
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
февраля
6
четверг,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 27855-88
(CT СЭВ 6057-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Металлорежущие станки
ШПИНДЕЛИ ВНУТРИШЛИФОВАЛЬНЫЕ
Нормы точности
Metal-cutting machine tools. Internal grinding spindles.
Accuracy standards
ОКП 38 7300
Дата введения 1990-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
А.Н.Байков, Н.Ф.Хлебалин, В.Я.Черневич
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.10.88 N 3472
3. Срок проверки - 1995 г., периодичность - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 6057-87
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
Вводная часть | |
|
Пп.2.1-2.4 |
Настоящий стандарт распространяется на внутришлифовальные шпиндели на подшипниках качения с вынесенным приводом классов точности П, В и А, с наружным диаметром  гильзы шпинделя до 200 мм, предназначенные для комплектации внутришлифовальных и других станков, и устанавливает требования к геометрической точности шпинделей.
гильзы шпинделя до 200 мм, предназначенные для комплектации внутришлифовальных и других станков, и устанавливает требования к геометрической точности шпинделей.
Общие требования к испытаниям шпинделей на точность по ГОСТ 8.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Методы проверки точности внутришлифовальных шпинделей, установленные настоящим стандартом как предпочтительные, следует применять в качестве обязательных в случае возникновения разногласий между изготовителем и потребителем в оценке качества шпинделей.
1.2. Номенклатура средств проверки и предъявляемые к ним основные технические требования приведены в приложении.
2. ГЕОМЕТРИЧЕСКАЯ ТОЧНОСТЬ ВНУТРИШЛИФОВАЛЬНОГО ШПИНДЕЛЯ
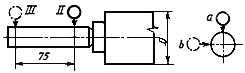
2.1. Радиальное биение наружной цилиндрической или конической базирующей поверхности конца вала внутри шлифовального шпинделя
Значения допусков радиального биения шпинделей должны соответствовать указанным в табл.1.
Таблица 1
|
Наружный диаметр |
Сечение измерения |
Допуск, мкм, для шпинделей класса точности | ||
|
|
|
П |
В |
А |
|
До 80 |
I и III |
5 |
3 |
2 |
|
|
II |
6 |
4 |
3 |
|
Св. 80 до 125 |
I и III |
6 |
4 |
3 |
|
|
II |
8 |
6 |
4 |
|
Св. 125 |
I и III |
8 |
6 |
4 |
|
|
II |
10 |
8 |
5 |
Измерения - по ГОСТ 22267, разд.15, предпочтительно по методу 1 в соответствии с черт.1 и 2.
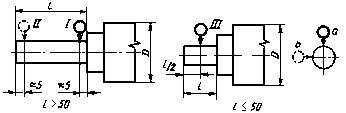
Черт.1
Черт.2
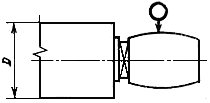
2.2. Радиальное биение внутренней цилиндрической или конической базирующей поверхностей конца вала шлифовального шпинделя:
при измерении непосредственно на базирующей поверхности - по черт.3 и 4;
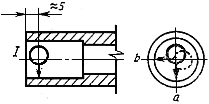
Черт.3
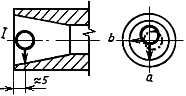
Черт.4
при измерении с помощью контрольной оправки - по черт.5.
Черт.5
Значения допусков радиального биения внутренней базирующей поверхности должны соответствовать указанным в табл.2.
Таблица 2
|
Наружный диаметр |
Сечение измерения |
Допуск, мкм, для шпинделей класса точности | ||
|
|
|
П |
В |
А |
|
До 80 |
I |
5 |
3 |
2 |
|
II |
6 |
4 |
3 | |
|
|
III |
8 |
6 |
5 |
|
Св. 80 до 125 |
I |
6 |
4 |
3 |
|
II |
8 |
6 |
5 | |
|
|
III |
10 |
8 |
6 |
|
Св. 125 |
I |
8 |
5 |
4 |
|
II |
10 |
8 |
6 | |
|
|
III |
12 |
10 |
8 |
Измерения - по ГОСТ 22267, разд.15, предпочтительно по методам 1 или 2 в соответствии с черт.3, 4 или 5.
Метод проверки 2 (черт.5) следует применять в тех случаях, когда измерение невозможно произвести непосредственно на базирующей поверхности.
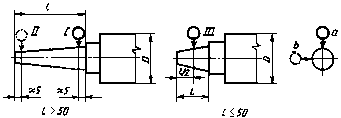
2.3. Торцовое биение шлифовального шпинделя
Значения допусков торцового биения должны соответствовать указанным в табл.3.
Таблица 3
|
Наружный диаметр |
Допуск, мкм, для шпинделей класса точности | ||
|
|
П |
В |
А |
|
До 80 |
4 |
3 |
2 |
|
Св. 80 до 125 |
5 |
3 |
2 |
|
Св. 125 |
6 |
4 |
3 |
Проверку следует проводить по ГОСТ 22267, разд.18, в соответствии с черт.6.
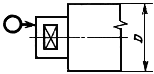
Черт.6
2.4. Радиальное биение поверхности ременного шкива
Значения допусков радиального биения должны соответствовать указанным в табл.4.
Таблица 4
|
Наружный диаметр |
Допуск, мкм, для шпинделей класса точности | ||
|
|
П |
В |
А |
|
До 80 |
12 |
10 |
8 |
|
Св. 80 до 125 |
16 |
12 |
10 |
|
Св. 125 |
20 |
16 |
12 |
Проверку следует проводить по ГОСТ 22267, разд.15, предпочтительно по методу 1 в соответствии с черт.7.
ПРИЛОЖЕНИЕ
Справочное
НОМЕНКЛАТУРА СРЕДСТВ, ИСПОЛЬЗУЕМЫХ ДЛЯ ПРОВЕРКИ
ТОЧНОСТИ ВНУТРИШЛИФОВАЛЬНЫХ ШПИНДЕЛЕЙ
|
Средства проверки |
Основные технические требования |
Номера пунктов | ||
|
Прибор для измерения длин |
Проверяемые значения показателя точности, мкм |
Цена деления шкалы прибора, мкм |
Вариации показаний прибора (наибольший гистерезис), мкм |
2.1, 2.2, |
|
|
До 2 |
0,1 |
0,02 |
|
|
|
Св. 2 " 5 |
0,5 |
0,05 |
|
|
|
" 5 " 10 |
1,0 |
0,25 |
|
|
|
" 10 |
2,0 |
0,4 |
|
|
Контрольная оправка (зажимная поверхность соответствует концу вала) |
Длина измерительной части - 75 мм |
2.2 | ||
|
Контрольная оправка с плоским торцом |
Допуск торцового биения оправки с плоским торцом - 0,5 мкм |
2.3 | ||
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1989
Личный кабинет:
доступно после авторизации Актёр Бен Стиллер утверждает, что не ездил в Киев на деньги USAID
Актёр Бен Стиллер утверждает, что не ездил в Киев на деньги USAID  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке