
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
12
08
апреля
5
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 13585-68
Группа В09
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ
Метод валиковой пробы для определения допускаемых режимов
дуговой сварки и наплавки
Steel. The bead method for determining
the allowed welding and building procedures
Дата введения 1969-01-01
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 14 марта 1968 г.
Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
ПЕРЕИЗДАНИЕ (май 1999 г.) с Изменением N 1, утвержденным в декабре 1989 г. (ИУС 3-90)
Настоящий стандарт распространяется на стали и устанавливает метод валиковой пробы для оценки изменений механических свойств основного металла и микроструктуры, вызванных термическим циклом дуговой сварки плавлением как непосредственно в участке зоны термического влияния сварки (ЗТВ), примыкающем к зоне сплавления при сварке, так и в других участках ЗТВ.
Сущность метода заключается в наплавке валиков на сплошные и составные пластины исследуемой стали при различной погонной энергии (![]() ), т.е. при соответствующей скорости охлаждения
), т.е. при соответствующей скорости охлаждения ![]() , и последующем определении ударной вязкости, критической температуры, хрупкости, угла изгиба, твердости, микротвердости, микроструктуры и других показателей ЗТВ.
, и последующем определении ударной вязкости, критической температуры, хрупкости, угла изгиба, твердости, микротвердости, микроструктуры и других показателей ЗТВ.
Метод валиковой пробы дает возможность установить для данной стали интервал допускаемых значений скорости охлаждения ЗТВ и определить по ним расчетным путем допускаемые режимы сварки и наплавки (в зависимости от типа соединения и толщины стали).
(Измененная редакция, Изм. N 1).
1. ОБЩИЕ УКАЗАНИЯ
1.1. Для определения интервала допускаемых режимов сварки количество режимов устанавливается в соответствии с целями и программой испытаний.
Испытания по методу валиковой пробы могут проводиться на одном режиме сварки для установления соответствия свойств ЗТВ ранее установленным показателям.
(Измененная редакция, Изм. N 1).
1.2. Наплавку валиков производят на составные (п.3.1) или сплошные (п.3.2) пластины, что отмечается в протоколе испытаний.
1.3. Допускаемые режимы сварки, установленные валиковой пробой на одной толщине, пересчитываются для стали другой толщины при помощи номограммы (см. приложение).
1.4. За допускаемый принимается такой интервал режимов сварки, в диапазоне которого свойства ЗТВ, определяемые валиковой пробой, оказываются не ниже одноименных свойств основного металла или свойств, установленных стандартами и техническими условиями, утвержденными в установленном порядке.
Режим сварки при этом выражается совокупностью параметров сварочного процесса (ток, напряжение, скорость сварки и эффективный к.п.д. теплового действия дуги) или погонной энергией сварки для определенной толщины, или скоростью охлаждения ЗТВ.
Режим сварки, который не обеспечивает получение свойств ЗТВ выше или на уровне свойств основного металла или же свойств, установленных стандартами и техническими условиями, однако дает наилучшие свойства в сравнении с другими режимами, является условно допускаемым.
1.5. За критерий оценки критической температуры хрупкости принимается такой, который указан в соответствующих нормативных документах для основного металла. При отсутствии такого критерия за критическую температуру хрупкости следует принимать ту, при которой ударная вязкость хотя бы одного образца равна или меньше 30 Дж/см![]() .
.
1.4, 1.5. (Измененная редакция, Изм. N 1).
2. ОБОРУДОВАНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОБ
2.1. Кондуктор для сборки составных пластин (черт.1) должен отвечать следующим требованиям:

1 - планка опорная; 2 - планка прижимная; 3 - пластина составная; 4 - планка приставная;
5 - болт для стягивания брусков в горизонтальной плоскости
Черт.1
а) кондуктор должен обеспечить плотное прилегание смежных брусков друг к другу и получение ровной поверхности под наплавку валика;
б) ширина опорных поверхностей для составной пластины и прижимных планок в месте соприкосновения их с собранными в пластину брусками должна быть не более 2 мм.
При использовании опор и прижимных планок большей ширины обязательно применяют теплоизолирующие прокладки между составной пластиной и опорами, и прижимными планками;
в) конструкция кондуктора должна обеспечивать свободный доступ к поверхности пластины и предусматривать беспрепятственное перемещение мундштука сварочного автомата за пределы кондуктора по оси наплавки.
2.2. Приспособление для установки сплошных пластин под наплавку должно иметь две параллельные опоры, расположенные вдоль оси наплавки с расстоянием между ними 160-200 мм.
Ширина каждой опоры в месте соприкосновения с пластиной должна быть не более 2 мм.
3. ПОДГОТОВКА К ИСПЫТАНИЯМ
3.1. Подготовка составных пластин
3.1.1. Составные пластины следует преимущественно применять:
а) при испытаниях сталей, в ЗТВ которых при сварке в диапазоне допускаемых режимов преобладает ферритно-перлитное превращение;
б) когда результаты определения ударной вязкости ЗТВ или ее участка полной перекристаллизации требуется сопоставлять со значениями ударной вязкости основного металла, установленными испытаниями образцов с надрезом по ГОСТ 9454-78;
в) при испытаниях образцов из стали толщиной ![]() 5 мм.
5 мм.
(Измененная редакция, Изм. N 1).
3.1.2. Пластина в кондукторе собирается так, чтобы наплавка валика производилась на поверхность реза заготовок (черт. 2).

1 - валик; 2 - брусок; 3 - планка приставная
Черт.2
3.1.3. Количество заготовок (брусков) определяется из расчета необходимого числа образцов для каждого режима наплавки согласно программе испытаний.
3.1.4. На концах составной пластины устанавливают приставные планки, размеры которых определяются по ГОСТ 6996-66.
Разница между толщиной приставных планок и составной пластины не должна превышать 2 мм. В противном случае между приставной планкой и составной пластиной устанавливают дополнительно 4-5 брусков, которые не применяются в дальнейшем для изготовления образцов.
3.1.5. Длина брусков, предназначенных для оценки свойств участка полной перекристаллизации ЗТВ, принимается равной 200-250 мм.
3.1.6. При определении свойств ЗТВ за пределами участка перекристаллизации длина брусков определяется с таким расчетом, чтобы максимальная температура на концах брусков не превышала 100 °С.
Ориентировочно значения длины брусков ![]() в этом случае могут приниматься в зависимости от скорости охлаждения участка полной перекристаллизации ЗТВ
в этом случае могут приниматься в зависимости от скорости охлаждения участка полной перекристаллизации ЗТВ ![]() (п.5.3) в интервале наименьшей устойчивости аустенита 500-600 °С:
(п.5.3) в интервале наименьшей устойчивости аустенита 500-600 °С:
при ![]() > 10 град/с
> 10 град/с ![]() = 250 мм;
= 250 мм;
при ![]() = 5-10 град/с
= 5-10 град/с ![]() = 350 мм;
= 350 мм;
при ![]() < 5 град/с
< 5 град/с ![]() = 450 мм.
= 450 мм.
При оценке пригодности стали данной марки для конкретных конструкций (профильный прокат и др.) длина брусков может устанавливаться меньше указанных выше значений в зависимости от размера элементов этой конструкции.
3.1,5, 3.1.6. (Измененная редакция, Изм. N 1).
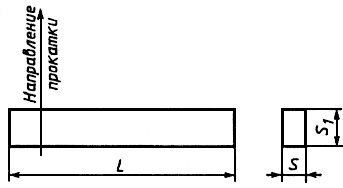
3.1.7. Размер брусков ![]() в миллиметрах (черт.3) соответствует толщине составной пластины исследуемой стали (черт.4) и определяется по формуле
в миллиметрах (черт.3) соответствует толщине составной пластины исследуемой стали (черт.4) и определяется по формуле
![]() ,
,
где ![]() - глубина проплавления;
- глубина проплавления;
![]() - глубина надреза;
- глубина надреза;
![]() - расстояние между дном надреза и границей проплавления, равное 0-0,5 мм;
- расстояние между дном надреза и границей проплавления, равное 0-0,5 мм;
![]() - размер грани образца, перпендикулярной направлению надреза;
- размер грани образца, перпендикулярной направлению надреза;
![]() - припуск на механическую обработку с обратной стороны надреза
- припуск на механическую обработку с обратной стороны надреза ![]() 1 мм.
1 мм.
Минимальная величина ![]() должна быть не менее толщины исследуемого листа
должна быть не менее толщины исследуемого листа ![]() ; при этом
; при этом ![]() мм.
мм.
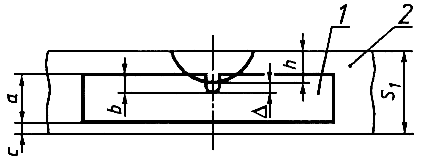
1 - образец; 2 - составная пластина
Черт.4
3.1.8. Листы, из которых вырезают бруски, и сами бруски не подлежат правке и наклепу, за исключением случаев, когда проводятся специальные исследования по определению влияния предварительной деформации на изменение свойств основного металла под воздействием сварки.
3.1.9. Вырезку заготовок для брусков из стали, подлежащей исследованию, можно производить кислородной резкой с последующим удалением механическим способом краев заготовок, нагретых выше 100 °С.
В том случае, если предполагается исследовать лишь свойства участка полной перекристаллизации ЗТВ, обрезку брусков до окончательного размера (по длине) можно производить кислородной резкой.
Примечание. Если известно, что подлежащая исследованию сталь при нагревании выше 100 °С не изменяет определяемых свойств, то границей части заготовки для брусков, обрезаемых механическим способом, будет та изотерма, выше которой возможно изменение свойств под воздействием термического цикла кислородной резки.
(Измененная редакция, Изм. N 1).
3.1.10. Бруски из листов вырезают поперек направления прокатки.
3.1.11. Отклонения от установленного размера ![]() в средней части бруска допускаются не более ±0,1 мм, а по концам бруска - не более ±0,2 мм. В поперечном сечении брусков углы между гранями должны быть равны (90±0,5)°.
в средней части бруска допускаются не более ±0,1 мм, а по концам бруска - не более ±0,2 мм. В поперечном сечении брусков углы между гранями должны быть равны (90±0,5)°.
Параметр шероховатости поверхности реза брусков, предназначенной под наплавку, должен быть не более ![]() 320 мкм по ГОСТ 2789-73.
320 мкм по ГОСТ 2789-73.
Допускается обработка кромок образцов; при этом радиус закругления не должен превышать 0,2 мм.
3.1.12. На стыкуемых гранях брусков не допускаются местные повреждения, ограничивающие плотность стыков.
Если исследованию подлежит только участок полной перекристаллизации ЗТВ, то зазор между брусками в средней части составной пластины шириной 100 мм не должен превышать:
0,05 мм - для листов толщиной ![]() 12 мм;
12 мм;
0,1 мм - для листов толщиной ![]() > 12 мм.
> 12 мм.
Если исследованию подлежит ЗТВ, то это ограничение дополнительно распространяется на ширину исследуемых участков.
В остальных местах допускается зазор между брусками до 0,1 мм (для листов толщиной ![]() 12 мм) и до 0,15 мм (для листов толщиной
12 мм) и до 0,15 мм (для листов толщиной ![]() > 12 мм).
> 12 мм).
(Измененная редакция, Изм. N 1).
3.1.13. Образующаяся при сборке составной пластины ступенчатость между смежными брусками со стороны поверхности наплавки не должна превышать 0,2 мм.
3.1.14. Поверхность собранной пластины при подготовке к наплавке подлежит механической очистке от окалины и продуктов коррозии.
3.1.15. Клеймо следует располагать на концах граней брусков, образующих поверхность составной пластины.
3.2. Подготовка сплошных пластин
3.2.1. Сплошные пластины следует преимущественно применять:
а) при испытаниях проката сталей, в ЗТВ которых при сварке в диапазоне допускаемых режимов преобладает бейнитное или мартенситное превращение;
б) когда не требуется сопоставлять результаты определения ударной вязкости ЗТВ или ее участка полной перекристаллизации со значениями ударной вязкости основного металла, установленными испытаниями образцов с надрезом по ГОСТ 9454-78;
в) при испытаниях образцов, изготовленных из литого металла толщиной более 12 мм.
(Измененная редакция, Изм. N 1).
3.2.2. Длина пластины определяется размерами и количеством подлежащих изготовлению образцов с учетом припусков на ширину реза и последующую обработку и с добавлением длины неиспользуемых участков. Размеры неиспользуемых участков - по ГОСТ 6996-66.
Ширина пластины должна быть 220-250 мм, длина 400-600 мм. Если определяются допускаемые режимы для конкретной конструкции, то минимальная ширина пластины может устанавливаться соответственно ширине элемента.
3.2.3. Вырезка пластины из стали, подлежащей исследованию, может производиться методом кислородной резки с последующим удалением механическим способом краев пластин, нагретых выше 100 °С.
В том случае, если предполагается исследовать лишь свойства участка полной перекристаллизации ЗТВ, вырезку пластин по установленным размерам можно производить без последующей механической обработки (см. примечание к п.3.1.9.).
(Измененная редакция, Изм. N 1).
3.2.4. Пластины вырезают таким образом, чтобы направление валика при последующей наплавке совпадало с направлением прокатки.
3.2.5. Пластины для наплавки валика не подлежат правке и наклепу, если это не предусмотрено специальными исследованиями.
3.2.6. Средняя часть пластины, предназначенная для наплавки валика, должна очищаться от окалины и продуктов коррозии с учетом предполагаемой ширины валика плюс 10 мм на сторону.
3.3. Наплавка валика
3.3.1. Валик наплавляют по продольной оси симметрии пластины.
3.3.2. При исследовании участка полной перекристаллизации ЗТВ выбор параметров сварочного процесса (ток, напряжение, скорость наплавки, угол наклона электрода) для заданной погонной энергии сварки осуществляется с учетом получения требуемой глубины проплавления.
3.3.3. Выбор сварочных материалов устанавливается в соответствии со стандартами или техническими условиями, утвержденными в установленном порядке, или по соглашению сторон.
Для оценки свойств участка полной перекристаллизации ЗТВ в сварных соединениях конкретных конструкций следует применять те же сварочные материалы (электроды, сварочная проволока, флюс и т.д.) и способы сварки, которые используются для данной конструкции.
Во всех случаях в протоколах испытаний указывают применяемые сварочные материалы, способы и режимы наплавки.
3.3.4. Наплавка валика для оценки свойств ЗТВ производится по одному или нескольким режимам, являющимся допускаемыми по результатам испытаний участка полной перекристаллизации ЗТВ.
3.3.5. Наплавку валика производят при нормальной температуре помещения и пластин (20±10) °С.
При определении свойств ЗТВ для конкретных случаев сварки или наплавки конструкций при низких или повышенных температурах наплавку валиков можно производить на пластины, имеющие соответствующую температуру, которая должна отмечаться в протоколе.
3.3.2-3.3.5. (Измененная редакция, Изм. N 1).
3.3.6. При ручной наплавке валика колебательное движение электрода не допускается. Движение электрода должно быть прямолинейным с постоянной скоростью.
3.3.7. По окончании наплавки валика на составную пластину ее оставляют в кондукторе до получения во всех точках температуры не выше 100 °С. После этого пластина может быть вынута из кондуктора и установлена на ребро для свободного охлаждения до нормальной температуры.
3.3.8. При большой погонной энергии необходимо снимать усиление валика до поверхности пластины методом, исключающим нагрев пластины. При большой глубине проплавления для облегчения разборки между смежными брусками делаются прорези.
При разборке пластины не допускается наклеп поверхности или пластическая деформация брусков.
(Измененная редакция, Изм. N 1).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЙ
4.1. Испытания на ударный изгиб
4.1.1. Вырезка образцов должна производиться методом, не вызывающим нагрев металла.
4.1.2. Размеры образцов, требования, предъявляемые к оборудованию, и подсчет результатов - по ГОСТ 9454-78 и ГОСТ 6996-66.
4.1.3. В образцах для определения ударной вязкости и критической температуры хрупкости участка полной перекристаллизации ЗТВ дно надреза располагается по оси валика ниже границы сплавления на расстоянии не более 0,5 мм в сторону основного металла.
Местоположение надреза намечается при изготовлении образцов на протравленных гранях, перпендикулярных продольной оси валика.
Правильность расположения надрезов при необходимости проверяется после ударных испытаний на разрушенных образцах. При наличии под надрезом участков наплавленного металла результаты испытаний не учитываются.
4.1.2, 4.1.3. (Измененная редакция, Изм. N 1).
4.1.4. Количество ударных образцов для каждого сечения и температуры испытания должно быть не менее трех.
Если в соответствии с пп.4.1.2 и 4.1.3 часть образцов после испытаний будет забракована и количество образцов на каждое исследуемое сечение и температуру окажется менее трех, то проводят дополнительные испытания образцов.
4.1.5. Основным критерием для оценки свойств ЗТВ является ударная вязкость при различных температурах и критическая температура хрупкости.
Оценка свойств участка полной перекристаллизации зоны термического влияния
4.1.6. Испытания на ударный изгиб при определении ударной вязкости участка полной перекристаллизации ЗТВ, сопоставляемой со свойствами основного металла, проводят по ГОСТ 9454-78. Испытания при пониженных температурах могут быть ограничены той температурой, которая для основного металла является критической.
4.1.7. Если ударную вязкость участка полной перекристаллизации ЗТВ при пониженных температурах определяют без сопоставления с ударной вязкостью основного металла, то испытания, как правило, проводятся при следующих температурах: 0, минус 20, минус 40, минус 60, минус 80, минус 100 °С.
В случае необходимости ударную вязкость можно определять при промежуточных (между указанными выше) температурах.
Температуру испытания для определения ударной вязкости при повышенных температурах устанавливают задачами исследований.
Оценка свойств зоны термического влияния
4.1.8. Испытаниями на ударный изгиб при определении ударной вязкости выявляют участки охрупчивания в ЗТВ, их зоны, степень охрупчивания (повышение критической температуры хрупкости ЗТВ относительно критической температуры хрупкости основного металла) на различном удалении от зоны сплавления и место наибольшего повышения критической температуры хрупкости. Основным критерием при этом является повышение критической температуры хрупкости.
4.1.9. Испытания для оценки свойств различных участков ЗТВ проводят в две стадии.
В первой стадии испытывают образцы с надрезом, расположенным на различном расстоянии от зоны сплавления при температуре, на 10-20 °С превышающей критическую температуру хрупкости основного металла.
Если в первой стадии испытаний не будут обнаружены участки, имеющие повышение критической температуры хрупкости, то это указывает на отсутствие в ЗТВ участков, охрупчивающих основной металл.
В противном случае для выяснения степени охрупчивания основного металла в ЗТВ проводят вторую стадию испытаний при нарастающем повышении температур испытания (на 10-20 °С ступенями) до уровня, когда показатели испытаний на ударный изгиб ЗТВ будут лучше установленных в качестве критерия критической температуры хрупкости.
4.1.5-4.1.9. (Измененная редакция, Изм. N 1).
4.1.10. Расстояние (![]() ) между смежными надрезами (черт.5) определяется градиентом температур в процессе наплавки. При этом разница температур в местах расположения двух смежных надрезов не должна превышать 50 °С по кривой максимальных температур. Кривая максимальных температур строится путем измерения температур нагрева точек пластины, удаленных на различное расстояние от оси наплавки по линии, перпендикулярной направлению наплавки.
) между смежными надрезами (черт.5) определяется градиентом температур в процессе наплавки. При этом разница температур в местах расположения двух смежных надрезов не должна превышать 50 °С по кривой максимальных температур. Кривая максимальных температур строится путем измерения температур нагрева точек пластины, удаленных на различное расстояние от оси наплавки по линии, перпендикулярной направлению наплавки.
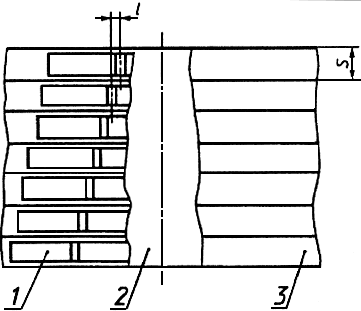
1 - образец; 2 - наплавленный валик; 3 - брусок
Черт.5
Температуры можно определять термопарами. Кривая максимальных температур может быть построена также расчетным методом.
4.1.11. Хладноломкость или охрупчивание участка полной перекристаллизации ЗТВ можно оценивать также по минимальной ударной вязкости при температуре минус 40 °С, принятой для основного металла в соответствующих стандартах, или же (в зависимости от целей испытания) путем сравнения с ударной вязкостью основного металла при одних и тех же температурах испытания
(Измененная редакция, Изм. N 1).
4.2. Испытание на статический изгиб
4.2.1. Образцы для испытания на изгиб вырезают из сплошных пластин поперек валика с таким расчетом, чтобы в растянутой зоне образца в средней части находился участок полной перекристаллизации ЗТВ (черт.6). Вырезка образцов должна производиться механическим способом.
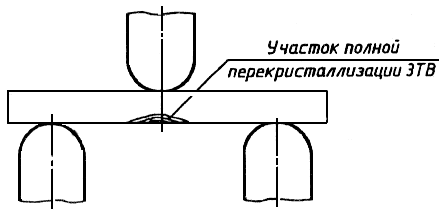
Черт.6
4.2.2. Окончательную строжку или шлифовку поверхности растянутой зоны производят в поперечном по отношению к валику направлении. Не допускается оставлять участки наплавленного металла.
Местоположение образца по отношению к зоне сплавления определяют путем протравливания боковых поверхностей.
4.2.1, 4.2.2. (Измененная редакция, Изм. N 1).
4.2.3. Форма и размеры образца должны соответствовать указанным на черт.7. Длина образца ![]() устанавливается по ГОСТ 6996-66.
устанавливается по ГОСТ 6996-66.
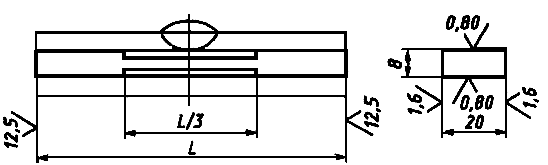
Черт.7
Кромки образцов в пределах его рабочей части ![]() /3 должны быть закруглены радиусом 1,5 мм.
/3 должны быть закруглены радиусом 1,5 мм.
4.2.4. Испытание образцов проводят по ГОСТ 6996-66.
4.2.5. При испытании определяют способность образца воспринимать заданный изгиб, характеризуемый углом ![]() при образовании первой трещины в растянутой зоне образца.
при образовании первой трещины в растянутой зоне образца.
Если трещина отсутствует, загиб образца производят до параллельности сторон.
Величина угла изгиба ![]() определяется для серии образцов с установлением зависимости угла изгиба от скорости охлаждения участка полной перекристаллизации ЗТВ в интервале наименьшей устойчивости аустенита.
определяется для серии образцов с установлением зависимости угла изгиба от скорости охлаждения участка полной перекристаллизации ЗТВ в интервале наименьшей устойчивости аустенита.
(Измененная редакция, Изм. N 1).
4.3. Определение твердости и микротвердости и оценка микроструктуры
4.3.1. Твердость участка полной перекристаллизации ЗТВ определяют по ГОСТ 2999-75.
Выбор нагрузки при измерении твердости производится с таким расчетом, чтобы размер диагонали отпечатка не превышал 0,7 мм. При этом края каждого отпечатка должны располагаться в пределах 0-0,7 мм от зоны сплавления.
Допускается определение твердости другими методами при соблюдении условий, указанных выше, для положения отпечатков и для диагонали (диаметра) отпечатка.
4.3.2. Твердость ЗТВ за пределами участка полной перекристаллизации определяют по Виккерсу (ГОСТ 2999-75), по Роквеллу (ГОСТ 9013-59) и по Бринеллю (ГОСТ 9012-59) шариком диаметром 2,5 мм.
4.3.3. Если при измерении твердости ЗТВ по прямолинейной трассе расстояние между соседними отпечатками, установленное по ГОСТ 9012-59, ГОСТ 9013-59 и ГОСТ 2999-75, будет больше, чем необходимо в соответствии с целями исследований, то отпечатки располагают на сдвоенной или строенной трассах в шахматном порядке (черт.8).

а - прямолинейная трасса; б - сдвоенная трасса; в - строенная трасса
Черт.8
4.3.1-4.3.3. (Измененная редакция, Изм. N 1).
4.3.4. Для установления средней твердости количество измерений должно быть не менее трех.
4.3.5. Образцы для определения твердости вырезают с учетом полосчатости стали и глубины отпечатков.
Образцы можно вырезать с расположением исследуемой поверхности параллельно или перпендикулярно поверхности проката, если глубина отпечатков будет больше четырехкратной толщины полосы (структурной строчки) или если микроструктура стали по характеру полосчатости оценивается 0 и 1 баллами по ГОСТ 5640-68. В противном случае поверхность для измерения твердости должна располагаться перпендикулярно поверхности проката.
4.3.6. Поверхности микрошлифов и образцов для определения микротвердости по ГОСТ 9450-76 должны располагаться перпендикулярно поверхности проката.
Допускается изготовление шлифов и образцов для определения микротвердости с расположением исследуемой поверхности параллельно поверхности проката в том случае, если микроструктура стали по полосчатости оценивается 0 и 1 баллами по ГОСТ 5640-68.
5. ОБРАБОТКА РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
5.1. По результатам испытаний, полученным при разных значениях погонной энергии, устанавливается диапазон допускаемых значений скорости охлаждения в интервале наименьшей устойчивости аустенита.
5.2. Погонная энергия сварочной дуги (![]() ), МДж/м, и требуемые параметры режима сварки вычисляются по формуле
), МДж/м, и требуемые параметры режима сварки вычисляются по формуле
![]() ,
,
где ![]() - сварочный ток, А;
- сварочный ток, А;
![]() - напряжение, В;
- напряжение, В;
![]() - скорость сварки, мм/с;
- скорость сварки, мм/с;
![]() - эффективный к.п.д. теплового действия дуги.
- эффективный к.п.д. теплового действия дуги.
Значение ![]() принимается равным: при сварке открытой дугой металлическими электродами 0,70-0,85; при сварке под флюсом 0,80-0,85; при сварке в углекислом газе и аргоне приблизительно 0,65.
принимается равным: при сварке открытой дугой металлическими электродами 0,70-0,85; при сварке под флюсом 0,80-0,85; при сварке в углекислом газе и аргоне приблизительно 0,65.
Меньшие значения ![]() соответствуют наплавке на поверхность удлиненной дугой, а большие - сварке короткой дугой с углублением ее в разделку кромок или в сварочную ванну.
соответствуют наплавке на поверхность удлиненной дугой, а большие - сварке короткой дугой с углублением ее в разделку кромок или в сварочную ванну.
Для других методов сварки значения ![]() устанавливаются особо.
устанавливаются особо.
5.3. Скорость охлаждения ЗТВ (![]() ), соответствующая установленным значениям
), соответствующая установленным значениям ![]() , при наплавке валика на пластину определяется по номограммам (см. приложение).
, при наплавке валика на пластину определяется по номограммам (см. приложение).
При толщине пластин больше 36 мм в номограмме следует пользоваться наклонной прямой, обозначенной знаком ![]() .
.
5.2, 5.3. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
Обязательное
Номограмма для определения скорости охлаждения ЗТВ ![]() при наплавке валика на пластину
при наплавке валика на пластину
Наплавка с предварительным подогревом основного металла на ~300 °С.
Т - температура наименьшей устойчивости аустенита, °С;![]() - начальная температура основного металла, °С;
- начальная температура основного металла, °С; ![]() - толщина металла, см
- толщина металла, см
Черт.9
Номограмма для определения скорости охлаждения ЗТВ ![]() при наплавке валика на пластину
при наплавке валика на пластину
Наплавка с предварительным подогревом основного металла на ~200 °С.
Т - температура наименьшей устойчивости аустенита, °С; ![]() - начальная температура основного металла, °С;
- начальная температура основного металла, °С; ![]() - толщина металла, см
- толщина металла, см
Черт.10
Номограмма для определения скорости охлаждения ЗТВ ![]() при наплавке валика на пластину
при наплавке валика на пластину
Наплавка с предварительным подогревом основного металла на ~100 °С.
Т - температура наименьшей устойчивости аустенита, °С;![]() - начальная температура основного металла, °С;
- начальная температура основного металла, °С; ![]() - толщина металла, см
- толщина металла, см
Черт.11
Номограмма для определения скорости охлаждения ЗТВ ![]() при наплавке валика на пластину
при наплавке валика на пластину
Наплавка при нормальной (комнатной) температуре основного металла.
Т - температура наименьшей устойчивости аустенита, °С;![]() - начальная температура основного металла, °С;
- начальная температура основного металла, °С; ![]() - толщина металла, см
- толщина металла, см
Черт.12
Номограмма для определения скорости охлаждения ЗТВ ![]() при наплавке валика на пластину
при наплавке валика на пластину

Наплавка при охлаждении основного металла на ~100 °С.
Т - температура наименьшей устойчивости аустенита, °С;![]() - начальная температура основного металла, °С;
- начальная температура основного металла, °С; ![]() - толщина металла, см
- толщина металла, см
Черт.13
ПРИЛОЖЕНИЕ. (Измененная редакция, Изм. N 1)
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 1999
Личный кабинет:
доступно после авторизации «У нас такое крайне редко бывает!» В Comedy Club представили...
«У нас такое крайне редко бывает!» В Comedy Club представили...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке