Дополнительная обработка: резание |
|||
Приложение Д
(справочное)
Формирование конструкторско-технологического кода
сборочных единиц, изготовляемых резьбовым соединением
Пример формирования конструкторско-технологического кода сборочной единицы приведен ниже.
Пример представлен как иллюстративный материал, в котором указаны только те данные, которые необходимы для кодирования.
Сборочная единица "компрессор винтовой" (см. чертеж) относится к классу изделий - оборудование гидромеханических, тепловых, массообменных процессов для перемещения и сжатия газов, компрессоры двух- и более роторные, винтовые.

Код классификационной характеристики сборочной единицы по К.ЕСКД - 064356.
В соответствии со структурой технологического кода первым признаком технологической классификации сборочной единицы является размерная характеристика. Изделие "компрессор" по геометрической форме относится к призматическим сборочным единицам, поэтому кодирование ее размерной характеристики следует проводить по таблице 0.2. Исходя из кодируемых размеров сборочной единицы: ширина - 410 мм, длина - 895 мм, высота - 340 мм, код размерной характеристики БВ9.
Код признака "характеристика массы" назначают по таблице 0.3. Масса сборочной единицы 230 кг, что соответствует коду М.
Код признака "характеристика сложности" назначают по таблице 0.4 в зависимости от кода , рассчитываемого по формуле:
|
|
- |
код, определяемый по количеству составных частей; |
|||
|
|
- |
код, определяемый по наивысшей степени точности; |
|||
|
|
- |
код наличия контрольно-регулировочных операций; |
|||
|
|
- |
код условий безопасности труда; |
|||
|
|
- |
весовые коэффициенты; |
|||
|
|
|
|
|||
Коды определяются по таблице 0.4.1. Исходя из кодируемых значений: количество составных частей -48, наивысшая степень точности - 7, количество контрольно-регулировочных операций - 3, условия безопасности труда - нормальные, определяются соответствующие этим показателям коды:

 .
.
Значению  по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" - 4.
по таблице 0.4 соответствует код сборочной единицы по признаку "характеристика сложности" - 4.
Признак "вид сборочной единицы по технологическому методу изготовления (сборки)" кодируют по таблице 0.5. В связи с тем, что сборочная единица относится к разъемным, неподвижным изделиям и изготовляется (собирается) резьбовым соединением, код этого признака - Д.
Таким образом, классификационные группировки основных признаков технологической классификации имеют код БВ9М4Д.
Переменную часть технологического кода формируют по таблицам раздела 5 с учетом технологических признаков, характерных для сборочных единиц, изготовляемых резьбовым соединением.
Код признака "метод резьбового соединения" назначают по таблице 5.1. Так как сборочная единица соединяется винтами с заданным крутящим моментом, то код этого признака В.
Следующим признаком технологической классификации является "тип резьбы", код которому назначают по таблице 5.2. Для сборки используется резьба цилиндрическая, с крупным шагом, что соответствует коду 1.
Код признака "дополнительная размерная характеристика" (диаметр резьбы, длина свинчивания) назначают по таблицам 5.3 и 5.4. Исходя из кодируемых значений: диаметр резьбы - 12 мм, длина свинчивания - 30 мм, код дополнительной размерной характеристики 69.
Код признака "вид регулирования, компенсации и уплотнения" назначают по таблице 5.5. Исходя из условий, что соединение неподвижное, вакуумноплотное с использованием прокладок, код признака Б.
Код признака "метод контроля" назначают по таблице 5.6. В данном случае изделие проверяется на герметичность, что соответствует коду 7.
Код признака "метод испытания" назначают по таблице 5.7. Сборочная единица испытывается на надежность, что соответствует коду 1.
Код признака "вид дополнительной обработки" назначают по таблице 5.8. В данном случае необходима шлифовка регулировочного кольца и поверхности крышки для обеспечения гарантированного зазора, что соответствует коду 1.
Таким образом, классификационные группировки признаков, определяющих вид сборочной единицы, изготовляемой резьбовым соединением, имеют код В169Б711.
Технологический код сборочной единицы БВ9М4Д.В169Б711.
Конструкторско-технологический код сборочной единицы, состоящий из кода классификационной характеристики по К.ЕСКД и технологического кода, имеет вид 064356.БВ9М4Д.В169Б711.
Обозначение сборочной единицы
|
|
|
|
|
|
| ||||||||||
|
Код организации разработчика |
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Код классификационной характеристики сборочной Сборочная единица относится к классу изделий - оборудование гидромеханических, тепловых, массообменных процессов для перемещения и сжатия газов, компрессоры двух- и более роторные винтовые |
|
|
|
|
|
|
|
| |||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
Порядковый регистрационный номер (условный) |
|
|
|
|
| ||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
Основные признаки технологической классификации сборочной единицы
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
Размерная характеристика, мм: ширина - 410, длина - 895, высота - 340 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| ||
|
Характеристика массы: 230 кг |
|
|
|
|
|
|
|
|
|
|
|
|
| ||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая резьбовым соединением |
|
|
|
|
|
|
|
| |||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Технологическая классификация сборочной единицы, изготовляемой резьбовым соединением.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Метод резьбового соединения: с заданным крутящим моментом, винтами |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
Тип резьбы: цилиндрическая, метрическая с крупным шагом |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
Дополнительная размерная характеристика, мм: диаметр резьбы - 12, длина свинчивания - 30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
Вид регулирования, компенсации и уплотнения: соединение вакуумноплотное, неподвижное с использованием прокладок |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||
|
Метод контроля: на герметичность |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
|
Метод испытания: на надежность |
|
|
|
|
|
|
|
|
| ||||||||||||||||||
|
Вид дополнитнельной обработки: шлифование (резание) |
|
|
|
|
|
|
| ||||||||||||||||||||
Конструкторско-технологический код сборочной единицы
|
|
|
|
|
|
|
|
|||||||||||||||||
|
Код классификационной характеристики сборочной единицы по К.ЕСКД |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
|
Технологический код |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |||||
Чтобы оценить возможность использования сформированного конструкторско-технологического кода, в таблице Д.1 приведен пример декодирования конструкторско-технологических признаков данной сборочной единицы.
Таблица Д.1
|
|
Смысловое значение кода |
|||
|
064356 |
Сборочная единица относится к классу изделий - оборудование гидромеханических, тепловых, массообменных процессов для перемещения и сжатия газов, компрессоры двух- и более роторные, винтовые |
|||
|
БВ9 |
Габаритные размеры, мм: ширина - св. 380 до 480, длина - св.850 до 950, высота св. 300 до 340 |
|||
|
М |
Масса сборочной единицы, кг: св. 160 до 250 |
|||
|
4 |
Сложность изготовления сборочной единицы |
|||
|
Д |
Вид сборочной единицы по технологическому методу изготовления (сборки): изготовляемая резьбовым соединением |
|||
|
В |
Метод резьбового соединения - соединение винтами с заданным крутящим моментом |
|||
|
1 |
Тип резьбы - цилиндрическая, метрическая с крупным шагом |
|||
|
69 |
Дополнительная размерная характеристика, мм: диаметр резьбы - св. 10 до 12, длина свинчивания - св. 25 до 45 |
|||
|
Б |
Вид регулирования, компенсации и уплотнения - регулирование герметичного неподвижного соединения прокладками |
|||
|
7 |
Метод контроля - на герметичность |
|||
|
1 |
Метод испытания - на надежность |
|||
|
1 |
Вид дополнительной обработки - резание |
|||
Текст документа сверен по:
Официальное издание,
М.: ИПК Издательство стандартов, 1996 год
Личный кабинет:
доступно после авторизации "Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...
"Превращается в пыль" все в эпицентре. Путин рассказал о специфике работы...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке