
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
00
:
22
апреля
18
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
РД 34.17.415-96
ИНСТРУКЦИЯ
ПО ПРОВЕДЕНИЮ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ
КРЕПЕЖА ЭНЕРГООБОРУДОВАНИЯ
Дата введения 1998-01-01
РАЗРАБОТАНО АО "Фирма ОРГРЭС", Уралтехэнерго, ВТИ
Исполнители А.П.Кижватов, А.А.Вельсков (АО "Фирма ОРГРЭС"), С.П.Перевалов (Уралтехэнерго), B.C.Гребенник, Ю.А.Петников, В.Д.Петросян (ВТИ)
УТВЕРЖДЕНО Департаментом науки и техники РАО "ЕЭС России" 20.03.96 г.
Начальник А.П.Берсенев
СОГЛАСОВАНО с АО "Фирма ОРГРЭС" 14.03.96 г.
Генеральный директор В.Е.Денисов
Настоящая Инструкция разработана в соответствии с требованиями "Типовой инструкции по контролю и продлению сроков службы металла основных элементов котлов, турбин и трубопроводов тепловых электростанций: РД 34.17.421-92" (М.: СПО ОРГРЭС, 1992).
Инструкция обязательна для применения на предприятиях электроэнергетической отрасли и может быть использована расположенными на территории Российской Федерации предприятиями и объединениями предприятий, в составе (структуре) которых независимо от форм собственности и подчинения находятся тепловые электростанции (или котельные).
С выходом настоящей Инструкции утрачивают силу "Методические указания по проведению ультразвукового контроля крепежа энергооборудования: МУ 34-70-081-84" (М.: СПО Союзтехэнерго, 1985).
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящая Инструкция распространяется на шпильки цилиндрической формы (со сверлением и без сверления) задвижек, клапанов, фланцевых соединений и корпусов цилиндров, имеющих диаметр 30 мм и более и изготовленных из сталей перлитного класса.
Основные типоразмеры шпилек:
|
М 30х180 |
М 30х200 |
М 36х170 |
М 36х205 |
|
М 36х250 |
М 42х130 |
М 42х210 |
М 42х300 |
|
М 42х175 |
М 48х400 |
М 48х335 |
М 48х225 |
|
М 48х340 |
М 48х245 |
М 52х440 |
М 52х335 |
|
М 52х360 |
М 90х380 |
М 90х455 |
М 90х305 |
|
М 90х330 |
М 90х300 |
М 120х685 |
М 120х430 |
|
М 120х530 |
М 140х715 |
М 140х640 |
М 100х535 |
|
М 100х545 |
М 56х275 |
М 56х265 |
|
|
М 56х310 |
(с внутренним отверстием по всей длине диаметром 32 мм) | ||
|
М 60х285 |
(с внутренним отверстием по всей длине диаметром 32 мм) | ||
|
М 64х380 |
М 64х270 |
М 64х690 |
М 76х310 |
|
М 76х410 |
М76х400 |
М 76х435 |
М 90х545 |
|
М 120х570 |
М120х515 |
М 120х594 |
М 120х640 |
|
М 76х540 |
(с внутренним отверстием по всей длине диаметром 20 мм) | ||
|
М 100х1210 |
(с внутренним отверстием по всей длине диаметром 20 мм) | ||
|
М 100х1150 |
(с внутренним отверстием по всей длине диаметром 20 мм) | ||
|
М 140х730 |
(с внутренним отверстием по всей длине диаметром 10 мм) | ||
|
М 150х1495 |
(с внутренним отверстием по всей длине диаметром 30 мм) | ||
|
М 160х1480 |
(с внутренним отверстием по всей длине диаметром 30 мм) | ||
|
М 165х875 |
| ||
1.2. Инструкция предназначена для УЗК при монтаже и ремонте энергооборудования с целью выявления поперечных и продольных трещин на поверхности осевого сверления, а также в резьбовой и галтельной частях шпилек. Фактические размеры трещин не определяются.
1.3. К выполнению УЗК крепежа согласно настоящей Инструкции допускаются дефектоскописты, имеющие квалификацию не ниже 2-го уровня и прошедшие специальную подготовку.
2. АППАРАТУРА КОНТРОЛЯ
2.1. При УЗК шпилек применяются переносные дефектоскопы типа УД 2-12 отечественного или зарубежного производства, с комплектом пьезоэлектрических преобразователей (ПЭП).
2.2. Параметры ультразвуковых дефектоскопов должны удовлетворять требованиям, указанным в паспортах заводов-изготовителей.
2.3. Для контроля используются следующие ПЭП:
прямые на частоту 2,5 и 5 МГц;
наклонные на частоту 2,5 МГц с углом наклона 40 и 50°.
2.4. Прямые ПЭП должны удовлетворять следующим основным требованиям:
отклонение акустической оси от нормали к контактной поверхности ПЭП не должно превышать 2°;
ширина основного лепестка диаграммы направленности (![]() ) на уровне 0,5
) на уровне 0,5![]() должна составлять в режиме излучения 12° ± 30' для ПЭП с частотой 5 МГц и 14° ± 30' для ПЭП с частотой 2,5 МГц.
должна составлять в режиме излучения 12° ± 30' для ПЭП с частотой 5 МГц и 14° ± 30' для ПЭП с частотой 2,5 МГц.
Методика проверки характеристик прямых ПЭП приведена в приложении 1.
Наклонные ПЭП должны удовлетворять требованиям ГОСТ 14782-86 и обеспечивать выявление контрольных отражателей в испытательных образцах на заданном уровне чувствительности.
2.5. Перед контролем проводится настройка дефектоскопа.
Настройка скорости развертки, глубиномера и чувствительности дефектоскопа производится согласно инструкции по эксплуатации дефектоскопа с использованием стандартного образца N 2 по ГОСТ 14782-86 и испытательных образцов (рис.1 и 2), изготовленных из натурных шпилек.

Рис.1. Испытательный образец для настройки скорости развертки и чувствительности дефектоскопа
|
Диаметр |
Тип резьбы |
|
|
|
30 |
М 30 |
60 |
1,5±0,1 |
|
36-42 |
М 42 |
60 |
1,5±0,1 |
|
48-56 |
М 56 |
90 |
1,5±0,1 |
|
60-64 |
М 64 |
90 |
1,5±0,1 |
|
76 |
М 76 |
120 |
1,2±0,1 |
|
90-100 |
М 100 |
190 |
1,0±0,1 |
|
120-140 |
М 120 |
190 |
1,0±0,1 |
|
150-165 |
М 160 |
190 |
1,0±0,1 |
|
Примечание. Заготовка для испытательного образца - шпильки по ГОСТ 20700-75. | |||

Рис.2. Испытательный образец для настройки скорости развертки и чувствительности дефектоскопа
при контроле шпилек с осевым сверлением:
|
|
Толщина |
|
|
|
До 64 вкл. |
До 30 вкл. |
1,5±0,1 |
2 |
|
Св. 64 до 90 вкл. |
Св. 30 до 40 вкл. |
1,2±0,1 |
3 |
|
Св. 90 |
Св. 40 |
1,0±0,1 |
4 |
2.6. Качество поверхности испытательных образцов должно соответствовать качеству поверхности контролируемой шпильки.
2.7. Все испытательные образцы должны быть проверены и зарегистрированы в специальном журнале.
2.8. Проверка испытательного образца включает в себя оценку чистоты рабочей поверхности, отклонений размеров образца и контрольных отражателей от номинальных значений. Каждый образец должен иметь клеймо, содержащее номер, типоразмер и марку стали образца.
2.9. Оценка чистоты рабочей поверхности испытательного образца может производиться визуально в соответствии с требованиями ГОСТ 9378-93. Параметры образца и контрольных отражателей определяются с помощью штангенциркуля и угломера методом свинцового слепка с применением оптических средств (микроскопов УИМ-21, МПБ-2) или другими методами, обеспечивающими требуемую точность измерений.
2.10. Проверка испытательных образцов должна проводиться не реже одного раза в год, о чем делается соответствующая запись в журнале с указанием фамилии проверяющего. Проверка испытательных образцов выполняется лицом, ответственным за состоянием средств контроля.
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Места контроля должны быть подготовлены заблаговременно. При проведении контроля температура металла на поверхности контролируемого изделия и окружающего воздуха должна быть в пределах от 5 до 40 °С.
3.2. Для проведения контроля торец шпильки и все другие контролируемые участки должны быть зачищены от окалины, ржавчины, забоин и неровностей до чистоты не хуже ![]() =40 мкм по ГОСТ 2789-73, плоскость торца шпильки должна быть проверена на перпендикулярность к оси шпильки с помощью угломера. Отклонение торца от нормали к образующей шпильки не должно превышать 2°, в противном случае шпильку следует отторцевать.
=40 мкм по ГОСТ 2789-73, плоскость торца шпильки должна быть проверена на перпендикулярность к оси шпильки с помощью угломера. Отклонение торца от нормали к образующей шпильки не должно превышать 2°, в противном случае шпильку следует отторцевать.
3.3. При контроле шпилек, имеющих осевое сверление, последнее необходимо проверить на наличие несоосности, для чего следует проводить визуальный осмотр сверления с применением оптических перископических средств.
3.4. Перед проведением УЗК шпилька подвергается визуальному осмотру с целью обнаружения поверхностных трещин в резьбовой гладкой частях.
При визуальном осмотре рекомендуется применять оптические средства с увеличением в 3-7 раз.
3.5. В качестве контактной смазки применяют жидкие технические масла (трансформаторное, дизельное) или глицерин. При контроле со стороны гладкой части шпилек диаметром менее 60 мм рекомендуется применять более вязкие масла типа МС или обойный клей.
3.6. При контроле со стороны гладкой части шпилек диаметром до 100 мм наклонные ПЭП необходимо притереть. Радиус кривизны рабочей поверхности ПЭП должен быть на 5% больше номинального радиуса испытательного образца (см. рис.1).
4. ПРОВЕДЕНИЕ КОНТРОЛЯ
4.1. Зонами УЗК являются:
резьбовая часть шпильки (преимущественно первые витки от сбега резьбы на гладкую часть) и область галтельного перехода при контроле прямым ПЭП со стороны торца, прилегающего к резьбовой части, по обнаружению поперечных трещин на внутренней и наружной поверхностях шпильки;
область сбега резьбы на гладкую часть (первые 6-7 витков резьбы) и галтельный переход при контроле наклонным ПЭП со стороны гладкой части по выявлению поперечных трещин на наружной поверхности шпильки;
поверхность осевого сверления в области несоосности при контроле наклонным ПЭП со стороны гладкой части по выявлению поперечных трещин;
наружная и внутренняя поверхности шпильки при контроле специальным ПЭП по выявлению продольных трещин. Методика контроля по выявлению продольных трещин изложена в приложении 2.
4.2. При невозможности удалить шпильку из гнезда или при невозможности размещения ПЭП на торце (разделка торца шпильки под квадрат и др.) контроль резьбовой части и галтельного перехода осуществляется только наклонным ПЭП со стороны гладкой части. Невозможность удаления шпильки из гнезда оформляется актом.
4.3. Включение прибора и установление режимов его работы производятся в соответствии с инструкцией по его эксплуатации. Правильность настройки чувствительности и скорости развертки проверяется каждые 30 мин работы.
4.4. При проведении контроля используются три уровня чувствительности: поисковый, контрольный и браковочный.
Браковочный уровень определяется при настройке чувствительности прибора по максимальной амплитуде эхо-сигнала от отражателя в испытательном образце и должен составлять 15 дБ. При этом высота сигнала от настроечного отражателя над линией развертки устанавливается равной 10 мм. Браковочный уровень допускается изменять на значение, кратное 5 дБ, сделав соответствующую отметку в журнале контроля.
Контрольный уровень выбирается ниже браковочного на 6 дБ.
Поисковый уровень выбирается ниже контрольного на 6 дБ, но он не должен превышать уровень помех (эхо-сигналы от резьбы при контроле прямым ПЭП) не менее чем на 1 дБ. С целью подавления помех допускается повышать поисковый уровень чувствительности до контрольного. Точность настройки прибора проверяется тремя последовательными измерениями. Шаг сканирования при проведении контроля не должен превышать половины диаметра пьезопластины.
4.5. Контроль резьбового участка шпильки и галтельного перехода прямым ПЭП:
4.5.1. Резьбовой участок шпильки и галтельный переход контролируются прямым ПЭП на частоту 2,5 МГц со стороны торца, прилежащего к резьбовому участку. Для шпилек диаметром до 70 мм включительно допускается использование ПЭП на частоту 5 МГц.
4.5.2. Скорость развертки (рабочая зона) дефектоскопа при контроле шпильки с длиной резьбовой части ![]() определяется положением зондирующего сигнала с одной стороны и меткой глубиномерного устройства, соответствующей значению глубины отражателя
определяется положением зондирующего сигнала с одной стороны и меткой глубиномерного устройства, соответствующей значению глубины отражателя ![]() +20 мм. Допускается настраивать рабочую зону развертки с применением надреза в гладкой части шпильки (см. рис.1 и 3).
+20 мм. Допускается настраивать рабочую зону развертки с применением надреза в гладкой части шпильки (см. рис.1 и 3).

Рис.3. Схема настройки скорости развертки и чувствительности дефектоскопа
при контроле резьбовых участков шпильки:
1 - положение ПЭП при настройке скорости развертки; 2 - положение ПЭП при настройке чувствительности;
3 - испытательный образец (см. рис.1); 4 - положение ПЭП при контроле шпильки с осевым сверлением;
5 - зондирующий сигнал; 6 - рабочая зона; 7, 8 - сигналы при установке ПЭП в положения 1 и 2 соответственно
4.5.3. Настройка чувствительности проводится по надрезу между 2-м и 3-м витками сбега резьбы на гладкую часть (см. рис.1). Амплитуда эхо-сигнала от надреза устанавливается ручкой аттенюатора на значение, соответствующее браковочному уровню чувствительности.
4.5.4. Резьбовые участки шпильки контролируют путем сканирования прямым ПЭП по окружности на торцевой части. При этом более тщательно следует проводить сканирование по краям торца, так как максимальный сигнал от поперечной трещины, развивающейся в резьбовой части, наблюдается тогда, когда часть контактной поверхности ПЭП выходит из торца шпильки.
4.5.5. При контроле шпилек, имеющих осевое сверление, следует более тщательно сканировать ПЭП по окружности осевого сверления, располагая ПЭП таким образом, чтобы часть его поверхности выходила за поверхность сверления. Такой контроль позволяет обнаружить поперечные трещины, выходящие на поверхность сверления (см. рис.3).
4.5.6. Признаком дефекта является наличие в рабочей зоне развертки эхо-сигнала, амплитуда которого превышает контрольный уровень чувствительности.
4.5.7. Если амплитуда от дефекта больше браковочного уровня, дефект считается недопустимым (брак).
4.6. Контроль резьбового участка и галтельного перехода со стороны гладкой части шпильки без осевого сверления:
4.6.1. Контроль проводится с целью обнаружения дефектов в области галтельного перехода и на участке резьбы, прилегающей к галтельному переходу.
4.6.2. Контроль выполняется наклонным ПЭП на частоту 2,5 МГц. Углы наклона ПЭП выбираются из условия получения четко разделяющихся сигналов от различных витков резьбы, что возможно при нормальном падении ультразвука на отражающую поверхность резьбового участка. Углы наклона приведены в таблице.
|
Диаметр шпильки |
Диаметр осевого сверления, |
Угол призмы, град |
Схема прозвучивания |
Примечание |
|
До 42 вкл. |
Отсутствует |
50 |
Прямым лучом |
|
|
Св 42 до 64 вкл. |
- " - |
50 |
- " - |
|
|
Св 42 до 64 вкл. |
Св. 10 |
50 |
Однажды отраженным лучом |
|
|
Св 64 до 90 вкл. |
Отсутствует |
40 или 50 |
Прямым лучом |
|
|
Св 64 до 90 вкл. |
Св. 15 до 30 вкл. |
40 или 50 |
Однажды отраженным лучом |
|
|
Св. 90 |
Отсутствует |
40 |
Прямым лучом |
|
|
Св. 90 |
Св. 20 до 40 вкл. |
40 или 50 |
Однажды отраженным лучом |
|
4.6.3. Контроль основан на эффекте экранирования трещинной части резьбы, вследствие чего соответствующие сигналы исчезают с экрана дефектоскопа (рис.4). Ввиду того, что для шпилек, находившихся в эксплуатации, а особенно для шпилек, контролируемых в невывернутом состоянии, возможно изменение отражательных свойств некоторых участков резьбы, рекомендуется проводить сопоставление результатов контроля прямым и наклонным ПЭП, а для шпилек, контролируемых в невывернутом состоянии (если в них обнаружены дефекты с браковочными признаками), следует повторить контроль после поворота шпильки на 5-10° вокруг оси.

Рис.4. Схема контроля шпильки без осевого сверления:
I-IV - положения ПЭП
4.6.4. Настройка скорости развертки проводится дважды: предварительная - по надрезу в испытательном образце (см. рис.1), окончательная - по резьбовому участку контролируемой шпильки.
4.6.5. Предварительная настройка проводится следующим образом: перемещая ПЭП вдоль образующей испытательного образца (см. рис.1), находят максимальный эхо-сигнал от надреза в гладкой части испытательного образца (эхо-сигнал от надреза должен находиться в правой части экрана дефектоскопа).
4.6.6. По амплитуде эхо-сигнала от надреза устанавливают поисковый, контрольный и браковочный уровни чувствительности согласно п.4.4.
4.6.7. Правильность настройки дефектоскопа проверяется по выявлению надреза на резьбовой части испытательного образца следующим образом:
устанавливают ПЭП так, чтобы на экране дефектоскопа возникла плавная огибающая эхо-сигнала от витков резьбового участка шпильки (см. рис.4);
определяют ориентировочное значение параметра ![]() для бездефектного участка резьбы (см. рис.4, б);
для бездефектного участка резьбы (см. рис.4, б);
изменяют чувствительность дефектоскопа так, чтобы на экране оставались сигналы 6-7 витков резьбы;
определяют рабочую зону развертки дефектоскопа как зону между двумя крайними сигналами огибающей (см. рис.4, а);
перемещая ПЭП, располагают его таким образом, чтобы надрез в резьбовой части испытательного образца экранировал следующий за ним виток резьбы;
перемещая ПЭП перпендикулярно образующей, устанавливают его в положение, соответствующее минимуму экранируемого сигнала;
перемещая ПЭП вдоль образующей, добиваются того, чтобы сигнал перед провалом в огибающей находился в ее максимуме (см. рис.4, в, г). В найденном положении ПЭП определяют значение параметра ![]() (см. рис.4, г);
(см. рис.4, г);
перемещая ПЭП перпендикулярно образующей, определяют условную протяженность отражателя ![]() как расстояние между положениями, соответствующими восстановлению плавной огибающей (см. рис.4, а) эхо-сигналов от резьбы.
как расстояние между положениями, соответствующими восстановлению плавной огибающей (см. рис.4, а) эхо-сигналов от резьбы.
Прибор считается настроенным и пригодным для проведения контроля, если значение ![]() превосходит значение
превосходит значение ![]() не менее чем на 5 дБ.
не менее чем на 5 дБ.
4.6.8. При проведении контроля правильность настройки скорости развертки дефектоскопа проверяется путем получения огибающей эхо-сигналов от резьбового участка контролируемой шпильки.
4.6.9. Сигналы от резьбы контролируемой шпильки следует располагать в правой части экрана дефектоскопа.
4.6.10. Рабочая зона развертки определяется аналогично п.4.6.7 по огибающей эхо-сигналов для контролируемой шпильки.
4.6.11. Контроль галтельного перехода осуществляется на поисковом уровне чувствительности при сканировании ПЭП вдоль образующей шпильки от положения, соответствующего получению эхо-сигнала от сбега резьбы, до положения, смещенного на 20-30 мм (рис.5).

Рис.5. Схема контроля галтельного перехода наклонным ПЭП:
1 - зона сканирования; 2 - сигналы от резьбы; 3 - сигнал от дефекта (настроечного отражателя)
4.6.12. Признаком дефекта в галтельной части служит появление эхо-сигналов в рабочей зоне развертки дефектоскопа, предшествующих сигналу от первого витка резьбы.
4.6.13. Дефект считается недопустимым, если амплитуда эхо-сигнала от него равна или больше браковочного уровня чувствительности.
4.6.14. Для контроля резьбового участка уровень чувствительности выбирается таким образом, чтобы на экране оставались сигналы от 6-7 витков резьбы.
4.6.15. Контроль осуществляется сканированием ПЭП вдоль образующей шпильки между положениями, соответствующими появлению эхо-сигналов от первых 6-7 витков резьбы. При этом следует избегать попадания в рабочую зону развертки эхо-сигнала от торца шпильки (см. рис.4, а).
4.6.16. Признаком дефекта в резьбовой части шпильки является исчезновение эхо-сигналов от одного или нескольких витков резьбы (см. рис.4, в), расположенных в рабочей зоне развертки, или деформация огибающей с образованием провала в области сигнала, следующего за максимальным сигналом огибающей (см. рис.4, г).
Примечание. Если обнаружение провала при сканировании ПЭП вдоль образующей шпильки затруднено вследствие плохого разделения сигналов от различных витков резьбы, рекомендуется проводить сканирование поперек образующей, следя за изменением амплитуд сигналов по экрану дефектоскопа, либо использовать устройства послойного контроля.
4.6.17. Оценка степени допустимости дефекта проводится в положении ПЭП, определяемом согласно п.4.6.7.
4.6.18. Дефект считается недопустимым и шпилька негодной, если значение параметра ![]() равно или больше 6 дБ при условной протяженности дефекта
равно или больше 6 дБ при условной протяженности дефекта ![]() , равной или большей условной протяженности
, равной или большей условной протяженности ![]() надреза в резьбовой части испытательного образца, определяемой согласно п.4.6.7. Уровни чувствительности прибора при определении условной протяженности дефекта и надреза в испытательном образце должны быть равны.
надреза в резьбовой части испытательного образца, определяемой согласно п.4.6.7. Уровни чувствительности прибора при определении условной протяженности дефекта и надреза в испытательном образце должны быть равны.
4.7. Контроль резьбового участка и галтельного перехода шпилек с осевым сверлением:
4.7.1. Контроль проводится для выявления трещин в области галтельного перехода и прилегающего к нему участка резьбы.
4.7.2. Контроль выполняется наклонным ПЭП на частоту 2,5 МГц однажды отраженным от поверхности сверления лучом (рис.6). Угол призмы ПЭП выбирается согласно таблице.

Рис.6. Схема контроля шпилек с осевым сверлением однажды отраженным лучом:
1, 2 - положения ПЭП при контроле галтельного перехода;
3 - положение ПЭП при контроле резьбовой части
4.7.3. Настройка режимов работы дефектоскопа (скорости развертки и чувствительности) проводится по испытательному образцу, изготовленному из шпильки контролируемого диаметра (с таким же диаметром осевого сверления), по надрезам в гладкой и резьбовой частях шпильки аналогично п.4.6. Глубина, местоположение и другие характеристики надрезов такие же, как в испытательном образце для настройки скорости развертки и чувствительности (см. рис.2).
4.7.4. Контроль и оценка степени допустимости дефектов проводится аналогично п.4.6.
4.8. Контроль поверхности осевого сверления:
4.8.1. Контроль осуществляется наклонным ПЭП на частоту 2,5 МГц с углом призмы 40°.
4.8.2. Настройка чувствительности и скорости развертки осуществляется по испытательному образцу (см. рис.2), изготовленному из шпильки контролируемого типоразмера.
4.8.3. Рабочей зоной развертки является часть экрана, непосредственно прилегающая к месту появления эхо-сигналов от сквозного сверления в испытательном образце (см. рис.2).
4.8.4. С помощью амплитуды эхо-сигнала от вертикального сверления определяется поисковый, контрольный и браковочный уровни чувствительности согласно п.4.4.
4.8.5. Признаком дефекта является появление сигнала в рабочей зоне развертки. В отличие от несоосности осевого сверления дефект должен выявляться при озвучивании его с двух сторон (рис.7).

Рис.7. Схема определения несоосности при контроле шпилек с внутренним сверлением:
1 - зондирующий сигнал; 2 - сигнал от дефекта; 3 - сигнал от ступеньки
4.8.6. Дефект считается недопустимым, если амплитуда эхо-сигнала от него равна или больше браковочного уровня чувствительности при озвучивании с обеих сторон.
5. ОЦЕНКА КАЧЕСТВА И ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ КОНТРОЛЯ
5.1. Качество шпилек по результатам контроля определяется двумя оценками - "негодна" и "годна".
Шпилька негодна (брак), если при внешнем осмотре обнаружены трещины в резьбовой или гладкой части шпильки либо при проведении УЗК обнаружен дефект, имеющий браковочные признаки.
Шпилька годна, если дефектов с браковочными признаками не обнаружено.
5.2. По результатам контроля оформляется заключение, в котором указывается:
наименование узла и номер формуляра;
тип, номер, угол призмы ПЭП, диаметр и частота колебаний пьезопластины;
номер испытательного образца;
фамилии дефектоскописта и номер удостоверения;
дата проведения контроля;
наименование, номер, типоразмер и марка стали контролируемой детали;
местоположение обнаруженных дефектов и их характеристика;
оценка качества детали по результатам контроля;
особые условия контроля.
5.3. В заключении учитываются все дефекты, амплитуда сигнала от которых превышает или равна контрольному уровню чувствительности, за исключением контроля согласно п.4.6, когда во внимание принимаются дефекты, для которых значение параметра ![]() превосходит значение
превосходит значение ![]() более чем на 2 дБ.
более чем на 2 дБ.
Пример заполнения заключения приведен в приложении 3.
6. МЕРЫ БЕЗОПАСНОСТИ
При проведении УЗК должны соблюдаться меры безопасности, предусмотренные при эксплуатации теплосилового оборудования электростанций, а также общие требования действующих Правил технической эксплуатации электроустановок потребителей и Правил техники безопасности при эксплуатации электроустановок потребителей, утвержденных Госгортехнадзором России.
Приложение 1
Рекомендуемое
МЕТОДИКА ПРОВЕРКИ ХАРАКТЕРИСТИК ПРЯМЫХ ПЭП
1. Проверка ДН (диаграммы направленности) прямого ПЭП может проводиться с использованием стандартного образца (СО) N 2 по ГОСТ 14782-86 или специальных образцов.
Для проверки параметров ПЭП с помощью СО N 2 его устанавливают на образце и находят максимум амплитуды эхо-сигнала от сверления диаметром 6 мм, расположенного на глубине 44 мм по шкале образца, проградуированного в градусах, отмечают местоположение ![]() средней точки контактной поверхности ПЭП. Для удобства и повышения точности измерений ПЭП рекомендуется помещать в обойму, обеспечивающую возможность его вращения вокруг оси и расположения акустической оси на равном расстоянии от боковых граней образца (рис.8). Затем смещают ПЭП, как это указано на рис.8, до положения
средней точки контактной поверхности ПЭП. Для удобства и повышения точности измерений ПЭП рекомендуется помещать в обойму, обеспечивающую возможность его вращения вокруг оси и расположения акустической оси на равном расстоянии от боковых граней образца (рис.8). Затем смещают ПЭП, как это указано на рис.8, до положения ![]() , соответствующего уменьшению амплитуды в два раза (на 6 дБ).
, соответствующего уменьшению амплитуды в два раза (на 6 дБ).

Рис.8. Схема проверки ДН прямого ПЭП по СО N 2:
1 - ПЭП; 2 - обойма
Пьезоэлектрический преобразователь считается пригодным для контроля, если значение ![]() не превышает 2°, а значение
не превышает 2°, а значение ![]() составляет 6° ± 30' для частоты 2,5 МГц и 9° ± 30' для частоты 5 МГц.
составляет 6° ± 30' для частоты 2,5 МГц и 9° ± 30' для частоты 5 МГц.
Контроль ДН проводится не менее чем в трех плоскостях, составляющих одна с другой угол 120°.
2. Для определения ДН поля излучения контактных прямых ПЭП (может применяться образец типа полусферы - рис.9)*. Образец изготавливают на токарном станке из стали 20 по ГОСТ 1050-88. Внешняя поверхность полусферы 1 разделяется на окружности (параллели 2), отстоящие одна от другой на расстоянии 5 мм по образующей с центром в полюсе полусферы и 12 полуокружностей (меридианов 3), пересекающихся в полюсе полусферы, равноотстоящих одна от другой в основании полусферы. Центр испытуемого ПЭП 4 находится в центре основания полусферы, и ПЭП подключается к выходу дефектоскопа. Измерительный прямой контактный ПЭП 5, подключенный к входу дефектоскопа, передвигают по меридианам от полюса и записывают амплитуды сигналов в точках пересечения меридианов и параллелей.
_________________
* Текст соответствует оригиналу. - Примечание .
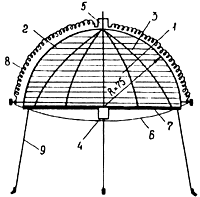
Рис.9. Испытательный образец для проверки ДН
Измерения производятся по раздельной схеме до параллели, отстоящей от полюса не далее 20 мм. Переключатель "Частота МГц" дефектоскопа должен быть установлен на частоту испытуемого ПЭП. Прижим измерительного ПЭП 5 к поверхности образца осуществляется с помощью пружин 8. Прижим испытуемого ПЭП к основанию полусферы осуществляется с помощью пластины 6, а его центровка - резиновой шайбой 7. В качестве контактной жидкости рекомендуется применять вязкие масла, например дизельное. Все устройство крепится на треноге 9.
3. Основные измеряемые характеристики:
местоположение максимального значения амплитуды сигнала, излучаемого испытуемым ПЭП на поверхности полусферы;
ширина ДН на уровне 0,5![]() (0,5
(0,5![]() =
=![]() -6 дБ).
-6 дБ).
Прямой контактный ПЭП считается годным для УЗК, если:
акустическая ось ПЭП (максимум амплитуды сигнала) смещена относительно полюса полусферы не более чем на 2,5 мм;
ширина ДН на уровне 0,5![]() на расстоянии от полюса по образующей для прямого ПЭП составляет: 18 мм на частоту 2,5 МГц; 16 мм на частоту 5 МГц.
на расстоянии от полюса по образующей для прямого ПЭП составляет: 18 мм на частоту 2,5 МГц; 16 мм на частоту 5 МГц.
Приложение 2
МЕТОДИКА КОНТРОЛЯ ПО ВЫЯВЛЕНИЮ ПРОДОЛЬНЫХ ТРЕЩИН
НА ВНУТРЕННЕЙ И НАРУЖНОЙ ПОВЕРХНОСТЯХ ШПИЛЕК
1. Для выявления продольных трещин на внутренней и наружной поверхностях шпилек применяется специальный ПЭП на частоту 2,5 МГц (рис.10), состоящий из призмы с вогнутой цилиндрической рабочей поверхностью, соответствующей диаметру контролируемой шпильки, и головки от стандартного ПЭП.
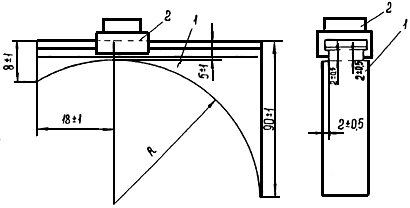
Рис.10. Пьезоэлектрический преобразователь для контроля шпилек на наличие продольных трещин:
1 - призма; 2 - головка ПЭП
2. Настройка чувствительности проводится по надрезам в испытательном образце (рис.11), изготовленном из шпильки контролируемого типоразмера.

Рис.11. Схема настройки чувствительности при контроле шпилек на наличие продольных трещин
и образец для настройки чувствительности
Для поиска трещин на поверхности осевого сверления головка устанавливается в положении, смещенном относительно призмы на 6-8 мм, чтобы соответствующий надрез уверенно выявлялся при прозвучивании металла, а отраженный от осевого сверления сигнал отсутствовал.
Для поиска трещин на наружной поверхности шпильки головка устанавливается вблизи утолщенной части призмы, чтобы надрез на наружной поверхности уверенно выявлялся поверхностной волной. Схема определения ДН приведена на рис.9. Амплитуда сигнала от надреза должна соответствовать браковочному уровню чувствительности (см. п.4.4.).
3. Поиск дефектов проводится поочередно для обнаружения трещин на наружной и внутренней поверхностях при сканировании в двух противоположных направлениях. Обнаруженный дефект считается недопустимым, если амплитуда сигнала от него превышает браковочный уровень чувствительности.
4. Для обнаружения продольных трещин на поверхности осевого сверления в резьбовой части шпильки ПЭП следует профильтровать по резьбе шпильки, после чего провести контроль согласно пп.1-3 настоящего приложения.
Приложение 3
ПРИМЕР ЗАПОЛНЕНИЯ ЗАКЛЮЧЕНИЯ
Заключение N 32
по ультразвуковому контролю шпильки корпуса ЦСД турбины Т-100 N 4 ТЭЦ-20 Мосэнерго, формуляр N 15
Контроль выполнен дефектоскопом УД 2-12, зав. N 2132 в соответствии с "Инструкцией по проведению ультразвукового контроля крепежа энергооборудования".
При контроле использованы ПЭП:
N 12 прямого типа, угол призмы __________ , диаметр пьезопластины 12 мм, частота 2,5 МГц;
N 5 наклонного типа, угол призмы 50°, диаметр пьезопластины 12 мм, частота 2,5 МГц;
N 17 наклонного типа, угол призмы 40°, диаметр пьезопластины 12 мм, частота 2,5 МГц.
Настройка производилась по испытательным образцам N 8, 15.
Дефектоскопист Петров И.В., удостоверение N 427.
Дата контроля 28.02.1996 г.
|
Номер шпильки |
Типоразмер шпильки, мм |
Марка стали |
Номер ПЭП |
Местоположение обнаруженных дефектов |
Оценка качества |
Условия контроля шпильки |
|
24 |
М64х690 |
25Х2М1Ф (ЭИ723) |
18 |
Резьбовой участок со стороны гайки |
Годна |
Вывернута |
|
32 |
М64х690 |
25Х2М1Ф (ЭИ723) |
7 |
Резьбовой участок со стороны корпуса, 3-4-й виток от сбега, |
Годна |
Не вывернута |
|
48 |
М100х1210, сверление диаметром 20 мм |
25Х2М1Ф (ЭИ723) |
44 |
Резьбовой участок со стороны корпуса, 2-3-й виток от сбега, Галтельная часть, |
Годна |
Не вывернута |
Текст документа сверен по:
/ РАО "ЕЭС России". -
М.: СПО ОРГРЭС, 1998
Личный кабинет:
доступно после авторизации Азов, Кропоткин и Судак: куда выгодно на майские праздники из Краснодара
Азов, Кропоткин и Судак: куда выгодно на майские праздники из Краснодара  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке