
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ФЕДЕРАЛЬНЫЙ ГОРНЫЙ И ПРОМЫШЛЕННЫЙ НАДЗОР РОССИИ
ПОСТАНОВЛЕНИЕ
от 25 июня 2002 года N 36
Об утверждении новой редакции "Технологического регламента проведения
аттестации сварщиков и специалистов сварочного производства"
Госгортехнадзор России
постановляет:
Утвердить новую редакцию "Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства"*.
______________
* Госгортехнадзором России "Технологическому регламенту проведения аттестации сварщиков и специалистов сварочного производства" присвоено обозначение РД 03-495-02. - Примечание .
Начальник
Госгортехнадзора России
В.М.Кульечев
Зарегистрировано
в Министерстве юстиции
Российской Федерации
17 июля 2002 года,
регистрационный N 3587
УТВЕРЖДЕН
постановлением Госгортехнадзора России
от 25.06.2002 N 36
ТЕХНОЛОГИЧЕСКИЙ РЕГЛАМЕНТ ПРОВЕДЕНИЯ АТТЕСТАЦИИ СВАРЩИКОВ
И СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
I. Технологический регламент проведения аттестации сварщиков
1.1. При представлении к аттестации сварщика работодатель (заявитель) направляет в аттестационный центр заявку по форме, приведенной в приложении 1.
Кандидат имеет право самостоятельно представить о себе необходимую информацию.
1.2. Объем теоретических знаний аттестуемого сварщика должен удовлетворять требованиям экзаменационных программ в соответствии с постановлением Госгортехнадзора России от 30.10.98 N 63 и зарегистрированных в Министерстве юстиции России 04.03.99, регистрационный N 1721.
Общие требования к экзаменационным программам приведены в приложении 2.
1.3. Аттестацию сварщиков проводят путем проверки их практических навыков и теоретических знаний в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется, и направлением его производственной деятельности (группа или наименование технических устройств, сварку которых выполняет сварщик на производстве, вид выполняемых работ - изготовление, монтаж, ремонт).
1.4. Процедура аттестации включает в себя сдачу аттестуемым сварщиком следующих экзаменов:
- практического, общего и специального - при первичной и внеочередной аттестациях;
- практического и специального при дополнительной и периодической аттестациях.
Теоретические и практический экзамены проводят в аттестационном центре или его аттестационном пункте, зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
Примечания:
1. Сварщики, имеющие специальное (высшее техническое или среднее техническое) образование по сварочному производству, освобождаются от сдачи общего экзамена при первичной аттестации.
2. Разрешается проводить только специальный экзамен, если целью дополнительной аттестации сварщика является расширение направления его производственной деятельности без изменения характеристик, учитываемых при сварке контрольных сварных соединений.
3. Разрешается проводить только практический экзамен, если целью дополнительной аттестации сварщика является расширение области распространения аттестации без изменения вида (способа) сварки (наплавки) и направления его производственной деятельности.
1.5. Аттестацию сварщиков начинают с проведения практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки не ранее чем через 1 месяц.
1.6. На общем экзамене сварщику задают 20 вопросов по теоретическим основам сварки, а на специальном экзамене - не менее 15 произвольно выбранных вопросов в соответствии с видом (способом) сварки (наплавки), по которому он аттестуется, и направлением его производственной деятельности. Выбор вопросов проводит аттестационная комиссия по сборникам экзаменационных вопросов по общему и специальному экзаменам. Каждый сборник должен содержать не менее 100 вопросов.
Если сварщик аттестуется на два или три вида (способа) сварки (наплавки), например, ручную дуговую сварку покрытыми электродами и ручную аргонодуговую сварку неплавящимся электродом, в экзаменационном билете должно быть не менее 5 вопросов по каждому виду (способу) сварки (наплавки) из соответствующих сборников экзаменационных вопросов. При аттестации на сварку объектов, входящих в две или три группы опасных технических устройств, сварщик должен получить отдельные билеты для специального экзамена по каждой группе опасных технических устройств. В экзаменационном билете должно быть не менее 5 вопросов по каждой группе опасных технических устройств.
1.7. Общий и специальный экзамены проводят в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
1.8. Сварщик считается выдержавшим общий и специальный экзамены, если он правильно ответил не менее чем на 80% заданных ему вопросов на каждом из экзаменов, с учетом результатов собеседования.
1.9. Сварщик считается аттестованным при успешной сдаче теоретических и практического экзаменов.
1.10. Если сварщик выдержал только практический и один из теоретических экзаменов, то ему разрешается пересдача несданного экзамена по ранее поданной заявке в течение шести месяцев со дня первого экзамена, но не ранее чем через месяц после сдачи экзаменов. При повторной несдаче все ранее сданные при аттестации экзамены не засчитываются, сварщик считается не прошедшим аттестацию и допускается к процедуре аттестации после дополнительного теоретического и практического обучения с оформлением новой заявки.
1.11. При аттестации сварщика подлежат учету следующие характеристики:
- виды (способы) сварки и наплавки;
- типы швов;
- вид деталей;
- типы и виды контрольных сварных соединений;
- группы основных материалов;
- присадочные материалы;
- размеры контрольных сварных соединений;
- положение при сварке;
- степень автоматизации оборудования при сварке труб из пластмасс;
- группа опасных технических устройств.
1.11.1. Аттестацию сварщиков проводят отдельно по следующим видам (способам) сварки (наплавки):
для металлов
РД |
- |
ручная дуговая сварка покрытыми электродами (111); |
РДВ |
- |
ванная ручная дуговая сварка покрытыми электродами; |
РАД |
- |
ручная аргонодуговая сварка неплавящимся электродом (141); |
МАДП |
- |
механизированная аргонодуговая сварка плавящимся электродом (131); |
МП |
- |
механизированная сварка плавящимся электродом в среде активных газов и смесях (135); |
ААД |
- |
автоматическая аргонодуговая сварка неплавящимся электродом; |
АПГ |
- |
автоматическая сварка плавящимся электродом в среде активных газов и смесях; |
ААДП |
- |
автоматическая аргонодуговая сварка плавящимся электродом; |
АФ |
- |
автоматическая сварка под флюсом (12); |
МФ |
- |
механизированная сварка под флюсом; |
МФВ |
- |
ванная механизированная сварка под флюсом; |
МПС |
- |
механизированная сварка самозащитной порошковой проволокой (114); |
МПГ |
- |
механизированная сварка порошковой проволокой в среде активных газов (136); |
МПСВ |
- |
ванная механизированная сварка самозащитной порошковой проволокой; |
МСОД |
- |
механизированная сварка открытой дугой легированной проволокой; |
П |
- |
плазменная сварка (15); |
ЭШ |
- |
электрошлаковая сварка; |
ЭЛ |
- |
электронно-лучевая сварка; |
Г |
- |
газовая сварка (311); |
РДН |
- |
ручная дуговая наплавка покрытыми электродами; |
РАДН |
- |
ручная аргонодуговая наплавка; |
ААДН |
- |
автоматическая аргонодуговая наплавка; |
АФЛН |
- |
автоматическая наплавка ленточным электродом под флюсом; |
АФПН |
- |
автоматическая наплавка проволочным электродом под флюсом; |
КТС |
- |
контактно-точечная сварка; |
КСС |
- |
контактная стыковая сварка сопротивлением; |
КСО |
- |
контактная стыковая сварка оплавлением; |
ВЧС |
- |
высокочастотная сварка; |
ПАК |
- |
пайка; |
для полимерных материалов
НИ |
- |
сварка нагретым инструментом; |
ЗН |
- |
сварка с закладными нагревателями; |
НГ |
- |
сварка нагретым газом; |
Э |
- |
экструзионная сварка; |
Примечания:
1. В скобках указан код способа сварки по классификации ISO 4063.
2. Аттестация на право выполнения сварки (наплавки, пайки и др.) способами, для которых не существуют разработанные и утвержденные в установленном порядке программы практического экзамена, должна выполняться по программам, разработанным головными аттестационными центрами, согласованным с Госгортехнадзором России и утвержденным Национальным аттестационным комитетом по сварочному производству.
1.11.2. При аттестации на сварку полимерных материалов необходимо дополнительно учитывать степень автоматизации применяемого сварочного оборудования:
При сварке труб нагретым инструментом:
- СР - стыковая сварка с ручным управлением;
- ССА - стыковая сварка со средней степенью автоматизации;
- СВА - стыковая сварка с высокой степенью автоматизации.
При сварке труб с использованием деталей с закладными нагревателями:
- ЗНР - сварка деталями с закладными нагревателями с ручным заданием параметров;
- ЗНШ - сварка в режиме штрих-кода или магнитной карты;
- ЗНА - сварка с автоматической обратной связью фитинга со сварочным аппаратом.
При других способах сварки конструкций, за исключением трубопроводов систем газоснабжения:
- НИР - ручная сварка нагретым инструментом независимо от типа соединения;
- НИМ - механизированная сварка нагретым инструментом независимо от типа соединения;
- НГР - ручная сварка нагретым газом независимо от типа соединения;
- НГМ - механизированная сварка нагретым газом независимо от типа соединения;
- ЭР - ручная экструзионная сварка независимо от типа соединения;
- ЭМ - механизированная экструзионная сварка независимо от типа соединения.
При аттестации на сварку элементов железобетонных конструкций дополнительно учитывают способ и технологические особенности сварки с соответствующей записью условного обозначения по ГОСТ 14098.
1.11.3. При аттестации по сварке металлических конструкций сварщики выполняют сварку стыковых - СШ (BW) и/или угловых - УШ (FW) швов контрольных соединений деталей следующих видов: листов - Л (Р), труб - Т (Т) , стержней С (S) и их сочетаний (Л+Т, Л+С, Т+С) в соединениях следующих типов: стыковые (С), тавровые (Т), угловые (У) и нахлесточные (Н).
При аттестации на сварку арматуры железобетонных конструкций сварщики выполняют стыковые, нахлесточные, крестообразные или тавровые контрольные соединения по ГОСТ 14098.
При аттестации по сварке полимерных материалов сварщики выполняют контрольные сварные соединения деталей следующих видов: листов - Л (Р), труб - Т (Т), листов с трубой (Л+Т), трубы с отводом (Т+О), трубы с трубой через муфту (Т+М+Т) следующих типов:
стыковые:
- без разделки кромок - СБ (BW);
- с односторонней разделкой кромок - CV;
- с двусторонней разделкой кромок - СХ.
нахлесточные:
- соединение листов "внахлестку" - Н (LW);
- соединение листов "в угол" - У (FW);
- соединение труб в раструб - Р;
- муфтовое соединение труб - М;
- соединение труб с седловыми отводами - О.
тавровые:
- без разделки кромок - ТБ;
- с односторонней разделкой кромок - ТV;
- с двусторонней разделкой кромок - ТХ.
Примечание:
Под понятием "труба" подразумеваются также детали замкнутого полого профиля, например, штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием "стержень" подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
1.11.4. Контрольные сварные соединения, выполняемые при аттестации на сварку металлов плавлением, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) - ос (ss) и с двух сторон (двусторонняя сварка) - дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце - сп (mb) и без подкладки (на весу) - бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва - зк (gg), без зачистки корня шва - бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) - гз (gb);
- в съемных или подвижных инвентарных формах - иф (медных, графитовых, керамических и др.);
- в стальных остающихся скобах-накладках - сн;
- в комбинированных формирующих элементах - кф (стальная остающаяся полускоба-накладка + съемная медная полуформа).
Паяные соединения, выполняемые на остающейся подкладке, подкладном кольце - cn(mb), и без подкладки на весу - бп(nb).
1.11.5. Аттестационные испытания проводят для групп свариваемых материалов, указанных в приложении 17, табл.1.
Перечень типичных марок основных материалов, используемых при изготовлении сварных конструкций, приведен в приложении 17, табл.2.
Аттестацию по сварке контрольных сварных соединений из материалов, входящих в одну группу, а также относящихся к разным группам, следует проводить с учетом требований п.1.15.4.
Аттестационные испытания при наплавке ручными способами необходимо проводить отдельно для материалов, требующих подогрева при наплавке, и материалов, не требующих подогрева.
1.11.6. Для сварки контрольных сварных соединений должны использоваться присадочные материалы (электроды, сварочная проволока, лента, флюс, газы и др.), регламентированные нормативными документами для сварки конкретным способом соединений из конкретной группы основного материала или конкретного сочетания основных материалов различных групп.
Металлические покрытые электроды для ручной дуговой сварки по виду покрытия подразделяются на электроды:
А (А) - с кислым покрытием;
Б (В) - с основным покрытием;
Ц (С) - с целлюлозным покрытием;
Р (R) - с рутиловым покрытием;
PА (RА) - с кисло-рутиловым покрытием;
РБ (RB) - с рутил-основным покрытием;
РЦ (RC) - с рутил-целлюлозным покрытием;
П (S) - с прочими видами покрытий
Примечания:
1. Обозначения видов покрытий электродов даны по ГОСТ 9466.
2. В скобках приведен шифр вида покрытия электродов по ISO 2560.
1.11.7. На практическом экзамене сварщик должен выполнить контрольные сварные соединения, по диаметру и толщине однотипные производственным, в соответствии с заявкой на аттестацию.
Контрольное сварное соединение считают однотипным, если оно соответствует требованиям однотипности, изложенным в нормативных документах, согласованных с Госгортехнадзором России. В случае отсутствия требований к однотипным сварным соединениям в нормативных документах, при выборе размеров контрольных сварных соединений рекомендуется пользоваться приложением 17, табл.3...5 и заявкой на проведение аттестации.
По согласованию в установленном порядке допускается изменение области распространения аттестации, указанной в приложении 17, табл.3 и табл.4, с учетом области деятельности аттестуемого сварщика и специфики применяемого вида (способа) сварки (наплавки).
1.11.8. Положения контрольных сварных соединений при проведении практического экзамена (приложение 22, рис.1, 2) должны соответствовать тем, в которых сварщику предстоит выполнять производственные сварные соединения (наплавки).
Приняты следующие условные обозначения положений сварки:
Н1 (PА) - нижнее стыковое и в "лодочку";
Н2 (РВ) - нижнее тавровое;
Г (PC) - горизонтальное;
П1 (РЕ) - потолочное стыковое;
П2 (PD) - потолочное тавровое;
B1 (PF) - вертикальное снизу вверх;
B2 (PG) - вертикальное сверху вниз;
Н45 (H-L045) - наклонное под углом 45 градусов.
Примечания:
1. Нижнее (потолочное) положение - плоскость, в которой располагается шов контрольного сварного соединения, находится под углом (0 - 10) градусов по отношению к горизонтальной плоскости.
2. Вертикальное положение - плоскость, в которой располагается шов контрольного сварного соединения, находится под углом 90  10 градусов по отношению к горизонтальной плоскости.
10 градусов по отношению к горизонтальной плоскости.
3. Наклонное положение под углом 45 градусов - плоскость, в которой располагается шов контрольного соединения, находится под углом 45  10 градусов по отношению к горизонтальной плоскости.
10 градусов по отношению к горизонтальной плоскости.
4. Положения В1 или В2 относятся к сварке труб с наклоном продольной оси  20 градусов.
20 градусов.
5. При аттестации на сварку полиэтиленовых труб трубопроводов систем газоснабжения ось контрольных сварных соединений должна быть расположена горизонтально.
1.12. Сварка и наплавка контрольных сварных соединений.
1.12.1. Виды контрольных сварных соединений (наплавки), выполняемых сварщиком при аттестации, назначает аттестационная комиссия с учетом заявки на проведение аттестации.
1.12.2. При сварке контрольного сварного соединения (наплавки) сварщик должен выполнить все требования карты технологического процесса. Карты технологического процесса могут разрабатываться на группу однотипных сварных соединений или на конкретные сварные соединения. Типовая форма карты технологического процесса сварки (наплавки) контрольного сварного соединения приведена в приложении 3.
Формы карт технологического процесса для сварки контрольного сварного соединения из полимерных материалов приведены в приложениях 4 и 5.
Карта технологического процесса на сварку (наплавку) контрольного соединения должна учитывать следующее:
- вид (способ) сварки (наплавки) должен соответствовать применяемому на производстве;
- присадочные или наплавочные материалы должны соответствовать рекомендуемым нормативными документами по сварке для вида (способа) сварки (наплавки), применяемого при аттестации;
- комбинации основного и присадочного материалов должны соответствовать используемым в производстве;
- тип сварочного оборудования должен соответствовать применяемому на производстве;
- разделка кромок деталей контрольного сварного соединения, режим сварки, порядок сварки, температура предварительного и сопутствующего подогрева и режим термической обработки при сварке контрольного сварного соединения должны соответствовать требованиям нормативных документов, указанных в аттестационной заявке.
1.12.3. Размеры деталей контрольных сварных соединений при аттестации на сварку металлических конструкций должны соответствовать приведенным на рис.3 ... 6 приложения 22. Длину деталей выбирают с учетом возможности выполнения всех технологических (подогрев, термическая обработка) и контрольных операций, указанных в карте технологического процесса.
При аттестации по сварке элементов железобетонных конструкций размеры и количество образцов контрольных сварных соединений принимают по действующей нормативной документации на железобетонные конструкции с учетом требований ГОСТ 14098, ГОСТ 10992 и ГОСТ 5781.
При аттестации по сварке полимерных материалов сварщик выполняет контрольное сварное соединение согласно приложению 17, табл.5.
Типы контрольных сварных соединений труб и листов приведены на рис.7...11 приложения 22.
Примечание.
Возможность использования контрольных сварных соединений другого вида и/или размеров определяет аттестационная комиссия.
1.12.4. Количество контрольных сварных соединений из труб должно быть не менее 5 шт. при наружном диаметре труб до 25 мм (при необходимости сварки нескольких образцов разных диаметров общее количество образцов должно быть не менее 5 шт. и не менее 2 шт. каждого диаметра); не менее 2 шт. при диаметре труб свыше 25 до 100 мм, не менее 1 шт. при диаметре труб свыше 100 мм. При диаметре труб более 1020 мм допускается выполнять сварку полупериметра стыка, захватывая нижнюю и верхнюю части стыка.
При выполнении контрольных сварных соединений пластин металлоконструкций сваривают одно или более контрольных соединений длиной не менее 450 мм при автоматической сварке и не менее 300 мм при ручной и механизированной сварке.
При выполнении контрольных сварных соединений при вварке труб в трубные решетки количество ввариваемых труб должно быть не менее 7 шт., при этом одна из труб должна располагаться центрально по отношению к остальным.
Для элементов железобетонных конструкций в соответствии с требованиями ГОСТ 10992 для проверки механических свойств количество контрольных сварных соединений должно быть 3 образца.
Количество контрольных сварных соединений труб из полимерных материалов, выполняемых сваркой нагретым инструментом в стык (приложение 22, рис.7а), зависит от степени автоматизации сварочного оборудования:
- при использовании сварочных установок СР - 3 образца;
- при ССА - 2 образца;
- при СВА - 1 образец.
При выполнении контрольных сварных соединений труб из полимерных материалов способом ЗН сваривают два контрольных соединения: одно муфтовое - М и одно соединение с седловым отводом - О (приложение 22, рис.7б, 7в), причем одно из соединений должно быть выполнено в режиме ЗНР.
При выполнении контрольных сварных соединений труб в раструб сваривают не менее 3 контрольных соединений "труба с трубой" посредством раструбной муфты либо "труба+муфта+труба" (приложение 22, рис.8).
При выполнении контрольных сварных соединений листов из полимерных материалов способами НГ, Э и НИ сваривают одно контрольное сварное соединение (приложение 22, рис.9...11).
1.12.5. При выполнении контрольных наплавок антикоррозионного покрытия размеры контрольных образцов (пластины, трубы, обечайки) необходимо выбирать по табл.2 и табл.3 (приложение 17), так, чтобы область распространения соответствовала размерам производственных изделий. Площадь наплавки должна быть достаточной для проведения испытаний согласно приложению 17, табл.9. При наплавке листов и труб диаметром более 500 мм площадь контролируемой части наплавки должна быть не менее 200х150 мм при ручной и не менее 400х150 мм при автоматической наплавках. Количество слоев и толщина наплавки должны соответствовать нормативной документации.
1.12.6. Свариваемые и присадочные или наплавочные материалы, применяемые при сварке (наплавке) контрольных сварных соединений (наплавок), должны иметь сертификат соответствия и/или сертификат завода - изготовителя сварочных материалов, а при их отсутствии должны быть проконтролированы в соответствии с требованиями нормативных документов и признаны годными для сварки.
1.12.7. Сварочное оборудование, применяемое для сварки контрольных сварных соединений при аттестации сварщиков, должно иметь контрольно-измерительные приборы и быть в исправном состоянии.
Порядок использования специализированного оборудования для проведения практического экзамена должен соответствовать положению о порядке проведения практических экзаменов на специализированном сварочном оборудовании.
1.12.8. При аттестации на сварку полимерных материалов степень автоматизации сварочного оборудования, используемого при проведении практического экзамена, определяет заявитель. Вместе с тем при использовании сварочных устройств со средней и высокой степенями автоматизации (ССА, СВА, ЗНШ, ЗНА) сварщик должен во время экзамена продемонстрировать умение выполнить сварку в ручном режиме управления, например, на сварочной установке с ручным управлением или вводом параметров режима сварки. При использовании сварочных устройств с высокой степенью автоматизации к журналу сварочных работ должны быть приложены распечатки регистратора процесса сварки.
1.12.9. Подготовку и сборку деталей под сварку, а также сварку осуществляет сварщик, проходящий аттестацию, в присутствии члена (членов) аттестационной комиссии. Детали перед сваркой должны быть замаркированы. Клеймо выбирает член аттестационной комиссии и регистрирует его в журнале. Разрешение на сварку контрольного соединения выдает член аттестационной комиссии после приемки качества его сборки, о чем делается отметка в "Журнале учета работ при аттестации сварщиков" (приложения 6, 7).
1.12.10. При сварке плавлением контрольного соединения должны быть выполнены следующие условия:
- контрольное сварное соединение должно иметь в корне и в верхнем наплавленном слое, по меньшей мере, одно прерывание процесса с последующим возобновлением сварки в этом месте (если технология сварки позволяет выполнить прерывание шва);
- время выполнения сварного шва (наплавки) контрольного сварного соединения (наплавки) не должно превышать времени его выполнения в производственных условиях;
- сварщик с разрешения члена аттестационной комиссии может устранять поверхностные дефекты ручным абразивным инструментом или другими способами; устранение дефектов в облицовочном слое шва не допускается.
Примечание.
Прерывание процесса сварки не выполняют при сварке труб из полимерных материалов встык нагретым инструментом, а также при сварке седловых отводов и труб с применением деталей с закладными нагревателями.
1.12.11. Аттестационная комиссия может прервать практический экзамен, если сварщик неоднократно грубо нарушает требования на подготовку и сборку деталей, а также сварку (наплавку), предусмотренные нормативными документами, указанными в заявке (например, неправильная сборка стыков, несоосность, перелом осей, неумение настроить режим сварки (наплавки), частые исправления дефектов при прихватке или сварке (наплавке) стыка и др.)
1.13. Контроль качества контрольных сварных соединений
1.13.1 Контрольные сварные соединения подвергают контролю качества методами, приведенными в приложении 17, табл.6.
Контролю неразрушающими методами подлежит каждое контрольное сварное соединение по всей его длине (периметру).
При аттестации сварщиков на выполнение наплавок сплошному контролю подлежит вся площадь наплавки следующими методами: визуальным и измерительным, капиллярным и ультразвуковым.
1.13.2. Помимо указанных в приложении 17, табл.6 методов контроля, контрольные сварные соединения могут дополнительно подвергаться испытаниям другими методами, если применение этих методов оговорено нормативными документами на сварку производственных стыков или указано в заявке на проведение аттестации.
1.13.3. Контроль качества контрольных сварных соединений (наплавок) должен выполняться контролерами (дефектоскопистами, непосредственно выполняющими контроль, лаборантами), аттестованными в установленном порядке на выполнение контроля конкретными методами.
1.13.4. Контролируемый участок контрольного сварного соединения при контроле неразрушающими методами должен включать весь объем шва, а также прилегающие к нему участки основного материала по обе стороны от шва:
- для стыковых контрольных сварных соединений, выполняемых дуговыми способами сварки или электронно-лучевой сваркой шириной не менее 5 мм при толщине свариваемых деталей до 5 мм включительно, не менее номинальной толщины свариваемых деталей при толщине деталей свыше 5 до 20 мм включительно, не менее 20 мм при номинальной толщине свариваемых деталей свыше 20 мм;
- для угловых и торцевых контрольных сварных соединений и вварки труб в трубные решетки, выполняемых дуговыми способами сварки и электронно-лучевой сваркой, шириной не менее 3 мм независимо от толщины;
- для контрольных сварных соединений, выполняемых электрошлаковой сваркой, шириной не менее 50 мм независимо от толщины.
1.13.5. Визуальному и измерительному контролю подлежат все контрольные сварные соединения, выполненные сварщиком при аттестации.
Контроль выполняют с целью выявления следующих дефектов:
- отступлений по размерам и форме швов от требований стандартов, чертежей, технических условий и инструкций по сварке изделий;
- смещения кромок свариваемых деталей;
- поверхностных трещин всех видов и направлений;
- наплывов, подрезов, прожогов, кратеров, непроваров, свищей, западаний между валиками, чешуйчатости, поверхностных включений и пор.
1.13.6. Визуальный контроль сварных швов производят по всей их протяженности с двух сторон невооруженным глазом или с применением лупы 4 7-кратного увеличения. Перед контролем сварной шов и прилегающие к нему поверхности контрольного сварного соединения по обе стороны шва должны быть очищены от шлака и других загрязнений, затрудняющих выполнение контроля. Ширина очищенной зоны должна соответствовать требованиям нормативной документации на сварку оборудования конкретных групп опасных технических устройств.
7-кратного увеличения. Перед контролем сварной шов и прилегающие к нему поверхности контрольного сварного соединения по обе стороны шва должны быть очищены от шлака и других загрязнений, затрудняющих выполнение контроля. Ширина очищенной зоны должна соответствовать требованиям нормативной документации на сварку оборудования конкретных групп опасных технических устройств.
Измерительный контроль производят не менее чем в 4 местах, расположенных равномерно по длине сварного шва. Выбор мест измерения выполняет член аттестационной комиссии.
1.13.7. Визуальный и измерительный контроль выполняют в соответствии с требованиями нормативных документов и методиками контроля конкретной продукции. Для соединений из полимерных материалов - в соответствии с требованиями, изложенными в приложениях 8 и 9.
1.13.8. К радиографическому или ультразвуковому контролю, а также к контролю разрушающими методами (испытание на излом, испытание на изгиб, металлографические исследования) контрольных соединений разрешается приступать при условии удовлетворительных результатов визуального и измерительного контроля.
1.13.9. Магнитопорошковый контроль выполняют с целью определения поверхностных и подповерхностных дефектов, а капиллярный контроль - с целью выявления поверхностных дефектов в контрольных сварных соединениях.
Магнитопорошковый контроль производят в соответствии с ГОСТ 21105, капиллярный контроль - в соответствии с ГОСТ 18442 и методиками контроля, согласованными в установленном порядке. Класс и уровень чувствительности контроля устанавливают по нормативным документам и указывают в технологической карте по сварке.
1.13.10. Радиографический и ультразвуковой контроль проводят для выявления в сварных соединениях внутренних дефектов (трещин, непроваров, несплавлений, одиночных включений, скоплений включений и др.).
Ультразвуковой контроль сварных соединений образцов производят в соответствии с ГОСТ 14782 и/или другими документами, согласованными в установленном порядке.
Радиографический контроль сварных соединений производят в соответствии с ГОСТ 7512 и/или другими документами, согласованными в установленном порядке.
1.13.11. Радиографический, ультразвуковой, магнитопорошковый или капиллярный контроль контрольных соединений, сваренных сварщиком при аттестации, выполняют по всей протяженности сварных швов.
При оценке качества сварных соединений листов (приложение 22, рис.3 и 4) результаты контроля на конечных участках длиной 25 мм не учитывают.
1.13.12. Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996, полимерных - в соответствии с ГОСТ 11262.
Механические испытания сварных соединений арматуры и закладных изделий железобетонных конструкций выполняют по ГОСТ 10992.
Инструкции по проведению механических испытаний контрольных сварных соединений приведены в приложениях 10, 11 - для соединений из металлических материалов и в приложениях 12, 13 - для соединений из полимерных материалов.
1.13.13. Анализ макрошлифов без их полирования выполняют на шлифах, вырезаемых из контрольного соединения равномерно по длине (периметру) сварного шва. Вырезку шлифов из контрольных соединений, выполненных в положениях В1 и В2 (приложение 22, рис.2), производят таким образом, чтобы ими были представлены участки шва, сваренные в нижнем, вертикальном и потолочном положениях.
Контроль выполняют с целью выявления внутренних дефектов (трещин, непроваров, пор, шлаковых и неметаллических включений и др.), а также для установления размеров дефектов и глубины проплавления шва. Контроль производят путем анализа одной стороны (поверхности) шлифа, вырезанного поперек сварного шва. При этом поверхность должна включать сечение шва с зоной термического влияния и прилегающим к ней участком основного металла.
1.13.14. По результатам контроля качества контрольных образцов должно быть оформлено заключение (акт, протокол), в котором указывают: наименование лаборатории, номер свидетельства об аттестации, телефон руководителя, фамилия сварщика, клеймо контрольного сварного соединения, вид сварки, размеры контрольных образцов, метод контроля, нормативный документ для оценки качества, размеры обнаруженных дефектов, нормативные требования и общую оценку результатов контроля.
1.14. Оценка качества контрольных сварных соединений.
1.14.1. Оценку качества контрольных сварных соединений производят по нормам, установленным действующими нормативными документами для указанной в заявке группы опасных технических устройств.
1.14.2. При испытании на излом оценку качества сварки контрольного сварного соединения в зоне излома производят по нормам нормативных документов, указанных в заявке.
1.14.3. Качество контрольных сварных соединений считают неудовлетворительным, если при контроле каким-либо видом будут выявлены недопустимые внутренние или наружные дефекты.
1.14.4. В тех случаях, когда неудовлетворительное качество контрольных сварных соединений не связано с недостаточной квалификацией сварщика, допускается повторное проведение практического экзамена.
1.15. Область распространения аттестации.
1.15.1. Виды (способы) сварки и наплавки.
а) аттестация распространяется только на тот вид (способ) сварки (наплавки), который был использован при проведении практического экзамена.
Другой вид (способ) сварки (наплавки) требует проведения дополнительной аттестации с выдачей нового аттестационного удостоверения после сдачи специального и практического экзаменов;
б) аттестуемый может подтвердить свою профессиональную подготовку по нескольким видам (способам) сварки (наплавки) при условии выполнения на практическом экзамене отдельных контрольных сварных соединений каждым способом (видом) сварки (наплавки);
в) при аттестации сварщика на право выполнения сварных соединений изделий с использованием нескольких видов (способов) сварки (комбинированная сварка) в одном шве (например, корневой слой одностороннего шва без подкладки выполняют аргонодуговой сваркой неплавящимся электродом с присадочной проволокой, а заполнение разделки производят ручной дуговой сваркой покрытыми электродами) практический экзамен разрешается проводить по одному из следующих вариантов:
Вариант 1.
Сварщик выполняет корневую часть контрольного сварного соединения аргонодуговой сваркой неплавящимся электродом с присадочной проволокой без подкладки, а последующие слои шва (заполнение разделки) - ручной дуговой сваркой покрытыми электродами.
По результатам такого экзамена сварщик допускается к:
- комбинированной сварке в пределах области распространения, определяемой толщиной контрольного сварного соединения;
- аргонодуговой сварке неплавящимся электродом с присадочной проволокой всего сечения в пределах области распространения, определяемой толщиной части шва, выполненного аргонодуговой сваркой неплавящимся электродом с присадочной проволокой;
- ручной дуговой сварке покрытыми электродами сварных соединений изделий, толщина которых определяется по общей толщине контрольного сварного соединения, выполненного комбинированной сваркой. В этом случае аттестация распространяется на ручную дуговую сварку покрытыми электродами, выполняемую на подкладке или с зачисткой корня шва, или двухстороннюю сварку.
Вариант 2.
Сварщик выполняет отдельные контрольные сварные соединения аргонодуговой сваркой неплавящимся электродом с присадочной проволокой без подкладки и ручной дуговой сваркой покрытыми электродами на подкладке или с подваркой корня шва. При аттестации сварщик должен выполнить сварку контрольных сварных соединений на все сечение каждым способом сварки отдельно. Выбор контрольных сварных соединений по толщине и диаметру производит аттестационная комиссия в соответствии с аттестационной заявкой на выполнение сварных соединений с использованием нескольких способов сварки в одном шве.
Сварщик, прошедший такую аттестацию, допускается как к сварке отдельно каждым из применяемых способов сварки, так и к комбинированной сварке.
Аналогично выполняют аттестацию и для других вариантов использования нескольких видов (способов) сварки в одном шве.
г) аттестация по ручной дуговой сварке покрытыми электродами стыковых сварных соединений из стали группы М11 со сталями других групп распространяется на ручную дуговую наплавку РДН, РАДН антикоррозионного покрытия на сталях этих групп.
д) аттестация по сварке способами РД; РАД; ААД; АФ распространяется на предварительную наплавку кромок деталей из материалов соответствующих групп и на исправление дефектов сваркой или наплавкой способами РДН; РАДН; ААДН; АФЛН; АФПН.
1.15.2. Положения при сварке:
а) область распространения аттестации для деталей металлических конструкций в зависимости от положения контрольного сварного соединения при сварке плавлением приведена в приложении 17, табл.7.
Аттестация по сварке стыковых сварных соединений труб распространяется на сварку стыковых сварных соединений листов.
Аттестация по сварке стыковых сварных соединений листов в нижнем (Н1) или в горизонтальном (Г) положениях, а также угловых сварных соединений листов "в лодочку" (Н1) с полным проваром или без него распространяется на сварку стыковых и угловых сварных соединений труб с наружным диаметром более 150 мм в тех же положениях;
б) для получения права выполнения работ во всех пространственных положениях аттестуемому сварщику необходимо выполнять сварку (наплавку) контрольных сварных соединений в наиболее трудных положениях (например, в потолочном для листов, в неповоротном под углом 45 град. для труб).
в) при механизированной сварке в защитных газах проволокой сплошного сечения положения В1 и В2 считаются эквивалентными.
г) при аттестации на ручную дуговую наплавку покрытыми электродами ее выполняют отдельно для следующих положений: нижнее, горизонтальное, вертикальное снизу вверх и потолочное.
д) при аттестации на автоматическую аргонодуговую наплавку ее выполняют отдельно для нижнего и горизонтального положений. Аттестацию по автоматической наплавке под флюсом выполняют в нижнем положении.
е) области распространения аттестации по табл.7, приложение 17, при сварке контрольных тавровых сварных соединений труб распространяются на сварку угловых и тавровых сварных соединений труб с пластинами.
ж) сварка контрольных соединений в положении В1 или В2 распространяется на сварку труб с наклоном продольной оси  20°.
20°.
з) при аттестации на сварку трубопроводов систем газоснабжения из полимерных материалов контрольное сварное соединение труб выполняют при горизонтальном расположении оси труб независимо от способа сварки и степени механизации сварочного оборудования, а результаты аттестации распространяются на все положения стыка в пространстве.
и) при аттестации на сварку элементов железобетонных конструкций сварка стержней арматуры может выполняться в вертикальном (В) или горизонтальном (Г) положениях. При сварке стержней в вертикальном положении результаты аттестации распространяются на сварку в горизонтальном положении.
1.15.3. Виды контрольных сварных соединений и наплавок:
а) область распространения аттестации по сварке деталей металлических конструкций с различными видами стыковых сварных соединений приведена в приложении 17, табл.8.
Аттестация по сварке стыковых сварных соединений с односторонним швом на листах или трубах на подкладке распространяется на сварные соединения, выполненные двухсторонней сваркой.
Аттестация по сварке стыковых сварных соединений распространяется на сварку угловых швов и торцевых сварных соединений.
Аттестация по сварке стыковых сварных соединений труб без подкладки распространяется на сварку труб с учетом области распространения, указанной в таблицах 7...11 приложения 17. Область распространения аттестаций, обозначенную знаком "х" в таблицах 7...11 приложения 17, определяют по горизонтальной строке,
б) аттестация по сварке двухслойных сталей и биметаллов распространяется на сварку однослойных материалов, соответствующих основному и плакирующему слоям с учетом толщины выполненного слоя и радиуса кривизны контрольного сварного соединения, и наплавку плакирующего слоя.
1.15.4. Группа основного материала.
Аттестация по сварке контрольных соединений деталей из определенной марки материала распространяется на все марки материала, входящие в одну группу с материалом контрольного сварного соединения (приложение 17, табл.1, 2), а также на материалы других групп в соответствии с приложением 17, табл.9, 10.
Аттестация по сварке контрольных соединений деталей, состоящих из разных марок основных материалов, распространяется на все марки материала, входящих в группы материалов контрольного сварного соединения, а также на группы основных материалов в соответствии с приложением 17, табл.9, 10. Для материалов, не вошедших в табл.9 приложения 17, область аттестации распространяют на сварку материалов, из которых было изготовлено контрольное сварное соединение.
Для материалов группы М00 область аттестации распространяется на сварку деталей материалов, из которых было изготовлено контрольное сварное соединение.
Аттестация по сварке двухслойных сталей и биметаллов распространяется на сварку двухслойных сталей и биметаллов с любыми сочетаниями материалов, входящих в группы материалов, образующих контрольное сварное соединение.
Аттестация на выполнение антикоррозионной наплавки на стали, требующие ведения процесса с подогревом, распространяется на выполнение антикоррозионной наплавки на сталях, для которых не требуется подогрев.
1.15.5. Присадочные материалы.
Результат аттестации сварщика, выполнявшего сварку контрольного сварного соединения с применением присадочных материалов (сварочная проволока, лента, защитные газы или смесь газов, флюсы и др.) определенных марок, распространяется на сварку этим же способом с использованием всех сварочных материалов, которые включены в одну группу с материалами, примененными при выполнении контрольного сварного соединения и предназначенными для сварки деталей из конкретной группы основных материалов, в соответствии с требованиями нормативных документов на сварку.
1.15.6. Сварочные электроды.
Область распространения аттестации на допуск к ручной дуговой сварке покрытыми электродами с одним видом покрытия распространяется на допуск к сварке электродами с другими видами покрытий в соответствии с п.1.11.6 и приложением 17, табл.11.
1.15.7. Размеры контрольных сварных соединений.
Область распространения аттестации в зависимости от толщины листов и толщины стенки труб, а также от диаметра свариваемых деталей приведена в приложении 17, табл.3 и 4.
Аттестация по электронно-лучевой сварке распространяется на сварку деталей, толщина которых отличается от фактической толщины выполненного контрольного сварного соединения не более чем на 25%.
Область распространения аттестации по электрошлаковой сварке определяется количеством электродов, использованных при сварке контрольного образца:
- сварка двумя электродами распространяется на сварку одним электродом;
- сварка тремя электродами распространяется на сварку двумя и одним электродом.
- электрошлаковая сварка пластинчатым электродом распространяется только на этот способ сварки независимо от толщины деталей.
1.15.8. По согласованию с органами Госгортехнадзора России и НАКС допускается изменение области распространения аттестации с учетом толщины, диаметра контрольного сварного соединения и применяемого вида (способа) сварки (наплавки) в соответствии с приложением 17, табл.3...5.
1.15.9. Область распространения аттестации в зависимости от степени автоматизации сварочного оборудования.
Аттестация на сварку полимерных материалов, проведенная на оборудовании с низким уровнем автоматизации, по решению аттестационного центра может быть распространена на сварку тем же способом на оборудовании с более высокой степенью автоматизации без сварки контрольного сварного соединения при условии, что сварщик имеет удостоверение о том, что он прошел обучение практической работе на оборудовании с соответствующей степенью автоматизации. В этом случае сварщик в присутствии членов аттестационной комиссии должен подтвердить умение управлять соответствующим сварочным оборудованием.
1.16. Оформление результатов аттестации.
1.16.1. По результатам аттестации аттестационная комиссия оформляет протокол аттестации отдельно на каждого аттестуемого сварщика по каждому виду (способу) сварки (наплавки) по форме, приведенной в приложении 14.
К протоколу аттестации должны быть приложены заключение (акт, протокол) или другие документы о результатах контроля качества контрольных сварных соединений (наплавок).
Контроль качества и испытания контрольных сварных соединений выполняют контрольные службы, аттестованные в установленном порядке.
При выполнении контрольного сварного соединения комбинированной сваркой в протоколе должны быть указаны вариант выполнения контрольного сварного соединения согласно п.1.15.1в, толщина слоя, выполненная каждым видом (способом) сварки, основной и присадочный материалы.
1.16.2. Протокол аттестации сварщика оформляется в 2 экземплярах, подписывается председателем комиссии, членами комиссии и представителем Госгортехнадзора. Протокол заверяется подписью руководителя и печатью аттестационного центра. Один экземпляр протокола хранится в аттестационном центре, второй экземпляр выдается заявителю.
На основании результатов аттестационных экзаменов аттестационный центр оформляет сварщику отдельные по каждому виду (способу) сварки (наплавки) аттестационные удостоверения установленного образца, форма которого приведена в приложении 15. Цвет обложки аттестационного удостоверения сварщика металлических материалов - синий. Цвет обложки аттестационного удостоверения сварщика полимерных материалов - зеленый.
При выполнении контрольного сварного соединения комбинированной сваркой аттестационные удостоверения оформляют на каждый вид (способ) сварки отдельно.
При прохождении дополнительной аттестации сварщику выдают вкладыш к аттестационному удостоверению, форма которого приведена в приложении 16. Срок действия дополнительной аттестации не может превышать срока действия аттестационного удостоверения.
1.16.3. Аттестационное удостоверение считается недействительным (п.п.4.5, 4.7 ПБ 03-273-99) по истечении срока его действия, перерыва в работе по сварке более 6 месяцев или при отстранении сварщика от работы за нарушение технологии сварки и повторяющееся неудовлетворительное качество выполняемых им производственных сварных соединений.
Для сварщиков, аттестованных на сварку полиэтиленовых труб систем газоснабжения, допускается перерыв в работе до 8 месяцев при условии, что до окончания указанного периода сварщик выполнил сварку допускных стыков, а их качество соответствовало требованиям нормативной документации.
1.16.4. По истечении срока действия аттестационное удостоверение может быть продлено аттестационным центром, проводившим первичную аттестацию и выдавшим аттестационное удостоверение в установленном порядке.
Для продления представляют документы:
- ходатайство с места работы сварщика в виде заявки на продление удостоверения;
- документы, заверенные отделом технического контроля (лаборатории контроля) и руководством организации, подтверждающие качество выполнения сварщиком за истекший период сварочных работ, соответствующих области распространения аттестации, указанной в удостоверении. Документы должны включать перечень конкретных изделий, способов сварки, материалов, номеров и дат заключений по результатам контроля качества;
- положительное заключение медицинской комиссии.
На основании рассмотрения представленных документов комиссия аттестационного центра принимает одно из следующих решений:
- продлить срок действия удостоверения на один год в пределах области распространения, указанной в аттестационном удостоверении сварщика, с внесением соответствующей записи в аттестационное удостоверение;
- продлить срок действия удостоверения с ограничением области распространения, указанной в аттестационном удостоверении сварщика, в соответствии с представленными документами, подтверждающими фактическую область деятельности сварщика, с выдачей нового аттестационного удостоверения сроком на один год;
- отказать в продлении срока действия удостоверения и рекомендовать направить сварщика на периодическую аттестацию.
Примечания:
1. В последних двух случаях удостоверение, выданное при первичной аттестации, не возвращается заявителю и аннулируется с записью в протоколе.
2. При отсутствии документального подтверждения качественного выполнения сварочных работ сварщик должен пройти периодическую аттестацию.
1.16.5. При сварке полимерных материалов сварщик, имеющий перерыв в работе свыше 6 месяцев, но не более 8 месяцев, представляет в аттестационный центр протокол результатов испытания контрольного сварного соединения, подписанный руководителем аттестованной лаборатории организации - работодателя либо сторонней аттестованной лабораторией.
Запрещается продление действия удостоверения с истекшим сроком. Продление действия удостоверения допускается не более двух раз.
1.16.6. Периодическую аттестацию со сдачей практического и специального экзаменов проводят по истечении срока действия аттестационного удостоверения. После прохождения периодической аттестации сварщику оформляют новое удостоверение, при этом первичное удостоверение подлежит сдаче в аттестационный центр, выдавший удостоверение.
1.16.7. Проведение периодической, дополнительной или внеочередной аттестаций сварщиков разрешается в любом аттестационном центре, зарегистрированном в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству. В случае проведения периодической, дополнительной или внеочередной аттестаций сварщиков аттестационным центром, не проводившим первичную аттестацию данного сварщика, этот центр в месячный срок должен направить в аттестационный центр, проводивший первичную аттестацию, копию протокола аттестации и ранее выданное удостоверение (при периодической аттестации).
II. Технологический регламент проведения аттестации
специалистов сварочного производства
2.1. При представлении к аттестации специалиста сварочного производства работодатель (заявитель) направляет в аттестационный центр заявку по форме, приведенной в приложении 18.
2.2. Аттестацию на право руководства и технического контроля за проведением сварочных работ и (или) на право участия в работе органов по подготовке и (или) аттестации сварщиков и специалистов сварочного производства проводят в аттестационных центрах, зарегистрированных в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству.
Перед проведением аттестации специалист должен пройти проверку знаний Правил безопасности Госгортехнадзора России в установленном порядке и представить в аттестационный центр соответствующий документ.
2.3. Объемы теоретических знаний и практических навыков аттестуемого специалиста сварочного производства должны удовлетворять требованиям экзаменационных программ в соответствии с постановлением Госгортехнадзора Российской Федерации от 30.10.98 N 63 и зарегистрированных в Министерстве юстиции России 04.03.99, регистрационный N 1721.
Общие требования к экзаменационным программам приведены в приложении 19.
Объем теоретических знаний и практических навыков аттестуемого экзаменатора и (или) преподавателя устанавливается экзаменационной комиссией Головного аттестационного центра. Аттестацию экзаменаторов и (или) преподавателей проводят по специальным программам, разрабатываемым и утверждаемым в установленном порядке.
Программа аттестации должна включать знание требований ПБ-03-273-99, настоящего "Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства" и других нормативных документов системы аттестации сварщиков и специалистов сварочного производства.
2.4. Аттестация включает в себя проведение двух экзаменов:
- общего;
- специального, включающего практическое задание.
Специалисты со специальным (высшим техническим или средним техническим) образованием по сварочному производству, работающие по специальности, освобождаются от сдачи общего экзамена.
2.5. При аттестации на право руководства и технического контроля за проведением сварочных работ при изготовлении, ремонте и монтаже изделий из полимерных материалов общий экзамен по сварке полимерных материалов должны сдать все специалисты.
2.6. Проведение одновременной аттестации специалистов сварочного производства разрешается не более чем по трем группам опасных технических устройств. При этом по каждой группе опасных технических устройств должен быть сдан отдельный специальный экзамен.
2.7. На общем экзамене специалисту сварочного производства задают не менее 30, а на специальном не менее 20 произвольно выбранных вопросов и практическое задание в соответствии с направлением его производственной деятельности.
2.8. Экзамены проводят в письменной форме или с помощью компьютера. По решению экзаменационной комиссии с аттестуемым может быть проведено дополнительное собеседование.
2.9. Специалист считается выдержавшим экзамены, если он правильно ответил не менее чем на 80% вопросов, заданных ему на каждом экзамене, и успешно выполнил практическое задание на специальном экзамене, с учетом результатов дополнительного собеседования.
2.10. Специалист считается аттестованным при успешной сдаче всех экзаменов.
Если специалист не выдержал один или два экзамена, ему разрешается пересдача несданных экзаменов в течение 6 месяцев, но не ранее чем через один месяц, со дня первого экзамена. Дату и условия пересдачи экзамена кандидат согласует с руководителем аттестационного центра.
В случае повторной несдачи экзамена специалист считается не прошедшим аттестацию. Результаты сданных им ранее экзаменов аннулируются.
2.11. Разрешается проведение аттестации на IV уровень профессиональной подготовки руководителям службы сварки организации, не имеющим высшего специального образования по сварочному производству при соблюдении условий:
- наличие высшего технического образования;
- стаж работы в должности руководителя службы сварки организации не менее трех лет;
- представление документа о прохождении специальной подготовки по сварочному производству в объеме не менее 108 часов по программам, утвержденным в установленном порядке.
Примечание.
Для лиц, претендующих на участие в работе экзаменационных комиссий по аттестации специалистов сварочного производства на право руководства работами по монтажу трубопроводов систем газоснабжения из полимерных материалов, программа специальной подготовки специалистов IV уровня должна также включать, кроме разделов по технологии сварочного производства, разделы по монтажу трубопроводов систем газоснабжения из полимерных материалов.
Аттестацию на IV уровень профессиональной подготовки руководителям службы сварки организации, не имеющим высшего специального образования по сварочному производству, выполняют Головные аттестационные центры на основании ходатайства руководителя организации, где работает аттестуемое лицо. Ходатайство должно быть согласовано с территориальным органом Госгортехнадзора России.
2.12. Оформление результатов аттестации.
2.12.1. По результатам аттестации на каждого аттестуемого специалиста сварочного производства аттестационная комиссия оформляет протокол заседания комиссии по форме, приведенной в приложении 20.
2.12.2. Протокол аттестации оформляют в 2 экземплярах, подписывают председатель комиссии, члены комиссии и представитель Госгортехнадзора России. Протокол должен быть заверен подписью руководителя и печатью аттестационного центра. Один экземпляр протокола хранят в аттестационном центре, второй экземпляр выдают заявителю.
2.12.3. Аттестованные специалисты сварочного производства получают аттестационные удостоверения, форма которых приведена в приложении 21. Цвет обложки аттестационного удостоверения специалиста сварочного производства - красный.
2.12.4. Продление срока действия аттестационного удостоверения по истечении срока действия производит в установленном порядке Аттестационный центр, проводивший первичную аттестацию.
Продление оформляется протоколом аттестационной комиссии центра на основании ходатайства с места работы аттестованного специалиста. В ходатайстве должно быть указано, что специалист в период после аттестации постоянно работал в соответствии с направлением производственной деятельности, указанным в его аттестационном удостоверении, и не допускал нарушений установленных требований. В ходатайстве необходимо указать наименования опасных технических устройств, при выполнении которых аттестованный специалист осуществлял руководство сварочными работами.
2.12.5. Ходатайство о продлении срока действия аттестационного удостоверения специалиста на право участия в работе органов по подготовке и аттестации сварщиков и специалистов сварочного производства направляет аттестационный центр или центр, осуществляющий профессиональную подготовку персонала по сварочному производству. В этих центрах специалист должен проработать не менее 6 месяцев.
В ходатайстве должно быть указано и документально подтверждено, что специалист регулярно (не менее 4 раз в год) принимал участие в подготовке или аттестации сварщиков и специалистов сварочного производства и не имел замечаний по работе.
2.12.6. На основании рассмотрения представленных документов комиссия Аттестационного центра принимает одно из следующих решений:
- продлить срок действия удостоверения на 1,5 года для специалистов II или III уровней профессиональной подготовки и на 2,5 года - для специалистов IV уровня профессиональной подготовки в пределах области распространения, указанной в аттестационном удостоверении, с внесением соответствующей записи в аттестационное удостоверение;
- продлить срок действия удостоверения с ограничением области распространения, указанной в аттестационном удостоверении, в соответствии с представленными документами, подтверждающими фактическую область деятельности с выдачей нового аттестационного удостоверения сроком на 1,5 года для специалистов II или III уровней профессиональной подготовки и на 2,5 года - для специалистов IV уровня профессиональной подготовки;
- отказать в продлении срока действия удостоверения и рекомендовать направить специалиста на периодическую аттестацию.
2.12.7. Удостоверение может быть продлено без процедуры проведения экзаменов не более двух раз. Запрещается продление действия удостоверения с истекшим сроком действия.
2.12.8. Периодическую аттестацию со сдачей специального экзамена и выполнением практического задания проходят все специалисты сварочного производства в обязательном порядке по истечении двух сроков продления действия аттестационного удостоверения.
2.12.9. Проведение периодической, дополнительной или внеочередной аттестаций специалистов сварочного производства разрешается в любом аттестационном центре, зарегистрированном в реестре Системы аттестации сварщиков и специалистов сварочного производства Национального аттестационного комитета по сварочному производству. В случае проведения периодической, дополнительной или внеочередной аттестаций специалистов аттестационным центром, не проводившим первичную аттестацию данного специалиста, этот центр в месячный срок должен направить в аттестационный центр, проводивший первичную аттестацию, копию протокола аттестации и ранее выданное удостоверение (при периодической аттестации).
Текст документа сверен по:
"Бюллетень нормативных
актов федеральных органов
исполнительной власти",
N 32, 12.08.2002
Приложение 1
Форма заявки на проведение аттестации сварщика
Наименование организации |
|
|
|
|
| ||||
|
с указанием |
|
|
|
|
| |||
|
почтового адреса, телефона, |
|
|
|
|
| |||
|
факса |
|
|
|
|
| |||
|
|
|
|
|
|
| |||
|
Аттестационная заявка N |
|
от |
| |||||
|
|
|
|
|
|
| |||
1. |
Общие сведения о сварщике |
|
|
|
|
| |||
1.1. |
Фамилия, имя, отчество |
|
|
|
|
| |||
1.2. |
Год рождения |
|
|
|
|
| |||
1.3. |
Место работы |
|
|
|
|
| |||
1.4. |
Стаж работы по сварке |
|
|
|
|
| |||
1.5. |
Квалификационный разряд по ОКЗ |
|
|
|
|
| |||
1.6. |
Наличие и уровень профессиональной |
|
| ||||||
1.7. |
Специальная подготовка |
|
|
|
|
| |||
|
|
(когда, где и номер документа) | |||||||
|
|
|
|
|
|
| |||
2. |
Аттестационные требования |
|
|
|
|
| |||
2.1. |
Наименования опасных технических устройств, на сварку которых аттестуется сварщик | ||||||||
2.2. |
Вид аттестации |
|
|
|
|
| |||
2.3. |
Шифр НД по сварке |
|
|
|
|
| |||
2.4. |
Вид (способ) сварки (наплавки) |
|
|
|
|
| |||
2.5. |
Группа свариваемого материала |
|
|
|
|
| |||
2.6, |
Вид свариваемых деталей |
|
|
|
|
| |||
|
|
|
|
|
|
| |||
2.7. |
Тип сварного шва |
|
|
|
|
| |||
2.8. |
Толщина деталей, мм |
|
|
|
|
| |||
2.9 |
Диаметр деталей, мм |
| |||||||
2.10. |
Положение при сварке |
| |||||||
2.11. |
Присадочные материалы |
| |||||||
|
|
| |||||||
|
|
| |||||||
3. |
Требования к оценке качества контрольных сварных соединений и наплавок. | ||||||||
3.1. |
Нормативные документы, регламентирующие проведение контроля и требования к качеству. | ||||||||
|
Руководитель организации |
Фамилия И.О. | |||||||
|
|
(подпись) | |||||||
|
М.П. |
| |||||||
Примечания:
1. Заявку оформляют в 2 экземплярах (один экземпляр передают в аттестационный центр, второй хранят на предприятии (организации), направившем сварщика на аттестацию).
2. Номер заявки указывает аттестационный центр.
3. При аттестации на сварку полиэтиленовых труб газового оборудования дополнительно указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
4. При аттестации на сварку изделий из полимерных материалов указывают степень автоматизации сварочного оборудования, используемого в производственных условиях.
Приложение 2
ТРЕБОВАНИЯ
к экзаменационным программам при аттестации сварщиков
1. Экзаменационные программы должны быть разработаны в установленном порядке отдельно для общего экзамена и для специальных экзаменов.
2. Все экзаменационные программы должны иметь единую структуру и включать следующие разделы:
- способы сварки и оборудование;
- виды материалов и особенности их сварки;
- сварные конструкции и основные типы сварных соединений;
- производство и техника выполнения сварочных работ;
- требования по безопасности проведения сварочных работ.
3. Программа общего экзамена должна включать преимущественно вопросы, относящиеся к тому виду сварки и к тем свариваемым материалам, на которые аттестуется сварщик.
4. Программы специального экзамена должны быть отдельно разработаны применительно к конкретным группам опасных технических устройств и видам (способам) сварки (наплавки).
Программы должны учитывать требования нормативной документации, практический опыт производства сварочных работ, а также требования правил безопасности производства работ.
5. Программы специального экзамена должны охватывать все виды работ сварщика (подготовку под сварку, сборку, подогрев, визуальный и измерительный контроль и др.).
6. Если выполнение сварочных работ при изготовлении, монтаже или ремонте опасных технических устройств регламентируется различной нормативной документацией, программы специального экзамена должны быть отдельно разработаны применительно к изготовлению, монтажу и ремонту этих устройств.
Приложение 3
ФОРМА
карты технологического процесса сварки (наплавки) контрольного сварного соединения
УТВЕРЖДАЮ
Руководитель АЦ
подпись |
Фамилия И.О. |
Дата |
|
ФИО сварщика |
Клеймо |
Вид (способ) сварки (наплавки) |
Основной материал (марка) |
Наименование НД (шифр) |
|
|
Типоразмер, мм: |
Тип шва |
диаметр |
Тип соединения (по НД) |
толщина |
|
|
Положение при сварке |
Способ сборки |
Вид соединения |
Требования к прихватке |
Присадочные материалы (марка, стандарт, ТУ) |
|
|
Сварочное оборудование |
|
|
Эскиз контрольного сварного соединения
Конструкция соединения |
Размеры шва |
Порядок сварки |
|
|
Технологические параметры сварки
Номер валика (шва) |
Способ сварки |
Диаметр электрода или проволоки, мм |
Род и поляр- |
Сила тока, А |
Напряжение, В |
Скорость подачи проволоки, м/ч |
Скорость сварки м/ч |
Расход защитного газа, л/мин. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Защита обратной стороны шва |
|
Вылет электрода, мм |
|
|
|
|
|
Ширина валика шва |
|
Расстояние от сопла горелки до изделия, мм |
|
|
|
|
|
Толщина валика шва |
|
|
|
Дополнительные технологические требования по сварке
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
_________________________________________________________________________
Требования к контролю качества контрольных сварных соединений
Метод контроля |
Наимено- |
Объем контроля | |
1. Визуальный и измерительный |
|
|
|
2 Радиографический |
|
|
|
3. Ультразвуковой |
|
|
|
4. Капиллярный |
|
|
|
5. Магнитопорошковый |
|
|
|
6. Анализ макрошлифов |
|
|
|
7. Испытания на статический изгиб (сплющивание) |
|
|
|
8. Испытания на излом |
|
|
|
Разработал: |
Фамилия И.О. |
(подпись, дата)
Приложение 4
ФОРМА
карты технологического процесса сварки полимерных труб встык нагретым инструментом
Наименование изделия - контрольное сварное соединение |
|
Характеристика труб (деталей) - завод-изготовитель ______________ |
Способ сварки - НИ |
|
- марка материала - полиэтилен ПЭ80 |
НД- СП 42 - 101-96; СП 42 - 105-99 |
|
- дата выпуска ______________________ |
Вид соединения - стыковое |
|
- номер сертификата ________________ |
Сварочное оборудование - ССР |
|
- диаметр трубы - 110 мм |
Ф.И.О. сварщика ____________________ ____________ |
|
- толщина стенки, (SDR) - 10 мм: (11) |
|
|
Клеймо сварщика ___________________ |
Эскиз сварного соединения | ||
Конструкция сборки |
Конструктивные элементы сварного соединения | |
|
| |
|
g - высота грата, | |


Технологические параметры сварки труб встык нагревательным инструментом и их значения
(в соответствии с СП 42-101)
Технологический параметр |
Значение* | |
1 .Температура нагревателя (Т |
220 | |
2. Давление при оплавлении (Р |
0.15+0.05 | |
3. Время при оплавлении (t |
до 15 | |
4. Давление при прогреве (Р |
0.01-0.02 | |
5. Время при прогреве (t |
Температура окружающего воздуха,°С | |
|
от 0 до +20 |
от +20 до +40 |
|
70-80 |
65-75 |
6. Время технологической паузы (t |
4 | |
7. Давление при осадке (Р |
0.15+0.05 | |
8. Время при охлаждении (t |
Температура окружающего воздуха,°С | |
от температуры окружающего воздуха |
от 0 до + 20 |
от+20 до +40 |
|
7 |
8 |
 ), °С - теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием
), °С - теплогенератор электрический с непрерывным автоматическим поддержанием заданной температуры, с антиадгезионным покрытием  ), МПа
), МПа  ), с, в зависимости от типа свариваемых труб
), с, в зависимости от типа свариваемых труб  ), МПа
), МПа  ), с, в зависимости от типа свариваемых труб и температуры окружающего воздуха
), с, в зависимости от типа свариваемых труб и температуры окружающего воздуха  ), с, не более
), с, не более  ), МПа
), МПа  ), мин, не менее, в зависимости
), мин, не менее, в зависимости
Обозначения:
* значения параметров должны быть скорректированы в зависимости от температуры окружающего воздуха.
Дополнительные технологические требования по сварке:
- очистить поверхности концов свариваемых труб сначала увлажненной, затем сухой ветошью на длину не менее 50 мм от торцов;
- установить и закрепить трубы в зажимах центратора установки для сварки;
- отцентрировать трубы по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% от номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности труб непосредственно в сварочной установке;
- еще раз проверить центровку труб и отсутствие недопустимых зазоров в стыке (допускается зазор в стыке не более 0,3 мм). Зазоры измеряют лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- произвести замер усилия при холостом ходе подвижного зажима центратора установки с закрепленной в нем трубой и скорректировать величину усилий Ро, Рн, Р ос.
- Установить требуемые параметры режима сварки и произвести сварку контрольного соединения.
- После сварки произвести охлаждение стыка под давлением осадки в течение времени t .
.
- Проставить клеймо сварщика маркером на наружной поверхности трубы.
- Удалить контрольное сварное соединение из установки для сварки и провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Метод контроля |
Наименование (шифр) НД |
Объем контроля (%,кол.образцов) |
1. Визуальный и измерительный |
СП 42-101; СП 42-105 |
100% |
2. Ультразвуковой |
Инструкция* |
100% |
3. Испытание на статическое растяжение |
ГОСТ 11262; СП 42-105 |
|
 5 образцов
5 образцов _______________
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО "Росгазификация", 1999 год.
Разработал: |
Фамилия И.О. |
(подпись, дата)
Приложение 5
КАРТА
технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
Наименование изделия - контрольное сварное соединение |
|
Характеристика труб (деталей) |
Способ сварки - ЗН |
|
- марка материала - |
НД- СП 42 - 101-96; СП 42 - 105-99 |
|
- дата выпуска |
Вид соединения - стыковое |
|
- номер сертификата (ГОСТ/ТУ) |
Сварочное оборудование - ЗНШ |
|
- диаметр трубы - 50 мм |
Ф.И.О. сварщика ____________________ ____________ |
|
- толщина стенки (SDR) - 4,5 мм; (11) |
|
|
Клеймо сварщика ___________________ |
Технологические параметры сварки* | ||||
Температура окружающего воздуха, °С |
Наружный диаметр трубы, (мм) |
Толщина стенки, (мм) |
SDR |
Время охлаждения после сварки, (мин) |
20 |
50 |
4,5 |
11 |
7 |
_______________
* При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- обрезать трубы, предназначенные для сварки под прямым углом к их осям;
- отметить на концах трубы зону сварки на длину не менее 0.5 длины фитинга от торцов;
- произвести механическую очистку поверхностей труб в зоне сварки от оксидного слоя на глубину 0.1-0.2 мм;
- снять фаски на наружной и внутренней поверхностях торца трубы;
- придать трубе в зоне сварки круглую форму с помощью приспособления;
- произвести обезжиривание зоны сварки;
- нанести маркировочные полосы на поверхность труб на расстоянии 0.5 длины фитинга от торца трубы;
- зафиксировать положение труб в позиционере или на выравнивающих опорах;
- вставить концы труб в фитинг и подключить его к сварочному аппарату;
- ввести с помощью считывающего карандаша в сварочный аппарат параметры режима сварки, указанные в штрих-коде на этикетке фитинга;
- включить сварочный аппарат и произвести сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Метод контроля |
Наименование |
Объем контроля |
1. Визуальный и измерительный |
СП 42-101; СП 42-105 |
100% |
2. Испытания на сплющивание |
СП 42-101; СП 42-105 |
|
 2 образцов
2 образцов
Разработал: |
Фамилия И.О. |
(подпись, дата)
Приложение 6
Форма журнала учета работ при аттестации сварщиков металлических конструкций (практический экзамен)
N да- |
Фами- |
Но- |
Наиме- |
Характеристика контрольного сварного соединения |
Клеймо кон- |
Отметка о выдаче задания |
Отмет- |
Отмет- |
Про- |
Мето- |
Заклю- | |||||||
|
|
Мар- |
Мар- |
Вид свари- |
Тип шва |
Тип со- |
Вид сое- |
Поло- |
|
Под- |
Под-пись атте- |
|
|
|
|
| ||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
Примечания:
1. В графе 4 указывают наименование и номер "Карты технологического процесса сварки (наплавки) контрольного сварного соединения".
2. Заполнение граф 7-11 производят условными обозначениями, установленными технологическим регламентом.
3. В графе 12 указывают номер клейма, установленного аттестационной комиссией. Клеймение выполняют ударным или электрографическим способами.
4. Графы 13, 15, 16 и 17 заполняет член аттестационной комиссии. В графе 16 указывают сведения о прерываниях процесса сварки, подогрева, поддува защитного газа, контроле температуры металла при сварке, зачистке корня шва и др.
5. В графе 18 указывают метод контроля, номер акта (протокола, заключения) и результаты контроля (удовлетворительно, неудовлетворительно). При заполнении графы допускается сокращенное обозначение применяемых методов неразрушающего контроля - РГК, УЗК, КК, МПК, ВИК.
6. В графе 19 аттестационная комиссия указывает оценку практических навыков сварщика словами "удовлетворительно" или "неудовлетворительно". Заключение подписывают члены аттестационной комиссии с указанием даты.
7. Страницы журнала должны быть пронумерованы и прошнурованы.
Приложение 7
Форма журнала учета работ при аттестации сварщиков (практический экзамен, сварка полимерных материалов)
N да- |
Фами- |
Но- |
Наиме- |
Характеристика контрольного сварного соединения |
Клеймо кон- |
Отметка о выдаче задания |
Отмет- |
Резуль- |
Резуль- |
Резуль- |
Заклю- | |||||
|
|
|
|
Марки матери- |
Марки свароч- |
Тип сварива- |
Тип сварного соеди- |
Степень автома- |
|
Под- |
Под- |
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечания:
1. В графе 4 указывают номер "Карты технологического процесса сварки контрольного сварного соединения".
2. Заполнение граф 7-9 производят условными обозначениями, установленными технологическим регламентом.
Тип сварного соединения (графа 8) указывают буквами в соответствие с приложением 17, табл.5.
Степень автоматизации сварочного оборудования (графа 9) указывают условным обозначением в соответствие с п.1.11.2
3. В графе 10 указывают номер клейма, установленного аттестационной комиссией.
4. Графы 13 - 17 заполняет член аттестационной комиссии.
5. В графе 17 аттестационная комиссия указывает оценку практических навыков сварщика словами "удовлетворительно" или "неудовлетворительно". Заключение подписывают члены аттестационной комиссии с указанием даты и места проведения практического экзамена.
6. Страницы журнала должны быть пронумерованы и прошнурованы.
Приложение 8
Визуальный и измерительный контроль стыковых контрольных сварных соединений из полимерных материалов
1. Визуальный контроль стыковых контрольных сварных соединений производит член аттестационной комиссии по всей протяженности шва с двух сторон глазом с использованием лупы увеличением 5-7 крат. Измерительный контроль выполняют не менее чем в 5 местах сварного соединения, расположенных равномерно. Выбор мест измерения выполняет представитель аттестационной комиссии.
2. Внешний вид сварных соединений, выполненных сваркой нагретым инструментом встык, должен отвечать следующим требованиям:
- валики сварного шва должны быть симметрично и равномерно распределены по окружности сваренных труб;
- цвет валиков должен быть одного цвета с трубой и не иметь трещин, пор, инородных включений;
- симметричность шва (отношение ширины наружных валиков грата к общей ширине грата) должна быть в пределах 0,3-0,7 в любой точке шва;
- смещение наружных кромок свариваемых заготовок не должно превышать 10% от толщины стенки трубы (детали);
- впадина между валиками грата (линия сплавления наружных поверхностей валиков грата) не должна находиться ниже наружной поверхности труб (деталей);
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5°.
3. Размеры валиков наружного грата швов зависят от толщины стенки свариваемых труб (деталей) и должны соответствовать данным таблицы 8.1
Таблица 8.1
Геометрические размеры сварного шва
Параметры наружного грата |
Условное обозначение труб | |||||
|
SDR11 63х5,8 |
SDR11 75х6,8 |
SDR7,6 90х5,2 |
SDR11 90х8,2 |
SDR17.6 110х6,3 |
SDR11 110х10 |
Высота, мм |
1,5-3,0 |
2,0-3,5 |
1,5-3,0 |
2,5-4,5 |
2,0-3,5 |
2,5-4,5 |
Ширина, мм |
4,0-6,0 |
5,0-7,0 |
4,0-6,0 |
6,0-8,5 |
4,5-6,5 |
6,5-9,5 |
Параметры наружного грата |
Условное обозначение труб | |||||
|
SDR17,6 125х7,1 |
SDR11 125х11,4 |
SDR17.6 140х8,0 |
SDR11 140х12,7 |
SDR17.6 160х9,1 |
SDR11 160х14,6 |
Высота, мм |
2,0-4,0 |
3,0-5,0 |
2,5-4,5 |
3,0-5,0 |
2,5-4,5 |
3,0-5,0 |
Ширина, мм |
5,5-7,5 |
8,5-12,0 |
6,0-8,5 |
9,0-13,0 |
6,5-9,5 |
10-15 |
Параметры наружного грата |
Условное обозначение труб | |||||
|
SDR17,6 180х10,2 |
SDR11 180х16,4 |
SDR17.6 200х11,4 |
SDR11 200х18,2 |
SDR17.6 225х12,8 |
SDR11 225х20,5 |
Высота, мм |
2,5-4,5 |
3,5-5,5 |
3,0-5,0 |
4,0-6,0 |
3,0-5,0 |
4,5-6,5 |
Ширина, мм |
6,5-9,5 |
11-16 |
8,5-12 |
1,3-18 |
9,0-13,0 |
14-21 |
Приложение 9
Визуальный и измерительный контроль контрольных сварных соединений из полимерных материалов, выполненных сваркой с закладными нагревательными элементами
1. Визуальный и измерительный контроль контрольных сварных соединений производит член аттестационной комиссии глазом с использованием лупы увеличением 5-7 крат. Выбор мест измерения выполняет представитель аттестационной комиссии.
2. Внешний вид контрольных сварных соединений, выполненных при помощи деталей с закладными нагревательными элементами, должен отвечать следующим требованиям:
- трубы за пределами соединительной детали должны иметь следы механической обработки (зачистки);
- индикаторы сварки деталей должны находиться в выдвинутом положении;
- угол излома сваренных труб или трубы и соединительной детали не должен превышать 5 град;
- поверхность деталей не должна иметь следов температурной деформации или сгоревшего полимерного материала;
- по периметру детали не должно быть следов расплава полимерного материала, возникшего в процессе сварки.
Приложение 10
Испытания контрольных сварных соединений на статический изгиб
1. Механические испытания контрольных сварных соединений металлических материалов проводят в соответствии с ГОСТ 6996, полимерных материалов - в соответствии с ГОСТ 11262.
2. Испытаниям на статический изгиб стыковых соединений листов и труб толщиной 3 мм и выше подлежат 4 образца, из которых 2 образца подлежат изгибу со стороны усиления шва (рис.10.1а), а другие 2 образца - со стороны корня шва (рис.10.1б). При толщине листов и стенок труб 12 мм и выше допускается выполнять испытание образцов "на ребро" (боковой изгиб) согласно рис.10.1в. При этом испытаниям подлежат не менее 4 образцов.
3. Для стыковых соединений металлических труб диаметром до 108 мм включительно при толщине стенки до 6 мм включительно допускается проводить испытания на сплющивание, если это не противоречит требованиям нормативных документов.
4. Вырезку заготовок для изготовления образцов для механических испытаний производят механическим путем режущим или абразивным инструментом. Допускается вырезку заготовок выполнять плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению.
При автоматической и механизированной сварке в среде защитных газов и порошковой проволокой при толщине металла более 10 мм, автоматической сварке под флюсом, электрошлаковой сварке длину краевых участков принимать в соответствии с указаниями ГОСТ 6996.
5. При изготовлении образцов усиление шва с наружной и внутренней стороны следует удалять механическим путем. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
р |
| |||
а) |
б) | |||
|
|
| ||
|
в) |
| ||



Рис.10.1. Схемы испытаний на статический изгиб со стороны усиления шва (а), со стороны корня шва (б) и на боковой изгиб - изгиб "на ребро" (в) образцов из контрольных стыковых сварных соединений листов и труб.
Рекомендуемые параметры: D - диаметр пуансона, L - длина образца, b=1,5t, но не менее 10 мм; D=2t или D=2h, r=t, но не более 25 мм; K=2,5D; L=D+2,5h+80 мм.
Приложение 11
Испытания контрольных сварных соединений металлических изделий на излом
1. Испытания на излом выполняют с целью выявления возможных внутренних дефектов в сечении шва в месте его излома.
2. Вырезку заготовок для изготовления образцов для испытаний на излом производят механическим путем режущим или абразивным инструментом. Допускается выполнять вырезку заготовок плазменной или газовой резкой при условии последующей механической обработки заготовок в зоне резки на глубину не менее 2 мм. Краевые участки стыкового и таврового контрольных сварных соединений пластин, выполненных ручными способами сварки, длиной не менее 25 мм подлежат удалению (рис.11.1 и 11.2).
Примечание. Заготовки образцов для испытаний на излом, имеющие надрез по боковым поверхностям глубиной 5 мм, разрешается не обрабатывать механическим путем после плазменной и газовой резки.
3. Усиление шва допускается не удалять. Перед изготовлением образцов остающаяся стальная подкладка в контрольных сварных соединениях, выполненных с подкладкой, должна быть удалена.
4. Испытаниям подвергается вся длина стыкового и углового контрольных сварных соединений листов (без краевых участков длиной 25 мм, удаляемых при вырезке заготовок) и труб.
5. Из контрольного стыкового соединения листов (рис.11.1а) вырезают образцы для испытаний шириной 50 мм. При необходимости разрешается удалять усиление шва В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм. (рис.11.1б) и шириной 2 мм для улучшения условий разрушений наплавленного металла.
6. На образцах разрешается выполнять надрез глубиной до 1 мм со стороны, противоположной месту приложения изгибающей нагрузки (рис.11.1в).
7. При односторонней сварке соединения без подкладки половину всех образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис.11.1г), а другую половину - со стороны усиления (рис.11.1д).
8. При испытании на излом угловых контрольных сварных соединений листов контрольный образец после удаления краевых частей (рис.11.2а) испытывают либо целиком, либо разрезают на несколько отдельных контрольных образцов шириной не менее 40 мм. Положение образца при испытании показано на рис.11.2б.
9. При испытании на излом стыкового контрольного сварного соединения труб (рис.11.3а) из него вырезают образцы для испытаний шириной 50 мм. При этом количество образцов для испытаний должно быть не менее 4. Если диаметр трубы контрольного соединения не позволяет вырезать минимальное количество образцов (4 шт.), испытанию подвергается 2 и более контрольных соединений. При необходимости разрешается удалять усиление шва. В образцах на обоих концах сварного шва делаются надрезы глубиной до 5 мм (рис.11.3б).
При односторонней сварке шва без подкладки половину образцов следует изгибать, прикладывая нагрузку со стороны корня шва (рис.11.Зв), а другую половину - со стороны усиления шва (рис.11.3г).
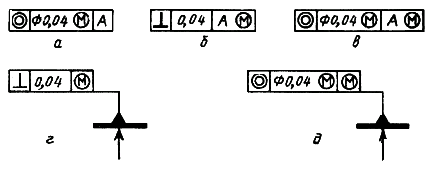
Рис.11.1. Схемы вырезки (а), виды (б, в) и схемы испытаний на излом со стороны корня шва (г) и со стороны усиления шва (д) образцов из стыковых контрольных сварных соединений листов
|
|
а) |
б) |


Рис.11.2. Схемы вырезки (а) и испытаний (б) на излом образцов из таврового контрольного сварного соединения листов
|
|
а) |
б) |
|
|
в) |
г) |




Рис.11.3. Схемы вырезки (а), вид (б) и схемы испытаний на излом со стороны корня шва (в) и со стороны усиления шва (г) образцов из стыкового контрольного сварного соединения труб.
Приложение 12
Механические испытания контрольных сварных стыковых соединений из полимерных материалов
1. Испытания контрольных сварных стыковых соединений выполняют на образцах-лопатках типа 2 по ГОСТ 11262.
2. Образцы изготавливают механической обработкой из отрезков сварных соединений длиной не менее 160 мм. Допускается для труб с номинальной толщиной до 10 мм включительно вырубать образцы штампом-просечкой.
3. Из каждого контрольного сварного соединения вырезают (вырубают) равномерно по периметру шва не менее пяти образцов.
При изготовлении ось образца должна быть параллельна оси трубы. Толщина образца должна быть равна толщине стенки трубы. Сварной шов должен быть расположен посередине образца с точностью  1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема изготовления образцов-лопаток для испытания на осевое растяжение приведена на рис.12.1.
1 мм. Образцы не должны иметь раковин, трещин и других дефектов. Схема изготовления образцов-лопаток для испытания на осевое растяжение приведена на рис.12.1.
|
Рис.12.1. Схема вырезки образцов из контрольного сварного соединения для испытания на осевое растяжение
1 - патрубок со сварным соединением; 2 - расположение образцов
4. Испытания проводят при скорости раздвижения зажимов испытательной машины, равной (10010) мм/мин для образцов труб с номинальной толщиной стенки менее 6 мм и (252,0) мм/мин для образцов труб с номинальной толщиной стенки 6 мм и более.
5. Испытание на растяжение производят на любой разрывной машине, обеспечивающей точность измерения нагрузки с погрешностью не более 1% от измеряемого значения, мощность которой позволяет разорвать образцы (усилие от 5000 до 10000 Н) и которая имеет регулируемую скорость.
6. При испытании определяют характер (тип) разрушения образца, а также предел текучести при растяжении и относительное удлинение при разрыве.
7. Критерием качества сварного соединения, выполненного сваркой встык, является характер разрушения образцов.
Различают три типа разрушения:
- Тип I - наблюдается после формирования "шейки" - типичного сужения площади поперечного сечения образца во время растяжения на одной из половин испытываемого образца. Разрушение наступает, как правило, не ранее чем при достижении относительного удлинения более 50% и характеризует высокую пластичность. Линия разрыва проходит по основному материалу и не пересекает плоскость сварки.
- Тип II - отмечается при достижении предела текучести в момент начала формирования "шейки". Разрушение наступает при небольших величинах относительного удлинения, как правило, не менее 20 и не более 50% и характеризует низкую пластичность. Линия разрыва пересекает плоскость сварки, но носит вязкий характер.
- Тип III - происходит до достижения предела текучести и до начала формирования "шейки". Разрушение наступает при удлинении образца, как правило, не более 20% и характеризует хрупкое разрушение. Линия разрыва проходит точно по плоскости сварки.
8. Результаты испытания считаются положительными, если при испытании на осевое растяжение не менее 80% образцов имеют пластичный характер разрушения I типа. Остальные 20% образцов могут иметь характер разрушения II типа. Разрушение III типа не допускается.
Приложение 13
Механические испытания контрольных сварных соединений, выполненных сваркой с закладными нагревательными элементами
1. Контрольные сварные соединения, выполненные с применением муфт с закладными нагревателями, подвергают испытаниям на сплющивание. Испытания проводят на образцах-сегментах (рис.13.1) путем сжатия концевой части образца у торца соединения до величины, равной двойной толщине стенки соединяемой трубы.
Схема испытания показана на рис.13.2.
Длина выступающей части образца и количество образцов, изготавливаемое из каждого контрольного соединения, должны соответствовать табл.13.1.
Таблица 13.1
Размеры образцов для испытания сварных соединений на сплющивание
Диаметр труб, d, мм |
Длина свободной части образца, L, мм, не менее |
Количество образцов из одного патрубка, шт. |
Угол сегмента, град |
20-75 |
5d |
2 |
180 |
90-125 |
2d |
4 |
90 |
140-225 |
1d |
8 |
45 |
Рис.13.1. Общий вид образцов-сегментов
|

Рис.13.2. Схема испытания на сплющивание
2. Для испытаний применяют механизированный пресс, обеспечивающий сближение плит со скоростью (100  10) мм/мин; допускается использование пресса со скоростью сближения плит (20
10) мм/мин; допускается использование пресса со скоростью сближения плит (20  2) мм/мин.
2) мм/мин.
Допускается проведение испытаний с использованием обжимных плит без округления кромок В этом случае в начале испытания расстояние от торца соединительной детали до торца губок должно быть (20  3) мм.
3) мм.
3. После снятия нагрузки образец извлекают из пресса и визуально осматривают, определяя наличие отрыва трубы от муфты или соединительной детали.
4. Стойкость сварного шва к сплющиванию характеризуется процентом отрыва С (%), который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы
(%), который является отношением длины сварного шва, не подвергнувшейся отрыву, к полной длине сварного шва в пределах одной трубы
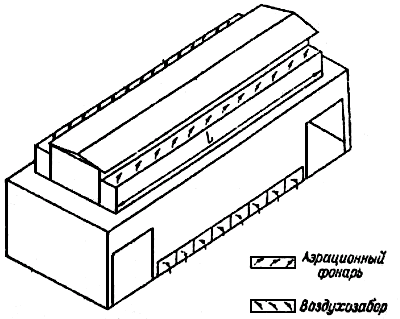
где у - длина шва, не подверженная отрыву;
е - длина зоны сварки (длина шва) в пределах одной трубы, определяемая по расстоянию между крайними витками спирали закладного нагревательного элемента.
5. Результаты испытаний считают положительными, если на всех испытанных образцах отрыв не наблюдался или если С составляет не менее 40%.
составляет не менее 40%.
6. Сварные соединения труб и седловых отводов с закладными нагревателями подвергают испытаниям на отрыв.
Испытательная машина должна быть снабжена оснасткой, обеспечивающей приложение нагрузки по одной из двух схем испытания, приведенных на рис.13.3. Длина полиэтиленовой трубы контрольного сварного соединения принимается равной длине седелки.
Внутрь полиэтиленового патрубка испытываемого образца для передачи усилия вводят металлический сердечник, наружный диаметр которого D определяется по табл.13.2 в зависимости от наружного диаметра трубы d и стандартного размерного отношения SDR.
Сварной узел подвергают испытанию целиком и нагружают до полного отделения седлового отвода от трубы.
Таблица 13.2
Диаметр сердечника при испытании седловых отводов на отрыв
SDR |
d, мм |
D, mm |
SDR |
d, mm |
D, mm |
|
63 |
49,5 |
|
75 |
64,7 |
|
75 |
59,3 |
|
90 |
77,7 |
|
90 |
70,7 |
|
110 |
95,5 |
|
110 |
87,5 |
17,6 |
125 |
108,7 |
11 |
125 |
99,3 |
|
140 |
121,9 |
|
140 |
111,5 |
|
160 |
139,0 |
|
160 |
127,0 |
|
180 |
156,4 |
|
180 |
143,0 |
|
200 |
174,0 |
|
200 |
159,0 |
|
225 |
196,0 |
|
225 |
179,0 |
|
|
|




|
|
1 - отрыв при растяжении |
2 - отрыв при сжатии |


Рис.13.3. Схемы испытания седлового отвода на отрыв
7. Качество оценивают по виду излома в месте сварки седлового отвода с трубой. Излом должен иметь вязкий характер разрушения по замкнутому периметру сварного шва. Хрупкое разрушение сварного шва не допускается.
Приложение 14
Форма протокола аттестации сварщика
_________________________________________________________________________
(Наименование аттестационного центра)
УТВЕРЖДАЮ | |
Руководитель аттестационного центра | |
| |
(подпись) |
(Ф.И.О.) |
"___" __________________ 19__ г. | |
М.П. | |
ПРОТОКОЛ АТТЕСТАЦИИ СВАРЩИКА
N______________ от _____________
Состав аттестационной комиссии |
(фамилия, имя, отчество, уровень) | ||
Председатель |
| ||
Члены комиссии |
| ||
1. |
| ||
2. |
| ||
3. |
| ||
Представитель Госгортехнадзора России |
| ||
Место проведения практического экзамена |
(реестровый N АЦ или АП) | ||
Вид аттестации |
| ||
1. Общие сведения об аттестуемом сварщике |
| ||
|
| ||
|
| ||
|
| ||
1.1.Фамилия, имя, отчество |
| ||
|
| ||
1.2. Год рождения |
| ||
|
| ||
1.3. Место работы |
| ||
|
| ||
1.4. Стаж работы по сварке |
| ||
|
| ||
1.5. Квалификационный разряд |
| ||
|
| ||
1.6. Специальная подготовка |
| ||
|
(когда, где и номер документа) | ||
2. Данные о сварке (наплавке) контрольных сварных соединений (КСС)
2.1. Вид (способ) сварки (наплавки) |
|
|
|
|
|
|
|
|
|
2.2.Клеймо КСС |
|
|
|
|
|
|
|
|
|
2.3. Группа и марка свариваемого материала |
|
|
|
|
|
|
|
|
|
2.4. Вид свариваемых деталей |
|
|
|
|
|
|
|
|
|
2.5. Тип шва |
|
|
|
|
|
|
|
|
|
2.6. Толщина, мм |
|
|
|
|
|
|
|
|
|
2.7. Диаметр, мм |
|
|
|
|
|
|
|
|
|
2.8. Тип и вид соединения |
|
|
|
|
|
|
|
|
|
2.9. Положение при сварке |
|
|
|
|
|
|
|
|
|
2.10. Вид покрытия и марка электродов |
|
|
|
|
|
|
|
|
|
2.11. Марка присадочной сварочной проволоки |
|
|
|
|
|
|
|
|
|
2.12. Марка защитного газа, флюса и др. |
|
|
|
|
|
|
|
|
|
2.13. Дополнительная информация о КСС |
|
|
|
|
| ||||
| ||||
|
|
|
|
|
3. Контроль качества контрольных сварных соединений и наплавок
3.1. Нормативный документ по контролю ____________________________
3.2. Результаты контроля качества контрольных сварных соединений (наплавок)
Вид контроля |
Результат и номер заключения |
Клеймо КСС |
|
|
|
|
|
|
|
|
|
Визуальный и измерительный |
|
|
|
|
|
|
|
|
|
Радиографический |
|
|
|
|
|
|
|
|
|
Ультразвуковой |
|
|
|
|
|
|
|
|
|
Капиллярный |
|
|
|
|
|
|
|
|
|
Магнитопорошковый |
|
|
|
|
|
|
|
|
|
Анализ макрошлифов |
|
|
|
|
|
|
|
|
|
Испытания на статический изгиб (сплющивание) |
|
|
|
|
|
|
|
|
|
Испытания на излом |
|
|
|
|
|
|
|
|
|
Испытания на растяжение |
|
|
|
|
4. Оценка теоретических знаний и практических навыков
4.1. Оценка знаний на общем экзамене |
|
|
|
4.2. Оценка знаний на специальном экзамене |
|
|
|
4.3. Оценка практических навыков |
|
Заключение аттестационной комиссии
Присвоенный уровень: |
специалист сварочного производства I уровня (аттестованный сварщик) |
Допущен к: |
|
(вид (способ) сварки (наплавки), |
наименования опасных технических устройств) |
| |
| |
| |
| |
Область распространения аттестации
Параметры сварки |
Обозначение условий сварки |
Область распространения аттестации* |
Способ сварки |
|
|
Степень механизации сварочного оборудования** |
|
|
Вид деталей |
|
|
Типы швов |
|
|
Группа свариваемого материала |
|
|
Присадочный материал или покрытие электрода |
|
|
Толщина деталей, мм |
|
|
Наружный диаметр, мм |
|
|
Положения при сварке |
|
|
Вид соединения |
|
|
_______________
* Информацию об области распространения аттестации указывают условными обозначениями
** Учитывается только при аттестации на сварку труб трубопроводов систем газоснабжения из полимерных материалов
Председатель |
(подпись) |
Фамилия, И.О. | |
|
| ||
Члены комиссии |
| ||
|
| ||
1. |
| ||
|
| ||
2. |
| ||
|
| ||
3. |
| ||
|
| ||
|
| ||
Представитель Госгортехнадзора России |
| ||
Удостоверение N ____ выдано |
|
|
(дата, подпись) |
Примечания:
1. При аттестации на сварку труб из полимерных материалов для газового оборудования в графе "Стаж работы по сварке" указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывается наименование органа Госгортехнадзора России и должность представителя.
3. В пункты 2 и 3 вносят сведения о каждом контрольном сварном соединении, сварку которого выполнял сварщик при аттестации.
4. В пункт 2.13 вносят дополнительные сведения о контрольных сварных соединениях, необходимых для правильного определения области распространения аттестации. Например, толщину слоя выполненного аргонодуговой сваркой при комбинированной сварке, сведения о степени механизации сварочного оборудования, используемого при сварке контрольных сварных соединениях из полимерных материалов, сведения о конфигурации образцов контрольных сварных соединениях, если она отличается от приведенной в настоящем документе.
5. В пункт 3 вносят наименования только тех методов контроля качества, которые использованы при аттестации в соответствии с требованием нормативной документации и с четом заявки.
6. Результаты контроля указывают словами "удовлетворительно" или "неудовлетворительно" с указанием номера и даты акта, заключения и т.п.
7. Оценку знаний и практических навыков сварщика указывают словами "удовлетворительно" или "неудовлетворительно".
8. В таблицу "Область распространения" вносят только те параметры, которые определяют область распространения аттестации в конкретном случае.
9. Если на практическом экзамене было выполнено несколько различных контрольных сварных соединений, а области распространения не перекрываются, то в графе "Область распространения" необходимо раздельно указывать диапазон параметров области распространения с учетом параметров выполненных контрольных сварных соединений.
10. Протокол оформляется в 2 экземплярах. Один экземпляр передается в организацию, направившую сварщика на аттестацию, второй экземпляр должен находиться в аттестационном центре.
11. Выдачу удостоверения регистрирует специалист аттестационного центра.
Приложение 15
Форма аттестационного удостоверения сварщика
|
|
|
стр.2 | ||||||
RUSSIАN FEDERАTION |
|
Выдано |
| ||||||
|
|
|
(наименование аттестационного центра) | ||||||
|
|
N |
| ||||||
НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ (НАКС) |
|
|
(номер аттестационного удостоверения) | ||||||
|
|
Фамилия |
|
|
|
| |||
NАTIONАL АTTESTАTION COMMITTEE ON WELDING PRАCTICE (NАCWP) |
|
Surnаme |
|
|
место для фото- |
| |||
|
|
Имя |
|
|
|
| |||
|
|
First nаme |
|
|
|
| |||
Аттестационное удостоверение специалиста сварочного производства |
|
|
|
|
|
| |||
|
|
Отчество |
|
|
|
| |||
|
|
Middle nаme |
|
|
|
| |||
|
|
|
|
|
|
| |||
I уровня (аттестованный сварщик) Speciаlist In Welding Production CertificАte level I (certified welder) |
|
Год рождения |
|
|
|
| |||
|
|
Dаte of birth |
|
|
|
| |||
|
|
|
|
|
| ||||
|
|
|
|
M.П. |
|
| |||
Форма стр.4 аттестационного удостоверения сварщика конструкций из металлических материалов
стр. 3 |
|
|
стр. 4 | |
N (номер аттестационного удостоверения) |
|
N (номер аттестационного удостоверения) | ||
(вид (способ) сварки (наплавки), наименования опасных технических устройств) |
|
Параметры сварки |
Область распространения аттестации | |
|
|
Вид (способ) сварки (наплавки) |
| |
|
|
Вид деталей |
| |
|
|
Типы швов |
| |
|
|
Группа свариваемого материала |
| |
Протокол N от Удостоверение действительно до |
|
Присадочный материал или покрытие электрода |
| |
Руководитель аттестационного центра |
|
Толщина деталей, мм |
| |
|
|
Наружный диаметр, мм |
| |
(Фамилия, И.О., подпись, дата) |
|
Положения при сварке |
| |
М.П. |
|
Вид соединения |
| |
|
|
|
| |
Форма стр.4 аттестационного удостоверения сварщика конструкций из полимерных материалов
стр. 3 |
|
|
стр. 4 | |
N (номер аттестационного удостоверения) |
|
N (номер аттестационного удостоверения) | ||
(вид (способ) сварки (наплавки), наименования опасных технических устройств) |
|
Параметры сварки |
Область распространения аттестации | |
|
|
Вид (способ) сварки |
| |
|
|
Степень автоматизации |
| |
|
|
Тип деталей |
| |
|
|
Тип соединения |
| |
|
|
Группа свариваемого материала |
| |
Протокол N от Удостоверение действительно до |
|
Толщина деталей, мм |
| |
Руководитель аттестационного центра |
|
Наружный диаметр, мм |
| |
|
|
SDR |
| |
(Фамилия, И.О., подпись, дата) |
|
|
| |
М.П. |
|
|
| |
|
|
|
| |
Примечание. Пункты "Вид (способ) сварки", "Тип деталей", "Тип соединения" заполняют в соответствии с приложением 17, табл.5, пункты "Степень автоматизации сварочного оборудования" и "Группа свариваемого материала" - в соответствии с п.1.11.2 и приложением 17, табл.1.
стр.5 |
|
стр.6 | |||||||||
N (номер аттестационного удостоверения) |
|
N (номер аттестационного удостоверения) | |||||||||
|
|
Срок действия удостоверения | |||||||||
|
|
продлен до |
| ||||||||
Да- |
Сведения о работе сварщика |
Ф.И.О. Долж- |
Под- |
|
На основании решения аттестационной комиссии АЦ N |
| |||||
|
|
|
|
|
|
| |||||
|
|
|
|
|
Протокол N |
| |||||
|
|
|
|
|
М.П. |
| |||||
|
|
|
|
|
Руководитель АЦ |
(подпись) |
Фамилия И.О | ||||
|
|
|
|
|
|
| |||||
|
|
|
|
|
Срок действия удостоверения |
| |||||
|
|
|
|
|
продлен до |
| |||||
|
|
|
|
|
На основании решения |
| |||||
|
|
|
|
|
аттестационной комиссии АЦ N |
| |||||
|
|
|
|
|
Протокол N |
| |||||
|
|
|
|
|
М.П. |
| |||||
|
|
|
|
|
Руководитель АЦ |
(подпись) |
Фамилия И.О | ||||
|
|
|
|
|
|
| |||||
Приложение 16
Форма вкладыша к аттестационному удостоверению сварщика
стр.2 |
|
стр.3 | ||
РОССИЙСКАЯ ФЕДЕРАЦИЯ |
|
N (номер вкладыша к аттестационному удостоверению) | ||
НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ |
|
(вид (способ) сварки (наплавки), наименования опасных технических устройств) | ||
(НАКС) |
|
| ||
|
|
| ||
|
|
| ||
ВКЛАДЫШ |
|
| ||
к аттестационному удостоверению |
|
| ||
специалиста сварочного производства |
|
| ||
I уровня (аттестованный сварщик) |
|
Протокол N |
_________________ | |
|
|
| ||
(Фамилия И.О.) |
|
Руководитель | ||
N _____________________ |
|
центра |
подпись, дата. |
Фамилия, И.О. |
(без удостоверения недействительно) |
|
М.П. | ||
|
стр.4 | ||
|
N (номер вкладыша к аттестационному удостоверению) | ||
|
Области распространения аттестации | ||
|
Параметры сварки |
Область распространения аттестации | |
|
Вид (способ) сварки (наплавки) |
| |
|
Вид деталей |
| |
|
Типы швов |
| |
|
Группа свариваемого материала |
| |
|
Присадочный материал или покрытие электрода |
| |
|
Толщина деталей, мм |
| |
|
Наружный диаметр, мм |
| |
|
Положения при сварке |
| |
|
Вид соединения |
| |
|
|
| |
Приложение 17
Таблица 1
Группы свариваемых материалов
Группа |
Материалы |
M01(W01) |
Углеродистые и низколегированные конструкционные стали перлитного класса с пределом текучести до 360 МПа |
M02(W02) |
Низколегированные теплоустойчивые хромомолибденовые и хромо- |
M03(W03) |
Низколегированные конструкционные стали перлитного класса с пределом текучести свыше 360 МПа |
M04(W04) |
Высоколегированные (высокохромистые) стали мартенситного, мартенситно-ферритного и ферритного классов с содержанием хрома от 10% до 30% |
M05(W05) |
Легированные стали мартенситного класса с содержанием хрома от 4% до 10% |
M06 |
Чугуны |
M07 |
Арматурные стали железобетонных конструкций |
M11(W11) |
Высоколегированные стали аустенитно-ферритного и аустенитного классов |
M21(W21) |
Чистый алюминий и алюминиево-марганцевые сплавы |
M22(W22) |
Нетермоупрочняемые алюминиево-магниевые сплавы |
M23(W23) |
Термоупрочняемые алюминиевые сплавы |
M31 |
Медь |
M32 |
Медноцинковые сплавы |
M33 |
Медноникелевые сплавы |
M34 |
Бронзы |
M41 |
Титан и титановые сплавы |
M51 |
Никель и никелевые сплавы |
M61 |
Полиэтилен (РЕ) |
M62 |
Сшитый полиэтилен (РЕ-Х) |
M63 |
Поливинилхлорид (PVC) |
M64 |
Полипропилен (РР) |
M00 |
Материалы, не вошедшие в обозначенные выше группы |
Примечания к табл.1:
1. Для литейных алюминиевых сплавов присадочный материал должен быть таким, который установлен нормативными документами для деформируемых сплавов той же группы.
2. В скобках приведен код группы по европейской классификации.
3. Допускается применение других марок сталей, цветных металлов, сплавов и полимерных материалов, если имеются указания в нормативных документах. В этом случае программы практического и специального экзаменов сварщиков должны быть разработаны Головными аттестационными центрами и согласованы с Госгортехнадзором России. В протоколе и аттестационном удостоверении указывают группу М00 и марку материала.
Таблица 2
Группы типичных марок основных материалов
Группа материалов |
Марки материалов |
М01 (W01) |
Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15К, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, Е32, Д32, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ, 09ХГ2НАБЧ, 07ГФБ-У, 15ХСНД, 14ГНМА, 16ГНМА, 10ГН2МФА, 10ГН2МФАЛ, 15ГНМФА, судостроительные стали категорий А32, D32, Е32, трубные стали класса прочности К50, К52, К54. |
М02 (W02) |
12МХ, 12ХМ, 15ХМ, 20ХМ, 20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 20Х2МА, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10Х2М1А-Ш, 12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А. |
М03 (W03) |
13Г1С-У, 13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ, 12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХНЗА, 10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 15Х2НМФА, 15Х2НМФА-А, 18Х2МФА, 25Х2МФА, 12Х2Н4А, 18ХЗМВ, 20ХЗМВФ, 25ХЗМФА, 15ХЗНМФА, 15ХЗНМФА-А, 20ХНЗЛ, 38ХНЗМФА, Х-60, Х-65, Х-70, судостроительные стали категорий А36, D36, Е36, А40, D40, Е40, трубные стали класса прочности К55-К60, Х60, Х65, Х70. |
М04 (W04) |
20Х13, 08Х14МФ, 20Х17Н2, 12Х13, 12Х11В2МФ (1Х12В2МФ), 08Х13, 08Х17Т, 15Х25, 15Х25Т, 15Х28, 05Х12Н2М, 06Х12НЗДЛ, 07Х16Н4Б. |
М05 (W05) |
15Х5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12Х8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ. |
М06 |
СЧ 12-28, СЧ 15-32, СЧ 18-36, СЧ 21-40, СЧ 24-44, СЧ 28-48, КЧ 38-8, КЧ 35-10, КЧ 37-12, КЧ 45-6, КЧ 50-4, ВЧ 60-2, ВЧ 38-17, ЧН1МШ, ЧН2Х. |
М07 |
18Г2С, 10ГТ, 35ГС, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС, 20ГС, 28С, Ст 5пс, Ст5сп, 25Г2С, 35ГС. |
М11 (W11) |
12Х21Н5Т, 07Х16Н6, 08Х22Н6Т, 08Х21Н6М2Т, 08Х18Г8Н2Т 10Х21Н6М2Л, 07Х13АГ20, 07Х13Н4АГ20, 10Х14П4Н4Т, 03Х17Н14МЗ, 08Х17Н13М2Т, 10Х17Н13М3Т, 10Х17Н13М2Т, 08Х17Н15МЗТ, 12Х18Н9Т, 03Х16Н9М2, 08Х16Н9М2, 08Х16Н11М3, 08Х18Н9, 09Х19Н9, 10Х18Н9, 12Х18Н9, 04Х18Н10, 08Х18Н10, 06Х18Н10Т, 08Х18Н10Т, 12Х18Н10Т, 02Х18Н11, 03Х18Н11, 12Х18Н12Т, 08Х18Н12Б, 03Х19АГЗН10Т, 03Х20Н16АГ6, 03Х21Н21М4ГБ, 10Х18Н9ТЛ, 10Х18Н12МЗЛ, 10Х18Н12М3ТЛ, 10Х18Н9Л, 20Х18Н9ТЛ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ. |
М21 (W21) |
АД0, АД00, АД1, А99, А85, А5, А6, А7, А8, АМц. |
М22 (W22) |
АМг1, АМг2, АМгЗ, АМг4, АМг5, Амг6. |
М23 (W23) |
Д20, АВ, АД31. |
М31 |
М1, М2, МЗ, М1р, М2р, М3р. |
М32 |
Л63, Л68, ЛС59-1, Л062-1, ЛЖМц59-1-1. |
МЗЗ |
МНЖ5-1, БС-Зс , МНЖМц30-1-1, НЖМц28-2.5-1.5. |
М34 |
БрХ1, БрКМцЗ-1, БрАМц9-2, БрАЖНМц9-4-4-1, БрАНЖ7-4-2, БрАЖ9-4, БрАМцЖН8-10-3-2, БрАЖМц10-3-1.5, БрОФ6.5-0.15, АНМцЖ8.5-4-4-1.5, БрАЖНМц7-2.5-1.5-9, БрОЦ8-4, БрОФ8-0.3, БрОЦ10-2. |
М41 |
BTI-0, BTI-00, ПТ-IМ, ВТ-6, ВТ-16, ВТ-28, ПТЗВ, ПТ-7М, ОТ4-0, ВТ20, ВТ5-1, ОТ4-1, АТ2, ОТ4, ВТ4, ВТЗ-1, ВТ-5, ВТ-8, ВТ-14. |
М51 |
ХН77ТЮ, ХН70ВМТЮ, ХН67ВМТЮ, ХН65МВ, ХН65МВУ, ХН78Т, ХН63МБ, Н70МФ-ВИ, ХН60МЮВТ, ХН75МВТЮ, ХН65ВЮТ, Х20Н80, Х15Н60. |
М61 |
ПЭ80, ПЭ100. |
М62 |
Сшитый полиэтилен (РЕ-Х). |
М63 |
Поливинилхлорид (PVC). |
М64 |
Полипропилен (РР). |
M00 |
Материалы, не вошедшие в обозначенные выше группы. |
Таблица 3
Толщины контрольных сварных соединений и области распространения аттестации
Материалы |
Толщина, t , мм |
Область распространения |
Стали |
t |
от t до 2t * |
|
3< t |
от 3 мм до 2t ** |
|
t >12 |
от 5 мм и выше |
Чугуны |
3 |
от 3 мм до 2t |
|
t |
от 5 мм и выше |
Алюминий и его сплавы |
t |
0,7t до 2,5t |
|
6 < t |
6 < t |
Медь и ее сплавы |
t < 3 |
0,7t до 2,5t* |
|
3 < t |
от 3 мм до 2t ** |
|
t >10 |
от 10 мм и выше |
Титан и титановые сплавы |
t |
от 0,7t до 2,5t |
|
6< t |
6 < t |
Никель и никелевые сплавы |
t |
от t до 2t |
|
3 < t |
от 3 мм до 2t |
|
t >12 |
от 5 мм и выше |
 3
3 12
12 12
12 12
12  6
6
Примечания к табл.3:
* - при газовой сварке: t до 1,5t;
** - при газовой сварке: от 3 мм до 1,5t;
*** - при толщине деталей более 40 мм необходима отдельная аттестация, которая должна быть отмечена в аттестационном удостоверении и протоколе аттестации.
Таблица 4
Диаметры контрольных сварных соединений при сварке труб и области распространения аттестации
Материалы |
Диаметр, d, мм |
Область распространения, мм |
Стали |
d |
от d до 2 d |
Чугуны |
d |
от 0,5 d и выше |
Алюминий и его сплавы |
d |
от 0,5 d до 2 d |
Медь и ее сплавы |
d |
от 0,5 d до 2 d |
Титан и титановые сплавы |
d |
от 0,5 d до 2 d |
Никель и никелевые сплавы |
d |
от d до 2 d |
 25
25 150
150  125
125  125
125
Примечание к табл.4: d - наружный диаметр трубы.
Таблица 5
Типы и размеры контрольных сварных соединений* при аттестации на сварку изделий из полимерных материалов
Способ сварки |
Вид деталей |
Тип соеди- |
Размеры** |
Область распространения | ||
|
|
|
Толщина, t мм |
Диаметр, d мм |
Толщина, t |
Диаметр, d |
|
|
|
От 5 до 20 |
От 63 до 110 |
От 5 до 21 |
До 225 |
|
Труба с тру- |
СБ |
Св. 20 |
Св. 110 |
От t до 2t |
От 0,5d до 2d |
|
бой (Т+Т) |
Р*** |
От 2 до 4 |
|
От 0,5t до 1,5t |
От 0,5d до 2d |
НИ |
|
|
Св. 4 |
От 20 до 90 |
От 1 и выше |
От 0,5d до 2d |
|
Лист с листом (Л+Л) |
Н |
От 1 до 2,5 |
- |
От 1 до 5 |
- |
|
Муфта и |
|
Св. 3 |
От 20 до 110 |
От 3 до 14,6 |
От 20 до 225 |
|
труба (Т+М+Т) |
М |
Св. 10 |
Св. 225 |
От 0,7t и выше |
От 0,5d и выше |
ЗН |
Седловый |
|
Св. 33 |
От 63 до 110 |
От 3 до 14,6 |
От 20 до 225 |
|
отвод и труба (О+Т) |
О |
Св. 10 |
Св. 225 |
От 0,7t и выше |
От 0,5d и выше |
|
|
СБ |
От 1 до 2,5 |
Менее 90 |
От 1 до 1,5t |
От 0,5d до d |
|
Труба*** с |
CV |
От 5 до 8 |
От 63 до 315 |
От 5 до 1,5t |
От 0,5d до 2d |
|
листом |
СХ |
Св. 8 |
Св. 315 |
От 5 и выше |
От 0,5d и выше |
НГ |
(Т+Л) |
У |
Св. 5 |
Св. 90 |
От 0,5t и выше |
От 0,5d и выше |
|
Лист с листом (Л+Л) |
Н |
От 1 до 2,5 |
|
От 1 до 1,5t |
- |
|
Труба***с |
|
От 5 до 8 |
От 63 до 315 |
От 5 до 1,5t |
От 0,5d до 2d |
|
листом |
CV; СХ |
Св. 8 |
Св. 315 |
От 5 и выше |
От 0,5d и выше |
Э |
(Т+Л) |
У |
Св. 5 |
Св. 90 |
От 0,5t и выше |
От 0,5d и выше |
|
Лист с листом (Л+Л) |
У; ТБ; TV; TX |
Св. 8 |
- |
От 0,5t и выше |
- |
Обозначения к табл.5:
* - при аттестации на сварку трубопроводов систем газоснабжения диаметр и толщина контрольных сварных соединений не должны выходить за пределы размеров труб, допускаемых нормативной документацией для прокладки трубопроводов систем газоснабжения;
** - рекомендуемые размеры контрольных сварных соединений приведены на рис.7 ... 11, приложение 22;
*** - за исключением трубопроводов систем газоснабжения.
Таблица 6
Методы контроля и испытаний контрольных сварных соединений и наплавок
Метод контроля |
Стыковое соединение листов |
Стыковое соединение труб |
Угловое соединение |
Наплавка |
Соединение деталей с закладными нагревателями |
Визуальный и измерительный (ВИК) |
* |
* |
* |
* |
* |
Радиографический (РГК) |
*1 |
*1 |
*2 |
- |
- |
Ультразвуковой (УЗК) |
*3 |
*3 |
*4 |
*9 |
- |
Испытание на статический изгиб (сплющивание) |
*5 |
*5 |
- |
- |
*10 |
Испытание на излом |
*1 |
*1 |
*1;8 |
- |
*11 |
Анализ макрошлифов (без полирования) |
- |
- |
*6 |
*6 |
- |
Магнитопорошковый (МПК)** или капиллярный (КК) ** |
*7 |
*7 |
*7 |
*7 |
- |
Испытание на осевое растяжение |
*12 |
*12 |
- |
- |
- |
Обозначения:
* - контроль является обязательным, с учетом примечания;
** - для сварных соединений из полимерных материалов не применяют;
- - контроль не является обязательным.
Примечания к табл.6:
1. Выполняют радиографический контроль или испытания на излом (приложение 11), но не оба метода контроля вместе.
Для сварных соединений из полимерных материалов радиографический контроль или испытания на излом не применяют.
2. Кроме контрольных угловых сварных соединений приварки труб (патрубков, штуцеров) к листам или трубам при номинальном внутреннем диаметре привариваемой трубы менее 30 мм и соединений вварки труб в трубные решетки; для сварных соединений из полимерных материалов не применяется.
3. Контроль выполняют в случаях, предусмотренных нормативными документами, указанными в заявке, взамен или в дополнение к радиографическому контролю, при этом испытания на излом не выполняют.
Для сварных стыковых соединений полиэтиленовых труб систем газоснабжения ультразвуковой контроль является обязательным.
4. Кроме контрольных сварных соединений при номинальном внутреннем диаметре привариваемой трубы (патрубка, штуцера) менее 100 мм, а также контрольных сварных соединений трубных решеток.
5. Контроль является обязательным для контрольных сварных соединений, выполненных газовой сваркой и сваркой плавящимся электродом в активных газах и смесях (приложение 10). Для сварных стыковых соединений полимерных материалов не применяется.
6. Испытаниям подлежат не менее 2 макрошлифов.
7. Контроль выполняют по решению аттестационной комиссии с учетом заявки на проведение аттестации.
8. Испытания выполняют для соединений листов.
9. Ультразвуковой контроль выполняют на отслоение наплавки.
10. Для сварных соединений полиэтиленовых труб трубопроводов систем газоснабжения, выполненных с помощью муфт с закладными нагревателями, обязательным является испытание на сплющивание.
11. Для сварных соединений седловых отводов полиэтиленовых труб трубопроводов систем газоснабжения обязательным является испытание на отрыв.
12. Для стыковых сварных соединений полиэтиленовых трубопроводов систем газоснабжения, выполненных сваркой нагретым инструментом, обязательным является испытание на осевое растяжение (приложение 12).
Таблица 7
Область распространения аттестации в зависимости от пространственного положения контрольного сварного соединения при сварке плавлением
Положения, в которых выполняется сварка |
Область распространения | ||||||||||||||||||||
|
Лист |
Труба | |||||||||||||||||||
|
Стыковое соединение |
Тавровое соединение |
Стыковое соединение |
Тавровое coeдинение | |||||||||||||||||
|
Н1 |
Г |
В2 |
В1 |
П1 |
Н1 |
Н2 |
В2 |
В1 |
П2 |
Н1 |
В2 |
В1 |
Г |
Н45 |
Н2 |
В2 |
В1 |
П2 |
Н45 | |
Стыко- |
Н1 |
* |
- |
- |
- |
- |
х |
х |
- |
- |
- |
xx |
- |
- |
- |
- |
х |
- |
- |
- |
- |
|
Г |
х |
* |
- |
- |
- |
х |
х |
- |
- |
- |
xx |
- |
- |
xx |
- |
х |
- |
- |
- |
- |
|
В2 |
- |
- |
* |
- |
- |
- |
- |
х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
В1 |
х |
- |
- |
* |
- |
х |
х |
- |
х |
- |
xx |
- |
- |
- |
- |
х |
- |
х |
- |
- |
|
П1 |
х |
х |
- |
х |
* |
х |
х |
- |
х |
х |
xx |
- |
- |
- |
- |
xx |
- |
xx |
xx |
- |
Тавро- |
Н1 |
- |
- |
- |
- |
- |
* |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
Н2 |
- |
- |
- |
- |
- |
х |
* |
- |
- |
- |
- |
- |
- |
- |
- |
х |
- |
- |
- |
- |
|
В2 |
- |
- |
- |
- |
- |
- |
- |
* |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
В1 |
- |
- |
- |
- |
- |
х |
х |
- |
* |
- |
- |
- |
- |
- |
- |
х |
- |
- |
- |
- |
|
П2 |
- |
- |
- |
- |
- |
х |
х |
- |
х |
* |
- |
- |
- |
- |
- |
х |
- |
- |
х |
- |
Стыко- |
Н1 |
х |
- |
- |
- |
- |
х |
х |
- |
- |
- |
* |
- |
- |
- |
- |
х |
- |
- |
- |
- |
|
В2 |
- |
- |
х |
- |
- |
- |
- |
х |
- |
- |
- |
* |
- |
- |
- |
- |
х |
- |
- |
- |
|
В1 |
х |
х |
- |
х |
х |
х |
х |
- |
х |
х |
х |
- |
* |
- |
- |
х |
- |
х |
х |
- |
|
Г |
х |
х |
- |
х |
х |
х |
х |
- |
х |
х |
х |
- |
- |
* |
- |
х |
- |
- |
- |
- |
|
Н45 |
х |
х |
xxx |
х |
х |
х |
х |
xxx |
х |
х |
х |
ххх |
х |
х |
* |
х |
xxx |
х |
х |
х |
Тав- |
Н2 |
- |
- |
- |
- |
- |
х |
х |
- |
- |
- |
- |
- |
- |
- |
- |
* |
- |
- |
- |
- |
|
В2 |
- |
- |
- |
- |
- |
- |
- |
х |
- |
- |
- |
- |
- |
- |
- |
- |
* |
- |
- |
- |
|
В1 |
- |
- |
- |
- |
- |
х |
х |
- |
х |
х |
- |
- |
- |
- |
- |
х |
- |
* |
х |
- |
|
П2 |
- |
- |
- |
- |
- |
х |
х |
- |
х |
х |
- |
- |
- |
- |
- |
х |
- |
х |
* |
- |
|
Н45 |
- |
- |
xxx |
- |
- |
х |
х |
xxx |
х |
х |
- |
ххх |
- |
- |
- |
х |
xxx |
х |
х |
* |
Обозначения:
* - пространственное положение, в котором проводилась сварка контрольного сварного соединения;
х - пространственное положение, на которое распространяется аттестация;
хх - при диаметре труб более 150 мм;
- - пространственное положение, на которое не распространяется аттестация;
ххх - аттестация при сварке контрольного сварного соединения, выполненного в положении Н45 способом "сверху - вниз", распространяется только на положение В2.
Таблица 8
Область распространения аттестации в зависимости от способа формирования корня шва контрольного сварного соединения
|
Область распространения | ||||
Вид контрольного сварного соединения |
Односторонняя сварка (ос) |
Двусторонняя сварка (дс) | |||
|
на подкладке |
без подкладки |
с зачисткой корня шва (зк) |
без зачистки корня шва (бз) | |
Односторонняя сварка (ос) |
на подкладке(сп) |
* |
- |
х |
- |
|
без подкладки (бп) |
х |
* |
х |
х |
Двусторонняя сварка (дс) |
с зачисткой корня шва (зк) |
х |
- |
* |
- |
|
без зачистки корня шва (бз) |
х |
- |
х |
* |
Обозначения:
* - вид контрольного сварного соединения;
х - вид контрольного сварного соединения, на которое распространяются результаты аттестации;
- - вид контрольного сварного соединения, на которое не распространяются результаты аттестации.
Таблица 9
Область распространения аттестации в зависимости от группы основных материалов контрольных сварных соединений
Группа основного материала |
Область распространения | |||||||
|
М01 |
М02 |
М03 |
М04 |
М05 |
М07 | ||
М01 |
* |
- |
- |
- |
- |
- | ||
М02 |
х |
* |
- |
- |
- |
- | ||
М03 |
х |
- |
* |
- |
- |
х | ||
М04 |
х |
х |
- |
* |
- |
- | ||
М05 |
х |
х |
х |
- |
* |
- | ||
М07 |
х |
- |
- |
- |
- |
* | ||
Алюминий и его сплавы |
М21 |
М22 |
М23 | |||||
М21 |
* |
х |
- | |||||
М22 |
х |
* |
- | |||||
М23 |
х |
х |
* | |||||
Медь и ее сплавы |
М31 |
М32 |
М33 |
М34 | ||||
М31 |
* |
- |
х |
х | ||||
М32 |
- |
* |
- |
- | ||||
М33 |
- |
- |
* |
х | ||||
М34 |
- |
- |
х |
* | ||||
Обозначения:
* - группа материала контрольного сварного соединения;
х - группа материала, на которую распространяется результат аттестации;
- - группа материала, на которую не распространяется результат аттестаций.
Примечания к табл.9:
1. Марка присадочного материала по химическому составу должна соответствовать группе основного материала контрольного сварного соединения.
2. Аттестация на сварку сталей группы М07 по ГОСТ 5781 и 10884 более высокого класса прочности распространяется на сварку сталей низшего класса прочности в пределах группы М07 для типов сварных соединений и способов сварки по ГОСТ 14098.
Таблица 10
Область распространения аттестации для контрольных сварных соединений из различных материалов
Группа основного материала |
Аттестацию распространяют на сварку |
М02 |
М02 с М01 |
М03 |
М03 с М01 |
М04 |
М04 с М01 |
М05 |
М05 с М01 |
М07 |
М07 с М01 |
М22 |
М22 с М21 |
М23 |
М23 с М21 |
М31 |
М31 с М33 |
М33 |
МЗЗ с М34 |
М34 |
М34 с М33 |
Примечание к табл.10. При сварке изделий из материалов различных групп марка присадочного материала по химическому составу должна соответствовать группе основного материала контрольного соединения.
Таблица 11
Область распространения аттестации по сварке в зависимости от вида покрытия электродов
Вид покрытия |
Область распространения | ||||
|
А, РА |
Р, РБ, РЦ |
Б |
Ц |
П |
А, РА |
* |
- |
- |
- |
- |
Р, РБ, РЦ |
х |
* |
- |
- |
- |
Б |
х |
х |
* |
- |
- |
Ц |
- |
- |
- |
* |
- |
П |
- |
- |
- |
- |
* |
Обозначения:
* - вид покрытия электродов, которые использованы при сварке контрольного сварного соединения;
х - вид покрытия электродов, на который распространяется результат аттестации;
- - вид покрытия электродов, на который не распространяется результат аттестации.
Примечание к табл.11. Для покрытия вида "П" результат аттестации действителен только для вида покрытия электрода, примененного при сварке контрольного сварного соединения.
Приложение 18
Форма заявки на проведение аттестации специалиста сварочного производства
_________________________________________________________________________ |
(Наименование организации с указанием почтового адреса, телефона, факса) |
Дата _________________
Аттестационная заявка N_______
1. Общие сведения о специалисте
1.1. Фамилия, имя, отчество.
1.2. Год рождения.
1.3. Образование и специальность.
1.4. Учебное заведение (когда и что закончил, номер диплома).
1.5. Место работы.
1.6. Должность.
1.7. Стаж работы в области сварочного производства.
1.8. Переподготовка по сварочному производству (в каком учебном заведении, когда и номер документа).
1.9. Наличие уровня профессиональной подготовки.
1.10. Специальная подготовка (когда, где и номер документа).
2. Аттестационные требования:
2.1. Вид аттестации
2.2. Направление производственной деятельности.
2.3. Уровень профессиональной подготовки, на который аттестуется специалист.
2.4. Наименование группы опасных технических устройств, подконтрольных Госгортехнадзору России.
Руководитель организации |
|
|
| |
|
(подпись) |
|
(Ф.И.О.) |
М.П.
Примечания:
1. Заявку оформляют в 2 экземплярах. Один экземпляр передают в аттестационный центр, второй хранят на предприятии (организации), направившем специалиста на аттестацию.
2. Номер заявки указывает аттестационный центр.
3. При аттестации на руководство сварочными работами труб из полимерных материалов для газового оборудования указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных.
Приложение 19
Требования к экзаменационным программам при аттестации специалистов сварочного производства
1. Экзаменационные программы должны быть разработаны отдельно для общего экзамена и для специальных экзаменов, и быть дифференцированными в зависимости от уровня профессиональной подготовки специалиста.
2. Все экзаменационные программы должны иметь единую структуру и включать следующие разделы:
- способы сварки и оборудование;
- материалы и их поведение при сварке;
- сварные конструкции и основные типы сварных соединений, элементы расчета;
- организация производства сварочных работ и пути обеспечения качества, сертификация технологии, материалов, оборудования и персонала сварочного производства;
- требования по безопасности проведения сварочных работ.
3. Программы общего экзамена должны включать, преимущественно, вопросы, относящиеся к теоретическим основам тех видов сварки, которые применяются в практической деятельности специалиста.
4. Программы специального экзамена должны быть отдельно разработаны применительно к конкретным группам опасных технических устройств. Программы должны учитывать требования нормативной документации и практический опыт производства сварочных работ, а также требования "Правил безопасности Госгортехнадзора России".
5. Программы специального экзамена должны охватывать все виды работ специалиста, руководство которыми он осуществляет (подготовка под сварку, сборка, подогрев, визуальный и измерительный контроль и др.).
6. Если выполнение сварочных работ при изготовлении, монтаже или ремонте опасных технических устройств регламентируется различной нормативной документацией, программы специального экзамена должны быть отдельно разработаны применительно к изготовлению, монтажу и ремонту этих устройств.
Приложение 20
Форма протокола аттестации специалиста сварочного производства
_________________________________________________________________________ |
(Наименование аттестационного центра) |
УТВЕРЖДАЮ | |
Руководитель аттестационного центра | |
| |
(подпись) |
(Ф.И.О.) |
"___"________________ 19 __ г. | |
М.П. | |
ПРОТОКОЛ АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
N______________ от _____________
Состав аттестационной комиссии |
| |||||||
Председатель |
(фамилия, имя, отчество, уровень) | |||||||
Члены комиссии |
| |||||||
1. |
| |||||||
2. |
| |||||||
3. |
| |||||||
Представитель Госгортехнадзора России |
| |||||||
Место проведения аттестации |
(реестровый N АЦ или АП) | |||||||
Вид аттестации |
| |||||||
1. Общие сведения об аттестуемом специалисте |
| |||||||
1.1.Фамилия, имя, отчество |
| |||||||
|
| |||||||
1.2. Год рождения |
| |||||||
|
| |||||||
1.3. Образование и специальность |
| |||||||
|
| |||||||
1.4. Место работы |
| |||||||
|
| |||||||
1.5. Должность |
| |||||||
|
| |||||||
1.6. Стаж работы в области сварочного производства |
| |||||||
|
| |||||||
1.7. Переподготовка по сварочному производству |
| |||||||
|
| |||||||
(в каком учебном заведении, когда и номер документа) | ||||||||
1.8. Наличие уровня профессиональной подготовки |
| |||||||
|
| |||||||
|
| |||||||
1.9. Специальная подготовка |
| |||||||
|
| |||||||
|
(когда, где и номер документа) | |||||||
1.10. Нправление производственной деятельности |
| |||||||
|
| |||||||
2. Данные об аттестации
2.1. Оценка теоретических знаний на общем экзамене ______________________
2.2. Оценка знаний на специальном экзамене _____________________________
Заключение аттестационной комиссии
3.1. Присвоенный уровень ___________________________________________________ | |
| |
3.2. Допущен к |
|
|
(направление производственной деятельности и наименования групп опасных технических устройств) |
|
|
|
|
Председатель комиссии: |
|
|
|
(подпись) |
(Ф.И.О.) |
Члены комиссии: |
|
|
|
(подпись) |
(Ф.И.О.) |
|
(подпись) |
(Ф.И.О.) |
Представитель |
|
|
|
(подпись) |
(Ф.И.О.) |
Удостоверение N ______ выдано |
|
|
(дата, подпись) |
Примечания:
1. Протокол оформляют в 2 экземплярах. Один экземпляр передают на предприятие (организацию), направившую специалиста на аттестацию, второй - в аттестационный центр.
2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывают наименование органа Госгортехнадзора России и должность представителя.
Приложение 21
Форма аттестационного удостоверения специалиста сварочного производства
|
|
|
стр.2 | ||||||
RUSSIАN FEDERАTION |
|
Выдано |
| ||||||
|
|
|
(наименование аттестационного центра) | ||||||
|
|
N |
| ||||||
НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ |
|
|
(номер аттестационного удостоверения) | ||||||
(НАКС) |
|
Фамилия |
|
|
|
| |||
|
|
Surnаme |
|
|
место для фото- |
| |||
|
|
Имя |
|
|
|
| |||
|
|
First nаme |
|
|
|
| |||
Аттестационное удостоверение специалиста сварочного производства |
|
|
|
|
|
| |||
|
|
Отчество |
|
|
|
| |||
уровень ____ (аттестованный _____ ) |
|
Middle nаme |
|
|
|
| |||
|
|
|
|
|
|
| |||
Speciаlist In Welding Production Certificаte |
|
Год рождения |
|
|
|
| |||
level______ (certified _______) |
|
Dаte of birth |
|
M.П. |
|
| |||
|
|
|
|
|
| ||||
|
|
|
|
|
|
| |||
стр.3 |
|
4 | |||||||||
N удостоверения |
|
N удостоверения | |||||||||
Допущен к: |
|
|
| ||||||||
|
(Вид производственной деятельности и наименование групп опасных технических устройств) |
|
Срок действия удостоверения |
| |||||||
|
|
На основании решения аттестационной комиссии |
| ||||||||
Протокол N |
|
от |
|
|
| ||||||
|
|
|
|
|
Протокол N |
от | |||||
Удостоверение действительно до |
|
|
| ||||||||
|
|
Руководитель АЦ |
(подпись) |
Фамилия И.О | |||||||
|
|
М.П. |
| ||||||||
|
|
|
|
|
| ||||||
Руководитель АЦ |
(подпись) |
Фамилия, И.О |
|
Срок действия удостоверения продлен до |
| ||||||
М.П. |
|
На основании решения аттестационной комиссии |
| ||||||||
|
|
|
|
|
|
| |||||
|
|
|
|
|
Протокол N |
от | |||||
|
|
|
|
|
|
| |||||
|
|
|
|
|
Руководитель АЦ |
(подпись) |
Фамилия И.О | ||||
|
|
|
|
|
М.П. |
| |||||
Форма вкладыша к аттестационному удостоверению специалиста
стр.2 |
|
стр.3 | ||
РОССИЙСКАЯ ФЕДЕРАЦИЯ |
|
N вкладыша | ||
НАЦИОНАЛЬНЫЙ АТТЕСТАЦИОННЫЙ КОМИТЕТ ПО СВАРОЧНОМУ ПРОИЗВОДСТВУ |
|
(Вид производственной деятельности, наименования опасных технических устройств) | ||
(НАКС) |
|
| ||
|
|
| ||
|
|
| ||
ВКЛАДЫШ |
|
| ||
к аттестационному удостоверению |
|
| ||
специалиста сварочного производства |
|
| ||
_____ уровня (аттестованный ________) |
|
Протокол N |
_________________ | |
|
|
Вкладыш действителен до окончания срока действия удостоверения. | ||
(Фамилия И.О.) |
|
| ||
|
|
Руководитель | ||
N _____________________к удостоверению N________________ |
|
центра |
подпись, дата |
Фамилия, И.О. |
(без удостоверения недействительно) |
|
М.П. | ||
Приложение 22
|

Рис.1. Положения при сварке стыковых (а) и тавровых (б) соединений листов:
- Н1 - нижнее; Г - горизонтальное;
- Н2 - нижнее тавровых соединений;
- В1 - вертикальное (сварка снизу вверх);
- В2 - вертикальное (сварка сверху вниз);
- П1 - потолочное;
- П2 - потолочное тавровых соединений.
|

Рис.2. Положения при сварке стыковых (а) и угловых (б) соединений труб:
- Н1 - нижнее при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) с поворотом;
- Н2 - нижнее при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом;
- В1 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на подъем);
- В2 - переменное при горизонтальном расположении осей труб (трубы), свариваемых (привариваемой) без поворота (на спуск);
- Г - горизонтальное при вертикальном расположении осей труб, свариваемых без поворота или с поворотом;
- Н45 - переменное при наклонном расположении осей труб (трубы), свариваемых (привариваемой ) без поворота;
- П2 - потолочное при вертикальном расположении оси трубы, привариваемой без поворота или с поворотом.
|

Рис.3. Размеры деталей для стыковых контрольных сварных соединений листов
|
|

Рис.4. Размеры деталей для тавровых контрольных сварных соединений листов.
При t 6 мм, а  0,5t ; При t < 6 мм, 0,5t
0,5t ; При t < 6 мм, 0,5t  а (Z = 0,7t)
а (Z = 0,7t)
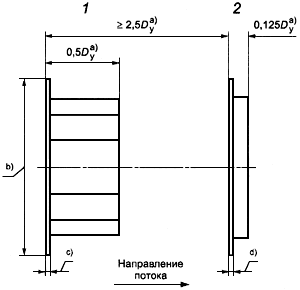
Рис.5. Размеры деталей для стыковых контрольных сварных соединений металлических труб
Рис.6. Размеры деталей для угловых контрольных сварных соединений труб между собой и труб с листами.
При t  6 мм, а
6 мм, а  0,5t ; При t < 6 мм, 0,5t
0,5t ; При t < 6 мм, 0,5t  а
а  Z = 0,7t).
Z = 0,7t).
Рис.7. Типы контрольных сварных соединений при сварке труб из полимерных материалов:
а - стыковое соединение; б - соединение муфтой; в - соединение седловым ответвлением

Рис.8. Контрольное сварное соединение типа Р

Рис.9. Контрольное сварное соединение типов V; X

Рис.10. Контрольное сварное соединение типов ТБ; ТV; ТХ

Рис.11. Контрольное сварное соединение типа H
Текст приложений сверен по:
рассылка
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке