
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
23
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
1 ОБЩИЕ ПОЛОЖЕНИЯ
1.1 Контроль металла трубопроводов проводится в пределах установленного срока службы, по истечении его и после аварии.
1.2 Срок службы трубопровода устанавливается организацией-изготовителем и указывается в паспорте трубопровода.
При отсутствии такого указания срок службы устанавливается в следующих пределах:
- для трубопроводов пара II категории группы 1-150 тыс.ч (20 лет);
- для станционных трубопроводов сетевой и подпиточной воды [III или (и) IV категорий] - 25 лет;
- для остальных трубопроводов (II категории группы 2, III и IV категорий) - 30 лет.
Срок службы может устанавливаться экспертной организацией индивидуально для конкретного трубопровода.
1.3 Контроль трубопровода в пределах срока службы, выполняемый в соответствии с требованиями пп.5 и 6 РД-03-94 [1], включает:
- наружный осмотр трубопровода в рабочем и холодном состояниях с периодичностью, установленной главным инженером предприятия, но не реже одного раза в год;
- контроль неразрушающими методами за состоянием металла и сварных соединений трубопровода в соответствии с инструкцией владельца по его эксплуатации:
- техническое освидетельствование трубопровода.
Качество основного металла и сварных соединений должно удовлетворять нормам оценки качества соответствующих НД по изготовлению, монтажу и контролю металла трубопровода.
1.4 Обследование трубопровода, отработавшего срок службы, включает:
- анализ технической документации;
- визуальный контроль;
- контроль неразрушающими методами;
- исследование металла на вырезках, репликах;
- расчет на прочность;
- гидравлические испытания.
Зоны, методы и объемы контроля приведены в разделе 4 и в программах контроля металла трубопроводов настоящей Инструкции (приложения Д-К).
1.5 После аварии проводится досрочный (внеочередной) контроль трубопровода. Объем и методы контроля в соответствии с характером повреждений определяются экспертной организацией.
1.6 Эксплуатация трубопроводов сверх установленного срока службы может быть продлена после исправления дефектов (если они имели место), на основании положительных результатов контроля, лабораторных исследований, расчетов на прочность и гидравлических испытаний.
1.7 Возможность увеличения срока службы трубопровода, условия и параметры его дальнейшей эксплуатации устанавливаются в соответствии с разделом 6 настоящей Инструкции.
2 ОРГАНИЗАЦИЯ ПРОВЕДЕНИЯ КОНТРОЛЯ И ПРОДЛЕНИЯ СРОКА СЛУЖБЫ ТРУБОПРОВОДОВ
2.1 Проведение работ по контролю и продлению срока службы трубопроводов организует организация - владелец трубопровода.
2.2 Обследование трубопроводов II, III, IV категорий в пределах установленного срока службы, по истечении его и после аварии проводят лаборатории неразрушающего контроля в установленном порядке.
2.3 Все виды неразрушающего контроля, измерения, определение механических свойств, исследование микроструктуры металла, расчеты на прочность проводятся в соответствии с требованиями действующих стандартов и других НД.
2.4 Контроль металла трубопроводов проводится либо по программам, приведенным в приложениях Д-К настоящей Инструкции, в которых определены зоны, методы и объемы контроля, либо по индивидуальной программе, составленной на основе указанных выше программ с учетом конкретных особенностей трубопровода, его технического состояния и условий эксплуатации.
2.5 Выбор программы (см. приложения Д-К настоящей Инструкции) или разработку индивидуальной программы обследования трубопроводов осуществляют экспертные организации.
Для трубопроводов III и IV категорий в пределах тепловых электростанций выбор программы или разработку индивидуальной программы обследования выполняют лаборатории (службы) металлов электростанций, электрогенерирующих компаний или энергоремонтных предприятий, проводящие контроль данных трубопроводов.
2.6 Для трубопроводов тепловых электростанций выбор программы (см. приложения Д-К настоящей Инструкции) обследования трубопроводов II категории, отработавших установленный срок службы, а также трубопроводов независимо от категории, отработавших 40 лет и более или претерпевших аварию, осуществляют экспертные организации в установленном порядке.
2.7 Продление срока службы трубопроводов, за исключением указанных в п.2.9, установление условий и параметров их дальнейшей эксплуатации осуществляют в соответствии с разделами 5 и 6 настоящей Инструкции экспертные организации в установленном порядке.
2.8 Продление срока службы трубопроводов II категории, расположенных на тепловых электростанциях, осуществляется в соответствии с установленным в системе управления промышленной безопасностью в теплоэнергетике порядком.
2.9 При обнаружении по результатам контроля трубопровода тепловой электростанции отклонений от требований РД-03-94 [1], технических условий (ТУ) на изготовление, несоответствия результатов контроля металла нормам и критериям качества раздела 5 настоящей Инструкции или при аварии трубопровода вопрос о возможности продления его эксплуатации решается экспертной организацией.
2.10 По результатам контроля трубопроводов специалистами по неразрушающему контролю оформляется первичная документация: акты, заключения, протоколы, формуляры, таблицы, схемы, рисунки, фотографии по форме, рекомендуемой НД на неразрушающий контроль. Рекомендуемые формы составления документации приведены в приложении М настоящей Инструкции.
На основании первичной документации на выполненный контроль, а также результатов лабораторных исследований, расчетов на прочность и результатов гидравлических испытаний специалистами организаций, осуществляющих продление срока службы трубопроводов, составляется заключение экспертизы промышленной безопасности о техническом состоянии трубопровода с рекомендациями по допустимым параметрам и срокам дальнейшей его эксплуатации. Рекомендуемая форма заключения приведена в п.7.3 настоящей Инструкции.
3 ПОДГОТОВКА К ПРОВЕДЕНИЮ КОНТРОЛЯ ТРУБОПРОВОДОВ
3.1 Трубопровод, подлежащий контролю, выводится из работы, охлаждается, освобождается от рабочей среды и отключается заглушками от действующих установок, трубопроводов и других коммуникаций.
3.2 Дренажи на время проведения контроля должны оставаться открытыми. Обшивка, обмуровка и тепловая изоляция на участках проведения обследования трубопроводов, препятствующие контролю технического состояния, должны быть частично или полностью удалены; при необходимости должны быть сооружены леса или другие вспомогательные приспособления.
3.3 Для обеспечения доступа к внутренним поверхностям трубопроводов фланцевые соединения должны быть разъединены.
3.4 Наружные и внутренние поверхности трубопровода, подлежащие контролю, должны быть очищены от загрязнений. Зоны и объем контроля трубопровода определяются требованиями настоящей Инструкции, а качество подготовки поверхностей - требованиями НД на применяемые методы контроля.
3.5 При выполнении подготовительных работ и проведении контроля трубопроводов администрации и персоналу организации-владельца, а также лицам, осуществляющим контроль, следует руководствоваться требованиями действующих НД по технике безопасности и противопожарной безопасности.
3.6 Владелец трубопровода представляет организации, проводящей обследование, паспорт трубопровода, ремонтный и сменный журналы (при их наличии), предписания инспектора территориального органа Госгортехнадзора России, заключения по предыдущим обследованиям, прочие материалы, в которых содержатся данные по конструкции трубопровода, условиям эксплуатации, ремонтам и реконструкциям.
4.1 Анализ технической документации
4.1.1 До начала контроля следует ознакомиться с эксплуатационно-технической документацией на трубопровод: паспортом, чертежами, исполнительной схемой, сменным и ремонтным журналами, формулярами, предписаниями инспекторов Госгортехнадзора России, относящимися к техническому состоянию трубопровода, результатами ранее выполненных обследований и прочими материалами, в которых могут содержаться данные о состоянии трубопровода.
4.1.2 Анализ эксплуатационной и технической документации проводится в целях детального ознакомления с конструкцией, материалами и особенностями изготовления, характером и конкретными условиями работы трубопровода, а также для предварительной оценки его технического состояния на протяжении всего срока эксплуатации.
4.1.3 Анализ технической и эксплуатационной документации включает:
- установление даты монтажа, пуска в эксплуатацию и регистрации трубопровода;
- анализ конструктивных особенностей трубопроводной системы, основных размеров деталей и сборочных единиц, материалов, из которых они изготовлены, технологии сварки и сварочных материалов, примененных при монтаже, а также сведений о проверке качества сварных соединений трубопровода после монтажа;
- анализ сведений по наладке опорно-подвесной системы и о дефектах в ней, выявленных в процессе эксплуатации (при наличии таких данных);
- оценку соответствия проектных технических характеристик фактическим условиям эксплуатации по температуре, давлению, рабочей среде, а также анализ особенностей эксплуатации (стационарного или переменного режимов работы, количества пусков-остановов и гидроиспытаний, возможности колебаний давления с размахом более 15% номинального значения и ориентировочной периодичности этих колебаний);
- анализ результатов технических освидетельствований, осмотров, гидравлических испытаний и обследований трубопровода, а также данных о повреждениях, ремонтах и реконструкциях.
При отсутствии необходимых сведений в документации на трубопровод допускается использовать информацию, полученную опросом обслуживающего персонала.
4.1.4 По результатам анализа эксплуатационно-технической документации и предварительных расчетов на прочность, если таковые необходимо проводить, определяются участки, элементы или (и) зоны элементов трубопроводов, работающие в наиболее напряженных условиях, и принимается решение о применении программы (см. приложения Д-К настоящей Инструкции) или необходимости разработки и применения индивидуальной программы контроля.
4.2 Разработка программы обследования
4.2.1 Программы контроля трубопроводов наиболее распространенного назначения приведены в приложениях Д-К настоящей Инструкции.
4.2.2 В программах определены участки, элементы трубопроводов, подлежащие контролю, а также указаны объемы и методы неразрушающего контроля, исследования механических свойств и микроструктуры металла на вырезках или репликах.
4.2.3 На основе приведенных в приложениях Д-К настоящей Инструкции программ на каждый трубопровод или группу однотипных трубопроводов, работающих в одинаковых условиях, может разрабатываться индивидуальная программа контроля, учитывающая результаты анализа эксплуатационно-технической документации, в том числе: конструктивные особенности и конкретные условия эксплуатации трубопровода, технологию изготовления труб и элементов, возможность доступа для осмотра и возможность применения конкретного вида неразрушающего контроля, наличие или отсутствие аварий за период эксплуатации, их характер и причины, результаты предыдущих обследований и проверок, наличие ремонтов или реконструкций и др.
В индивидуальной программе должны быть определены участки, элементы и зоны элементов, подлежащие контролю; приведены объемы и методы неразрушающего контроля, а также указаны объемы лабораторных исследований, структуры и свойств металла трубопровода с назначением мест отбора проб, если таковые необходимо проводить.
4.2.4 Индивидуальную программу контроля следует разрабатывать в следующих случаях:
- при отсутствии типовой программы на данный конкретный вид трубопровода;
- если трубопровод отработал 40 лет и более или претерпел аварию;
- если при контроле состояния трубопровода были обнаружены дефекты, превышающие нормы, установленные правилами Госгортехнадзора России и техническими условиями на изготовление, или нормы и критерии согласно разделу 5 настоящей Инструкции.
4.3 Визуальный и измерительный контроль
Контроль трубопровода следует начинать с наружного осмотра трубопровода в горячем (рабочем) и холодном (после останова) состояниях.
4.3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии проводится в целях:
- проверки соответствия трассировки трубопровода монтажно-сборочному чертежу и (или) исполнительной схеме, а также выявления отсутствия или наличия таких дефектов трассировки трубопровода, как защемления, прогибы, провисания и др.;
- выявления наличия и исправности дренажей;
- проверки наличия и исправности указателей температурных перемещений (реперов) и соответствия их проекту;
- оценки состояния опорно-подвесной системы трубопровода с точки зрения исправности опор и подвесок.
К основным дефектам элементов опорно-подвесной системы относятся:
- обрыв тяг подвесок;
- разрушение пружин;
- искривление и заклинивание тяг;
- защемление пружинных блоков элементами обойм;
- перекос траверс;
- неукомплектованность опор гайками и контргайками;
- выпадение и перекос катков, смещение скользящих и катковых опор с опорных поверхностей;
- заклинивание опорных поверхностей;
- проскальзывание опор в хомутах;
- отсутствие стопорящих сухарей в неподвижных опорах;
- трещины в сварных швах приварки опор к элементам трубопровода и др.
Обнаруженные дефекты в элементах опорно-подвесной системы трубопровода должны быть устранены ремонтом или заменой дефектных элементов.
4.3.2 Наружный осмотр трубопровода в холодном состоянии (после останова) производится с проверкой исправности (целостности) обшивки и тепловой изоляции. При обнаружении повреждения обшивки (изоляции) и вследствие этого следов протечки рабочей среды, а также участков интенсивного намокания изоляции от внешних источников следует удалить соответствующие места изоляции, после чего провести визуальный контроль освобожденных участков наружной поверхности трубопровода. Необходимо предусматривать технические мероприятия, предотвращающие намокание участков трубопровода от внешних источников при его последующей эксплуатации.
4.3.3 Визуальный контроль наружной и выборочно внутренней поверхностей элементов трубопровода, а также измерительный контроль проводится в целях обнаружения и определения размеров дефектов: поверхностных трещин, коррозионных или коррозионно-усталостных повреждений, эрозионного износа, выходящих на поверхность расслоений, дефектов сварки, механических повреждений, вмятин, выпучин и других дефектов, образовавшихся при изготовлении, монтаже, в процессе эксплуатации и при ремонте трубопровода.
Для проведения визуального контроля наружных поверхностей все контролируемые сварные соединения, прилегающие к ним зоны основного металла, а также гибы и другие контролируемые элементы должны быть полностью освобождены от тепловой изоляции; контролируемые участки поверхности должны быть зачищены металлическими щетками или (и) абразивным кругом. При выполнении визуального контроля целесообразно зачищать отдельные участки поверхности, а при необходимости протравить их. Рекомендуется использовать лупу и местную подсветку. При визуальном осмотре внутренней поверхности трубопроводов, труднодоступной для прямого обзора, следует использовать эндоскопы, перископы (например, прибор типа РВП) или простейшие приспособления в виде штанги с закрепленными на ней зеркалом и источником света.
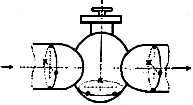
Визуальный контроль внутренней поверхности участков трубопровода проводится через демонтированные разъемные соединения трубопровода. При необходимости выполняется разрезка трубопровода на контролируемом участке с последующим осмотром внутренней поверхности в обоих направлениях. На трубопроводах IV категории допускается проводить визуальный контроль внутренней поверхности труб с наружным диаметром не менее 700 мм через специальное отверстие в стенке трубы. Технология вырезки отверстия и приварки вставки приведена в приложении Л. Контрольный участок выбирается по результатам визуального наружного осмотра или с учетом конкретных условий эксплуатации: в зонах наибольшего коррозионного или эрозионного повреждения металла.
При обнаружении в результате визуального и измерительного контроля недопустимых дефектов (см. раздел 5 настоящей Инструкции) расположение, количество и размеры этих дефектов должны быть подробно описаны или указаны на прилагаемой схеме (формуляре).
По результатам наружного осмотра в горячем и холодном состояниях, визуального и измерительного контроля программа обследования трубопровода может быть уточнена (дополнена).
4.3.4 Визуальному контролю наружных поверхностей подвергаются следующие элементы и участки трубопроводов:
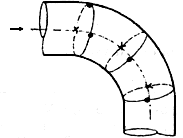
а) криволинейные элементы - гибы, отводы, секторные колена. Обязательному контролю подлежат первые по ходу движения среды колена за регулирующей и дросселирующей арматурой, колена байпасных линий, в зонах установки дроссельных устройств и на тупиковых (или временно неработающих) участках, а также колена, расположенные вблизи неподвижных опор. Колена контролируются на обнаружение трещин, коррозионных язв, раковин, механических повреждений, в том числе рисок, в первую очередь в зоне наружного обвода гиба (в растянутой его части). На внутреннем обводе гиба обращается внимание на плавность контура линии обвода; при обнаружении волнистости поверхности измеряется высота неровностей. На секторных отводах контролируются продольные и поперечные сварные швы, повышенное внимание уделяется местам пересечения швов;
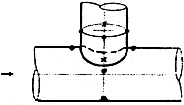
б) тройники и врезки в трубопровод (включая дренажные устройства). На сварных тройниках и врезках контролю подлежит сварной шов по всему его периметру с примыкающей околошовной зоной. На штампосварных и штампованных тройниках обращается внимание на зону сопряжения штуцерного ответвления с корпусом (коллектором); в обязательном порядке проверяются равнопроходные и близкие к равнопроходным тройники ![]() , тройники байпасных линий, тупиковых (или временно неработающих) линий, а также тройники, расположенные вблизи неподвижных опор;
, тройники байпасных линий, тупиковых (или временно неработающих) линий, а также тройники, расположенные вблизи неподвижных опор;
в) фланцы (включая фланцевые разъемы арматуры). В обязательном порядке контролируются фланцы, расположенные вблизи неподвижных опор, в том числе соблюдение правильной геометрии (отсутствие деформаций) фланца, а также зона сварного соединения в целях обнаружения трещин и недопустимых дефектов сварки в виде подрезов, ослабления катета шва, чрезмерного снижения радиуса перехода от шва к основному металлу; проверяются также укомплектованность фланцев болтами, достаточность длины болтов и соответствие их диаметра проекту. Визуальный контроль уплотнительных поверхностей фланцев и состояния прокладок проводится после разборки фланцевого разъема. Выбор контролируемых фланцевых разъемов осуществляется по результатам осмотра или на основании анализа условий и опыта эксплуатации;
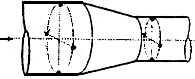
г) переходы, в том числе лепестковые, т.е. переходы с продольными сварными швами. Обращается внимание на зоны сопряжения конической поверхности с цилиндрическими поверхностями, при наличии сварных (лепестковых) переходов контролируется качество продольных сварных соединений;
д) арматура. Контролируются все корпуса арматуры с ![]() мм на трубопроводах II и III категории и с
мм на трубопроводах II и III категории и с ![]() мм на трубопроводах IV категории. Контролю подлежат зоны радиусных переходов от корпуса к горловине и патрубкам арматуры;
мм на трубопроводах IV категории. Контролю подлежат зоны радиусных переходов от корпуса к горловине и патрубкам арматуры;
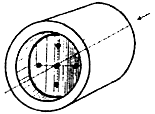
е) заглушки (донышки) любой конструкции. Проверяется отсутствие прогиба (выпучивания) заглушки и качество сварного соединения;
ж) линзовые компенсаторы. Контролируется качество поверхности линз и сварных соединений, проверяется укомплектованность стяжных устройств (при их наличии), обращается внимание на состояние ребер жесткости стяжных устройств и конструктивные зазоры на стяжных шпильках;
з) резьбовые соединения на дренажах. Контроль проводится после разборки соединения; проверяется качество резьбы на предмет обнаружения трещин, срывов, выкрашивания, коррозионного износа резьбы, при необходимости для контроля используются резьбовые калибры;
и) прямые участки трубопроводов. Контролируются участки, примыкающие на длине 500 мм к перечисленным в пп.а, б, в, г, д, е, ж элементам, и участки на длине не менее 500 мм в окрестности неподвижных опор. Проверяется отсутствие или наличие защемлений трубопровода, в том числе в горячем (рабочем) состоянии, в местах прохода трубопровода через стенки зданий, площадки, вблизи колонн и ферм несущих металлоконструкций;
к) сварные соединения (стыковые и угловые) труб с коленами (гибами, отводами), тройниками, переходами, арматурой, компенсаторами, а также сварные швы заглушек, врезок в трубопровод, швы приварки фланцев и сварные соединения, ближайшие к неподвижным опорам трубопровода. Визуальный контроль сварных соединений проводится в целях обнаружения дефектов в виде трещин, пористости, подрезов, свищей, прожогов, незаплавленных кратеров, чешуйчатости поверхности, несоответствия размеров швов требованиям технической документации. При осмотре сварных соединений элементов из перлитных сталей, выполненных с применением аустенитных электродов, повышенное внимание обращается на зону сплавления (линию перехода от основного к наплавленному металлу).
4.3.5 При измерительном контроле выполняются следующие операции:
4.3.5.1 Измерения протяженности основных трасс и значимых ответвлений, расстояний между опорами и подвесками, высоты и диаметра прутка пружин пружинных подвесок.
4.3.5.2 Измерения температурных перемещений. Анализируется и устанавливается соответствие фактических перемещений расчетным.
Примечание - Измерения по пп.4.3.5.1 и 4.3.5.2 настоящей Инструкции проводятся при необходимости выполнения поверочного расчета трубопровода на самокомпенсацию и весовые нагрузки.
4.3.5.3 Измерения по проверке уклонов трубопроводных линий на трубопроводах, претерпевших аварию, обусловленную гидроударами. Измерения выполняются с использованием гидроуровня, ватерпаса или других приборов (например, теодолита).
4.3.5.4 Измерения радиуса колен (гибов) диаметром 108 мм и более. Измерения допускается проводить с помощью рулетки и двух угольников, а также других приспособлений или устройств с точностью измерений ±2 мм. Радиус ![]() гибов с углом 90° допускается определять измерением длины хорды
гибов с углом 90° допускается определять измерением длины хорды ![]() по формуле
по формуле
![]() .
.
Если в технической документации на трубопровод имеются сведения о радиусе гибов, указанные измерения можно не проводить.
4.3.5.5 Контроль овальности гибов. Для этого измеряются максимальный ![]() и минимальный
и минимальный ![]() диаметры гибов в двух направлениях контрольного сечения: ориентировочно между наружным и внутренним обводами -
диаметры гибов в двух направлениях контрольного сечения: ориентировочно между наружным и внутренним обводами - ![]() и между нейтральными образующими -
и между нейтральными образующими - ![]() . Контролируемое сечение располагается в центральной зоне гнутой части колена. Значение овальности
. Контролируемое сечение располагается в центральной зоне гнутой части колена. Значение овальности ![]() в процентах рассчитывается по формуле
в процентах рассчитывается по формуле
![]() .
.
Для измерения диаметров рекомендуется использовать мерную скобу, кронциркуль или штангенциркуль с удлиненными губками; точность измерений должна быть ±0,5 мм.
На литых, штампованных, штампосварных и секторных коленах определять овальность не требуется.
4.3.5.6 Измерения максимальных размеров вмятин (выпучин) (в случае их обнаружения в стенках элементов трубопровода) по поверхности элемента в двух (продольном и поперечном) направлениях (![]() и
и ![]() соответственно) и максимальной их глубины. Глубина
соответственно) и максимальной их глубины. Глубина ![]() вмятины (выпучины) отсчитывается от образующей недеформированного элемента. По выполненным измерениям определяется относительный прогиб в процентах:
вмятины (выпучины) отсчитывается от образующей недеформированного элемента. По выполненным измерениям определяется относительный прогиб в процентах:
![]() ;
;![]() .
.
4.3.5.7 Измерения выявленных в основном металле и сварных соединениях дефектов типа трещин, коррозионных язвин, раковин, выходящих на поверхность, расслоений и других дефектов.
4.3.6 Зоны и объемы визуального и измерительного контроля для каждого трубопровода предусмотрены в программах настоящей Инструкции (см. приложения Д-К).
4.4 Неразрушающий контроль сварных соединений трубопроводов
4.4.1 Дефектоскопия сварных соединений трубопроводов в целях выявления внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.) проводится ультразвуковым (УЗК) или радиографическим (РГК) методами контроля.
4.4.2 Контроль следует проводить в соответствии с требованиями действующих стандартов и других НД на данный метод.
4.4.3 При РГК следует обеспечить чувствительность по действующему стандарту на уровне класса 2.
4.4.4 Контролю УЗК или РГК методами в объеме программ подлежат:
а) трубопроводы II, III и IV категорий:
- стыковые соединения труба с трубой трубопроводов с наружным диаметром более 76 мм;
- угловые и стыковые соединения труб с литыми, коваными и штампованными деталями трубопроводов с наружным диаметром более 76 мм;
- сварные соединения линзовых компенсаторов (при их наличии);
- продольные швы штампосварных колен, а также продольные и поперечные швы секторных отводов;
- продольные швы сварных переходов;
- сварные соединения из разнородных сталей;
б) сварные соединения, подвергаемые визуальному контролю, в первую очередь те из них, качество которых по результатам визуального осмотра вызывало сомнения. Обязательному включению в контрольную группу подлежат сварные соединения, ближайшие к неподвижным опорам.
4.4.5 Допускается на трубопроводах IV категории с наружным диаметром не более 219 мм для оценки качества сварных соединений заменять УЗК или РГК на металлографические исследования вырезок сварных стыков. Отбор стыков для вырезки и оценка их качества производятся по результатам визуального контроля.
4.4.6 Для соединений, выполненных с конструктивным непроваром, УЗК заменяется на РГК или (при невозможности организовать последний) на контроль методом магнитопорошковой (МПД) или цветной (ЦД) дефектоскопии в сочетании с измерительным контролем размеров и формы шва.
4.4.7 Оценку качества сварных соединений по результатам их дефектоскопии следует производить согласно требованиям соответствующих НД на конкретный метод контроля.
4.4.8 При неудовлетворительных результатах контроля хотя бы одного стыка в контролируемой группе соединений контролю подвергается удвоенное количество соединений данной группы. При неудовлетворительных результатах повторного контроля (хотя бы одного стыка) проводится контроль соединений в объеме 100%.
4.4.9 При разработке индивидуальных программ контроля трубопроводов в них следует указывать конкретное количество подлежащих контролю сварных соединений согласно схеме.
4.4.10 Объемы дефектоскопии сварных соединений предусмотрены в программах, приведенных в приложениях Д-К настоящей Инструкции.
4.4.11 Результаты дефектоскопии сварных соединений трубопроводов следует оформлять в виде заключений или протоколов. Обозначение контролируемых соединений должно соответствовать прилагаемой схеме (формуляру).
4.5 Дефектоскопия поверхности элементов трубопроводов
4.5.1 Дефектоскопию наружной поверхности трубопроводов в целях выявления и определения размеров и ориентации поверхностных и подповерхностных трещин, выходящих на поверхность расслоений и других дефектов в сварных соединениях и основном металле элементов трубопроводов следует выполнять методами ЦД, МПД или вихретоковой (ТВК) дефектоскопии.
Контроль металла гибов трубопровода в целях выявления трещин и других дефектов (как правило, коррозионно-усталостного происхождения) на внутренней поверхности следует выполнять методом УЗК.
4.5.2 Контроль наружной или при необходимости внутренней (в особых случаях) поверхностей элементов трубопроводов методами ЦД, или МПД, или ТВК следует осуществлять в соответствии с требованиями действующих НД на эти методы контроля. Дефектоскопия металла гибов методами МПД и УЗК проводится в установленном соответствующими НД порядке. Применяемые для контроля вихретоковые дефектоскопы должны отвечать требованиям действующих стандартов, а методика их использования должна быть согласована в установленном порядке.
4.5.3 Контроль поверхности трубопроводов проводится в местах, указанных в программе контроля, в которой отмечены те участки, где по результатам визуального контроля или анализа опыта эксплуатации возможно образование трещин или других дефектов, а также в местах выборок трещин и ремонтных заварок.
4.5.4 Обязательному контролю методами ЦД или МПД, или ТВК должны подвергаться стыковые и угловые сварные соединения труб с литыми, коваными и штампованными деталями трубопроводов II категории наружным диаметром более 133 мм, работающих при температуре выше 400 °С. Контроль следует проводить на тех же соединениях, на которых выполняется проверка методами УЗК или РГК.
Обязательному контролю методами ЦД или ТВК подлежат композитные сварные соединения элементов трубопровода с наружным диаметром 76 мм и более.
4.5.5 Контролю методами МПД и УЗК подлежат гибы трубопроводов с наружным диаметром 76 мм и более в объемах, предусмотренных программами контроля (см. приложения Д-К настоящей Инструкции).
Контроль гибов трубопроводов проводится в целях выявления трещин и других недопустимых дефектов металла на внешней и внутренней поверхностях растянутой и нейтральных зон гибов.
Контроль ведется по всей длине гнутой части гиба на его участке, составляющем 2/3 от всей поверхности гнутой части (т.е. на 2/3 окружности трубы), включая растянутую и нейтральные зоны.
При обнаружении недопустимых дефектов хотя бы на одном из гибов контролируемой группы гибы данного типоразмера подвергаются дополнительному контролю в удвоенном объеме. При обнаружении и подтверждении наличия недопустимых дефектов хотя бы в одном из гибов проводится дополнительный контроль гибов данного типоразмера в объеме 100%. Подтверждение наличия дефектов на внутренней поверхности гибов осуществляется путем их вырезки и последующего внутреннего осмотра.
4.5.6 Контроль наружной поверхности радиусных переходов арматуры с ![]() 150 мм и более трубопроводов II категории и 250 мм и более трубопроводов III категории группы 1 проводится методами ТВК или МПД. Объемы контроля предусмотрены программами контроля, приведенными в приложениях Д-К настоящей Инструкции.
150 мм и более трубопроводов II категории и 250 мм и более трубопроводов III категории группы 1 проводится методами ТВК или МПД. Объемы контроля предусмотрены программами контроля, приведенными в приложениях Д-К настоящей Инструкции.
4.5.7 Результаты контроля поверхности участков и элементов трубопровода методами ТВК, ЦД, МПД и УЗК следует оформлять в виде заключений или протоколов в соответствии с нормативными требованиями по каждому виду контроля. В этих документах следует приводить описание размеров, формы и месторасположения выявленных дефектов. Расположение контролируемых участков трубопровода и обнаруженных дефектов следует изображать на прилагаемой схеме (формуляре).
4.6 Неразрушающий контроль толщины стенки
4.6.1 Измерение толщины стенки элементов трубопроводов рекомендуется выполнять ультразвуковыми приборами, отвечающими требованиям действующих стандартов, или методом РГК.
4.6.2 Измерение толщины стенки проводится в целях определения количественных характеристик утонения стенки элементов трубопровода в процессе его эксплуатации. По результатам толщинометрии определяется скорость коррозионного или коррозионно-эрозионного износа стенок и устанавливается расчетом на прочность допустимый срок эксплуатации изношенных элементов, или (и) уровень снижения рабочих параметров, или (и) объем проведения восстановительного ремонта.
4.6.3 Толщину стенки следует измерять на участках (элементах) трубопровода, работающих в наиболее сложных условиях с точки зрения интенсивности коррозионно-эрозионного износа металла: коленах, тройниках, врезках, местах сужения трубопровода, перед арматурой и после нее, местах скопления жидкости (застойные зоны и дренажи), а также на участках интенсивного намокания изоляции или подтопления трубопровода.
Расположение контрольных точек и объемы контроля толщины стенки элементов трубопровода определяются программами контроля (см. приложения Д-К).
4.6.4 Измерениям толщины стенки подвергаются следующие элементы и участки трубопровода с наружным диаметром 76 мм и более или 50 мм и более:
а) гибы (колена) трубопроводов. Измерение толщины стенки на каждом гибе выполняется в трех его сечениях: в центральном (ось симметрии в плоскости гиба) и еще в двух по разные стороны от него на расстоянии, составляющем приблизительно 1/3 расстояния от центральной оси гиба до начала прямого участка. В каждом контрольном сечении гиба измерения проводятся в трех точках: в растянутой зоне (наружный обвод) и в каждой нейтральной зоне. На штампосварных коленах толщину стенки следует измерять также со стороны внутреннего обвода. Измерения толщины стенки секторных отводов выполняются по внутреннему их обводу - не менее одной контрольной точки на каждом секторе, включая примыкающие прямые участки;
б) тройники (за исключением кованых и литых) и врезки в трубопровод. Объемы контроля определены программами (см. приложения Д-К настоящей Инструкции). В число контролируемых в первую очередь включаются равнопроходные тройники и близкие к ним (с отношением диаметров коллектора и штуцера ![]() ). Измерения проводятся в четырех точках по периметру штуцерного ответвления (примерно через 90° по окружности) и в четырех точках корпуса (коллектора) в окрестности линии сопряжения со штуцером по разные стороны от него в продольном и поперечном направлениях, а также в точке коллектора, расположенной против центральной оси отводящего штуцера;
). Измерения проводятся в четырех точках по периметру штуцерного ответвления (примерно через 90° по окружности) и в четырех точках корпуса (коллектора) в окрестности линии сопряжения со штуцером по разные стороны от него в продольном и поперечном направлениях, а также в точке коллектора, расположенной против центральной оси отводящего штуцера;
в) переходы. Контроль следует проводить на концевых цилиндрических частях переходов (с двух сторон) в четырех точках, расположенных примерно через 90° по окружности, одна из которых должна находиться на нижней образующей. Для переходов с постоянной толщиной стенки допускается проводить измерения в центральном сечении (т.е. в конусной части) перехода в четырех диаметрально противоположных точках. Лепестковые (сварные) переходы контролируются в полном объеме: на каждый лепесток должно приходиться не менее одной точки измерения;
г) корпуса арматуры (кроме кованых и литых) начиная с ![]() 150 мм и более для трубопроводов II и III категории и 250 мм и более для трубопроводов IV категории. Измерения проводятся в четырех точках равномерно по окружности каждого патрубка (входного и выходного) и в трех точках нижней части корпуса;
150 мм и более для трубопроводов II и III категории и 250 мм и более для трубопроводов IV категории. Измерения проводятся в четырех точках равномерно по окружности каждого патрубка (входного и выходного) и в трех точках нижней части корпуса;
д) плоские заглушки (донышки) трубопроводов. Измерения проводятся в центральной части заглушки и примерно посредине каждого из четырех радиусов, разнесенных примерно через 90° по окружности;
е) линзовые компенсаторы. Контролируется толщина стенки линз не менее чем в четырех точках по окружности;
ж) прямые участки трубопроводов. Измерения толщины стенки на прямых участках трубопроводов следует проводить в местах поворотов трассы, сужений, врезок, в том числе дренажных отводов, в местах установки тройников и арматуры, а также на байпасных, застойных или временно не работающих участках. Толщину стенки в местах установки гибов, переходов, врезок, тройников, компенсаторов и арматуры следует контролировать с обеих сторон от указанных элементов (узлов) на расстоянии не более пяти наружных диаметров трубы от линии стыка (сварного или разъемного) с данным элементом. На прямых участках трубопроводов толщину стенки следует измерять с интервалом не более:
- 15 м для трубопроводов протяженностью менее 150 м;
- 30 м (но не менее 8 контрольных сечений) для трубопроводов протяженностью более 150 м, но менее (или равной) 400 м;
- 40 м (но не менее 12 контрольных сечений) для трубопроводов протяженностью более 400 м.
Толщина стенки трубы в контрольном сечении измеряется в четырех точках, одна из которых должна располагаться на нижней образующей (для горизонтальных участков).
4.6.5 Результаты измерений толщины стенки трубопроводов требуется оформлять в виде протоколов или в форме таблиц, содержащих название или (и) номер элемента, номер точки измерения и результат измерения. Рекомендуемое расположение контрольных точек на элементах трубопроводов показано на приведенных в приложении В схемах.
4.6.6 Объемы контроля толщины стенки трубопроводов определяются программами контроля (см. приложения Д-К настоящей Инструкции).
4.7 Определение химического состава, механических свойств и структуры металла методами неразрушающего контроля или лабораторными исследованиями
4.7.1 Исследования химического состава, механических свойств и структуры металла следует выполнять для установления соответствия качества стали или сварного соединения требованиям действующих НД, а также для выявления возможных дефектов в структуре металла или изменений служебных характеристик материала, возникших вследствие длительной эксплуатации или нарушений нормальных условий работы.
4.7.2 Исследования механических свойств и структуры металла следует проводить неразрушающими методами контроля, а в необходимых случаях - на образцах, изготовленных из вырезок (проб) металла трубопровода.
4.7.3 Контроль твердости следует выполнять с помощью переносных приборов (твердомеров) в соответствии с требованиями НД и инструкции по эксплуатации прибора. Для косвенной (приближенной) оценки временного сопротивления или условного предела текучести допускается применять формулы перевода величин твердости в прочностные характеристики металла, рекомендуемые НД. Определение твердости следует проводить на элементах или участках линий трубопроводов с толщиной стенки (номинальной) не менее 8 мм, при этом участки контроля твердости рекомендуется располагать над жесткими опорами. Количество точек измерения твердости и их расположение должны быть указаны в программе диагностирования трубопровода, а результаты измерения твердости должны быть обобщены и представлены в виде протокола или заключения.
4.7.4 Исследования микроструктуры основного металла и сварных соединений неразрушающими или частично разрушающими методами следует выполнять на репликах или сколах. Рекомендуется исследовать микроструктуру при 100- и 500-кратном увеличении. Исследования структуры металла проводятся, как правило, в околошовных зонах сварных соединений (методом реплик или на сколах) и при необходимости на гибах (методом реплик). Металлографические исследования проводятся в целях оценки структурного состояния металла, в первую очередь для выявления графитизации в зонах термовлияния сварных соединений. Контроль состояния металла элементов трубопровода методом реплик выполняется для оценки микроповрежденности металла и изучения изменений его структуры. Отбор скола допускается производить на элементах трубопровода с толщиной стенки не менее 7 мм. Максимальная глубина выемки от скола не должна превышать 2-2,5 мм.
4.7.5 Исследования структуры и свойств основного металла и сварных соединений являются обязательными после исчерпания установленного срока службы для трубопроводов II категории из углеродистых, молибденовых и кремнемарганцовистых сталей, работающих при температуре выше 390 °С.
Для указанных трубопроводов исследования состава, структуры и свойств металла проводятся на образцах из вырезки (не менее одной вырезки из трубопровода). Вырезается участок сварного стыка ("катушка") между прямой трубой и гибом трубопровода, включая примыкающие к сварному шву участки трубы и гиба. Вырезке подлежит один из первых по ходу пара стыков основной линии трубопровода. Исследования металла на вырезке должны быть дополнены металлографическим анализом методом реплик или сколов околошовных зон сварных соединений трубопровода, а в необходимых случаях и гибов*.
_________________
* Неразрушающий анализ структуры металла гибов выполняется только методом реплик.
4.7.6 Исследования химического состава, механических свойств и структуры основного металла или (и) сварного соединения на образцах вырезок из трубопровода следует проводить в следующих случаях (дополнительно к указанному в п.4.7.5):
а) при неудовлетворительных результатах измерения твердости металла переносным прибором;
б) при обнаружении аномальных изменений в микроструктуре металла по данным металлографического анализа на сколах или репликах;
в) при необходимости установления причин возникновения дефектов металла, влияющих на работоспособность трубопровода;
г) при нарушении режимов эксплуатации, вследствие которого возможны изменения в структуре и свойствах металла, деформации и разрушения элементов трубопровода или появление других недопустимых дефектов;
д) при отсутствии в технической документации сведений о марке стали элементов трубопровода или использовании при ремонте (или монтаже) трубопровода материалов или полуфабрикатов, на которые отсутствуют сертификатные данные;
е) если исследования механических свойств и структуры металла на вырезках из трубопровода при его эксплуатационном обследовании предусмотрены действующими производственно-техническими документами (инструкциями по эксплуатации, регламентами и т.п.) или проектом.
Примечание - По п.4.7.6, д применительно к трубопроводам IV категории допускается проводить идентификацию марки стали изготовления трубопровода без вырезки из него образцов металла.
4.7.7 Вырезку пробы из трубопровода допускается производить огневым способом с последующим удалением механическим способом слоя металла от кромки реза шириной не менее 25 мм. Размер вырезанной пробы ("катушки") определяется конкретными задачами проводимого исследования, но во всех случаях длина ее должна быть не менее 150 мм (после механической обработки).
4.7.8 Химический состав определяется методами аналитического или спектрального анализа в соответствии с требованиями действующих НД.
Для контроля состава легированных сталей допускается применять стилоскопирование переносным прибором.
4.7.9 Механические свойства основного металла и сварных соединений на вырезках определяются по испытаниям образцов на растяжение и ударный изгиб в соответствии с требованиями действующих стандартов.
4.7.10 Результаты определения химического состава и механических свойств должны быть оформлены в виде протоколов. Микроструктура металла должна быть представлена на фотографиях, должно быть дано описание ее характерных особенностей.
Примечание - Контроль трубопроводов IV категории в соответствии с пп.4.3-4.7 настоящей Инструкции проводится на участках трубопровода с наружным диаметром 108 мм и более.
4.8 Гидравлическое исследование трубопровода
4.8.1 Гидравлическое испытание является завершающей операцией контроля трубопровода, осуществляемой с целью проверки плотности и прочности всех его элементов, работающих под давлением.
4.8.2 Гидравлическое испытание следует проводить при положительных результатах контроля или после устранения обнаруженных дефектов в соответствии с требованиями РД-03-94 [1] и с учетом следующих дополнительных требований:
- температура воды должна быть не ниже 15 °С;
- значение пробного давления следует устанавливать в зависимости от разрешенных рабочих параметров (давления и температуры).
В необходимых случаях значение пробного давления может быть выше минимального, рекомендуемого РД-03-94 [1], и должно быть обосновано расчетом на прочность в соответствии с пп.2.8 и 3.2.2.3 РД 10-249-98 [8].
4.8.3 Трубопровод следует считать выдержавшим гидравлическое испытание, если в процессе его проведения не обнаружено:
- падения давления по манометру за время испытания;
- пропусков испытательной среды (течи, потения, пузырьков воздуха) в сварных соединениях и на основном металле;
- трещин или признаков разрыва;
- течи в разъемных соединениях;
- остаточных деформаций.
4.8.4 Допускается при необходимости проводить гидравлическое испытание пониженным пробным давлением с использованием метода и средств акустической эмиссии при выполнении рекомендаций соответствующих НД.
4.9 Анализ результатов контроля и проведение расчетов на прочность
4.9.1 Установленные по результатам анализа технической документации данные по материалам и технологии изготовления деталей и элементов трубопроводов (включая сведения по НД и ПТД на изготовление), а также по параметрам и условиям эксплуатации следует сопоставить с требованиями РД-03-94 [1].
4.9.2 Полученные по результатам контроля данные по геометрическим размерам, форме, свойствам металла элементов трубопровода следует сравнить с исходными (паспортными) данными, а выявленные отклонения размеров и формы, а также дефекты (коррозионные язвы, деформации, дефекты сварки и др.) сопоставить с нормами оценки качества раздела 5 настоящей Инструкции.
4.9.3 При несоблюдении хотя бы одного из требований норм (см. раздел 5) следует выполнить расчет на прочность с учетом полученных при контроле фактических данных по размерам, форме, свойствам металла элементов и наличию в них дефектов.
4.9.4 Поверочный расчет на прочность с учетом всех нагружающих факторов, включая нагрузки от самокомпенсации и веса, следует выполнять при несоблюдении хотя бы одного условия по пп.5.1-5.4 настоящей Инструкции. В этом случае расчет выполняется в соответствии с требованиями РД 10-249-98 [8] и других НД.
4.9.5 Поверочный расчет на прочность от действия внутреннего давления (при статической нагрузке) необходимо проводить в соответствии с требованиями РД 10-249-98 [8], при невыполнении хотя бы одного условия по пп.5.8; 5.9; 5.12; 5.14; 5.21 и 5.22 настоящей Инструкции, а также в обязательном порядке для прямых участков и гибов паропроводов II категории с температурой эксплуатации 390 °С и выше.
4.9.6 Поверочный расчет на усталостную прочность (циклическую долговечность) следует выполнять в соответствии с требованиями действующих НД в следующих случаях:
- при невыполнении хотя бы одного условия по пп.5.1; 5.2; 5.11; 5.12 и 5.20 настоящей Инструкции;
- если число циклов изменения давления и температурных напряжений при работе трубопровода при переменном режиме за весь срок эксплуатации превышает 1000. При этом следует учитывать количество пусков-остановов трубопровода, гидроиспытаний и циклов переменных давлений, если размах колебаний давления превышает 15% номинального значения;
- если при учете только циклов "пуск-останов" трубопровода их количество за весь срок эксплуатации превышает 500.
Количество циклов при расчете на усталостную прочность принимается по данным владельца трубопровода за весь период эксплуатации, включая планируемый срок продления, но в любом случае оно должно приниматься не менее 300.
Для оценки работоспособности и назначения срока дальнейшей эксплуатации трубопроводов II категории группы 2 следует выполнить расчет на усталостную прочность гибов трубопровода (диаметром 76 мм и более) с учетом воздействия на металл коррозионного фактора.
Расчет на прочность и циклическую долговечность гибов трубопроводов, в том числе с учетом коррозионного воздействия, рекомендуется выполнять в соответствии с требованиями соответствующей НД.
4.9.7 При интенсивной местной или общей коррозии металла трубопровода (фактическая средняя скорость коррозии превышает 0,1 мм/год) следует выполнить расчет на прочность согласно РД 10-249-98 [8] по минимальной фактической толщине стенки с учетом ее последующего утонения на конец планируемого срока эксплуатации.
Если по результатам такого расчета нормативные условия прочности не выполняются для каких-либо элементов, пораженных локальной (язвенной) коррозией, допускается производить расчет по фактической среднеинтегральной толщине стенки элемента, определенной с учетом максимальной глубины (минимальной остаточной толщины) и удельного количества коррозионных язв (т.е. доли пораженной площади поверхности) в наиболее поврежденной зоне.
5 НОРМЫ И КРИТЕРИИ ОЦЕНКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДОВ
5.1 Трассировка трубопровода и его основные геометрические размеры (протяженность трассы и отдельных участков, расстояние между опорами и подвесками, сортамент основных элементов) должны соответствовать монтажно-сборочному чертежу или исполнительной схеме. При отсутствии монтажно-сборочного чертежа схема трубопровода должна быть составлена на основании проведенных измерений.
5.2 Деформации участков трубопроводов в виде непроектных изгибов, выпучивания, провисания отдельных участков не допускаются.
Уклоны трубопроводов должны соответствовать требованиям правил Госгортехнадзора России.
Наличие контруклонов не допускается, за исключением особых случаев, предусмотренных проектом.
5.3 Не допускаются повреждения в конструкциях опор скольжения и неподвижных опорах в виде деформаций, трещин, дефектов поверхности скольжения, а также обрывы тяг и разрушения пружин подвесок.
Не допускаются дефекты элементов опорно-подвесной системы трубопровода, указанные в п.4.3.1 настоящей Инструкции.
5.4 В местах прохода трубопровода через стенки, площадки (перекрытия), вблизи колонн или сооружений не должно быть защемления трубопровода.
5.5 При невыполнении требований пп.5.1-5.4 следует выполнить поверочный расчет на прочность с учетом всего комплекса нагружающих факторов и произвести необходимый объем ремонтных работ на трубопроводе в целях исправления выявленных дефектов и приведения его в проектное состояние.
5.6 Не допускается дальнейшая эксплуатация трубопровода с неисправными дренажными устройствами.
5.7 Размеры основных элементов трубопроводов должны соответствовать (с учетом допусков) проектным, указанным в паспорте трубопровода и заводских чертежах. Утонение стенки элементов трубопровода не должно приводить к понижению запасов их прочности ниже уровня нормативных значений.
5.8 Механические свойства металла основных элементов трубопровода, в том числе сварочных материалов, указанные в сертификатных данных (при их наличии), должны удовлетворять требованиям соответствующих НД.
5.9 Если требования пп.5.7 или (и) 5.8 не выполняются, то необходимо выполнить поверочный расчет на прочность от действия внутреннего давления с учетом изменения геометрических размеров элемента или (и) механических свойств металла. Расчет следует выполнять согласно РД 10-249-98 [8]. Минимальная толщина стенки элемента трубопровода должна быть не менее расчетной с учетом эксплуатационной прибавки на коррозию и эрозию. Допускается принимать эксплуатационную прибавку меньше ее значения, устанавливаемого при расчете трубопровода на стадии проектирования; при этом срок эксплуатации трубопровода до следующего (очередного) диагностирования должен назначаться с учетом фактических данных по скорости коррозии металла.
5.10 Смещение кромок сваренных элементов трубопроводов должно соответствовать допускам, установленным РД-03-94 [1] или (и) требованиям НД на изготовление.
Угловые отклонения (излом осей) не должны превышать ![]() , где
, где ![]() - примыкающий к стыку прямой участок трубопровода (
- примыкающий к стыку прямой участок трубопровода (![]() мм).
мм).
5.11 Овальность гибов труб не должна превышать 8% для трубопроводов II категории и 10% для трубопроводов III и IV категорий.
5.12 На внутреннем обводе гибов допускаются плавная неровность с наибольшей высотой волн не более половины номинальной толщины стенки трубы, но не более 5 мм.
5.13 Допускаются вмятины или выпучины, максимальный размер которых по поверхности элемента не превышает ![]() , но не более
, но не более ![]() , (где
, (где ![]() - наружный диаметр,
- наружный диаметр, ![]() - номинальная толщина стенки), а максимальный относительный прогиб (см. п.4.3.5.6 настоящей Инструкции) не превышает 5% при абсолютном его значении не более 5 мм. Если эти требования не выполняются, вопрос о возможности дальнейшей эксплуатации дефектного элемента решается на основе расчета на прочность.
- номинальная толщина стенки), а максимальный относительный прогиб (см. п.4.3.5.6 настоящей Инструкции) не превышает 5% при абсолютном его значении не более 5 мм. Если эти требования не выполняются, вопрос о возможности дальнейшей эксплуатации дефектного элемента решается на основе расчета на прочность.
5.14 Значения твердости металла по данным измерений переносными приборами должны быть в следующих пределах:
- для сталей марок Ст 3(4); 10; 20; 15К и 20К - от 110 до 180 НВ;
- для сталей марок 09Г2С; 15ГС; 16ГС; 17ГС; 12ХМ; 15ХМ; 12Х1МФ и Х5М - от 120 до 200 НВ.
5.15 Одиночные коррозионные язвы, эрозионные повреждения или раковины глубиной менее 20% номинальной толщины стенки элемента, но не более 2,5 мм и максимальной протяженностью не более ![]() (
(![]() - средний диаметр элемента), обнаруженные в процессе контроля, допускается оставлять в эксплуатацию без исправления. Одиночными считаются дефекты, расстояние между ближайшими кромками которых превышает утроенное значение максимального диаметра наибольшего из дефектов.
- средний диаметр элемента), обнаруженные в процессе контроля, допускается оставлять в эксплуатацию без исправления. Одиночными считаются дефекты, расстояние между ближайшими кромками которых превышает утроенное значение максимального диаметра наибольшего из дефектов.
Допускается оставлять скопления коррозионных язв глубиной не более 1,0 мм. Продольные цепочки язв, а также трещины всех видов и направлений не допускаются.
5.16 Подлежащие выборке дефекты необходимо зашлифовать с плавным скруглением краев выборок и затем проконтролировать на отсутствие трещин методами ЦД или МПД по всей поверхности выборок.
Выборка дефектов на поверхности растянутой части гибов трубопроводов не допускается.
5.17 На уплотнительных поверхностях фланцев не допускаются риски, раковины, забоины и другие дефекты поверхности металла, различимые при визуальном контроле. Допускаются концентрически расположенные риски шириной не более 1,0 мм и глубиной не более 0,5 мм.
5.18 В крепежных деталях разъемных соединений трубопроводов не допускаются следующие дефекты:
- трещины;
- вытягивания резьбы;
- рваные места, выкрашивание ниток резьбы глубиной более 1/3 высоты профиля резьбы или длиной более 5% общей длины резьбы по винтовой линии, а в одном витке - более 25% его длины;
- отклонение от прямолинейности более 0,2 мм на 100 мм длины;
- повреждение граней и углов гаек, препятствующее затяжке крепежного изделия, или уменьшение номинального размера под ключ более чем на 3%;
- вмятины глубиной более 1/3 профиля резьбы.
Обнаруженные заусенцы, вмятины глубиной менее 1/3 высоты профиля резьбы и длиной менее 8% длины резьбы, а в одном витке менее 50% его длины следует устранить прогонкой резьбонарезным инструментом.
Повреждения гладкой части шпилек (болтов) устраняются механической обработкой. Допустимое уменьшение диаметра не должно превышать 3% номинального. Шероховатость поверхности - не хуже ![]() .
.
5.19 Качество сварных соединений должно соответствовать по результатам контроля требованиям РД-03-94 [1], а также НД на сварку трубопроводов и проведение дефектоскопического контроля сварных соединений.
Качество сварных соединений следует считать неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или поверхностные дефекты, выходящие за пределы норм, установленных РД-03-94 [1] и соответствующими НД на сварку и проведение дефектоскопического контроля трубопроводов.
5.20 Допускаются местные подрезы в сварных соединениях трубопроводов. При этом глубина подрезов не должна превышать 5% толщины стенки трубы, но не более 0,5 мм, а общая протяженность - 10% длины шва для трубопроводов категории II и 20% длины шва - для трубопроводов категорий III, IV.
5.21 Структура металла по результатам металлографических исследований на репликах (или сколах) или на вырезках не должна иметь аномальных изменений в виде микротрещин, пор и недопустимой графитизации (степень графитизации металла не должна превышать балл 2 согласно шкале графитизации действующих НД).
При обнаружении недопустимого уровня графитизации металла трубопровода для обеспечения возможности его дальнейшей эксплуатации может быть назначено проведение восстановительной термической обработки.
5.22 Механические свойства, определенные при комнатной температуре на образцах из вырезок металла элементов трубопровода, должны удовлетворять следующим требованиям:
- прочностные характеристики металла (временное сопротивление или условный предел текучести) не должны отличаться более чем на 5% в меньшую сторону от значений, регламентированных действующими НД;
- отношение предела текучести к временному сопротивлению не должно превышать 0,65 для углеродистых сталей и 0,75 для легированных сталей перлитного класса;
- минимальное значение ударной вязкости на образцах с круглым надрезом должно быть не менее 30 Дж/см![]() (3,0 кгс·м/см
(3,0 кгс·м/см![]() ), а с острым надрезом - не менее 25 Дж/см
), а с острым надрезом - не менее 25 Дж/см![]() (2,5 кгс·м/см
(2,5 кгс·м/см![]() ).
).
Требования к химическому составу и механическим свойствам металла трубопроводов IV категории (при отсутствии в технической документации сведений о НД или ПТД на изготовление элементов трубопровода) даны в приложении Г (таблицы Г.1 и Г.2).
6 УСТАНОВЛЕНИЕ ВОЗМОЖНОСТИ, СРОКОВ И УСЛОВИЙ ЭКСПЛУАТАЦИИ ТРУБОПРОВОДОВ
6.1 Возможность, сроки и условия дальнейшей эксплуатации трубопроводов следует определять по результатам контроля и поверочных расчетов на прочность.
6.2 Необходимым условием возможности дальнейшей безопасной эксплуатации трубопровода при расчетных или разрешенных параметрах является соответствие элементов трубопровода условиям прочности, установленным РД 10-249-98 [8], а также выполнение обязательных требований раздела 5 настоящей Инструкции.
6.3 При неудовлетворительных результатах поверочного расчета на прочность дальнейшая эксплуатация трубопровода возможна после проведения ремонта (реконструкции) отдельных узлов или участков трубопровода и (или) переналадки его опорно-подвесной системы.
6.4 Если по условиям прочности при статическом нагружении (от внутреннего давления) отдельные элементы или узлы трубопровода из-за утонения стенок от коррозии, эрозии или каких-либо других повреждений, а также из-за снижения механических свойств основного металла или сварных соединений или пониженных запасов прочности не выдерживают расчетное давление и температуру, продление срока эксплуатации возможно после восстановительного ремонта или замены элементов (узлов), не удовлетворяющих условиям прочности, или при установлении дополнительных требований к условиям эксплуатации трубопровода, включая параметры его работы, а также надзор и проверку состояния трубопровода в процессе разрешенного срока эксплуатации.
6.5 Трубопровод считается пригодным к дальнейшей эксплуатации, если по результатам его обследования подтверждается, что состояние основного и наплавленного металла удовлетворяет требованиям [1], настоящей Инструкции и других действующих НД; коррозионный и эрозионный износ, а также изменения в состоянии трассы и геометрических размеров элементов трубопровода обеспечивают нормативные запасы прочности.
При необходимости оценки остаточного ресурса трубопроводов с учетом цикличности нагружения (см. п.4.9.6 настоящей Инструкции) или коррозии металла (см. п.4.9.7), а также для трубопроводов II категории с температурой эксплуатации 390 °С и более допускаемый срок продления эксплуатации трубопровода устанавливается по результатам расчетов на прочность с учетом этих факторов.
6.6 Контролируемый трубопровод может быть допущен к дальнейшей эксплуатации сроком не более чем на 8 лет, а для трубопроводов II категории не более чем на 50 тыс.ч на основании положительных результатов контроля, расчетов на прочность и гидравлических испытаний при соблюдении установленных требований к условиям (регламенту) пуска и эксплуатации трубопровода, а также рекомендаций заключения по итогам обследования.
6.7 По истечении срока службы трубопровода, установленного по результатам первичного обследования (см. п.6.6), следует провести очередной (повторный) контроль трубопровода для определения возможности, условий и сроков его дальнейшей эксплуатации. Программа последующего (повторного) обследования может отличаться от программы первичного обследования трубопровода.
7 ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
7.1 На выполненные при контроле работы составляется первичная документация (акты, заключения, протоколы, формуляры, таблицы, схемы, фотографии), в которой должны быть отражены все обнаруженные отклонения, особенности и дефекты.
На основании первичной документации о результатах контроля и выполненных расчетов на прочность должно быть составлено заключение экспертизы промышленной безопасности.
7.2 Первичная документация, включая формуляры (схемы) с графическим изображением результатов контроля, прилагается к заключению.
7.3 Заключение экспертизы промышленной безопасности по обобщению результатов контроля должно быть составлено по форме в виде технического отчета и включать в себя следующий текстовой материал:
7.3.1 Введение - краткая постановка задачи.
7.3.2 Основные сведения о контролируемом трубопроводе (конструкция, материалы и технология изготовления; условия эксплуатации):
- наименование трубопровода (по функциональному назначению);
- дата окончания монтажа и ввода в эксплуатацию;
- рабочая среда;
- расчетные (проектные) технические характеристики (давление, температура);
- категория и группа трубопровода;
- краткая характеристика конструкции и технологии изготовления;
- основные размеры трубопровода (типоразмеры примененных труб);
- материалы основных элементов трубопровода;
- данные по сварке (выполненной монтажной организацией);
- сведения по термообработке сварных соединений;
- объемы, методы и результаты дефектоскопического контроля при монтаже (и изготовлении);
- сведения об эксплуатации (количество пусков-остановов и гидроиспытаний, данные о наличии циклической составляющей нагружения);
- сведения о реконструкции и ремонте (использованные марки сталей и сварочные материалы; объемы, методы и результаты дефектоскопического контроля).
7.3.3 Результаты анализа технической документации:
- краткая информация о сертификатах качества материалов, используемых при изготовлении (если имеется), ремонте и реконструкции трубопровода с оценкой соответствия действующим НД;
- сводные данные по результатам предыдущих проверок и освидетельствований;
- причины, послужившие основанием для ремонта и реконструкции;
- специфические особенности эксплуатации (если таковые имели место).
7.3.4 Индивидуальная программа контроля.
Указываются конкретные методы, объемы, а также элементы и участки (зоны) контроля. Если контроль проводится по программам, приведенным в приложениях Д-К настоящей Инструкции, данный раздел не приводится.
7.3.5 Результаты обследования (текущего).
Приводятся обобщенные данные обследования трубопровода по различным операциям неразрушающего контроля. Результаты исследования структуры и свойств металла, включая:
- сведения о дефектах, обнаруженных при наружном и внутреннем осмотрах;
- данные о дефектах в сварных соединениях и дефектах в основном металле, обнаруженных методами неразрушающего контроля;
- анализ результатов толщинометрии;
- анализ результатов измерения твердости металла;
- анализ результатов исследования механических свойств металла (если выполнялись), его химического состава и структуры (если таковые производились);
- условия проведения и результаты гидроиспытаний.
7.3.6 Поверочный расчет на прочность.
В необходимых случаях, оговоренных настоящей Инструкцией, проводятся расчеты на прочность в соответствии с требованиями действующих НД.
Расчетом на прочность подтверждается возможность эксплуатации трубопровода, устанавливаются допустимые параметры его эксплуатации, а также определяется временной или (и) циклический ресурс его дальнейшей безопасной работы.
7.3.7 Выводы и рекомендации.
По результатам выполненного обследования формулируются выводы и рекомендации с указанием возможности, условий и сроков дальнейшей эксплуатации трубопровода или объемов его ремонта.
7.4 Заключение прилагается к паспорту трубопровода. Его копия хранится в организации, проводившей работы по контролю и продлению срока службы трубопровода.
Приложение А
КАТЕГОРИИ И ГРУППЫ ТРУБОПРОВОДОВ
|
Категория |
Группа |
Рабочие параметры среды | |
|
|
|
Температура, °С |
Давление, МПа (кгс/см |
|
I |
1 |
Св. 560 |
Не ограничено |
|
|
2 |
Св. 520 до 560 |
То же |
|
|
3 |
Св. 450 до 520 |
" |
|
|
4 |
До 450 |
Более 8,0 (80) |
|
II |
1 |
Св. 350 до 450 |
До 8,0 (80) |
|
|
2 |
До 350 |
Более 4,0 (40) до 8,0 (80) |
|
III |
1 |
Св. 250 до 350 |
До 4,0 (40) |
|
|
2 |
До 250 |
Более 1,6 (16) до 4,0 (40) |
|
V |
|
Св. 115 до 250 |
Более 0,07 (0,7) до 1,6 (16) |
Примечание - Если значения параметров среды находятся в разных категориях, то трубопровод следует отнести к категории, соответствующей максимальному значению параметра среды.
Приложение Б
ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
|
Термин |
Определение |
|
1 Фасонная часть (деталь) |
Деталь или сборочная единица трубопровода или трубной системы, обеспечивающая изменение направления, слияние или деление, расширение или сужение потока рабочей среды |
|
2 Колено |
Фасонная часть, обеспечивающая изменение направления потока рабочей среды на угол от 15 до 180° |
|
3 Гиб |
Колено, изготовленное с применением деформации изгиба трубы |
|
4 Элемент трубопровода |
Сборочная единица трубопровода, предназначенная для выполнения одной из основных функций трубопровода (например, прямолинейный участок, колено, тройник, конусный переход, фланец и др.) |
|
5 Расчетная толщина стенки |
Толщина стенки, теоретически необходимая для обеспечения прочности детали при воздействии внутреннего или наружного давления |
|
6 Номинальная толщина стенки |
Толщина стенки, предназначенная для выбора полуфабриката или заготовки и характеризующая размеры детали в целом, т.е. вне связи с каким- либо конкретным участком детали |
|
7 Допустимая толщина стенки |
Толщина стенки, при которой возможна работа детали на расчетных параметрах в течение установленного срока службы; она является критерием для определения достаточных значений фактической толщины стенки |
|
8 Фактическая толщина стенки |
Толщина стенки, измеренная на определяющем параметры эксплуатации конкретном участке детали при изготовлении или в эксплуатации |
|
9 Рабочее давление в элементе трубопровода |
Максимальное избыточное давление на входе в элемент, определяемое по рабочему давлению трубопровода с учетом сопротивления и гидростатического давления. По значению рабочего давления в элементе трубопровода следует определять область применения материала |
|
10 Условное давление |
Рабочее давление среды в арматуре и деталях трубопроводов, при котором обеспечивается их длительная эксплуатация при 20 °С. |
|
|
ГОСТ 356-80 [2] |
|
11 Пробное давление |
Избыточное давление, при котором должно производиться гидравлическое испытание трубопровода или его фасонной части (детали) на прочность и плотность |
|
12 Расчетная температура среды |
Максимальная температура среды в трубопроводе или его фасонной детали |
|
13 Техническое состояние объекта |
Состояние, которое характеризуется в определенный момент времени, в определенной среде значениями параметров, установленными технической документацией на объект. |
|
|
ГОСТ 20911-89 [3] |
|
14 Индивидуальная программа контроля |
Программа контроля, разрабатываемая применительно к трубопроводу или группе трубопроводов одинаковой конструкции, работающих в одинаковых условиях, учитывающая конкретные условия эксплуатации, повреждения и выполненные ремонт или реконструкцию |
|
15 Предельное состояние |
Состояние объекта, при котором либо его дальнейшая эксплуатация, либо восстановление работоспособного состояния невозможны или нецелесообразны. |
|
|
ГОСТ 20911-89 [3] |
|
16 Наработка |
Интервал времени, в течение которого объект находится в состоянии нормального функционирования. |
|
|
МЭК 60050-191(1990) [4] |
|
17 Срок службы |
Календарная продолжительность эксплуатации объекта до или после ремонта до перехода в предельное состояние |
|
18 Дефект |
Каждое отдельное несоответствие продукции установленным требованиям. |
|
|
ГОСТ 15467-79 [5] |
|
19 Вмятина |
Дефект поверхности, представляющий собой локальное пологое углубление без нарушения сплошности металла элемента, который образовался от ударов. |
|
|
Примечания |
|
|
1 Поверхность углубления гладкая. |
|
|
2 Вмятина может деформировать стенку элемента с прогибом вовнутрь с утонением или без утонения ее. |
|
|
ОСТ 1482-82 [6] |
|
20 Коррозионная язва |
Местное коррозионное разрушение, имеющее вид отдельной раковины. |
|
|
ГОСТ 5272-68 [7] |
Приложение В
СХЕМЫ РАСПОЛОЖЕНИЯ ТОЧЕК
ИЗМЕРЕНИЯ ТОЛЩИНЫ СТЕНКИ В ЭЛЕМЕНТАХ ТРУБОПРОВОДА
|
1. Труба (прямой участок) |
4. Тройники (штампованные и штампо-сварные) и врезки в трубопровод |
|
|
|
|
2. Отвод (гиб) |
5. Заглушка (плоская) |
|
|
|
|
3.Переход |
6. Арматура |
|
|
|
Примечания
1 ![]() - точки контроля со стороны видимой и невидимой поверхности соответственно.
- точки контроля со стороны видимой и невидимой поверхности соответственно.
2 На штампосварных и секторных коленах толщина стенки измеряется также со стороны внутреннего обвода.
3 На переходах с постоянной толщиной стенки допускается проводить контроль в одном центральном сечении (в конусной части) в четырех его точках.
Приложение Г
ТРЕБОВАНИЯ К ХИМИЧЕСКОМУ СОСТАВУ И МЕХАНИЧЕСКИМ СВОЙСТВАМ МЕТАЛЛА ТРУБОПРОВОДОВ IV КАТЕГОРИИ
В таблицах Г.1 и Г.2 даны основные требования к составу и свойствам сталей, используемых при сооружении трубопроводов IV категории. Если производится идентификация марки стали для каких-либо элементов трубопровода, требуется выполнить детальный анализ полученных данных по составу и свойствам исследуемого металла в целях установления его соответствия конкретной марке стали.
Таблица Г.1 - Химический состав стали элементов трубопроводов
|
Класс стали |
Массовая доля элементов, % | |||||
|
|
С |
Mn |
Si |
S |
Р |
Сu |
|
Бесшовные трубы | ||||||
|
Углеродистая |
|
|
|
|
Не более |
|
|
(ст 10, 20) |
0,07-0,24 |
0,35-0,65 |
0,17-0,37 |
0,040 |
0,040 |
0,25 |
|
Низколегированная кремнемарганцовистая |
|
|
|
|
Не более |
|
|
15ГС, 16ГС, 09Г2С |
0,12-0,18* |
0,90-1,30* |
0,40-1,0 |
0,040 |
0,035 |
0,30 |
|
Сварные трубы | ||||||
|
Углеродистая |
|
|
|
|
He более |
|
|
Ст 3сп, ст 10, 20 |
0,07-0,24 |
0,35-0,65 |
0,12-0,37 |
0,045 |
0,040 |
0,30 |
|
Низколегированная кремнемарганцовистая |
|
|
|
|
Не более |
|
|
15ГС, 17ГС |
0,12-0,20 |
0,90-1,30 |
0,40-1,0 |
0,030 |
0,035 |
0,30 |
|
Литые детали | ||||||
|
Углеродистая |
|
|
|
|
Не более |
|
|
15Л, 20Л, 25Л, 30Л, 35Л |
0,12-0,40 |
0,30-0,90 |
0,20-0,42 |
0,050 |
0,050 |
0,30-0,50 |
|
Низколегированная кремнемарганцовистая |
|
|
|
|
Не более |
|
|
20ГСЛ |
0,16-0,22 |
1,0-1,30 |
0,60-0,80 |
0,030 |
0,030 |
0,30 |
________________
* Для стали 09Г2С массовая доля углерода должна составлять 0,12% и менее, марганца - 1,30-1,70%.
Примечания
Предельно допустимые минусовые отклонения химического состава сталей:
- углеродистая: углерод - 0,02%, марганец - 0,03%, кремний - 0,02%;
- низколегированная кремнемарганцовистая: - кремний - 0,1%.
2 Предельно допустимые плюсовые отклонения химического состава сталей:
- углеродистая: углерод - 0,03%, марганец - 0,05%, кремний - 0,03%;
- низколегированная кремнемарганцовистая: углерод - 0,02%, марганец - 0,01%, кремний - 0,05%.
Таблица Г.2 - Механические свойства и показатели технологических испытаний металла элементов трубопроводов (при комнатной температуре)
|
Класс стали |
Механические свойства |
| ||||||||||||
|
|
Предел прочности, МПа |
Условный предел текучести, МПа |
Относительное удлинение, % |
Относительное сужение, % |
Ударная вязкость |
Техноло- гические показатели. | ||||||||
|
Бесшовные трубы | ||||||||||||||
|
Углеродистая |
|
|
|
Не менее |
|
| ||||||||
|
ст 10, 20 |
400-560 |
220-320 |
22,0 |
45,0 |
5,0 |
100° | ||||||||
|
Низколегированная кремнемарганцовистая |
|
|
|
Не менее |
|
| ||||||||
|
15ГС, 16ГС, 09Г2С |
480-580 |
280-420 |
17,0 |
40,0 |
4,0 |
80° | ||||||||
|
Сварные трубы | ||||||||||||||
|
Углеродистая |
|
|
|
Не менее |
|
| ||||||||
|
Ст 3сп, ст 10, 20 |
360-540 |
200-320 |
21,0 |
50,0 |
5,0 |
100° | ||||||||
|
Низколегированная кремнемарганцовистая |
|
|
|
Не менее |
|
| ||||||||
|
15ГС, 17ГС |
480-580 |
260-420 |
17,0 |
40,0 |
3,5 |
80° | ||||||||
|
Литые детали | ||||||||||||||
|
Углеродистая |
|
|
|
Не менее |
|
| ||||||||
|
15Л, 20Л, 25Л, 30Л, 35Л |
370-600 |
190-390 |
19,0 |
35,0 |
4,0 |
- | ||||||||
|
Низколегированная кремнемарганцовистая |
|
|
|
Не менее |
|
| ||||||||
|
20ГСЛ |
470-590 |
240-340 |
15,0 |
30,0 |
3,0 |
- | ||||||||
Приложение Д
ПРОГРАММА
КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДОВ
II КАТЕГОРИИ ГРУППЫ 1
(главных паропроводов установок среднего давления, растопочных паропроводов, паропроводов отборов турбин, выхлопных труб предохранительных клапанов РОУ)
Д.1 Цель контроля
Контроль проводится с целью:
- установления возможности дальнейшей безопасной эксплуатации трубопровода и выдачи (в случае необходимости) рекомендаций по его ремонту или (и) наладке;
- определения сроков и условий дальнейшей эксплуатации трубопровода.
Работы по контролю проводятся на холодных (неработающих) трубопроводах с соблюдением правил безопасности. Перед остановкой трубопровода и выводом его для контроля производится предварительный осмотр в рабочем состоянии. Для выполнения визуального контроля и измерений, контроля толщины стенки и твердости металла обследуемых элементов трубопровода, а также проведения дефектоскопического контроля сварных соединений необходимо удалить изоляционное покрытие трубопровода в местах контроля и измерений.
Д.2 Анализ технической документации
Д.2.1 Ознакомление с эксплуатационно-технической документацией на трубопровод (паспортом, монтажно-сборочным чертежом трубопровода), сбор информации о режимах работы трубопровода и о дефектах металла и опорно-подвесной системы, выявленных в процессе эксплуатации, а также составление перечня аварий, имевших место на трубопроводе, и перечня арматуры, установленной на трубопроводе.
Д.2.2 Анализ конструктивных особенностей трубопроводной системы и имеющейся информации по материалам и технологии изготовления деталей трубопровода и его монтажа (свидетельств об изготовлении элементов и о монтаже трубопровода, формуляров наладки опорно-подвесной системы).
При анализе конструкции трубопровода необходимо обратить внимание на:
- основные размеры и материалы изготовления труб и фасонных элементов;
- способ изготовления примененных криволинейных элементов (гнутые, крутоизогнутые, штампованные, штампосварные и пр.);
- способ изготовления тройниковых ответвлений (сварка, штамповка, вытяжка горловины);
- способ изготовления корпусов арматуры с ![]() мм (литые, штампосварные и др.);
мм (литые, штампосварные и др.);
- тип примененных опор (неподвижные и скользящие) и подвесок (жесткие, пружинные), места их размещения и способ закрепления на трубах - приварные или хомутовые;
- наличие необходимых дренажных ответвлений и воздушников;
- наличие и конструкцию предохранительных устройств на РОУ (для трубопроводов, присоединенных к РОУ со стороны низкого давления);
- наличие и тип компенсаторов тепловых перемещений.
Д.2.3 Анализ условий эксплуатации: фактических параметров среды и длительности работы на них, числа пусков из холодного состояния на момент обследования. Особому анализу подвергаются ситуации, когда различные участки трубопровода монтировались и пускались в эксплуатацию в разное время, или когда в различное время производилась частичная замена элементов.
Д.3 Визуальный и измерительный контроль
Д.3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии. Предварительный осмотр работающего трубопровода производится для оценки общего состояния трубопроводной системы. Следует убедиться в отсутствии дефектов трассы (провисаний, прогибов, уводов линий и др.) и опорно-подвесной системы (разрушений опор и пружин, обрыва подвесок и т.д.), проверить состояние указателей тепловых перемещений и исправность дренажных устройств.
Д.3.2 Наружный осмотр трубопровода в холодном (нерабочем) состоянии.
Д.3.2.1 Проверка состояния изоляции и ее внешнего кожуха.
Д.З.2.2 Проверка соответствия трассировки трубопровода монтажно-сборочному чертежу, измерение отсутствующих геометрических размеров трассы. На схеме трубопровода должны быть указаны сварные швы, дренажные устройства, воздушники, опоры и подвески и выполнена их привязка к геометрии трассы. Расположение сварных швов в труднодоступных местах (местах, требующих для доступа возведения специальных лесов, помостов и т.п.) указывается ориентировочно с учетом строительной длины прямых труб и наличия фасонных элементов.
Д.3.2.3 Установление наличия и соответствия типов опор и подвесок трубопровода монтажно-сборочному чертежу (схеме), а также проверка их исправности (качество сварных швов конструкций опор скольжения и неподвижных опор, отсутствие обрывов тяг и разрушения пружин подвесок и т.д.).
На схеме должны быть указаны все опоры и подвески, количество параллельных цепей пружинных подвесок, а также расстояния между опорами и подвесками.
Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций своей конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Следует убедиться, что подушки опор не смещаются за пределы площадок ни в рабочем, ни в холодном состоянии трубопровода и не перекашиваются. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35% толщины стенки. Разъемные соединения конструкций опор должны быть затянуты и не иметь видимых повреждений крепежа и резьбы. Неподвижные опоры трубопровода не должны иметь видимых повреждений, в том числе в сварных швах приварки к элементам строительных конструкций или каркасов.
Д.3.2.4 Измерения высоты пружины (в нерабочем состоянии трубопровода), наружного диаметра пружины и диаметра прутка, из которого изготовлена пружина, для пружинных подвесок при необходимости выполнения поверочных расчетов на прочность трубопровода с учетом всех нагружающих факторов. Высота пружины измеряется с помощью металлической линейки с точностью до 1 мм, диаметр пружины и прутка - с помощью штангенциркуля. Внешним осмотром необходимо убедиться в отсутствии посадки витков (в полном выборе хода пружины) и выпучивания (потери устойчивости) пружины.
Д.3.2.5 Проверка уклонов трубопроводной линии с помощью гидроуровня (уровня) в части выполнения требований РД-03-94 [1] в случае наличия аварий на контролируемом трубопроводе, обусловленных гидроударами.
Д.3.2.6 Проверка отсутствия защемлений трубопровода при проходах через стенки, площадки, вблизи колонн и ферм каркасов.
Д.3.2.7 Проверка наличия и исправности дренажных устройств и воздушников (проводится при гидроиспытаниях).
Д.3.2.8 Проверка состояния арматуры: комплектности крепежных деталей (шпилек, болтов, гаек) фланцевых соединений, крышки и уплотнений шпинделя; отсутствия следов коррозии и подтекания конденсата.
Д.3.2.9 Оформление результатов внешнего осмотра трубопровода актом, в котором должны быть отражены все указанные выше пункты.
Д.3.3 Визуальный контроль металла трубопровода и проведение измерений:
Д.3.3.1 Визуальный контроль наружной поверхности трубопровода. Его следует проводить в доступных местах, контролируемые участки и элементы трубопровода предварительно освобождаются от обшивки (кожухов) и изоляции.
В число контролируемых в первую очередь требуется включать элементы (диаметром 76 мм и более), расположенные первыми по ходу движения пара, а также в пределах байпасных или тупиковых линий и вблизи неподвижных опор.
Д.3.3.2 Визуальный контроль (ВК) элементов и участков трубопровода со стороны наружной поверхности. Контроль проводится в следующем объеме:
- криволинейные элементы (гибы, отводы) - не менее 40% каждого типоразмера, начиная с диаметра 108 мм и не менее 20% для каждого типоразмера 76 мм![]() 108 мм, но не менее одного гиба;
108 мм, но не менее одного гиба;
- тройники и врезки в трубопровод - не менее 50%, начиная с типоразмеров с наружным диаметром штуцера 76 мм и более;
- фланцы (без демонтажа разъема) - 100% в доступных местах;
- переходы - не менее 50%, начиная с наружного диаметра 76 мм и более;
- арматура - все корпуса арматуры с ![]() 150 мм и более;
150 мм и более;
- заглушки (донышки) - 100% для элементов с наружным диаметром 76 мм и более;
- линзовые компенсаторы - 100% в доступных местах;
- резьбовые соединения на дренажах - не менее 50%, начиная с диаметра 76 мм и более;
- прямые участки - участки длиной 500 мм и более, примыкающие к подвергаемым ВК элементам: коленам, тройникам (врезкам), фланцам, арматуре, переходам, линзовым компенсаторам, донышкам, а также в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор;
- сварные соединения - стыковые и угловые соединения труб с подлежащими ВК элементами трубопровода и в пределах этих элементов (см. выше), а также сварные соединения, ближайшие к неподвижным опорам.
При наличии в составе трубопровода штампосварных колен и крутоизогнутых отводов с наружным диаметром 76 мм и более они подлежат ВК в объеме не менее 50% их количества. В штампосварных коленах повышенное внимание следует уделить продольным швам.
Равнопроходные тройники и близкие к ним ![]() с диаметром штуцера
с диаметром штуцера ![]() мм проверяются в полном объеме.
мм проверяются в полном объеме.
При наличии в составе трубопровода переходов с продольными сварными швами они контролируются в объеме 100%.
Разнородные сварные соединения контролируются в объеме 100%.
Д.3.3.3 Визуальный контроль внутренней поверхности участка или элемента трубопровода (не менее чем в одном месте). Контроль проводится через демонтированный фланцевый разъем или через открытый к доступу край трубы после ее разрезки.
Д.3.3.4 На поверхности контролируемых элементов трубопровода, включая сварные соединения, не допускаются следующие дефекты:
- коррозионные повреждения, в том числе язвы глубиной более 2 мм и протяженностью более 20 мм;
- дефекты основного металла: в виде выходящих на поверхность расслоений, раковин глубиной более 2 мм, вмятин, превышающих по своим размерам допуски, установленные в п.5.13 настоящей Инструкции, а также другие дефекты и отклонения, выходящие за пределы требований РД-03-94 [1], технических условий на изготовление и другой нормативной и проектной документации;
- трещины всех видов и направлений;
- дефекты в сварных швах, недопустимые согласно требованиям РД-03-94 [1] и других НД, а также раздела 5 настоящей Инструкции.
Д.3.4 Измерения радиуса гибов (в количестве не менее 1 гиба на каждый типоразмер) при отсутствии в технической документации на трубопровод сведений о радиусе гибов. Если в составе трубопровода имеются крутоизогнутые гибы, то следует измерить также радиус на одном из таких отводов по каждому типоразмеру.
Д.3.5* Измерение овальности гибов - 5% числа труб каждого типоразмера с наружным диаметром 76 мм и более, но не менее двух гибов. Выполняется с помощью измерительных приборов (мерная скоба или кронциркуль) с точностью до 0,5 мм.
___________________
* К штампованным, литым и штампосварным коленам не относится.
Д.4 Дефектоскопия сварных соединений
Д.4.1 Контроль методом УЗК или РГК в соответствии с требованиями соответствующих стандартов и других НД.
Д.4.2 Контроль сварных соединений трубопроводов с наружным диаметром 76 мм и более, проводимый в следующем объеме:
- стыковые соединения "труба с трубой" - 10% общего количества стыков труб по каждому типоразмеру, но не менее трех. Если сварных соединений какого-либо типоразмера менее 10, следует контролировать два из них;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 25% общего количества, но не менее пяти. Если указанных соединений менее 10, допускается контролировать три из них;
- при наличии линзовых компенсаторов контролируются сварные швы не менее чем на одном из них.
Д.4.3 При наличии штампосварных колен контроль их продольных сварных швов на 50% общего количества колен.
Д.4.4 Контроль разнородных сварных соединений (при их наличии) в объеме 100%.
Д.4.5 Контроль продольных швов сварных переходов (при их наличии) в объеме 100%.
Д.4.6 Для трубопроводов диаметром 133 мм и более, работающих при температуре выше 400 °С, контроль методом УЗК или РГК, который должен быть дополнен контролем методом МПД, или ЦД, или травлением (или вихретоковым) применительно к угловым соединениям и стыковым соединениям труб с литыми, коваными и штампованными деталями в объеме, указанном в п.Д.4.2.
Д.4.7 Контроль угловых сварных соединений, выполненных с конструктивным непроваром, методом МПД или ЦД, или травлением (или вихретоковым) в сочетании с измерительным контролем размеров и формы шва.
Д.4.8 При отбраковке хотя бы одного стыка в контролируемой группе соединений объем контроля для данного вида сварных соединений увеличивается вдвое. При повторном обнаружении недопустимых дефектов контроль соединений данного вида расширяется до 100%.
Д.4.9 Оценка качества сварных соединений по результатам их дефектоскопии выполняется в соответствии с требованиями РД-03-94 [1] и других НД.
Д.5 Дефектоскопия основного металла элементов трубопроводов
Д.5.1 При выявлении в процессе ВК сомнительных участков и зон в элементах трубопроводов контроль данных участков (зон) методом МПД или ЦД, или травления, или ТВК с целью обнаружения поверхностных и подповерхностных трещин и (или) других недопустимых дефектов.
Д.5.2 Обязательный контроль методом МПД или ЦД, или травления мест выборок дефектов (трещин), а также мест ремонтных заварок с примыкающей зоной основного металла шириной не менее 30 мм.
Д.5.3 Контроль методами МПД и УЗК гибов трубопроводов с наружным диаметром 76 мм и более в количестве 10% каждого типоразмера, но не менее двух гибов.
При обнаружении недопустимых дефектов хотя бы в одном из гибов объем контроля гибов данного типоразмера удваивается. При повторном обнаружении недопустимых дефектов контроль гибов данного типоразмера расширяется до 100%.
Если количество забракованных гибов превышает 5, то контроль методами МПД и УЗК проводится на всех гибах трубопровода с наружным диаметром 76 мм и более.
Объем контроля гибов может быть скорректирован на основании результатов расчетов на прочность.
Д.5.4 Контроль методами МПД или ЦД, или травления (или ТВК) наружной поверхности радиусных переходов корпусов арматуры с ![]() мм в количестве одной единицы арматуры каждого типоразмера. Контроль ведется на участках поверхности, составляющих не менее 50% всей площади радиусных переходов проверяемого корпуса.
мм в количестве одной единицы арматуры каждого типоразмера. Контроль ведется на участках поверхности, составляющих не менее 50% всей площади радиусных переходов проверяемого корпуса.
Д.6 Контроль толщины стенки
Д.6.1 Контроль толщины стенки элементов трубопроводов, который рекомендуется выполнять ультразвуковыми толщиномерами.
Д.6.2 Контролю подлежат элементы и участки трубопровода с наружным диаметром 76 мм и более или ![]() мм.
мм.
Д.6.3 Контроль проводится в следующем объеме:
- колена (гибы) - 25% каждого типоразмера с диаметром 108 мм и более и 15%, но не менее одного колена, каждого из остальных типоразмеров; при наличии крутоизогнутых отводов и штампосварных колен они должны контролироваться в объеме не менее 30%;
- тройники (штампованные, сварные) и врезки в трубопровод - 50% для равнопроходных и близких к ним тройников и 30% для остальных тройников при диаметре штуцера 133 мм и более; для прочих тройников - 20%;
- переходы - 30% при наибольшем наружном диаметре 133 мм и более и 20% - остальных, при наличии сварных (лепестковых) переходов они контролируются в объеме 100%;
- корпуса арматуры (штампованные и штампосварные) - 20% корпусов арматуры, но не менее одной единицы по каждому типоразмеру начиная с ![]() мм;
мм;
- плоские заглушки (донышки) - 50% на элементах с диаметром более 108 мм и 25%, но не менее одной, на остальных элементах;
- линзовые компенсаторы - 50% общего их числа;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений на каждые 100 м длины для паропроводов в пределах зданий, но не менее двух контрольных сечений на линию каждого типоразмера;
- пяти контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытой местности.
Д.6.4 При выявлении участков с коррозионными повреждениями металла толщина стенки контролируется в точках максимальной глубины коррозии.
Д.6.5 Порядок размещения точек контроля толщины стенки в пределах элементов трубопроводов должен соответствовать п.4.6.4 настоящей Инструкции (см. схему в приложении В настоящей Инструкции).
Д.7 Исследования структуры и свойств металла
Д.7.1 Контроль твердости на элементах с наружным диаметром 133 мм и более и толщиной стенки 10 мм и более в трех точках линий трубопровода каждого типоразмера. Одна из контрольных точек должна располагаться на гибе, вторая - вблизи сварного соединения (в зоне термовлияния сварки), а третья - в зоне врезки или на тройнике.
Д.7.2 Исследования структуры металла околошовных зон стыковых сварных соединений трубопроводов методом реплик или на сколах (контроль на графитизацию). В необходимых случаях выполняется анализ структуры металла гибов методом реплик.
Контроль металла трубопровода на выявление графитизации проводится в объеме: одного сварного стыка по каждому типоразмеру с диаметром 133 мм и более, но не менее трех стыков на весь паропровод.
На растопочных и сбросных трубопроводах контроль металла на графитизацию проводится в объеме одного стыка на весь трубопровод.
Отбор скола на анализ производится с трубных элементов с толщиной стенки не менее 10 мм; центральная ось скола должна находиться в зоне термовлияния сварки, т.е. на расстоянии 2-4 мм от линии сплавления в сторону основного металла. Аналогичным образом должна располагаться площадка под металлографический анализ методом реплик. Скол выполняется слесарным зубилом или крейцмесселем. Максимальные размеры выемки от скола не должны превышать 10х20 мм по поверхности трубы и 2,5 мм в глубину.
Если твердость металла трубопровода превышает 170 НВ, выемки от отбора проб сколом должны быть зашлифованы с плавным скруглением краев.
Д.7.3 Анализ структуры металла поверхности гибов методом реплик проводится в случаях, если:
- по результатам контроля, в том числе методом МПД или ЦД, на поверхности гибов обнаружены недопустимые дефекты эксплуатационного происхождения;
- по результатам анализа структуры металла на сколах (или репликах) в зонах стыковых сварных соединений выявлена графитизация баллом 2 и выше по шкале графитизации действующих НД;
- по результатам расчетов на прочность наработка гибов достигла или превысила их расчетный ресурс;
- овальность гибов, работающих при температуре более 390 °С, составляет менее 0,5%.
Исследования металла методом реплик проводятся не менее чем на одном из гибов каждого из типоразмеров. На гибе должны быть две контрольные площадки: одна - в центральной части гиба на растянутой зоне, вторая - вблизи (в зоне термовлияния) стыкового сварного соединения.
Д.7.4 Исследования состава, структуры и свойств металла на вырезке сварного стыка для паропроводов с рабочей температурой 390 °С и более. Из трубопровода должно быть сделано не менее одной вырезки. Следует вырезать один из первых по ходу пара стыков основного типоразмера трубопровода. Если по результатам предварительного расчета трубопровода на прочность и ресурс окажется, что какая-либо линия (участок) неосновного типоразмера имеет наименьший ресурс (наименьший коэффициент запаса прочности), то вырезку металла для исследования необходимо произвести также из данной линии (участка).
Применительно к растопочным и сбросным трубопроводам исследования структуры и свойств металла на вырезке сварного стыка проводятся только в случае обнаружения по данным анализа на сколе или реплике (см. п.Д.7.2) графитизации баллом 2 и выше по шкале графитизации действующих НД.
Рекомендуется вырезка сварного стыка между прямой трубой и гибом трубопровода, включая примыкающие к сварному шву участки трубы и гиба. Вырезку разрешается производить огневым способом с последующим удалением механическим способом слоя металла от кромки реза шириной не менее 25 мм. Вырезанная проба ("катушка") должна содержать посредине сварной шов, а примыкающие к нему с обеих сторон участки основного металла должны иметь ширину не менее 100 мм (после механической обработки).
Конкретный объем исследования определяет выполняющая продление срока службы организация. В обязательном порядке определяются механические свойства основного металла и сварного соединения при комнатной и рабочей температурах, а также исследуется структура для выявления графитизации в зоне термического влияния сварки.
Д.8 Гидравлические испытания трубопровода проводятся согласно разделу 4.8 настоящей Инструкции.
Д.9 Анализ результатов контроля трубопровода и поверочные расчеты на прочность выполняются согласно разделу 4.9 настоящей Инструкции.
Для трубопроводов с рабочей температурой 390 °С и более поверочные расчеты на прочность прямых труб и криволинейных элементов (отводов), выполненные по РД 10-249-98 [8], от действия внутреннего давления являются обязательными. Если при этом планируемая наработка трубопровода на конец срока продления превышает 300 тыс.ч, указанный поверочный расчет на прочность должен быть выполнен экспертной организацией в установленном порядке. Для растопочных и сбросных трубопроводов в обязательном порядке производится оценка циклической долговечности гибов.
Приложение Е
ПРОГРАММА
КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДОВ II КАТЕГОРИИ ГРУППЫ 2
(трубопроводов питательной воды установок среднего давления, паропроводов холодного промперегрева и др.)
E.1 Цель контроля
Контроль трубопроводов проводится с целью:
- установления возможности дальнейшей безопасной эксплуатации трубопровода и выдачи (в случае необходимости) рекомендаций по его ремонту или (и) наладке;
- определения сроков и условий дальнейшей эксплуатации трубопровода.
Работы по контролю проводятся на холодных (неработающих) трубопроводах с соблюдением правил безопасности. Перед остановкой трубопровода и выводом его для контроля проводится предварительный осмотр в рабочем (горячем) состоянии. Для выполнения визуального и измерительного контроля, определения твердости металла обследуемых элементов трубопровода, а также проведения дефектоскопического контроля необходимо удалить в местах контроля и измерений изоляционное покрытие трубопровода. Теплоизоляционное покрытие следует удалить также в местах интенсивного намокания или (и) подтопления трубопровода.
Для проведения внутреннего осмотра трубопровода следует предусмотреть демонтаж одного из разъемных соединений или наметить участок (линию), где будет произведена разрезка трубопровода для внутреннего его осмотра с последующим восстановлением (сваркой) нарушенного участка.
Е.2 Анализ технической документации
Е.2.1 Ознакомление с эксплуатационно-технической документацией на трубопровод (паспортом, схемой, монтажно-сборочным чертежом трубопровода, формулярами, результатами предшествующих проверок и контроля, протоколами ремонта и т.д.), сбор информации о режимах работы трубопровода и о дефектах металла и опорно-подвесной системы, выявленных в процессе эксплуатации, анализ характера повреждений, имевших место на трубопроводе, а также составление перечня арматуры, установленной на трубопроводе.
Е.2.2 Анализ конструктивных особенностей трубопроводной системы и имеющейся информации по материалам и технологии изготовления деталей трубопровода и его монтажа (свидетельств об изготовлении элементов и о монтаже трубопровода, формуляров наладки опорно-подвесной системы при их наличии и др.).
При анализе конструкции трубопровода необходимо обратить внимание на:
- основные размеры и материалы изготовления труб и фасонных деталей;
- наличие на питательном трубопроводе подогревателей питательной воды (ПВД);
- способ изготовления примененных криволинейных элементов (гнутые, крутоизогнутые, литые, штампованные, штампосварные и пр.);
- способ изготовления тройниковых ответвлений (сварка, штамповка, вытяжка горловины);
- тип примененных опор (неподвижные, скользящие) и подвесок (жесткие, пружинные и др.), места их размещения и способ закрепления на трубах - приварные или хомутовые;
- наличие необходимых дренажных ответвлений и воздушников;
- наличие и тип компенсаторов тепловых перемещений.
Е.2.3 Анализ условий эксплуатации: фактических параметров среды и длительности работы на них, числа пусков на момент обследования; периодичности (средней) и продолжительности отключения ПВД.
Е.3 Визуальный и измерительный контроль
Е.3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии. Предварительный осмотр работающего трубопровода производится для оценки общего состояния трубопроводной системы. Следует убедиться в отсутствии дефектов трассы (провисаний, прогибов, уводов линий и др.) и опорно-подвесной системы (разрушения опор и пружин, обрыва подвесок и т.д.), проверить исправность дренажей и убедиться в отсутствии защемлений в местах прохода трубопровода через стенки, площадки и вблизи строительных конструкций.
Е.3.2 Наружный осмотр трубопровода в холодном (нерабочем) состоянии:
Е.3.2.1 Проверка состояния изоляции и ее внешнего кожуха. При обнаружении признаков намокания изоляции данные участки должны быть освобождены от теплоизоляции и подвергнуты визуальному контролю. По результатам этого контроля принимается решение о необходимости дополнительной дефектоскопической проверки поверхности металла или (и) контроля толщины стенки. Необходимо предусмотреть технические мероприятия, предотвращающие намокание участков трубопровода при его последующей эксплуатации.
Е.3.2.2 Проверка соответствия трассировки трубопровода монтажно-сборочному чертежу, измерение отсутствующих геометрических размеров трассы. На схеме трубопровода должны быть указаны сварные швы, дренажные устройства, воздушники, опоры и подвески и выполнена их привязка к геометрии трассы. Расположение сварных швов в труднодоступных местах (местах, требующих для доступа возведения специальных лесов, помостов и т.п.) указывается ориентировочно с учетом строительной длины прямых труб и наличия фасонных элементов.
Е.3.2.3 Установление наличия и соответствия типов опор и подвесок трубопровода монтажно-сборочному чертежу, а также проверка их исправности (качества сварных швов конструкций опор скольжения и неподвижных опор, отсутствия обрывов тяг и разрушения пружин подвесок и т.д.).
На схеме должны быть указаны все имеющиеся в наличии опоры и подвески, количество параллельных цепей пружинных подвесок, а также расстояния между опорами и подвесками.
Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций своей конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Следует убедиться, что подушки опор не смещаются за пределы площадок ни в рабочем, ни в холодном состоянии трубопровода и не перекашиваются. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35% толщины стенки. Разъемные соединения конструкций опор должны быть затянуты и не иметь видимых повреждений крепежа и резьбы. Неподвижные опоры трубопровода также не должны иметь видимых повреждений, в том числе в сварных швах приварки к элементам строительных конструкций или каркасов.
Е.3.2.4 Измерения высоты пружины (в нерабочем состоянии трубопровода), наружного диаметра пружины и диаметра прутка, из которого изготовлена пружина, для пружинных подвесок при необходимости выполнения поверочных расчетов на прочность трубопровода с учетом всех нагружающих факторов. Высота пружины измеряется с помощью металлической линейки с точностью до 1 мм, диаметр пружины и прутка - с помощью штангенциркуля. Внешним осмотром необходимо убедиться в отсутствии посадки витков (в полном выборе хода пружины) и выпучивания (потери устойчивости) пружины.
Е.3.2.5 Проверка уклонов трубопроводной линии с помощью гидроуровня (уровня) в части выполнения требований РД-03-94 [1] в случае, если на трубопроводе имели место аварии, обусловленные гидроударами.
Е.3.2.6 Проверка отсутствия защемлений трубопровода при проходах через стенки, площадки, вблизи колонн и ферм каркасов.
Е.3.2.7 Проверка наличия и исправности дренажных устройств и воздушников (проводится при гидроиспытаниях).
Е.3.2.8 Проверка состояния арматуры: комплектность крепежных деталей (шпилек, болтов, гаек) фланцевых соединений, крышки и уплотнений шпинделя, отсутствие следов коррозии и подтекания конденсата.
Е.3.2.9 Оформление результатов внешнего осмотра трубопровода актом, в котором должны быть отражены все указанные выше пункты.
Е.3.3 Визуальный контроль металла трубопровода и проведение измерений:
Е.3.3.1 Визуальный контроль наружной поверхности трубопровода. Его рекомендуется проводить в доступных местах, контролируемые участки и элементы трубопровода предварительно освобождаются от обшивки (кожухов) и изоляции.
В число контролируемых в первую очередь требуется включать элементы (диаметром 76 мм и более), расположенные за регулирующей и дросселирующей арматурой, в пределах байпасных линий или на тупиковых участках, а также вблизи неподвижных опор. В обязательном порядке контролируются участки на обводных линиях ПВД и на байпасах РПК питательных трубопроводов, а также на перемычках и отводах к предохранительным клапанам трубопроводов холодного промперегрева.
Е.3.3.2 Визуальный контроль наружной поверхности элементов и участков трубопровода. Контроль проводится в следующем объеме:
- криволинейные элементы (гибы, отводы) - не менее 40% каждого типоразмера диаметром 108 мм и более и не менее 20% для каждого типоразмера 76 мм![]() 108 мм, но не менее одного гиба;
108 мм, но не менее одного гиба;
- тройники и врезки в трубопровод - не менее 50%, начиная с типоразмеров с наружным диаметром штуцера более 108 мм, остальные - не менее 25%;
- фланцы (без демонтажа разъема) - 100% в доступных местах;
- переходы - не менее 50%, начиная с наружного диаметра 76 мм и более;
- арматура - все корпуса арматуры с ![]() 150 мм и более;
150 мм и более;
- заглушки (донышки) - 100% для элементов с наружным диаметром 108 мм и более и не менее 30% остальных;
- линзовые или (и) сальниковые компенсаторы - 100% в доступных местах;
- резьбовые соединения на дренажах - не менее 50%, начиная с диаметра 76 мм и более;
- прямые участки - участки длиной 500 мм и более, примыкающие к подвергаемым ВК элементам: коленам, тройникам (врезкам), фланцам, арматуре, предохранительным клапанам, переходам, компенсаторам, донышкам, а также в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор;
- сварные соединения - стыковые и угловые соединения труб с подлежащими ВК элементами трубопровода и в пределах этих элементов (см. выше), а также сварные соединения, ближайшие к неподвижным опорам.
При наличии в составе трубопровода секторных или штампосварных колен, а также крутоизогнутых отводов с наружным диаметром 76 мм и более они подлежат ВК в объеме не менее 50% их количества. В секторных и штампосварных коленах повышенное внимание следует уделить сварным швам.
Равнопроходные тройники и близкие к ним ![]() проверяются в объеме не менее 50% по каждому типоразмеру.
проверяются в объеме не менее 50% по каждому типоразмеру.
При наличии в составе трубопровода переходов с продольными сварными швами они контролируются в объеме 100%.
Разнородные сварные соединения контролируются в объеме 100%.
Е.3.3.3 Визуальный контроль внутренней поверхности участка или элемента трубопровода (не менее чем в одном месте). Контроль проводится через демонтированный фланцевый разъем или через открытый к доступу край трубы после ее разрезки. Жесткость трубопровода в месте его разрезки должна допускать разводку освобожденных концов трубопровода в осевом или поперечном направлении для беспрепятственного осмотра внутренней поверхности металла. При разрезке трубопровода внутренний осмотр его производится в двух направлениях.
Е.3.3.4 На поверхности контролируемых элементов трубопровода, включая сварные соединения, не допускаются следующие дефекты:
- коррозионные повреждения, в том числе язвы глубиной более 2 мм и протяженностью более 20 мм;
- основного металла: в виде выходящих на поверхность расслоений, раковин глубиной более 2 мм, вмятин, превышающих по своим размерам допуски, установленные в п.5.13 настоящей Инструкции, а также другие дефекты и отклонения, выходящие за пределы требований РД-03-94 [1], технических условий на изготовление и другой нормативной и проектной документации;
- трещины всех видов и направлений;
- смещения кромок сварных соединений, а также гофры и другие дефекты криволинейных элементов, выходящие за рамки требований [1] и раздела 5 настоящей Инструкции;
- дефекты в сварных швах, недопустимые согласно требованиям [1] и других соответствующих НД, а также раздела 5 настоящей Инструкции.
Е.3.4 Измерения радиуса гибов (в количестве не менее одного гиба на каждый типоразмер) при отсутствии в технической документации на трубопровод сведений о радиусе гибов. Если в составе трубопровода имеются крутоизогнутые гибы, то следует измерить также радиус на одном из таких отводов по каждому типоразмеру.
Е.3.5* Измерение овальности гибов - 5% числа труб каждого типоразмера с наружным диаметром 76 мм и более, но не менее двух гибов. Выполняется с помощью измерительных приборов (мерная скоба или кронциркуль) с точностью до 0,5 мм.
________________
* К штампованным, литым и секторным коленам не относится.
Е.4 Дефектоскопия сварных соединений
Е.4.1 Контроль методом УЗК или РГК в соответствии с требованиями соответствующих стандартов и других НД.
Е.4.2 Контроль сварных соединений трубопроводов с наружным диаметром 76 мм и более, проводимый в следующем объеме:
- стыковые соединения "труба с трубой" - 10% общего количества стыков труб по каждому типоразмеру, но не менее трех;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 25% общего количества, но не менее пяти. Если указанных соединений менее 10, допускается контролировать три из них;
- при наличии линзовых компенсаторов контролируются сварные швы не менее чем на одном из них.
Если стыковых соединений "труба с трубой" какого-либо типоразмера менее 10, допускается контролировать два таких соединения. Обязательному контролю подлежат сварные соединения, ближайшие к неподвижным опорам.
Е.4.3 При наличии штампосварных колен контроль их продольных сварных швов на 50% общего количества колен.
Е.4.4 Контроль разнородных сварных соединений (при их наличии) в объеме 100%.
Е.4.5 Контроль продольных швов сварных переходов (при их наличии) в объеме 100%.
Е.4.6 Допускается не контролировать сварные швы коллекторов питательных трубопроводов электростанций с поперечными связями при условии отсутствия недопустимых дефектов в проконтролированных сварных швах (по пп.Е.4.2-Е.4.5) прочих участков трубопровода.
Е.4.7 Угловые сварные соединения, выполненные с конструктивным непроваром, допускается контролировать методом МПД или ЦД, или травления (или ТВК) в сочетании с измерительным контролем размеров и формы шва.
Е.4.8 При отбраковке хотя бы одного стыка в контролируемой группе соединений объем контроля для данного вида сварных соединений увеличивается вдвое, при повторном обнаружении недопустимых дефектов - до 100%.
Е.4.9 Оценка качества сварных соединений по результатам их дефектоскопии выполняется в соответствии с требованиями РД-03-94 [1] и других НД.
Е.5 Дефектоскопия основного металла элементов трубопроводов
Е.5.1 При выявлении в процессе ВК сомнительных участков и зон в элементах трубопроводов контроль данных участков (зон) методом МПД или ЦД, или травления, или ТВК в целях обнаружения поверхностных и подповерхностных трещин и (или) других недопустимых дефектов.
Е.5.2 Обязательный контроль методом МПД или ЦД, или травления мест выборок дефектов (трещин), а также мест ремонтных заварок с примыкающей зоной основного металла шириной не менее 30 мм.
Е.5.3 Контроль методами МПД и УЗК согласно действующим НД гибов трубопроводов с наружным диаметром 76 мм и более в количестве 10% каждого типоразмера, но не менее трех гибов.
В контролируемую группу обязательно включаются гибы обводных линий ПВД и байпасов регулирующей арматуры питательных трубопроводов, а также гибы отводов на предохранительные клапаны трубопроводов холодного промперегрева.
Допускается не контролировать гибы коллекторов питательных трубопроводов электростанций с поперечными связями, если по результатам контроля гибов (УЗК и МПД) на прочих участках трубопровода не обнаружено недопустимых дефектов.
Е.5.4 При обнаружении недопустимых дефектов хотя бы в одном из гибов объем контроля гибов данного типоразмера увеличивается вдвое, при повторном обнаружении недопустимых дефектов - до 100%.
Если количество забракованных гибов превышает 5, то контроль методами МПД и УЗК проводится на всех гибах трубопровода с наружным диаметром 76 мм и более.
Е.5.5 Объем контроля гибов может быть скорректирован на основании результатов расчетов на прочность.
Е.6 Контроль толщины стенки
Е.6.1 Контроль толщины стенки элементов трубопроводов, который рекомендуется выполнять ультразвуковыми толщиномерами.
Е.6.2 Контролю подлежат элементы и участки трубопровода с наружным диаметром 76 мм и более или ![]() мм.
мм.
Е.6.3 Контроль проводится в следующем объеме:
- колена (гибы) - 25% каждого типоразмера с диаметром 108 мм и более и 10%, но не менее одного колена, каждого из остальных типоразмеров; при наличии крутоизогнутых отводов и штампосварных или секторных колен они должны контролироваться в объеме не менее 30%;
- тройники (штампованные, сварные) и врезки в трубопровод - 50% для равнопроходных и близких к ним тройников и 25% для остальных тройников при диаметре штуцера 133 мм и более; для прочих тройников - 10%;
- переходы - 30% при наибольшем наружном диаметре 133 мм и более и 15% - остальных, при наличии сварных (лепестковых) переходов они контролируются в объеме 100%;
- корпуса арматуры (штампованные и штампосварные) - одна единица по каждому типоразмеру, начиная с ![]() мм;
мм;
- плоские заглушки (донышки) - 50% на элементах с диаметром 133 мм и более и 25%, но не менее одной, на остальных элементах;
- линзовые компенсаторы - 50% общего их числа;
- прямые участки - контроль на байпасных, застойных или временно не работающих участках, а также за выходными патрубками насосов и регулирующей и дросселирующей арматуры (устройств).
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений на каждой обводной (байпасной) линии или тупиковом участке, а также на каждой перемычке;
- двух контрольных сечений за патрубками насосов и регулирующих (дросселирующих) органов на участках длиной ![]() от выходных патрубков по ходу движения воды.
от выходных патрубков по ходу движения воды.
Е.6.4 При выявлении участков с коррозионными повреждениями металла толщина стенки контролируется в точках максимальной глубины коррозии.
Е.6.5 Порядок размещения точек контроля толщины стенки в пределах элементов трубопроводов должен соответствовать п.4.6.4 настоящей Инструкции (см. схему приложения В настоящей Инструкции).
Е.7 Исследования структуры и свойств металла
Е.7.1 Контроль твердости на элементах с наружным диаметром 159 мм и более и толщиной стенки 10 мм и более в трех точках линий трубопровода каждого типоразмера. Одна из контрольных точек должна располагаться на гибе, вторая - вблизи сварного соединения, а третья - в зоне врезки или на тройнике.
Допускается не проводить контроль твердости металла для участков трубопровода в пределах коллекторов питательной воды электростанций с поперечными связями, если результаты контроля твердости металла на других участках трубопровода удовлетворительные.
Е.7.2 Исследования структуры металла околошовных зон стыковых сварных соединений методом реплик или на сколах (контроль на графитизацию) для трубопроводов, отработавших два назначенных срока и более или претерпевших аварию.
Контроль металла трубопровода в указанных случаях на выявление графитизации проводится в объеме одного сварного стыка по каждому типоразмеру с диаметром 159 мм и более, но не менее двух стыков на весь паропровод.
Отбор скола на анализ производится с трубных элементов, имеющих толщину стенки не менее 10 мм; центральная ось скола должна находиться в зоне термовлияния сварки, т.е. на расстоянии 2-4 мм от линии сплавления в сторону основного металла. Аналогичным образом должна располагаться площадка под металлографический анализ методом реплик. Скол выполняется слесарным зубилом или крейцмесселем. Максимальные размеры выемки от скола не должны превышать 10х20 мм по поверхности трубы и 2,5 мм в глубину.
Если твердость металла трубопровода превышает 170 НВ, выемки от отбора проб сколом должны быть зашлифованы с плавным скруглением краев.
Е.7.3 Исследования металла элементов трубопровода на образцах вырезки проводятся в необходимых случаях, оговоренных в п.4.7.6 настоящей Инструкции.
Е.8 Гидравлические испытания трубопровода проводятся согласно разделу 4.8 настоящей Инструкции.
Е.9 Анализ результатов контроля трубопровода и поверочные расчеты на прочность выполняются согласно разделу 4.9 настоящей Инструкции.
Оценка циклической долговечности гибов по критериям коррозионной малоцикловой усталости является обязательной. Указанную оценку достаточно проводить с учетом действия только внутреннего давления по основному циклу "пуск-останов" трубопровода.
Приложение Ж
ПРОГРАММА
КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДОВ III КАТЕГОРИИ
(паропроводов отборов турбин, паропроводов холодного промперегрева, выхлопных паропроводов противодавленческих турбин, трубопроводов подачи пара на производство, паропроводов бойлерных установок, трубопроводов греющего пара в деаэраторы)
Ж.1 Цель контроля
Контроль проводится с целью:
- установления возможности дальнейшей безопасной эксплуатации трубопровода и выдачи (в случае необходимости) рекомендаций по его ремонту или (и) наладке;
- определения сроков и условий дальнейшей эксплуатации трубопровода.
Работы по контролю проводятся на холодных (неработающих) трубопроводах с соблюдением правил безопасности. Перед остановом трубопровода и выводом его для контроля проводится предварительный осмотр в рабочем состоянии. Для выполнения визуального и измерительного контроля, измерения толщины стенки и твердости металла обследуемых элементов трубопровода, а также проведения дефектоскопии сварных соединений необходимо в местах контроля и измерений удалить изоляционное покрытие трубопровода.
Ж.2 Анализ технической документации
Ж.2.1 Ознакомление с эксплуатационно-технической документацией на трубопровод (паспортом, монтажно-сборочным чертежом или исполнительной схемой трубопровода), сбор информации о режимах работы трубопровода и о дефектах металла и опорно-подвесной системы, выявленных в процессе эксплуатации, а также составление перечня повреждений (с указанием их характера), имевших место на трубопроводе, и перечня арматуры, установленной на трубопроводе.
Ж.2.2 Анализ конструктивных особенностей трубопроводной системы и имеющейся информации по материалам и технологии изготовления деталей трубопровода и его монтажа (свидетельств об изготовлении элементов и о монтаже трубопровода, других ПТД).
При анализе конструкции трубопровода необходимо обратить внимание на:
- основные размеры и материалы изготовления труб и фасонных элементов;
- способ изготовления прямых труб (бесшовные, сварные);
- способ изготовления примененных криволинейных элементов (гнутые, крутоизогнутые, штампованные, секторные и пр.);
- способ изготовления тройниковых ответвлений (сварка, штамповка, вытяжка горловины);
- способ изготовления корпусов арматуры с ![]() мм (литые, штампосварные и др.);
мм (литые, штампосварные и др.);
- тип примененных опор (неподвижные, скользящие) и подвесок (жесткие, пружинные), места их размещения и способ закрепления на трубах (приварные или хомутовые);
- наличие дренажных ответвлений и воздушников;
- наличие предохранительных устройств на РОУ для трубопроводов, присоединенных к РОУ со стороны низкого давления;
- наличие и тип компенсаторов тепловых перемещений.
Ж.2.3 Анализ условий эксплуатации: фактических параметров среды и длительности работы на них, числа пусков на момент обследования. Особому анализу подвергаются ситуации, когда различные участки трубопровода монтировались и пускались в эксплуатацию в разное время или когда в различное время производилась частичная замена элементов.
Ж.3 Визуальный и измерительный контроль
Ж.3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии. Предварительный осмотр работающего трубопровода производится для оценки общего состояния трубопроводной системы. Следует убедиться в отсутствии дефектов трассы (провисаний, прогибов, уводов линий и др.) и опорно-подвесной системы (разрушения или смещения опор и пружин, обрыва подвесок и т.д.), проверить состояние указателей тепловых перемещений (при их наличии) и исправность дренажей.
Ж.3.2 Наружный осмотр трубопровода в холодном (нерабочем) состоянии.
Ж.3.2.1 Проверка состояния изоляции и ее внешнего кожуха.
Ж.3.2.2 Проверка соответствия трассировки трубопровода монтажно-сборочному чертежу (исполнительной схеме), измерение отсутствующих геометрических размеров трассы. При отсутствии монтажно-сборочного чертежа исполнительная схема трубопровода полностью составляется на основании измерений. На схеме трубопровода должны быть указаны сварные швы, дренажные устройства, воздушники, опоры и подвески и выполнена их привязка к геометрии трассы. Расположение сварных швов в труднодоступных местах указывается ориентировочно с учетом строительной длины прямых труб и наличия фасонных элементов.
Ж.3.2.3 Установление наличия и соответствия типов опор и подвесок трубопровода монтажно-сборочному чертежу (схеме), а также проверка их исправности (качества сварных швов конструкций опор скольжения и неподвижных опор, отсутствия обрывов тяг и разрушения пружин подвесок).
На схеме должны быть указаны все опоры и подвески, количество параллельных цепей пружинных подвесок и расстояния между опорами и подвесками, а также нанесены все размеры, характеризующие трубопроводную систему.
Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций своей конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Следует убедиться, что подушки опор не смещаются за пределы площадок ни в рабочем, ни в холодном состоянии трубопровода и не перекашиваются. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35% толщины стенки. Разъемные соединения конструкций опор должны быть затянуты и не иметь видимых повреждений крепежа и резьбы. Неподвижные опоры трубопровода не должны иметь видимых повреждений, в том числе в сварных швах приварки к элементам строительных конструкций или каркасов.
Ж.3.2.4 При необходимости выполнения поверочных расчетов на прочность трубопровода с учетом всех нагружающих факторов необходимо для пружинных подвесок выполнить измерения высоты пружины (в нерабочем состоянии трубопровода), наружного диаметра пружины и диаметра прутка, из которого изготовлена пружина. Высота пружины измеряется с помощью металлической линейки с точностью до 1 мм, диаметры пружины и прутка - с помощью штангенциркуля. Внешним осмотром необходимо убедиться в отсутствии посадки витков (в полном выборе хода) пружины.
Ж.3.2.5 В случае аварии трубопровода, обусловленной гидроударами, необходима проверка уклонов трубопроводной линии с помощью гидроуровня (уровня) в части выполнения требований РД-03-94 [1].
Ж.3.2.6 Проверка отсутствия защемлений трубопровода при проходах через стенки, площадки, вблизи колонн и ферм каркасов.
Ж.3.2.7 Проверка наличия и исправности дренажных устройств и воздушников (проводится при гидроиспытаниях).
Ж.3.2.8 Проверка состояния арматуры: комплектности крепежных деталей (шпилек, болтов, гаек) фланцевых соединений, крышки и уплотнений шпинделя, отсутствия следов коррозии и подтекания конденсата.
Ж.3.2.9 Для участков трубопровода, проложенных в непроходных каналах, должен быть обеспечен выборочный доступ через колодцы и (или) в районе краевых участков непроходных каналов. Если протяженность какого-либо недоступного для контроля участка трубопровода превышает 200 м, необходимо произвести вскрытие грунта (отрыть шурф) и съем изоляции в одном месте данного участка. Для этой цели выбирается наиболее неблагоприятное по условиям коррозии металла место трубопровода. В указанном случае допускается заменить контроль металла трубопровода через приготовленный шурф на контроль недоступного участка с применением методов и средств акустической эмиссии. Методика контроля недоступного участка трубопровода акустико-эмиссионным способом должна быть согласована с экспертной организацией в установленном порядке.
Ж.3.2.10 Результаты внешнего осмотра трубопровода оформляются актом, в котором должны быть отражены все указанные выше пункты.
Ж.3.3 Визуальный контроль металла трубопровода и проведение измерений.
Ж.3.3.1 Визуальный контроль наружной поверхности трубопровода рекомендуется проводить в доступных местах. Контролируемые участки и элементы трубопровода предварительно освобождаются от обшивки (кожухов) и изоляции.
В число контролируемых в первую очередь требуется включать элементы (диаметром 76 мм и более), расположенные за регулирующей и дросселирующей арматурой, в пределах байпасных линий или на тупиковых участках, а также вблизи неподвижных опор.
Ж.3.3.2 Визуальный контроль элементов и участков трубопровода проводится в следующем объеме:
- криволинейные элементы (гибы, отводы) - не менее 30% каждого типоразмера с диаметром 133 мм и более и не менее 15% для каждого типоразмера 76 мм![]() 133 мм, но не менее одного гиба;
133 мм, но не менее одного гиба;
- тройники и врезки в трубопровод - не менее 30% с наружным диаметром штуцера 133 мм и более и не менее 15% остальных;
- фланцы (без демонтажа разъема) - 100% в доступных местах;
- переходы - не менее 50%, начиная с наружного диаметра 133 мм и более и не менее 20% остальных размеров;
- арматура - все корпуса арматуры с ![]() 150 мм и более;
150 мм и более;
- заглушки (донышки) - 100% для элементов с наружным диаметром 133 мм и более и не менее 30% остальных;
- линзовые компенсаторы - 50% в доступных местах (при их наличии);
- резьбовые соединения на дренажных устройствах - не менее 50%, начиная с диаметра 108 мм и более;
- прямые участки - участки длиной 500 мм и более, примыкающие к подвергаемым ВК элементам: коленам, тройникам (врезкам), фланцам, арматуре, предохранительным клапанам, переходам, линзовым компенсаторам, донышкам, а также в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор;
- сварные соединения - стыковые и угловые соединения труб с подлежащими ВК элементами трубопровода (см. выше), а также сварные соединения, ближайшие к неподвижным опорам.
При наличии в составе трубопровода штампосварных колен и крутоизогнутых отводов с наружным диаметром 108 мм и более они подлежат ВК в объеме не менее 40% их количества. В штампосварных коленах повышенное внимание следует уделить продольным швам.
В секторных коленах проверяются кольцевые и продольные швы (если они изготовлены из сварных труб).
Равнопроходные тройники и близкие к ним ![]() с наружным диаметром коллектора 133 мм и более проверяются в объеме 50%.
с наружным диаметром коллектора 133 мм и более проверяются в объеме 50%.
При наличии в составе трубопровода переходов с продольными сварными швами они контролируются в объеме 100 и 50% для трубопроводов групп 1 и 2 соответственно.
Разнородные сварные соединения контролируются в объеме 100%.
Ж.3.3.3 Визуальный контроль внутренней поверхности участка или элемента трубопровода не менее чем в одном месте. Контроль проводится через демонтированный фланцевый разъем или через открытый к доступу край трубы после ее разрезки.
Ж.3.3.4 На поверхности контролируемых элементов трубопровода, включая сварные соединения, не допускаются следующие дефекты:
- коррозионные повреждения, в том числе язвы глубиной более 2 и протяженностью более 20 мм;
- дефекты основного металла в виде выходящих на поверхность расслоений, раковин глубиной более 2 мм, вмятин, превышающих по своим размерам допуски, установленные в п.5.13 настоящей Инструкции, а также другие дефекты и отклонения, выходящие за пределы требований РД-03-94 [1], технических условий на изготовление и других НД и ПТД;
- трещины всех видов и направлений;
- дефекты в сварных швах, недопустимые согласно требованиям РД-03-94 [1] и других соответствующих НД, а также раздела 5 настоящей Инструкции.
Ж.3.4 Измерения радиуса гибов в количестве не менее одного гиба на каждый типоразмер при отсутствии в технической документации на трубопровод сведений о радиусе гибов. Если в составе трубопровода имеются крутоизогнутые гибы, то следует измерить также радиус на одном из таких отводов по каждому типоразмеру.
Ж.3.5* Измерение овальности гибов - 5% общего числа каждого типоразмера труб с наружным диаметром 108 мм и более, но не менее двух гибов. Выполняется с помощью измерительных приборов (мерной скобы или кронциркуля) с точностью до 0,5 мм.
_________________
* К штампованным, литым, штампосварным и секторным коленам не относится.
Ж.4 Дефектоскопия сварных соединений
Ж.4.1 Контроль проводится методом УЗК или РГК в соответствии с требованиями соответствующих стандартов и других НД.
Ж.4.2 Контроль сварных соединений трубопроводов с наружным диаметром 76 мм и более проводится в объеме:
- стыковые соединения "труба с трубой" - 7 и 5% общего количества стыков труб по каждому типоразмеру трубопроводов групп 1 и 2 соответственно, но не менее трех;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 15% общего количества, но не менее пяти;
- при наличии линзовых компенсаторов - сварные швы не менее чем на одном из них.
Если сварных соединений определенного вида ("труба с трубой" и т.д.) и типоразмера менее 10, допускается контролировать два таких соединения.
Ж.4.3 При наличии штампосварных колен контроль их продольных сварных швов проводится на 20% общего количества колен.
При наличии секторных колен контроль их сварных швов выполняется на 15% общего количества колен, но не менее чем на одном каждого типоразмера. Если сектора изготовлены из бесшовных труб, контролируются кольцевые швы колен на 50% их периметра со стороны внутреннего обвода. У колен, изготовленных из сварных труб, контролируются продольные швы в полном объеме, а кольцевые швы - на участках по 200 мм в каждую сторону от точек пересечения с продольными швами.
Ж.4.4 Разнородные сварные соединения (при их наличии) подлежат контролю в объеме 100%.
Ж.4.5 Продольные швы сварных переходов (при их наличии) контролируются в объеме 30%.
Ж.4.6 Угловые сварные соединения, выполненные с конструктивным непроваром допускается контролировать методом МПД или ЦД, или травления (или ТВК) в сочетании с измерительным контролем размеров и формы шва.
Ж.4.7 При отбраковке хотя бы одного стыка в контролируемой группе соединений объем контроля для данного вида сварных соединений увеличивается вдвое, при повторном обнаружении недопустимых дефектов - до 100%.
Ж.4.8 Оценка качества сварных соединений по результатам их дефектоскопии производится в соответствии с требованиями РД-03-94 [1] и других НД.
Ж.5 Дефектоскопия основного металла элементов трубопроводов
Ж.5.1 При выявлении в процессе ВК сомнительных участков и зон в элементах трубопроводов контроль данных участков (зон) методом МПД или ЦД, или травления, или ТВК в целях обнаружения поверхностных и подповерхностных трещин и (или) других недопустимых дефектов.
Ж.5.2 Обязательный контроль методом МПД или ЦД, или травления мест выборок дефектов (трещин), а также мест ремонтных заварок с примыкающей зоной основного металла шириной не менее 30 мм.
Ж.5.3 Контроль методами МПД и УЗК гибов трубопроводов с наружным диаметром 108 мм и более в количестве 5% каждого типоразмера, но не менее одного гиба.
При обнаружении недопустимых дефектов хотя бы в одном из гибов объем контроля гибов данного типоразмера увеличивается вдвое, при повторном обнаружении недопустимых дефектов - до 100%.
Если количество забракованных гибов превышает 5, то контроль методами МПД и УЗК проводится на всех гибах трубопровода с наружным диаметром 108 мм и более.
Объем контроля гибов может быть скорректирован на основании результатов расчетов на прочность.
Ж.5.4 Контроль методами МПД или ЦД, или травления (или ТВК) наружной поверхности радиусных переходов корпусов арматуры с ![]() мм трубопроводов группы 1 в количестве одной единицы арматуры каждого типоразмера. Контроль ведется на участках поверхности, составляющих не менее 20% всей площади радиусных переходов проверяемого корпуса.
мм трубопроводов группы 1 в количестве одной единицы арматуры каждого типоразмера. Контроль ведется на участках поверхности, составляющих не менее 20% всей площади радиусных переходов проверяемого корпуса.
Ж.6 Контроль толщины стенки
Ж.6.1 Контроль толщины стенки элементов трубопроводов, который рекомендуется выполнять ультразвуковыми толщиномерами.
Ж.6.2 Контролю подлежат элементы и участки трубопровода с наружным диаметром 76 мм и более или ![]() мм.
мм.
Ж.6.3 Контроль проводится в следующем объеме:
- колена (гибы) - 15% каждого типоразмера с диаметром 133 мм и более и 10%, но не менее одного колена, каждого из остальных типоразмеров. При наличии крутоизогнутых отводов и секторных колен они должны контролироваться в объеме не менее 20%;
- тройники (штампованные, сварные) и врезки в трубопровод - 30% для равнопроходных и близких к ним тройников и 15% для остальных тройников при диаметре штуцера 133 мм и более, для остальных тройников - 10%;
- переходы - 30% при наибольшем наружном диаметре 159 мм и более и 15% - остальных; при наличии сварных переходов (с продольными швами) они контролируются в объеме 50% для трубопроводов группы 1 и 30% для трубопроводов группы 2;
- корпуса арматуры (штампованные и штампосварные) - не менее одной единицы по каждому типоразмеру, начиная с ![]() мм;
мм;
- плоские заглушки (донышки) - 50% на элементах с диаметром 159 мм и более и 25%, но не менее одной, на остальных элементах;
- линзовые компенсаторы - 50% общего их числа;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее:
- трех контрольных сечений, на каждые 100 м длины для паропроводов в пределах зданий, но не менее двух контрольных сечений на линию каждого типоразмера;
- пяти контрольных сечений на каждые 200 м длины для паропроводов, проложенных на открытой местности.
Ж.6.4 При выявлении участков с коррозионными повреждениями металла толщина стенки контролируется в точках максимальной глубины коррозии.
Ж.6.5 Порядок размещения точек контроля толщины стенки в пределах элементов трубопроводов должен соответствовать п.4.6.4 настоящей Инструкции (см. схему приложения В настоящей Инструкции).
Ж.7 Исследования структуры и свойств металла
Ж.7.1 Контроль твердости на элементах с наружным диаметром 159 мм и более и толщиной стенки 8 мм и более в трех точках линий трубопровода каждого типоразмера. Одна из контрольных точек должна располагаться на гибе, вторая - вблизи сварного соединения (в зоне термовлияния сварки), а третья - в зоне врезки или на тройнике.
Ж.7.2 Исследования структуры металла околошовных зон стыковых сварных соединений методом реплик или на сколах (контроль на графитизацию) для трубопроводов группы 1, отработавших два назначенных срока и более или претерпевших аварию.
Контроль металла трубопровода в указанных случаях на выявление графитизации проводится в объеме одного сварного стыка по каждому типоразмеру с диаметром 159 мм и более, но не менее двух стыков на весь паропровод (диаметр трубы 159 мм и более).
Отбор скола на анализ производится с трубных элементов с толщиной стенки не менее 9 мм; центральная ось скола должна находиться в зоне термовлияния сварки, т.е. на расстоянии 2-4 мм от линии сплавления в сторону основного металла. Аналогичным образом должна располагаться площадка под металлографический анализ методом реплик. Скол выполняется слесарным зубилом или крейцмесселем. Максимальные размеры выемки от скола не должны превышать 10х20 мм по поверхности трубы и 2,5 мм в глубину.
Если твердость металла трубопровода превышает 170 НВ, выемки от отбора проб сколом должны быть зашлифованы с плавным скруглением краев.
Ж.7.3 Исследования металла элементов трубопровода на образцах вырезки проводятся в необходимых случаях, оговоренных в п.4.7.6 настоящей Инструкции.
Ж.8 Гидравлические испытания трубопровода проводятся согласно разделу 4.8 настоящей Инструкции.
Ж.9 Анализ результатов контроля трубопровода и поверочные расчеты на прочность выполняются согласно разделу 4.9 настоящей Инструкции.
Для трубопроводов холодного промперегрева является обязательной оценка долговечности гнутых элементов по критериям коррозионной малоцикловой усталости.
Приложение И
ПРОГРАММА
КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ ТРУБОПРОВОДОВ IV КАТЕГОРИИ
(трубопроводов греющего пара в деаэраторы, всасывающих трубопроводов питательной воды, дренажных трубопроводов, сбросных трубопроводов от БРОУ в конденсатор, трубопроводов от турбин к подогревателям сетевой воды и деаэраторам и др.)
И.1 Цель контроля
Контроль проводится с целью:
- установления возможности дальнейшей безопасной эксплуатации трубопровода и выдачи (в случае необходимости) рекомендаций по его ремонту или наладке опорно-подвесной системы;
- определения сроков и условий дальнейшей эксплуатации трубопровода;
- оформления паспорта трубопровода.
Предварительный осмотр проводится на работающем (горячем) трубопроводе. Основной объем работ по контролю выполняется на холодных (неработающих) трубопроводах с соблюдением правил безопасности. Для проведения визуального, измерительного и дефектоскопического контроля металла и сварных соединений обследуемых элементов трубопровода необходимо в местах контроля и измерений удалить изоляционное покрытие трубопровода. Теплоизоляционное покрытие следует удалить также в местах интенсивного намокания или (и) подтопления трубопровода.
Для проведения внутреннего осмотра трубопровода следует предусмотреть демонтаж одного из разъемных соединений или наметить участок (линию), где будет произведена разрезка трубопровода для внутреннего его осмотра с последующим восстановлением (сваркой) нарушенного участка. Жесткость трубопровода в месте его разрезки должна допускать разводку освобожденных концов трубопровода в осевом или поперечном направлении для беспрепятственного осмотра внутренней поверхности металла.
И.2 Анализ технической документации
И.2.1 Ознакомление с эксплуатационно-технической документацией на трубопровод (паспортом, монтажно-сборочным чертежом или исполнительной схемой трубопровода), сбор информации о режимах работы трубопровода и дефектах, выявленных в процессе эксплуатации, составление перечня арматуры, установленной на трубопроводе.
И.2.2 Анализ конструктивных особенностей трубопроводной системы и имеющейся информации по материалам и технологии изготовления деталей трубопровода и его монтажа (свидетельств об изготовлении элементов и о монтаже трубопровода, других ПТД).
При анализе конструкции трубопровода необходимо обратить внимание на:
- основные размеры и материалы изготовления труб и фасонных элементов;
- способ изготовления труб (бесшовные, сварные);
- способ изготовления примененных криволинейных элементов (гнутые, крутоизогнутые, штампованные, секторные и пр.);
- наличие криволинейных элементов малого радиуса гиба (менее ![]() );
);
- способ изготовления тройниковых ответвлений (сварка, штамповка, вытяжка горловины);
- тип примененных опор и подвесок (неподвижные, скользящие или жесткие, пружинные), места их размещения и способ закрепления на трубах (приварные или хомутовые);
- наличие дренажных ответвлений и воздушников;
- наличие предохранительных устройств на РОУ для трубопроводов, присоединенных к РОУ со стороны низкого давления;
- наличие и тип компенсаторов тепловых перемещений.
И.2.3 При составлении паспорта на трубопровод обратить внимание на следующее:
- на стр.4 паспорта оформляются две таблицы: "Записи администрации о ремонте и реконструкции трубопровода до регистрации" и "Записи администрации о ремонте и реконструкции трубопровода после регистрации";
- если у владельца отсутствуют достоверные сведения о трубопроводе в виде проектно-конструкторской документации, сертификатов на примененные при ремонте или реконструкции материалы, протоколов, ремонтных журналов и т.д., в первой таблице делается запись: "Сведения отсутствуют".
И.2.4 Анализ условий эксплуатации: фактических параметров среды и длительности работы на них, числа пусков на момент обследования.
И.3 Визуальный и измерительный контроль
И.3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии. Предварительный осмотр работающего трубопровода производится для оценки общего состояния трубопроводной системы. Следует убедиться в отсутствии дефектов трассы (провисаний, прогибов, уводов линий и др.) и опорно-подвесной системы (разрушения опор и пружин, обрыва подвесок и т.д.), проверить исправность дренажных устройств и убедиться в отсутствии защемлений в местах прохода трубопровода через стенки, площадки и вблизи строительных конструкций.
И.3.2 Наружный осмотр трубопровода в холодном (нерабочем) состоянии.
И.3.2.1 Проверка состояния изоляции и ее внешнего кожуха. При обнаружении признаков намокания изоляции или подтопления трубопровода данные участки должны быть освобождены от теплоизоляции и подвергнуты визуальному контролю. По результатам этого контроля принимается решение о необходимости дополнительной дефектоскопической проверки поверхности металла или (и) контроля толщины стенки. Необходимо предусмотреть технические мероприятия, предотвращающие намокание участков трубопровода при его последующей эксплуатации.
И.3.2.2 Проверка соответствия трассировки трубопровода монтажно-сборочному чертежу или исполнительной схеме, измерение отсутствующих геометрических размеров трассы. При отсутствии монтажно-сборочного чертежа исполнительная схема трубопровода полностью составляется на основании измерений. На схеме трубопровода должны быть указаны сварные швы, дренажные устройства, воздушники, опоры и подвески и выполнена их привязка к геометрии трассы с указанием основных размеров. На схеме должны быть указаны все опоры и подвески, расстояния между ними, количество параллельных цепей пружинных подвесок. Расположение сварных швов в труднодоступных местах (в непроходных каналах или местах, требующих для доступа возведения специальных лесов, помостов и т.п.) указывается ориентировочно с учетом строительной длины прямых труб и наличия фасонных элементов.
И.3.2.3 Ревизия опорно-подвесной системы трубопровода с проверкой исправности опор и подвесок (качества сварных швов конструкций опор скольжения и неподвижных опор, отсутствия обрывов тяг и разрушения пружин подвесок и т.п.).
Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций своей конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Следует убедиться, что подушки опор не смещаются за пределы площадок ни в рабочем, ни в холодном состоянии трубопровода и не перекашиваются. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35% толщины стенки. Разъемные соединения конструкций опор должны быть затянуты и не иметь видимых повреждений крепежа и резьбы. Неподвижные опоры трубопровода не должны иметь видимых повреждений, в том числе в сварных швах приварки к элементам строительных конструкций или каркасов. Повышенное внимание следует обратить на сварные швы приварки опор непосредственно к элементам трубопровода.
И.3.2.4 При необходимости выполнения поверочных расчетов на прочность трубопровода с учетом всех нагружающих факторов необходимо для пружинных подвесок выполнить измерения высоты пружины (в нерабочем состоянии трубопровода), наружного диаметра пружины и диаметра прутка, из которого изготовлена пружина. Высота пружины измеряется с помощью металлической линейки с точностью до 1 мм, диаметр пружины и прутка - с помощью штангенциркуля. Внешним осмотром необходимо убедиться в отсутствии посадки витков (в полном выборе хода) пружины.
И.3.2.5 В случае, если на трубопроводе имели место аварии, обусловленные гидроударами, необходима проверка уклонов трубопроводной линии с помощью гидроуровня (уровня) в части выполнения требований РД-03-94 [1].
И.3.2.6 Проверка отсутствия защемлений трубопровода (в холодном состоянии) при проходах через стенки, площадки, вблизи колонн и ферм каркасов.
И.3.2.7 Проверка наличия и исправности дренажных устройств и воздушников (проводится при гидроиспытаниях).
И.3.2.8 Проверка состояния арматуры: комплектности крепежных деталей (шпилек, болтов, гаек) фланцевых соединений, крышки и уплотнений шпинделя, отсутствия следов коррозии и подтекания воды.
И.3.2.9 Для участков трубопровода, проложенных в непроходных каналах, должен быть обеспечен выборочный доступ через колодцы и (или) в районе краевых участков непроходных каналов. Если протяженность какого-либо недоступного для контроля участка трубопровода превышает 400 м, необходимо произвести вскрытие грунта (отрыть шурф) и съем изоляции в одном месте данного участка. Для этой цели выбирается наиболее неблагоприятное по условиям коррозии металла место трубопровода. В указанном случае допускается заменить контроль металла трубопровода через приготовленный шурф диагностикой недоступного участка с применением методов и средств акустической эмиссии. Методика контроля недоступного участка трубопровода акустико-эмиссионным способом должна быть согласована с экспертной организацией в установленном порядке.
И.3.2.10 Результаты внешнего осмотра трубопровода оформляются актом, в котором должны быть отражены все указанные выше пункты.
И.3.3 Визуальный контроль металла трубопровода и проведение измерений.
И.3.3.1 Визуальный контроль наружной поверхности трубопровода рекомендуется проводить в доступных местах. Контролируемые участки и элементы трубопровода предварительно освобождаются от обшивки (кожухов) и изоляции.
В число контролируемых в первую очередь требуется включать элементы, расположенные за регулирующей и дросселирующей арматурой, в пределах байпасных линий или на тупиковых участках, а также вблизи неподвижных опор.
И.3.3.2 Визуальный контроль элементов и участков трубопровода проводится в следующем объеме:
- криволинейные элементы (гибы, отводы) - не менее 20% каждого типоразмера с диаметром 108 мм и более, но не менее трех отводов;
- тройники и врезки в трубопровод - не менее 30%, но не менее двух, для типоразмеров с наружным диаметром штуцера 108 мм и более;
- фланцы (без демонтажа разъема) - 100% в доступных местах;
- переходы - не менее 30% с наружным диаметром 108 мм и более;
- арматура - все корпуса арматуры с ![]() 150 мм и более;
150 мм и более;
- заглушки (донышки) - 100% для элементов с наружным диаметром 159 мм и более и не менее 50% остальных (диаметром 108 мм и более);
- линзовые компенсаторы - 100% в доступных местах;
- резьбовые соединения на дренажных устройствах - не менее 50%, начиная с диаметра 108 мм и более;
- прямые участки - участки длиной 500 мм и более, примыкающие к подвергаемым ВК элементам: коленам, тройникам (врезкам), фланцам, арматуре, переходам, линзовым компенсаторам, донышкам, а также в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор;
- сварные соединения - стыковые и угловые соединения труб с подлежащими ВК элементами трубопровода (см. выше), а также сварные соединения, ближайшие к неподвижным опорам.
При наличии в составе трубопровода секторных колен и крутоизогнутых отводов с наружным диаметром более 108 мм они подлежат ВК в объеме не менее 30% их количества. На секторных коленах проверяется качество сварных швов.
Равнопроходные тройники и близкие к ним ![]() проверяются в объеме 40%.
проверяются в объеме 40%.
При наличии в составе трубопровода переходов с продольными сварными швами они контролируются в объеме 50%.
Разнородные сварные соединения (при их наличии) контролируются в объеме 100%.
И.3.3.3 Визуальный контроль внутренней поверхности участка или элемента трубопровода не менее чем в одном месте. Контроль проводится через демонтированный фланцевый разъем или через открытый к доступу край трубы после ее разрезки.
На трубопроводах с наружным диаметром не менее 700 мм допускается производить внутренний осмотр через специальное отверстие в стенке трубы. Технология вырезки отверстия и установки (вварки) вставки дана в приложении Л настоящей Инструкции.
И.3.3.4 На поверхности контролируемых элементов трубопровода, включая сварные соединения, не допускаются следующие дефекты:
- коррозионные повреждения, в том числе язвы глубиной более 2 и протяженностью более 30 мм;
- дефекты основного металла в виде выходящих на поверхность расслоений, раковин глубиной более 2 мм, вмятин, превышающих по своим размерам допуски, установленные в п.5.13 настоящей Инструкции, а также другие дефекты и отклонения, выходящие за пределы требований РД-03-94 [1], технических условий на изготовление и других НД и ПТД;
- трещины всех видов и направлений;
- дефекты в сварных швах, недопустимые согласно требованиям РД-03-94 [1], других соответствующих НД, а также раздела 5 настоящей Инструкции.
И.3.4 Измерения радиуса гибов в количестве не менее одного гиба на каждый типоразмер (диаметром 108 мм и более), включая секторные колена и крутоизогнутые отводы, при отсутствии в технической документации на трубопровод сведений о радиусе гибов.
И.3.5* Измерение овальности гибов - по два гиба каждого типоразмера труб с наружным диаметром 108 мм и более. Выполняется с помощью измерительных приборов (мерной скобы или кронциркуля) с точностью до 0,5 мм.
_______________
* К штампованным, литым и секторным коленам не относится.
И.4 Дефектоскопия сварных соединений
И.4.1 Контроль проводится методом УЗК или РГК в соответствии с требованиями соответствующих стандартов и других НД.
И.4.2 Контроль сварных соединений трубопроводов с наружным диаметром 108 мм и более проводится в объеме:
- стыковые соединения "труба с трубой" - 3% общего количества стыков труб по каждому типоразмеру, но не менее двух;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 10% общего количества, но не менее трех;
- при наличии линзовых компенсаторов - сварные швы не менее чем на одном из них.
Если стыковых соединений "труба с трубой" какого-либо типоразмера менее 10, допускается контролировать одно такое соединение.
Если угловых соединений или стыковых соединений труб с литыми, коваными или штампованными деталями менее 10, допускается контролировать два таких соединения.
И.4.3 При наличии секторных колен контроль их сварных швов проводится на 10% общего количества колен, но не менее чем на двух.
На секторных коленах, изготовленных из сварных труб, контролируются продольные швы в полном объеме и кольцевые швы на участках по 200 мм в каждую сторону от точек пересечения с продольными швами.
На секторных коленах, изготовленных из катаных труб, контролируются кольцевые швы в объеме 50% периметра каждого шва со стороны внутреннего обвода колена.
И.4.4 Разнородные сварные соединения (при их наличии) подлежат контролю в объеме 100%.
И.4.5 Продольные швы сварных переходов (при их наличии) контролируются в объеме не менее 30%.
И.4.6 Допускается на трубопроводах с наружным диаметром не более 219 мм заменять контроль сварных соединений методом УЗК или РГК металлографическими исследованиями макро- и микроструктуры вырезок сварных стыков в количестве не менее одного стыка на каждый типоразмер.
И.4.7 В контролируемую группу следует включать сварные соединения, подвергаемые ВК согласно п.И.3.3.2. Обязательному контролю подлежат сварные соединения, ближайшие к неподвижным опорам.
И.4.8 Угловые сварные швы, выполненные с конструктивным непроваром, допускается контролировать методом МПД или ЦД, или травления (или ТВК) в сочетании с измерительным контролем размеров и формы шва.
И.4.9 При отбраковке хотя бы одного стыка в контролируемой группе соединений объем контроля для данного вида сварных соединений увеличивается вдвое, при повторном обнаружении недопустимых дефектов - до 100%.
И.4.10 Оценка качества сварных соединений по результатам их дефектоскопии производится в соответствии с требованиями РД-03-94 [1] и других НД.
И.5 Дефектоскопия основного металла элементов трубопроводов
И.5.1 При выявлении в процессе ВК сомнительных участков и зон в элементах трубопроводов контроль данных участков (зон) методом МПД или ЦД, или травления, или ТВК в целях обнаружения поверхностных и подповерхностных трещин и (или) других недопустимых дефектов. В первую очередь это относится к участкам интенсивного коррозионного повреждения металла.
И.5.2 Обязательный контроль методом МПД или ЦД, или травления мест выборок дефектов (трещин), а также мест ремонтных заварок с примыкающей зоной основного металла шириной не менее 30 мм.
И.6 Контроль толщины стенки
И.6.1 Контроль толщины стенки элементов трубопроводов, который рекомендуется выполнять ультразвуковыми толщиномерами.
И.6.2 Контролю подлежат элементы и участки трубопровода с наружным диаметром 108 мм и более или ![]() мм.
мм.
И.6.3 Контроль проводится в следующем объеме:
- колена (гибы) - 10% каждого типоразмера с диаметром 219 мм и более и 5%, но не менее одного колена, каждого из остальных типоразмеров; при наличии крутоизогнутых отводов и секторных колен они должны контролироваться в объеме 10%, но не менее двух единиц по каждому типоразмеру; на секторных коленах толщина стенки измеряется по внутреннему обводу, на литых и штампованных - по наружному и внутреннему обводам;
- тройники (штампованные, сварные) и врезки в трубопровод - 20% для равнопроходных и близких к ним тройников и 15% для остальных тройников, но во всех случаях не менее двух; если количество тройников определенного типоразмера составляет менее 10, допускается контролировать один из них;
- переходы - 20%, но не менее двух; при наличии сварных переходов они контролируются в объеме 30%;
- корпуса арматуры (штампованные и штампосварные) - не менее одной единицы по каждому типоразмеру, начиная с ![]() мм;
мм;
- плоские заглушки (донышки) - 20%, но не менее двух;
- линзовые компенсаторы - 50% общего их числа;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее пяти контрольных сечений на каждые 200 м трассы.
И.6.4 При выявлении участков с коррозионными повреждениями металла толщина стенки контролируется в точках максимальной глубины коррозии.
И.6.5 Порядок размещения точек контроля толщины стенки в пределах элементов трубопроводов должен соответствовать п.4.6.4 настоящей Инструкции (см. схему приложения В настоящей Инструкции).
И.7 Исследования химического состава, структуры и свойств металла
И.7.1 Контроль твердости на элементах с наружным диаметром 219 мм и более и толщиной стенки 8 мм и более не менее, чем в трех точках линий трубопровода каждого типоразмера. Одна из контрольных точек должна располагаться на отводе, вторая - вблизи сварного соединения, а третья - в зоне врезки или на тройнике.
Твердость определяется с использованием переносного твердомера.
И.7.2 Выборочный химический анализ металла на содержание углерода, кремния и марганца при отсутствии в технической документации сведений о марке стали элементов трубопровода или использовании при ремонте материалов, на которые отсутствуют сертификатные данные. Для каждого типоразмера труб и фасонных деталей, входящих в трубопроводную систему, контроль химического состава проводится выборочно для одного из элементов.
При отборе пробы металла в виде вырезки "катушки" из трубопровода рекомендуется производить такую вырезку на участке сварного стыка прямой трубы с гнутым элементом. В этом случае исследованию подвергается металл прямой трубы, гиба и сварное соединение, включая металл шва. Исследование вырезки металла включает в себя химический анализ с идентификацией марки стали элементов, исследования макро- и микроструктуры и определение комплекса механических свойств. Конкретный объем исследований вырезки металла определяет выполняющая техническое диагностирование организация.
И.7.3 Определение химического состава металла элементов трубопровода в целях идентификации марки стали допускается проводить без вырезки образцов металла путем отбора стружки сверлом или шабером. Допускается для определения химического состава металла элементов трубопровода использовать переносные спектроанализаторы, позволяющие количественно определять элементный состав углеродистых и низколегированных сталей.
И.7.4 При отборе металла и проведении химического анализа необходимо иметь в виду следующее:
И.7.4.1 Перечень элементов, металл которых будет подвергнут химическому анализу, должен быть приведен в индивидуальной программе технического диагностирования трубопровода.
И.7.4.2 Стружка для химического анализа отбирается сверлом или шабером с предварительно зачищенной механическим способом поверхности металла. Взятая стружка должна быть светлой, без следов пережога.
И.7.4.3 Для анализа на содержание легирующих добавок (кремния, марганца) допускается отбирать скол металла с поверхности элемента. Скол выполняется слесарным зубилом или крейцмесселем с поверхности элементов, толщина стенки которых составляет не менее 7 мм.
И.7.4.4 При отборе стружки засверловкой наносятся отверстия диаметром не более 5 мм и глубиной не более 30% толщины стенки элемента, но не более 5 мм. При этом расстояние между ближайшими кромками отверстий должно быть не менее ![]() (где
(где ![]() - диаметр элемента,
- диаметр элемента, ![]() - номинальная толщина стенки), но не менее 100 мм.
- номинальная толщина стенки), но не менее 100 мм.
Глубина выемки от отбора пробы металла сколом не должна превышать 2 мм.
И.7.4.5 Требуется совмещать элементы, подвергаемые контролю на твердость и анализ химического состава металла.
Если твердость элемента трубопровода превышает 170 НВ, отверстия или выемки, образовавшиеся после отбора проб металла засверловкой или сколом, должны быть устранены путем механической зачистки с обеспечением плавных переходов от дна углубления к поверхности металла.
И.7.4.6 Элементы трубопроводов IV категории могут быть изготовлены из стали марок Ст.3; 10; 20; 25; 15ГС; 16ГС (17ГС) и 09Г2С, а литые детали, как правило, изготовлены из стали 15Л; 20Л; 25Л и 20ГСЛ.
В связи с этим химический анализ проводится на содержание основных элементов: углерода, кремния и марганца.
Для химического анализа требуется 5-6 г стружки для определения углерода, кремния и марганца или скол массой 3-4 г для анализа кремния и марганца.
И.7.4.7 При передаче на химический анализ металла по каждому элементу трубопровода стружка или скол помещаются в отдельный конверт или пакет, на котором должно быть указано наименование данного элемента и его порядковый номер по исполнительной схеме трубопровода.
И.8 Гидравлические испытания трубопровода проводятся согласно разделу 4.8 настоящей Инструкции.
И.9 Анализ результатов контроля трубопровода и поверочные расчеты на прочность выполняются согласно разделу 4.9 настоящей Инструкции.
И.10 При составлении паспорта на трубопровод необходимо провести поверочные расчеты на прочность от действия внутреннего давления по РД 10-249-98 [8] для прямых участков, отводов, тройниковых соединений, конусных переходов и плоских заглушек с учетом фактических данных по контролю размеров указанных элементов и проверки прочностных свойств металла (исходя из оценки твердости).
Приложение К
ПРОГРАММА КОНТРОЛЯ ТЕХНИЧЕСКОГО СОСТОЯНИЯ СТАНЦИОННЫХ
ТРУБОПРОВОДОВ СЕТЕВОЙ И ПОДПИТОЧНОЙ ВОДЫ
К.1 Цель контроля
Станционный трубопровод сетевой воды ограничивается разделительными (головными) задвижками или ограждением (стеной) электростанции.
Контроль проводится с целью:
- установления возможности дальнейшей безопасной эксплуатации трубопровода и выдачи (в случае необходимости) рекомендаций по его ремонту или наладке опорно-подвесной системы;
- определения сроков и условий дальнейшей эксплуатации трубопровода.
Предварительный осмотр проводится на работающем (горячем) трубопроводе. Основной объем работ по обследованию выполняется на холодных (неработающих) трубопроводах с соблюдением правил безопасности. Для проведения визуального, измерительного и дефектоскопического контроля металла и сварных соединений обследуемых элементов трубопровода необходимо в местах контроля и измерений удалить изоляционное покрытие трубопровода. Теплоизоляционное покрытие следует удалить также в местах интенсивного намокания или (и) подтопления трубопровода.
Для трубопроводов, проложенных в непроходных каналах, следует предусмотреть частичный доступ через колодцы или (и) в районе краевых участков непроходных каналов.
Для проведения внутреннего осмотра трубопровода необходимо предусмотреть демонтаж одного из разъемных соединений или наметить участок (линию), где будет произведена разрезка трубопровода для внутреннего его осмотра с последующим восстановлением (сваркой) нарушенного участка. Жесткость трубопровода в месте его разрезки должна допускать разводку освобожденных концов трубопровода в осевом или поперечном направлении для беспрепятственного осмотра внутренней поверхности металла.
К.2 Анализ технической документации
К.2.1 Ознакомление с эксплуатационно-технической документацией на трубопровод (паспортом, монтажно-сборочным чертежом или исполнительной схемой трубопровода, актом приемки в эксплуатацию трубопровода и т.д.), сбор информации о режимах работы трубопровода и дефектах, выявленных в процессе эксплуатации, а также составление перечня повреждений, имевших место на трубопроводе, с анализом их характера.
К.2.2 Анализ конструктивных особенностей трубопроводной системы и имеющейся информации по материалам и технологии изготовления деталей трубопровода и его монтажа (свидетельств об изготовлении элементов и о монтаже трубопровода, других ПТД).
При анализе конструкции трубопровода необходимо обратить внимание на:
- основные размеры и материалы изготовления труб и фасонных элементов;
- способ изготовления труб (бесшовные, сварные, спиральношовные);
- способ изготовления примененных криволинейных элементов (гнутые, крутоизогнутые, штампованные, секторные и пр.);
- наличие криволинейных элементов малого радиуса гиба (менее ![]() );
);
- способ изготовления тройниковых ответвлений (сварка, штамповка, вытяжка горловины);
- способ изготовления корпусов арматуры (литая, штампосварная и пр.);
- тип примененных опор (неподвижные и скользящие) и подвесок (жесткие, пружинные), места их размещения и способ закрепления на трубах (приварные или хомутовые);
- наличие дренажных ответвлений и воздушников;
- тип компенсаторов тепловых перемещений.
К.2.3 Анализ условий эксплуатации обратной и подающей ветвей трубопровода, а также на различных его участках (ступенях теплоприготовления): фактических параметров среды и длительности работы на них, числа пусков на момент обследования.
К.3 Визуальный и измерительный контроль
К.3.1 Наружный осмотр трубопровода в горячем (рабочем) состоянии. Предварительный осмотр работающего трубопровода производится для оценки общего состояния трубопроводной системы. Следует убедиться в отсутствии дефектов трассы (провисаний, прогибов, уводов линий и др.) и опорно-подвесной системы (разрушения опор и пружин, обрыва подвесок и т.д.), проверить исправность дренажных устройств и убедиться в отсутствии защемлений в местах прохода трубопровода через стенки, площадки и вблизи строительных конструкций.
К.3.2 Наружный осмотр трубопровода в холодном (нерабочем) состоянии.
К.3.2.1 Проверка состояния изоляции и ее внешнего кожуха. При обнаружении признаков намокания изоляции или подтопления трубопровода данные участки должны быть освобождены от теплоизоляции и подвергнуты визуальному контролю. По результатам этого контроля принимается решение о необходимости дополнительной дефектоскопической проверки поверхности металла или (и) контроля толщины стенки. Необходимо предусмотреть технические мероприятия, предотвращающие намокание участков трубопровода при его последующей эксплуатации.
К.3.2.2 Проверка соответствия трассировки трубопровода монтажно-сборочному чертежу или исполнительной схеме, измерение отсутствующих геометрических размеров трассы. При отсутствии монтажно-сборочного чертежа исполнительная схема трубопровода полностью составляется на основании измерений. На схеме трубопровода должны быть указаны сварные швы, дренажные устройства, воздушники, опоры и подвески и выполнена их привязка к геометрии трассы. На схеме должны быть указаны все опоры, расстояния между ними, количество параллельных цепей пружинных подвесок. Расположение сварных швов в труднодоступных местах (местах, требующих для доступа возведения специальных лесов, помостов и т.п.) указывается ориентировочно с учетом строительной длины прямых труб и наличия фасонных элементов.
К.3.2.3 Установление наличия и соответствия типов опор и подвесок трубопровода монтажно-сборочному чертежу (исполнительной схеме), а также проверка их исправности (качества сварных швов конструкций опор скольжения и неподвижных опор, отсутствия обрывов тяг и разрушения пружин подвесок и т.п.).
Промежуточные опоры скольжения и направляющие опоры должны обеспечивать ограничение перемещений трубопровода в направлениях, предусмотренных проектом, и не иметь видимых деформаций своей конструкции. Опорные площадки опор скольжения должны быть ровными и обеспечивать свободное перемещение подушек опор в нужном направлении. Следует убедиться, что подушки опор не смещаются за пределы площадок ни в рабочем, ни в холодном состоянии трубопровода и не перекашиваются. Элементы и сварные швы конструкций опор не должны иметь видимых повреждений и коррозии глубиной более 35% толщины стенки. Разъемные соединения конструкций опор должны быть затянуты и не иметь видимых повреждений крепежа и резьбы. Неподвижные опоры трубопровода не должны иметь видимых повреждений, в том числе в сварных швах приварки к элементам строительных конструкций или каркасов. Повышенное внимание следует обратить на сварные швы приварки опор непосредственно к элементам трубопровода.
К.3.2.4 Измерение высоты пружины (в нерабочем состоянии трубопровода), наружного диаметра пружины и диаметра прутка, из которого изготовлена пружина, для пружинных подвесок при необходимости выполнения поверочных расчетов на прочность трубопровода с учетом всех нагружающих факторов. Высота пружины измеряется с помощью металлической линейки с точностью до 1 мм, диаметр пружины и прутка - с помощью штангенциркуля. Внешним осмотром необходимо убедиться в отсутствии посадки витков (в полном выборе хода) пружины.
К.3.2.5 Если на трубопроводе имели место аварии, обусловленные гидроударами, необходима проверка уклонов трубопроводной линии с помощью гидроуровня (уровня) в части выполнения требований РД-03-94 [1], a также отсутствия контруклонов.
К.3.2.6 Проверка отсутствия защемлений трубопровода (в холодном состоянии) при проходах через стенки, площадки, вблизи колонн и ферм каркасов.
К.3.2.7 Проверка наличия и исправности дренажных устройств и воздушников (проводится при гидроиспытаниях).
К.3.2.8 Проверка состояния арматуры: комплектности крепежных деталей (шпилек, болтов, гаек) фланцевых соединений, крышки и уплотнений шпинделя, отсутствия следов коррозии и подтекания воды.
К.3.2.9 Результаты внешнего осмотра трубопровода оформляются актом, в котором должны быть отражены все указанные выше пункты.
К.3.3 Визуальный контроль металла трубопровода и проведение измерений.
К.3.3.1 Визуальный контроль наружной поверхности трубопровода рекомендуется проводить в доступных местах. Контролируемые участки и элементы трубопровода предварительно освобождаются от обшивки (кожухов) и изоляции.
В число контролируемых в первую очередь требуется включать элементы, расположенные в районе арматуры, в пределах байпасных линий, на перемычках или на тупиковых участках, а также вблизи неподвижных опор.
К.3.3.2 Визуальный контроль элементов и участков трубопровода проводится в следующем объеме:
- криволинейные элементы (гибы, отводы) - не менее 15% каждого типоразмера с диаметром 159 мм и более, но не менее двух отводов; секторные колена и крутоизогнутые отводы с наружным диаметром 159 мм и более подлежат ВК в объеме не менее 20% их количества; на секторных коленах проверяется качество продольных и кольцевых сварных швов;
- тройники и врезки в трубопровод - не менее 20%, но не менее двух, для типоразмеров с наружным диаметром штуцера 133 мм и более; равнопроходные тройники и близкие к ним ![]() проверяются в объеме 30%, но не менее трех;
проверяются в объеме 30%, но не менее трех;
- фланцы (без демонтажа разъема) - 100% в доступных местах;
- переходы - не менее 30%, начиная с наружного диаметра 159 мм и более; при наличии в составе трубопровода переходов с продольными сварными швами они контролируются в объеме 50%;
- арматура - все корпуса арматуры с ![]() 150 мм и более;
150 мм и более;
- заглушки (донышки) - 100% для элементов с наружным диаметром 159 мм и более;
- резьбовые соединения на дренажных устройствах - не менее 50%, начиная с диаметра 108 мм и более;
- прямые участки - участки длиной 500 мм и более, примыкающие к подвергаемым ВК элементам: коленам, тройникам (врезкам), фланцам, арматуре, переходам, донышкам, а также в местах прохода трубопровода через стенки, площадки и вблизи неподвижных опор;
- сварные соединения - стыковые и угловые соединения труб с подлежащими ВК элементами трубопровода (см. выше), а также сварные соединения, ближайшие к неподвижным опорам.
Разнородные сварные соединения (при их наличии) контролируются в объеме 100%.
На обратной ветви трубопровода, трубопроводах подпиточного комплекса и участках подающего трубопровода до сетевых насосов второго подъема объем контроля по п.К.3.3.2 может быть уменьшен в 2 раза.
К.3.3.3 Визуальный контроль внутренней поверхности участка трубопровода не менее чем в одном месте. Контроль проводится через демонтированный фланцевый разъем или через открытый к доступу край трубы после ее разрезки.
На трубопроводах с наружным диаметром не менее 700 мм допускается производить внутренний осмотр через специальное отверстие в стенке трубы. Технология вырезки отверстия и установки (вварки) вставки дана в приложении Л настоящей Инструкции.
При обнаружении на внутренней поверхности трубопровода коррозионного износа металла глубиной более 3 мм необходимо произвести ВК внутренней поверхности трубопровода еще на одном участке. При этом по крайней мере один из двух указанных участков трубопровода должен иметь наружный диаметр не менее 630 мм.
К.3.3.4 На поверхности контролируемых элементов трубопровода, включая сварные соединения, не допускаются следующие дефекты:
- коррозионные повреждения, в том числе язвы глубиной более 2 и протяженностью более 30 мм;
- дефекты основного металла в виде выходящих на поверхность расслоений, раковин глубиной более 2 мм, вмятин, превышающих по своим размерам допуски, установленные в п.5.13 настоящей Инструкции, а также другие дефекты и отклонения, выходящие за пределы требований РД-03-94 [1], технических условий на изготовление и других НД и ПТД;
- трещины всех видов и направлений;
- дефекты в сварных швах, недопустимые согласно требованиям РД-03-94 [1] и других соответствующих НД, а также раздела 5 настоящей Инструкции.
К.3.4 Измерения радиуса гибов в количестве не менее одного гиба на каждый типоразмер (диаметром 159 мм и более), включая секторные колена и крутоизогнутые отводы, при отсутствии в технической документации на трубопровод сведений о радиусе гибов.
К.3.5* Измерение овальности гибов - по два гиба от каждого типоразмера труб с наружным диаметром 159 мм и более. Выполняется с помощью измерительных приборов (мерной скобы или кронциркуля) с точностью до 0,5 мм.
_________________
* К штампованным, литым и секторным коленам не относится.
К.4 Дефектоскопия сварных соединений
К.4.1 Контроль проводится методом УЗК или РГК в соответствии с требованиями соответствующих стандартов и других НД.
К.4.2 Контроль сварных соединений трубопроводов с наружным диаметром 159 мм и более проводится в объеме:
- стыковые соединения "труба с трубой" - 3% общего количества стыков труб по каждому типоразмеру, но не менее двух;
- угловые соединения и стыковые соединения труб с литыми, коваными и штампованными деталями - 10% общего количества, но не менее трех.
Если стыковых соединений "труба с трубой" какого-либо типоразмера менее 10, допускается контролировать одно такое соединение.
Если угловых соединений или стыковых соединений труб с литыми, коваными или штампованными деталями менее 10, допускается контролировать два таких соединения.
Сварные соединения труб и элементов наружным диаметром 377 мм и более допускается контролировать на половине периметра сварного шва. При обнаружении недопустимых дефектов в одном из таких швов он должен быть проконтролирован по всей длине.
К.4.3 На секторных коленах контроль их сварных швов проводится на 5% общего количества колен, но не менее чем на двух каждого типоразмера.
На секторных коленах, изготовленных из сварных труб, контролируются продольные швы в полном объеме и кольцевые швы на участках по 200 мм в каждую сторону от точек пересечения с продольными швами.
На секторных коленах, изготовленных из катаных труб, контролируются кольцевые швы в объеме 50% периметра каждого шва со стороны внутреннего обвода колена.
К.4.4 Разнородные сварные соединения (при их наличии) подлежат контролю в объеме 100%.
К.4.5 Продольные швы сварных переходов контролируются в объеме не менее 20%, но не менее одного перехода.
К.4.6 Допускается на трубопроводах с наружным диаметром не более 219 мм заменять контроль сварных соединений методом УЗК или РГК на металлографические исследования макро- и микроструктуры вырезок сварных стыков в количестве не менее одного стыка на каждый типоразмер.
К.4.7 На обратных линиях трубопровода, трубопроводах подпиточного комплекса и участках подающего трубопровода до сетевых насосов второго подъема объем контроля по пп.К.4.2-К.4.5 может быть уменьшен в два раза.
К.4.8 В контролируемую группу следует включать сварные соединения, подвергаемые ВК согласно п.К.3.3.2. Обязательному контролю подлежат сварные соединения, ближайшие к неподвижным опорам.
К.4.9 Угловые сварные швы, выполненные с конструктивным непроваром, допускается контролировать методом МПД или ЦД, или травления в сочетании с измерительным контролем размеров и формы шва.
К.4.10 При отбраковке хотя бы одного стыка в контролируемой группе соединений объем контроля для данного вида сварных соединений увеличивается вдвое, при повторном обнаружении недопустимых дефектов - до 100%.
К.4.11 Оценка качества сварных соединений по результатам их дефектоскопии производится в соответствии с требованиями РД-03-94 [1] и других НД.
К.5 Дефектоскопия основного металла элементов трубопроводов
К.5.1 При выявлении в процессе ВК сомнительных участков и зон в элементах трубопроводов контроль данных участков (зон) методом МПД или ЦД, или травления в целях обнаружения поверхностных и подповерхностных трещин и (или) других недопустимых дефектов. В первую очередь это относится к участкам интенсивного коррозионного повреждения металла.
К.5.2 Обязательный контроль методом МПД или ЦД, или травления мест выборок дефектов (трещин), а также мест ремонтных заварок с примыкающей зоной основного металла шириной не менее 30 мм.
К.6 Контроль толщины стенки
К.6.1 Контроль толщины стенки элементов трубопроводов, который рекомендуется выполнять ультразвуковыми толщиномерами.
К.6.2 Контролю подлежат элементы и участки трубопровода с наружным диаметром 159 мм и более или ![]() мм.
мм.
К.6.3 Контроль проводится в следующем объеме:
- колена (гибы) - 10% каждого типоразмера с диаметром 245 мм и более и 5%, но не менее одного колена от каждого из остальных типоразмеров; крутоизогнутые отводы и секторные колена - в объеме 15%, но не менее двух единиц по каждому типоразмеру; на секторных коленах толщина стенки измеряется по внутреннему обводу, на литых и штампованных - по наружному и внутреннему обводам;
- тройники (штампованные, сварные) и врезки в трубопровод - 20% для равнопроходных и близких к ним тройников и 10% для остальных тройников, но во всех случаях не менее двух; если количество тройников с диаметром штуцера менее 245 мм составляет менее 10, допускается контролировать один из них;
- переходы - 20%, но не менее двух; переходы с продольным сварным швом - 30%;
- корпуса арматуры (штампованные и штампосварные) - не менее одной единицы по каждому типоразмеру, начиная с ![]() мм;
мм;
- плоские заглушки (донышки) - 20%, но не менее двух;
- прямые участки - контроль в первую очередь на байпасных, застойных или временно не работающих участках, а также в местах поворота трассы, сужений, врезок и т.д.
Контроль толщины стенки на прямых участках проводится в объеме не менее 10 контрольных сечений на каждые 200 м трассы.
Рекомендуется точки контроля толщины стенки по возможности совмещать с точками измерения толщины в предыдущие проверки трубопровода.
К.6.4 На обратных линиях трубопровода, трубопроводах подпиточного комплекса и линиях подающего трубопровода до сетевых насосов второго подъема объем контроля по п.К.6.3 может быть уменьшен в два раза.
К.6.5 При выявлении участков с коррозионными повреждениями металла толщина стенки контролируется в точках максимальной глубины коррозии.
К.6.6 Порядок размещения точек контроля толщины стенки в пределах элементов трубопроводов должен соответствовать п.4.6.4 настоящей Инструкции (см. схему приложения В настоящей Инструкции).
К.7 Исследования химического состава, структуры и свойств металла
К.7.1 Контроль твердости на элементах с наружным диаметром 273 мм и более и толщиной стенки 8 мм и более не менее чем в трех точках линий трубопровода каждого типоразмера. Одна из контрольных точек должна располагаться на отводе, вторая - вблизи сварного соединения, а третья - в зоне врезки или на тройнике.
Твердость определяется с использованием переносного твердомера.
К.7.2 Выборочный химический анализ металла на содержание углерода, кремния и марганца при отсутствии в технической документации сведений о марке стали элементов трубопровода или использовании при ремонте материалов, на которые отсутствуют сертификатные данные.
В указанном случае для каждого типоразмера труб и фасонных деталей, входящих в трубопроводную систему, контроль химического состава проводится выборочно для одного из элементов.
К.7.3 Определение химического состава металла элементов трубопровода в целях идентификации марки стали допускается проводить без вырезки образцов металла путем отбора стружки сверлом или шабером. При этом проверка прочностных свойств металла производится косвенным способом по результатам контроля твердости переносным прибором. Допускается для определения химического состава металла элементов трубопровода использовать переносные спектроанализаторы, позволяющие количественно определять элементный состав углеродистых и низколегированных сталей.
Требуется совмещать элементы, подвергаемые контролю на твердость и анализ химического состава металла.
К.7.4 При отборе металла и проведении химического анализа необходимо иметь в виду следующее:
К.7.4.1 Перечень элементов, металл которых будет подвергнут химическому анализу, должен быть приведен в индивидуальной программе технического диагностирования трубопровода.
К.7.4.2 Стружка для химического анализа отбирается сверлом или шабером с предварительно зачищенной механическим способом поверхности металла. Взятая стружка должна быть светлой, без следов пережога.
К.7.4.3 Для анализа на содержание легирующих добавок (кремния, марганца) допускается отбирать скол металла с поверхности элемента. Скол выполняется слесарным зубилом или крейцмесселем на поверхности элемента с толщиной стенки не менее 7 мм.
К.7.4.4 При отборе стружки засверловкой наносятся отверстия диаметром не более 5 мм и глубиной не более 30% толщины стенки элемента, но не более 5 мм. При этом расстояние между ближайшими кромками отверстий должно быть не менее ![]() (где
(где ![]() - диаметр элемента,
- диаметр элемента, ![]() - номинальная толщина стенки), но не менее 100 мм.
- номинальная толщина стенки), но не менее 100 мм.
Глубина выемки от отбора пробы металла сколом не должна превышать 2 мм.
Если твердость элемента трубопровода превышает 170 НВ, отверстия или выемки, образовавшиеся после отбора проб металла засверловкой или сколом, должны быть устранены путем механической зачистки с обеспечением плавных переходов от дна углубления к поверхности металла.
К.7.4.5 Элементы станционных трубопроводов сетевой воды могут быть изготовлены из стали марок Ст3; 10; 20; 25; 15ГС; 16ГС(17ГС) и 09Г2С, а литые детали, как правило, изготовлены из стали 15Л; 20Л; 25Л и 20ГСЛ.
В связи с этим химический анализ проводится на содержание основных элементов: углерода, кремния и марганца.
Для химического анализа требуется 5-6 г стружки для определения углерода, кремния и марганца или скол массой 3-4 г для анализа кремния и марганца.
К.7.4.6 При передаче на химический анализ металла по каждому элементу трубопровода стружка или скол помещаются в отдельный конверт или пакет, на котором должно быть указано наименование данного элемента и его порядковый номер по исполнительной схеме трубопровода.
К.8 Гидравлические испытания трубопровода проводятся согласно разделу 4.8 настоящей Инструкции с учетом основных положений и указаний в этой части действующих НД.
К.9 Анализ результатов контроля трубопровода и поверочные расчеты на прочность выполняются согласно разделу 4.9 настоящей Инструкции.
Контрольные расчеты на прочность проводятся по РД 10-249-98 [8] для прямых участков, отводов, конусных переходов, тройников и плоских донышек (заглушек), если наибольшее утонение стенки указанных элементов превышает 10% относительно номинального уровня или (и) составляет более 1,0 мм. В этом случае расчет ведется по минимальной фактической толщине стенки ![]() , а эксплуатационная прибавка
, а эксплуатационная прибавка ![]() принимается равной
принимается равной
![]() ,
,
где ![]() - средняя скорость коррозионного износа;
- средняя скорость коррозионного износа;
![]() - срок продления трубопровода в дальнейшую эксплуатацию;
- срок продления трубопровода в дальнейшую эксплуатацию;
при этом
![]() ,
,
где ![]() - максимальная глубина коррозии (общей или локальной):
- максимальная глубина коррозии (общей или локальной): ![]() ;
;
![]() - время эксплуатации трубопровода (от первого пуска до текущего диагностирования).
- время эксплуатации трубопровода (от первого пуска до текущего диагностирования).
Если по результатам данного расчета нормативные условия прочности каких-либо элементов не выполняются, возможность продления срока эксплуатации трубопровода должна быть подтверждена экспертной организацией на основании результатов специальных расчетов на прочность.
Приложение Л
ТЕХНОЛОГИЯ ПРИВАРКИ ВСТАВКИ (ЗАПЛАТЫ)
В ТРУБОПРОВОДЫ IV КАТЕГОРИИ
Л.1 Общие положения
Л.1.1 Определен порядок вырезки лазового отверстия ("окна") в трубопроводах IV категории (по РД-03-94 [1]) диаметром не менее 700 мм, изготовленных из материалов, предусмотренных действующими правилами Госгортехнадзора России по трубопроводам, для проведения контроля их внутренней поверхности и установлена последовательность вварки заплаты (вставки) в тело трубопровода.
Л.1.2 К производству сварочных работ могут быть допущены дипломированные сварщики, аттестованные в установленном порядке и имеющие право на выполнение соответствующих работ на трубопроводах III и IV категории.
Л.1.3 Рабочее место сварщика должно быть организовано и оснащено с учетом требований Руководящих технических материалов по сварке РД 153-34.1-003-01 [9], а также действующих НД по охране труда, технике безопасности и противопожарной безопасности.
Сварочные работы необходимо проводить под руководством специалиста по сварке.
Л.2 Вырезка "окна", изготовление и установка заплаты
Л.2.1 По шаблону следует разметить линии реза и ацетилено-кислородной резкой с учетом припуска на механическую обработку (для удаления следов огневой резки) вырезать "окно" согласно рисунку Л.1. Форма окна должна приближаться к прямоугольнику с радиусом закругления в углах не менее 20 мм. Вырезку следует производить в верхней части трубопровода (для удобства проведения сварки снаружи).
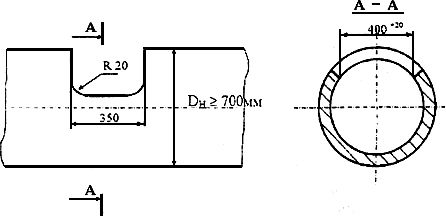
Рисунок Л.1 - Размеры и форма "окна"
Расстояние от кромки реза до ближайшего поперечного сварного шва должно составлять не менее 100 мм, а до ближайшего продольного или косого (спирально-шовная труба) шва не менее 200 мм для труб диаметром 1000 мм и менее и 250 мм - для остальных труб.
Л.2.2 Механической обработкой необходимо зачистить поверхность реза от неровностей и снять оплавленный слой металла не менее 1 мм от кромки.
Л.2.3 Из трубы той же марки стали, того же диаметра и толщины стенки (имеющей сертификат завода-изготовителя) изготавливается заплата. Вырезка заплаты производится газовой резкой с учетом последующей подгонки по форме "окна".
Допускается изготовление заплаты из свальцованного поперек прокатных волокон листа той же (аналогичной) толщины и марки стали, что и подвергнутая вырезке труба. На лист должен присутствовать сертификат завода-изготовителя.
Л.2.4 Абразивным кругом производится разделка кромок вырезанного отверстия ("окна") и подготовленной новой заплаты. Конструкция разделки показана на рисунке Л.2. Раскрытие кромок делается с наружной стороны трубопровода.
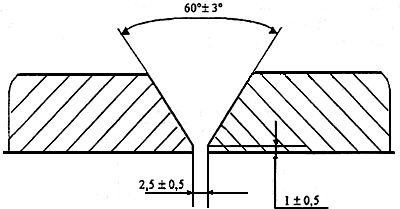
Рисунок Л.2 - Разделка кромок и ее конструктивные размеры
Л.2.5 Устанавливается подогнанная по размерам "окна" с разделанными согласно рисунку Л.2 кромками заплата. Она устанавливается со смещением таким образом, чтобы с двух сопрягающихся сторон зазор был на 1,0-1,5 мм меньше, чем с соответствующих противоположных сторон (рисунок Л.3).
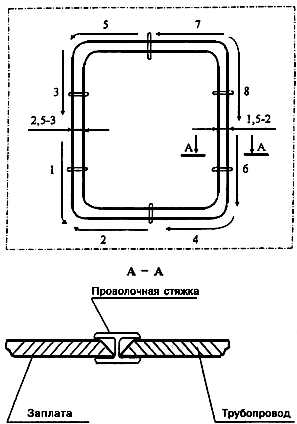
Рисунок Л.3 - Установка заплаты и последовательность ее обварки корневым швом
Заплату следует зафиксировать по всему периметру проволочными стяжками (скрутками) или специальными съемными зажимами и, выдерживая зазор, закрепить единичной прихваткой в начале первого участка сварки.
Л.3 Вварка заплаты, контроль
Л.3.1 Выбор типа и марки электродов (в зависимости от марки свариваемой стали), прокалка их перед сваркой и проверка сварочно-технологических свойств должны соответствовать требованиям пп.4.1 и 5.4, РД 153-34.1-003-01 [9].
Л.3.2 Сварка корневого шва начинается с середины длинной стороны, собранной с большим зазором, и ведется обратноступенчатым способом участками длиной 150-200 мм в том направлении и той последовательности, которые указаны на рисунке Л.3 стрелками и цифрами. При подходе сварочных швов к креплениям их следует поочередно убирать.
Л.3.3 Зачищая после наложения каждого валика (участка) шлак и соблюдая смещение замковых соединений в соседних слоях (валиках), следует наложить заполняющие разделку валики, причем каждый варить обратноступенчатым способом участками в четверть периметра "окна", при наложении последнего (декоративного) валика формировать усиление в пределах 0,5-1,5 мм.
Л.3.4 Место заварки следует зачистить и при необходимости снять механической обработкой чрезмерное усиление швов.
Л.3.5 Качество сварки необходимо проконтролировать согласно требованиям РД 153-34.1-003-01 [9].
Л.3.6 Техническая документация оформляется в соответствии с требованиями действующих НД.
Приложение М
РЕКОМЕНДУЕМЫЕ ФОРМЫ БЛАНКОВ ДЛЯ ОФОРМЛЕНИЯ МАТЕРИАЛОВ
ПО КОНТРОЛЮ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
Основные сведения о трубопроводе
|
1. Организация (владелец) |
|
Цех |
| ||||||||||
|
|
|
|
| ||||||||||
|
2. Станционный номер трубопровода (по перечню) |
| ||||||||||||
|
|
| ||||||||||||
|
3. Регистрационный номер трубопровода |
| ||||||||||||
|
|
| ||||||||||||
|
4. Наименование трубопровода |
| ||||||||||||
|
| |||||||||||||
|
| |||||||||||||
|
5. Дата окончания монтажа |
| ||||||||||||
|
|
| ||||||||||||
|
6. Дата ввода трубопровода в эксплуатацию |
| ||||||||||||
|
|
| ||||||||||||
|
7. Рабочая среда: |
| ||||||||||||
|
|
| ||||||||||||
|
8. Расчетные (проектные) параметры: |
| ||||||||||||
|
|
| ||||||||||||
|
|
а) давление |
| |||||||||||
|
|
|
| |||||||||||
|
|
б) температура |
| |||||||||||
|
|
| ||||||||||||
|
9. Категория трубопровода |
| ||||||||||||
|
|
| ||||||||||||
|
10. Разрешенные параметры эксплуатации (по паспорту) |
| ||||||||||||
|
| |||||||||||||
|
| |||||||||||||
|
11. Размеры и материал основных участков трубопровода: | |||||||||||||
|
N п.п. |
Типоразмер труб и отводов (мм) |
Количество |
Марка стали |
ГОСТ |
Примечание |
|
|
|
|
|
|
|
|
12. Сведения о трубах, фасонных элементах и арматуре приведены на исполнительной схеме трубопровода (схема прилагается). | |||||||||
|
13. Сведения по сварке и термообработке, выполненных монтажной организацией (если | |||||||||
|
таковые имеются) |
| ||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
|
14. Данные о гидравлических (пневматических) испытаниях: |
| ||||||||
|
|
| ||||||||
|
|
а) пробное давление |
| |||||||
|
|
| ||||||||
|
|
б) дата и результаты гидро(пневмо) испытаний |
| |||||||
|
|
| ||||||||
|
15. Сведения об эксплуатации: |
| ||||||||
|
|
|
| |||||||
|
|
- количество пусков трубопровода (установки) |
| |||||||
|
|
|
| |||||||
|
|
- количество гидроиспытаний |
| |||||||
|
|
|
| |||||||
|
|
- фактические параметры эксплуатации |
| |||||||
|
|
|
| |||||||
|
| |||||||||
|
16. Сводные данные по результатам предыдущих обследований и техосвидетельствований: | |||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
|
17. Сведения о реконструкциях и ремонтах |
| ||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
|
| |||||||||
|
Организация |
|
АКТ
по наружному и внутреннему осмотру трубопровода
|
Осмотром трубопровода |
|
рег. N |
|
, | ||||
|
|
(наименование) |
|
|
| ||||
|
исполнительная схема |
|
(формуляр) N |
| |||||
|
|
|
|
|
| ||||
|
(основные размеры: |
|
), эксплуатируемого с 19.....года, | ||||||
|
| ||||||||
|
установлено: | ||||||||
|
Описать состояние трассы трубопровода и опорно-подвесной системы, указать | ||||||||
|
обнаруженные отклонения в трассировке или опорно-подвесной системе, отметить | ||||||||
|
наличие и состояние дренажей, отсутствие нарушений обшивки и отсутствие | ||||||||
|
защемлений трубопровода. Описать состояние металла основных элементов | ||||||||
|
трубопровода и сварных соединений по результатам наружного осмотра, при | ||||||||
|
обнаружении дефектов отразить их характер и указать места расположения. | ||||||||
|
Описать состояние металла трубопровода на участках внутреннего осмотра. | ||||||||
Осмотр провели:
|
(должность) |
|
(подпись) |
|
(ф.и.о.) |
|
(должность) |
|
(подпись) |
|
(ф.и.о.) |
|
(должность) |
|
(подпись) |
|
(ф.и.о.) |
"____" ____________20 ___ г.
|
Организация |
|
АКТ N
по гидравлическому испытанию
"____" ____________20 ___ г.
|
Проведено гидравлическое испытание трубопровода |
|
, | ||||||||||
|
|
(наименование) |
| ||||||||||
|
рег. N |
|
(основные размеры: |
|
), | ||||||||
|
|
|
| ||||||||||
|
эксплуатируемого с 19..... года. | ||||||||||||
|
Испытание выполнено в соответствии с требованиями Правил устройства и безопасной эксплуатации трубопроводов пара и горячей воды: | ||||||||||||
|
|
пробное давление |
|
кгс/см | |||||||||
|
|
|
| ||||||||||
|
|
время выдержки под пробным давлением |
|
мин | |||||||||
|
|
|
|
| |||||||||
|
|
температура жидкости ( |
|
) |
|
°С | |||||||
После выдержки под пробным давлением и понижения давления до ______ кгс/см![]() (рабочего) был выполнен осмотр трубопровода.
(рабочего) был выполнен осмотр трубопровода.
Установлено: признаков остаточной деформации, трещин, разрывов, течей, потения в сварных соединениях, основном металле и в разъемных соединениях не обнаружено. Падения давления по манометру за время испытания не наблюдалось.
Решено: трубопровод выдержал гидравлическое испытание пробным давлением.
Испытание провели:
|
(должность) |
|
(подпись) |
|
(ф.и.о.) |
|
(должность) |
|
(подпись) |
|
(ф.и.о.) |
|
(должность) |
|
(подпись) |
|
(ф.и.о.) |
|
Организация |
|
Заключение (Протокол) N
по измерению радиуса и овальности
гнутых отводов (гибов) трубопровода
|
Трубопровод |
|
рег. N |
|
Линия |
| |
|
|
(наименование) |
|
|
(указать при необходимости) | ||
|
Исполнительная схема (формуляр) N |
| |||||
|
N п.п. |
Номер отвода (участка) по схеме |
Типоразмер |
Радиус |
Наружный диаметр |
Овальность | |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| ||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||
|
Измерение провел |
|
Удостоверение N |
|
|
| ||||
|
|
(ф.и.о.) |
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||
"____" ____________20 ___ г.
|
Организация |
|
Заключение N
по дефектоскопии сварных соединений трубопровода
методом (ультразвукового/радиографического) контроля
(ненужное убрать)
"____" ____________20 ___ г.
|
Трубопровод |
|
рег. N |
|
Линия |
| ||||||||
|
|
(наименование) |
|
|
(указать при необходимости) | |||||||||
|
Исполнительная схема (формуляр) N |
| ||||||||||||
|
|
| ||||||||||||
|
Контроль выполнен в соответствии с |
| ||||||||||||
|
|
(Инструкция, ГОСТ, ОСТ и т.д.) | ||||||||||||
|
с применением прибора |
|
зав. N |
|
, преобразователями |
| ||||||||
|
|
|
|
|
|
| ||||||||
|
при чувствительности |
| ||||||||||||
|
|
| ||||||||||||
|
Прибор прошел госповерку |
|
200 ___г. | |||||||||||
Результаты контроля
|
N п.п. |
Номер сварного соединения или номера участков, ограничивающих контролируемый стык |
Типоразмер соединения |
Характер (описание) обнаруженных дефектов |
Оценка качества в баллах |
Примечание |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| ||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||
|
Дефектоскопист |
|
Удостоверение N |
|
|
| ||||
|
|
(ф.и.о.) |
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||
"____" ____________20 ___ г.
|
Организация |
|
Заключение N
по измерению толщины стенки тройников и врезок трубопровода
"____" ____________20 ___ г.
|
Трубопровод |
|
рег. N |
|
Линия |
| ||||||||
|
|
(наименование) |
|
|
(указать при необходимости) | |||||||||
|
Исполнительная схема (формуляр) N |
| ||||||||||||
|
|
| ||||||||||||
|
Измерения выполнялись в соответствии с |
| ||||||||||||
|
|
(Инструкция, ГОСТ и т.д.) | ||||||||||||
|
прибором типа |
|
зав. N |
|
, преобразователем |
| ||||||||
|
|
|
|
|
|
| ||||||||
|
Прибор прошел госповерку |
|
200 ___г. | |||||||||||
|
N п.п. |
Номер участка (элемента) по схеме* |
Типоразмер, мм |
Зона элемента (узла) |
Толщина стенки, мм |
Примечание (пояснение)*** | |
|
|
|
|
|
Предыдущий контроль |
Настоящее обследование** 20 __ г. |
|
|
1 |
|
|
Штуцер |
|
|
|
|
|
|
|
Основная труба (коллектор) |
|
|
|
|
2 |
|
|
Штуцер |
|
|
|
|
|
|
|
Основная труба (коллектор) |
|
|
|
|
3 |
|
|
Штуцер |
|
|
|
|
|
|
|
Основная труба (коллектор) |
|
|
|
|
4 |
|
|
Штуцер |
|
|
|
|
|
|
|
Основная труба (коллектор) |
|
|
|
|
5 |
|
|
Штуцер |
|
|
|
|
|
|
|
Основная труба (коллектор) |
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| |||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | |||
|
Дефектоскопист |
|
Удостоверение N |
|
|
|
|
| |||
|
|
(ф.и.о.) |
|
(кем выдано, дата выдачи) |
|
(подпись) | |||||
_______________
* Для врезок номер узла рекомендуется изображать в виде: ![]() - а (номер);
- а (номер); ![]() - б (номер).
- б (номер).
** Результаты нескольких измерений разделять точкой с запятой, например: 4,3; 4,5; ... .
*** В данной графе рекомендуется указать, какое в порядковом ряду число (числа) соответствует(ют) измерению в точке коллектора против центральной оси штуцера; например: последнее число (или: два последних числа) соответствует(ют) измерению(ям) против центральной оси штуцера.
|
Организация |
|
Заключение N
по измерению толщины стенки колен
(гнутых, штампованных и штампосварных отводов) трубопровода
"____" ____________20 ___ г.
|
Трубопровод |
|
рег. N |
|
Линия |
| ||||||||
|
|
(наименование) |
|
|
(указать при необходимости) | |||||||||
|
Исполнительная схема (формуляр) N |
| ||||||||||||
|
|
| ||||||||||||
|
Измерения выполнялись в соответствии с |
| ||||||||||||
|
|
(Инструкция, ГОСТ и т.д.) | ||||||||||||
|
прибором типа |
|
зав. N |
|
, преобразователями |
| ||||||||
|
|
|
|
|
|
| ||||||||
|
Прибор прошел госповерку |
|
200 ___г. | |||||||||||
|
N п.п. |
Номер участка (элемента) по схеме |
Типо- |
Контрольное сечение* |
Толщина стенки, мм |
Примечание*** | |||
|
|
|
|
|
Предыдущий контроль |
Настоящее обследование |
| ||
|
|
|
|
|
|
Зона колена |
| ||
|
|
|
|
|
|
растянутая |
нейтральная** |
сжатая |
|
|
|
|
|
Центральное |
|
|
|
|
|
|
1 |
|
|
Левое |
|
|
|
|
|
|
|
|
|
Правое |
|
|
|
|
|
|
|
|
|
Центральное |
|
|
|
|
|
|
2 |
|
|
Левое |
|
|
|
|
|
|
|
|
|
Правое |
|
|
|
|
|
|
|
|
|
Центральное |
|
|
|
|
|
|
3 |
|
|
Левое |
|
|
|
|
|
|
|
|
|
Правое |
|
|
|
|
|
|
|
|
|
Центральное |
|
|
|
|
|
|
4 |
|
|
Левое |
|
|
|
|
|
|
|
|
|
Правое |
|
|
|
|
|
|
|
|
|
Центральное |
|
|
|
|
|
|
5 |
|
|
Левое |
|
|
|
|
|
|
|
|
|
Правое |
|
|
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| |||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | |||
|
Дефектоскопист |
|
Удостоверение N |
|
|
|
|
| |||
|
|
(ф.и.о.) |
|
(кем выдано, дата выдачи) |
|
(подпись) | |||||
______________________
* В данной графе указать: с какого положения, т.е. изнутри или снаружи колена, рассматривать контрольное сечение. Для вертикально расположенных колен контрольные сечения обозначать: "Центральное", "Верхнее", "Нижнее".
** При выполнении измерений в двух нейтральных зонах колена рекомендуется результаты изображать в виде дроби (а/в).
*** В примечании рекомендуется указывать способ изготовления колена: гнутый (в т.ч. крутоизогнутый), штампованный, штампосварной отвод или секторное колено.
|
Организация |
|
Заключение N
по измерению толщины стенки элементов
и деталей (фланцев, переходов, заглушек, линзовых
компенсаторов) трубопровода
"____" ____________20 ___ г.
|
Трубопровод |
|
рег. N |
|
Линия |
| ||||||||
|
|
(наименование) |
|
|
(указать при необходимости) | |||||||||
|
Исполнительная схема (формуляр) N |
| ||||||||||||
|
|
| ||||||||||||
|
Измерения выполнялись в соответствии с |
| ||||||||||||
|
|
(Инструкция, ГОСТ и т.д.) | ||||||||||||
|
прибором типа |
|
зав. N |
|
, преобразователем |
| ||||||||
|
|
|
|
|
|
| ||||||||
|
Прибор прошел госповерку |
|
200 ___г. | |||||||||||
|
N п.п. |
Наименование элемента (детали) |
Номер участка (элемента) по схеме |
Типоразмер, мм |
Толщина стенки, мм |
Примечание (пояснение)** | |
|
|
|
|
|
Предыдущий контроль |
Настоящее обследование* 20 __ г. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| ||||||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||||
|
Дефектоскопист |
|
| |||||||||||
|
|
(ф.и.о.) |
| |||||||||||
|
Удостоверение N |
|
|
|
|
| ||||||||
|
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||||||
_____________
* Результаты нескольких измерений разделять точкой с запятой, например: 6,4; 6,8; ... .
** Для переходов и заглушек в данной графе указать, какие в порядковом ряду числа соответствуют измерениям в зоне нижней образующей, например: последнее число (или: два последних числа) соответствует(ют) измерению(ям) по нижней образующей.
|
Организация |
|
Заключение N
по измерению толщины стенки участков трубопровода
"____" ____________20 ___ г.
|
Трубопровод |
|
рег. N |
|
Линия |
| ||||||||
|
|
(наименование) |
|
|
(указать при необходимости) | |||||||||
|
Исполнительная схема (формуляр) N |
| ||||||||||||
|
|
| ||||||||||||
|
Измерения выполнялись в соответствии с |
| ||||||||||||
|
|
(Инструкция, ГОСТ и т.д.) | ||||||||||||
|
прибором типа |
|
зав. N |
|
, преобразователем |
| ||||||||
|
|
|
|
|
|
| ||||||||
|
Прибор прошел госповерку |
|
200 ___г. | |||||||||||
|
Номера точек |
Номера участков |
|
Отбраковочный размер, мм |
Толщина стенки, мм | |
|
|
|
|
|
Предыдущий контроль |
Частящее обследование |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| ||||||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||||
|
Дефектоскопист |
| ||||||||||||
|
|
(ф.и.о.) | ||||||||||||
|
Удостоверение N |
|
|
|
|
| ||||||||
|
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||||||
|
Организация |
|
Заключение N
по магнитопорошковому контролю
(сварных соединений/поверхности гибов/радиусных переходов арматуры)
(ненужное убрать)
"____" ____________20 ___ г.
|
Трубопровод |
|
рег. N |
|
Линия |
| |||||||
|
|
(наименование) |
|
|
(указать при необходимости) | ||||||||
|
Исполнительная схема (формуляр) N |
| |||||||||||
|
|
| |||||||||||
|
Методика контроля и нормы отбраковки соответствуют |
| |||||||||||
|
|
(Инструкция, ГОСТ и т.д.) | |||||||||||
|
Контроль выполнен прибором |
|
зав. N |
| |||||||||
|
| ||||||||||||
|
| ||||||||||||
|
Прибор прошел госповерку |
|
200 ___г. | ||||||||||
|
N |
Наименование контролируемого элемента (изделия) |
Номер элемента по схеме |
Типоразмер, мм |
Объем контроля |
Результаты контроля |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Мастер |
|
Удостоверение N |
|
|
|
|
| ||||||
|
|
(руководитель контроля) |
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||||
|
Дефектоскопист |
| ||||||||||||
|
|
(ф.и.о.) | ||||||||||||
|
Удостоверение N |
|
|
|
|
| ||||||||
|
|
|
|
(кем выдано, дата выдачи) |
|
(подпись) | ||||||||
Список использованной литературы
1. РД-03-94. Правила устройства и безопасной эксплуатации трубопроводов пара и горячей воды: ПБ-03-75-94. - М.: НПО ОБТ, 1994.
2. ГОСТ 356-80. Арматура и детали трубопроводов. Давления условные, пробные и рабочие. Ряды.
3. ГОСТ 20911-89. Техническая диагностика. Термины и определения.
4. МЭК 60050-191 (1990). Международный электротехнический словарь. Глава 191. Надежность и качество услуг.
5. ГОСТ 15467-79. Управление качеством продукции. Основные понятия. Термины и определения.
6. ОСТ 1482-82. Отраслевая система управления качеством продукции черной металлургии. Ведомственный контроль качества продукции. Трубы бесшовные катаные. Дефекты поверхности. Термины и определения.
7. ГОСТ 5272-68. Коррозия металлов. Термины.
8. РД 10-249-98. Нормы расчета на прочность стационарных котлов и трубопроводов пара и горячей воды. - М.: 1998.
9. РД 153-34.1-003-01. Сварка, термообработка и контроль трубных систем котлов и трубопроводов при монтаже и ремонте энергетического оборудования (РТМ-1с-2001). - М.: ПИО ОБТ, 2001 (СО 153-34.003-01).
Текст документа сверен по:
/ Минэнерго России. -
М.: ЦПТИ ОРГРЭС, 2004
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке