
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
16
суббота,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 29044-91
(ИСО 384-78)
Группа П66
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА ЛАБОРАТОРНАЯ СТЕКЛЯННАЯ
Принципы устройства и конструирования мерной посуды
Laboratory glassware. Principles of design
and construction of volumetric glassware
ОКП 43 2400
Дата введения 1993-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Клинским самостоятельным конструкторско-технологическим бюро по проектированию приборов и аппаратов из стекла
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.06.91 N 1038
Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 384-78, 1980, "Посуда лабораторная стеклянная. Принципы устройства и конструирования мерной посуды" и полностью ему соответствует
3. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер раздела, пункта |
|
ГОСТ 8682-93 |
Разд.2; 6.6.1; 6.6.2; 11.2 |
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает принципы конструирования и технические требования к стеклянной мерной посуде.
Требования настоящего стандарта являются рекомендуемыми.
2. ССЫЛКИ
ГОСТ 8682-93 (ИСО 383-93) Посуда лабораторная стеклянная. Шлифы конические взаимозаменяемые.
3. ЕДИНИЦЫ ИЗМЕРЕНИЯ ОБЪЕМА И СТАНДАРТНАЯ ТЕМПЕРАТУРА
3.1.Единицы измерения объема
За единицу измерения объема принимается кубический сантиметр (см![]() ), в некоторых случаях - кубический дециметр (дм
), в некоторых случаях - кубический дециметр (дм![]() ) или кубический миллиметр (мм
) или кубический миллиметр (мм![]() ).
).
Примечание. В соответствии с Международной системой единиц (СИ) термин "миллилитр" (мл) широко применяется вместо "кубического сантиметра" (см![]() ), "литр" (л) - вместо "кубического дециметра" (дм
), "литр" (л) - вместо "кубического дециметра" (дм![]() ), "микролитр" (мкл) - вместо "кубического миллиметра" (мм
), "микролитр" (мкл) - вместо "кубического миллиметра" (мм![]() ).
).
3.2. Стандартная температура
За стандартную температуру, т.е. температуру, при которой в изделии содержится или сливается из него номинальный объем жидкости (номинальная емкость), принимают 20 °С.
Примечание. Если в странах с тропическим климатом возникает необходимость работы при температуре окружающей среды, значительно превышающей 20 °С, и эти страны не принимают за стандартную температуру 20 °С, то им рекомендуется принять за стандартную температуру 27 °С.
4. ТОЧНОСТЬ ИЗМЕРЕНИЯ ОБЪЕМА
4.1. В нормативно-технической документации (далее - НТД), где требуется указание двух классов точности, более высокая степень точности должна обозначаться как класс 1, более низкая - как класс 2.
4.2. Пределы погрешности по объему должны устанавливаться для каждого вида изделия в зависимости от метода и цели применения и класса точности.
4.3. Числовые значения пределов погрешности по объему для мерной посуды общего назначения должны быть выбраны из ряда: 10; 12; 15; 20; 25; 30; 40; 50; 60; 80 или должны браться десятые доли данных значений*.
_______________
* Данный ряд, состоящий из десяти цифр, был принят потому, что десятые доли от десятичных дробей, например от 31,5, будут обозначать точность, которая не требуется и которую практически нельзя определить.
4.4. Соотношение пределов погрешности по объему, установленных для ряда типоразмеров изделий, и объема должно выражаться плавной прогрессией, как это показано на графике в приложении А. Такой график следует включать во все НТД, где определяется ряд изделий, включающий три или более типоразмера.
4.5. Если определяются два класса точности, то пределы допускаемой погрешности по объему для класса 2 превышают, как правило, соответствующие пределы класса 1 в два раза.
4.6. Для всех изделий со шкалой максимально допустимая погрешность для обоих классов точности не должна превышать объема наименьшего деления шкалы.
4.7. Если определяют два класса точности, то предел погрешности изделий класса 1 не должен быть менее значения, подсчитанного по максимально допустимому диаметру на уровне соответствующей отметки. Формулы расчета приведены в приложении В; соответствующий классу 2 предел погрешности должен устанавливаться в соответствии с п.4.5.
Если определяют класс точности, то предел погрешности по объему любого изделия должен устанавливаться как в пп.4.5 и 4.6.
Во все НТД по мерной посуде должны включаться номограммы, выполненные в логарифмическом масштабе, как это показано в приложении В.
4.8. Предел погрешности по объему изделий, вымеренных на слив, не должен быть менее четырех значений стандартного отклонения (RMS), полученного опытным путем. Это отклонение определяется лаборантом на двадцати измерениях (не менее) сливаемого объема жидкости из одного и того же изделия, все измерения должны выполняться строго в соответствии с методикой, указанной для вида изделий.
5. МЕТОДЫ ПОВЕРКИ И ПРИМЕНЕНИЯ
5.1. Для каждого типа мерной посуды должен определяться метод поверки.
5.2. Расхождения между методами поверки и применения изделий должны быть выделены.
5.3. Для изделий, вымеренных на слив, должно устанавливаться время слива и время ожидания.
5.4. Установка мениска должна проводиться одним из следующих способов. Желательно, чтобы при установке мениск опускался к плоскости установки, если это практически выполнимо.
а) Мениск устанавливается таким образом, чтобы плоскость верхнего края отметки располагалась горизонтально касательной к нижней точке мениска, взгляд наблюдателя при этом находится в этой же плоскости. При установке ртутного мениска верхняя точка мениска устанавливается по нижнему краю делительной отметки.
б) Мениск устанавливается таким образом, чтобы плоскость середины отметки располагалась горизонтально по касательной к нижней точке мениска. Взгляд наблюдателя направлен вверх к этой плоскости, при этом одновременно должны быть видны передняя и задняя часть делительной отметки и нижняя точка мениска. При установке ртутного мениска взгляд наблюдателя направлен к плоскости середины делительной отметки.
Примечание. Разница в положении мениска при этих способах установки равна объему жидкости, занимаемому по высоте до половины толщины линии делительной отметки. Если в изделиях объем определяется разницей между двумя показаниями (например в бюретках), то при измерении не возникает ошибки, когда изделия вымерялись при одном способе установки мениска, а измерения проводятся при другом способе мениска*. Даже при применении посуды с одной делительной отметкой (например колбы большого объема), когда требуется большая точность измерения, разница в показаниях между двумя способами установки мениска не превысит 30% предела погрешности класса 1, эту поправку, при необходимости, можно подсчитать.
________________
* Текст соответствует оригиналу. - Примечание .
5.5. Если изделие применяется для измерения объема непрозрачной смачивающейся жидкости, то направление взгляда наблюдателя должно находиться горизонтально в плоскости верхнего края мениска, при необходимости учитываются соответствующие поправки.
6. КОНСТРУКЦИЯ
6.1. Материал
Стеклянная мерная посуда должна изготовляться из стекла, обладающего необходимыми химическими и термическими свойствами.
Стекло изделия должно быть без видимых дефектов, а внутреннее напряжение должно быть снято до необходимых пределов.
6.2. Форма
Форма всех изделий должна обеспечивать полный слив, поперечное сечение изделий предпочтительно выполнять круглым.
6.3. Объем
6.3.1. Числовые значения объема стеклянной мерной посуды общего назначения следует выбирать из ряда: 10; 20; 25; 50 или десятичные кратные этих значений.
6.3.2. Числовые значения наименьшей цены деления изделий со шкалой должны быть выбраны из ряда: 1; 2; 5 или десятичные кратные этих значений.
6.3.3. Для стеклянной мерной посуды специального назначения, градуированной для прямого снятия показаний объема специальной жидкости в НТД следует указать соответствующий объем чистой воды, это делается для того, чтобы можно было провести поверку изделия с применением воды.
6.4. Устойчивость
Изделия с плоским основанием должны быть устойчивыми и на ровной поверхности должны стоять без качания, ось шкалы должна быть вертикальна, если это специально не оговаривается.
При установке пустого изделия на наклонную плоскость изделие не должно опрокидываться. Угол наклона оговаривается для каждого вида изделий.
Изделия с неплоским основанием должны также отвечать всем этим требованиям.
6.5. Сливные кончики
6.5.1. Конструктивно сливные кончики следует выполнять прочными, гладкими, конусной формы без резких сужений внутреннего канала*.
_______________
* Требование, запрещающее наличие резких сужений внутреннего канала, направлено на то, чтобы сломанные сливные кончики не припаивались к изделию еще раз, так как после припаивания пределы погрешности по сливаемому объему жидкости могут значительно измениться без видимых на это причин.
6.5.2. Носик сливного кончика должен быть обработан одним из способов, перечисленных в порядке предпочтения:
а) гладкая шлифовка под прямым углом к оси, небольшая наружная фаска, оплавлен;
б) гладкая шлифовка под прямым углом к оси и небольшая наружная фаска;
в) обрезан под прямым углом к оси и оплавлен.
При оплавлении сливной кончик меньше откалывается, но при этом не должно быть сужения внутреннего канала (п.6.5.1) или большого внутреннего напряжения.
6.5.3. Сливной кончик следует изготовлять вместе с изделиями классов 1 и 2.
6.6. Пробки
6.6.1. Пробки следует изготавливать шлифованными, взаимозаменяемыми. Шлифованная часть пробок должна выполняться в соответствии с требованиями ГОСТ 8682. Если пробки подгоняют индивидуально, то их шлифовка должна обеспечивать плотную закупорку, предпочтительно чтобы форма пробок была конусной, приблизительно 1:10.
6.6.2. Вместо стеклянных пробок допускается применять пластмассовые, изготовленные из инертного материала. В таких случаях стеклянная муфта для пластмассовых пробок должна отвечать требованиям ГОСТ 8682.
6.7. Краны или приспособления, аналогичные кранам
6.7.1. Краны или приспособления должны обеспечивать равномерность потока жидкости и его точное регулирование, утечка жидкости не должна превышать пределов, указанных в НТД на изделие.
6.7.2. Краны и приспособления должны изготовляться из стекла или из соответствующей инертной пластмассы.
6.7.3. Пробки и муфты всех стеклянных кранов должны быть гладко пришлифованы, конусность их должна быть 1:10, пробки и муфты должны отвечать требованиям НТД.
6.7.4. Стеклянные муфты, предназначенные для применения с пластмассовыми пробками, должны иметь гладкую внутреннюю поверхность.
6.7.5. Детали крана могут снабжаться необходимыми стопорными устройствами.
7. ЛИНЕЙНЫЕ РАЗМЕРЫ
7.1. Требования к линейным размерам всех типов мерной стеклянной посуды должны обеспечивать:
а) удобство и надежность в эксплуатации;
б) одинаковую форму и пропорции для изделий нескольких типоразмеров;
в) ограничение значения максимального внутреннего диаметра в плоскости отметки или отметок (п.4.7 и приложение В); такое ограничение может быть прямым, с указанием диаметра, или косвенным - с указанием минимальной длины отметок;
г) нужное расстояние между отметками, определяемое по п.9.1.2;
д) требования к устойчивости (п.6.4)*.
_______________
* Устойчивость проверяется по углу отклонения центра тяжести относительно края основания. Высота расположения центра тяжести зависит не только от размеров, но и от плотности стекла в различных частях изделия. Установленные размеры должны быть такими, чтобы требования по устойчивости были выполнимы.
Линейные размеры должны устанавливаться в миллиметрах.
7.2. Не следует устанавливать требования к линейным размерам более жесткие, чем это указано в п.7.1.
7.3. Для того, чтобы обеспечить максимальную свободу при изготовлении изделий в соответствии с требованиями п.7.1, размеры можно разделить на две категории: основные и рекомендуемые.
7.4. В НТД, где указываются обе категории размеров, требования п.7.1в, г должны включаться в качестве основных размеров.
7.5. Требование п.7.1б во многих случаях может обеспечиваться указанием дополнительных размеров.
7.6. Основные размеры должны указываться следующими способами для каждого конкретного случая*:
а) среднее значение ± допуск;
б) максимальное и минимальное значение;
в) максимальное или минимальное значение.
_______________
* При выборе способа выражения размеров (п.7.6а или 7.6б) следует руководствоваться принципами экономичности и простоты, а также во избежание применения более высокой точности, чем предусматривается.
7.7. Следует избегать двойного ограничения на допуски линейных размеров, например, если общая высота ограничена в соответствии с п.7.6а или 7.6б и дается два или более дополнительных размера в пределах общей высоты изделия, допуск по общей высоте следует дать такой, чтобы суммарные допуски по остальным размерам не превышали допуска по общей высоте или на более незначительную часть изделия не следует устанавливать размер, который может изменяться в зависимости от общей высоты изделия и размеров других частей изделия.
7.8. Дополнительные размеры должны быть выражены средними значениями без допусков, минимальными или максимальными значениями. Если необходимо указать оба предела того или иного размера, такой размер должен быть отнесен к категории основных размеров.
8. ОТМЕТКИ
8.1. Отметки должны быть четкими, несмываемыми, равномерной толщины.
8.2. Максимальная толщина отметки должна устанавливаться в соответствии с конкретным видом изделия, его классом точности. Толщина отметок не должна превышать 0,5 линейного эквивалента предела погрешности по объему (см. приложение С).
8.3. Для изделий со шкалой максимальная толщина отметок не должна превышать 0,25 минимального расстояния между центрами соседних отметок.
8.4. Плоскости всех отметок должны быть перпендикулярны продольной оси шкалы. Для изделий, имеющих горизонтальное основание, отметки должны быть параллельны плоскости основания.
8.5. Отметки следует наносить на цилиндрической части изделия. Начало и конец шкалы следует наносить на расстоянии не менее 10 мм от места изменения размера сечения. В отдельных случаях (только для мерной посуды класса 2) отметки можно наносить на параллельной части стенки изделия с некруглым поперечным сечением, на конической или конусной части изделия.
8.6. На изделиях без шкалы все отметки должны полностью опоясывать изделие по длине окружности, допускается разрыв, не превышающий 10% длины окружности. Если конструктивные особенности изделия не позволяют снимать показания с фронтальной части данного изделия, то такой разрыв следует располагать слева или справа от направления взгляда наблюдателя при нормальных условиях работы.
9. ШКАЛЫ
9.1. Расстояние между отметками шкалы
9.1.1. В расстоянии между отметками не должно быть видимых колебаний (кроме специальных случаев, когда шкала наносится на коническую или сужающую часть изделия и меняется цена деления).
9.1.2. Минимальное расстояние между центрами двух соседних отметок зависит от диаметра и должно быть не менее значения, подсчитанного по формуле
![]() , мм,
, мм,
где ![]() - максимально допустимое значение внутреннего диаметра, мм, (приложение С).
- максимально допустимое значение внутреннего диаметра, мм, (приложение С).
9.2. Длина отметок (черт.1)
|
Расположение отметок | ||
|
Схема I |
Схема II |
Схема III |
|
|
|
|
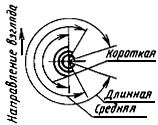


Черт.1
9.2.1. Для изделий с круглым поперечным сечением и со шкалой длина отметок должна варьироваться таким образом, чтобы отметки были четко различными. Длина отметок должна отвечать требованиям пп.9.2.2; 9.2.3 или 9.2.4.
9.2.2. Схема градуировки I
а) Длина коротких отметок составляет не менее 50% длины окружности.
б) Длина средних отметок составляет не менее 65% длины окружности, концы средних отметок симметрично располагаются за концами коротких отметок.
в) Длина длинных отметок полностью опоясывает изделие по длине окружности, допускаются разрывы, не превышающие 10% длины окружности (п.8.6).
9.2.3. Схема градуировки II
а) Длина коротких отметок составляет 10-20% длины окружности изделия.
б) Длина средних отметок составляет примерно 1,5 длины коротких отметок, концы средних отметок симметрично располагаются за концами коротких отметок.
в) Длинные отметки полностью опоясывают изделие по окружности, допускаются разрывы, не превышающие 10% длины окружности (п.8.6).
9.2.4. Схема градуировки III
а) Длина коротких отметок составляет 10-20% длины окружности изделия.
б) Длина средних отметок составляет примерно 1,5 длины коротких отметок, концы средних отметок симметрично располагаются за концами коротких отметок.
в) Длина длинных отметок превышает длину коротких отметок не менее чем в два раза, концы длинных отметок симметрично располагаются за концами коротких и средних отметок.
9.2.5. В специальных случаях, когда требуется нанести шкалу на некруглую, коническую или сужающуюся часть изделия, требования пп.9.2.2, 9.2.3 или 9.2.4 следует соответствующим образом изменить.
9.3. Очередность отметок
9.3.1. На изделиях с наименьшей ценой деления в 1 см![]() (или десятичные кратные этой величины):
(или десятичные кратные этой величины):
а) каждая десятая отметка - длинная;
б) между двумя длинными отметками посередине наносится одна средняя отметка;
в) между длинной и средней отметками - четыре коротких (черт.2а).
9.3.2. На изделиях с наименьшей ценой деления в 2 см![]() (или десятичные кратные этого значения):
(или десятичные кратные этого значения):
а) каждая пятая отметка - длинная;
б) между двумя длинными отметками - четыре коротких (черт.2б).
9.3.3. На изделиях с наименьшей ценой деления в 5 см![]() (или десятичные кратные этому значению):
(или десятичные кратные этому значению):
а) каждая десятая отметка - длинная;
б) между двумя длинными отметками - четыре равномерно расположенные средние отметки;
в) между двумя средними отметками или средней и длинной - одна короткая отметка (черт.2в).
Длина и расположение отметок

Черт.2
9.4. Расположение отметок (черт.1)
9.4.1. Концы коротких отметок на вертикальных шкалах изделий, градуированных в соответствии со схемой I и положениями п.9.2.2, должны находиться на воображаемой вертикальной линии, находящейся в центре изделия, сами отметки располагаются влево от этой воображаемой прямой, если изделие расположено к наблюдателю фронтально.
9.4.2. Центры коротких и средних отметок на вертикальных шкалах изделий, градуированных в соответствии со схемами II и III и положениями пп.9.2.3 и 9.2.4, должны находиться на воображаемой вертикальной линии, находящейся в центре изделия, если изделие положено к наблюдателю фронтально.
10. ОЦИФРОВКА ОТМЕТОК
10.1. На изделиях с одной отметкой цифра, соответствующая номинальному объему, должна быть нанесена с остальными надписями или рядом с отметкой.
10.2. На изделиях с двумя или тремя отметками цифры, соответствующие номинальному объему, должны наноситься около соответствующих отметок, если при этом не применяется другой способ обозначения (например указанный в примечании к п.11.1г).
10.3. На изделиях с одной основной отметкой и небольшим количеством дополнительных отметок цифра, соответствующая основному объему, может включаться в надписи (п.10.1), при этом дополнительные отметки должны быть обозначены соответствующим образом.
10.4. На изделиях со шкалой:
а) шкала должна быть оцифрована так, чтобы свободно определялся объем, соответствующий отметкам шкалы;
б) цифры должны быть одинакового набора;
в) оцифровываться должна каждая десятая отметка;
г) цифры должны наноситься у длинных отметок, непосредственно над отметкой, с правой стороны от соседних коротких отметок.
Примечание. Если наносимая на изделие шкала выполняется в соответствии с п.9.2.3 (т.е. длинные отметки не проходят по всей длине окружности изделия), то допускается другой вариант оцифровки, при котором цифры располагаются справа от конца длинных отметок таким образом, чтобы их пересекало мнимое продолжение отметки;
д) если в отдельных случаях возникает необходимость оцифровки средних отметок, то цифры располагаются справа от конца соответствующей отметки таким образом, чтобы их пересекало мнимое продолжение отметки.
11. НАДПИСИ
11.1. На изделие должны наноситься следующие несмываемые надписи:
а) цифра, соответствующая номинальному объему (кроме изделий с оцифрованными отметками, указывающими объем);
б) обозначение единицы измерения (см![]() , мл), в которой градуировалось изделие (п.3.1);
, мл), в которой градуировалось изделие (п.3.1);
в) обозначение стандартной температуры (20 °С).
Примечание. Если за стандартную температуру принято 27 °С, то 20 °С следует заменить на 27 °С.
г) символ "Н" - для обозначения того, что изделие вымерялось на содержание указанного объема, или символ "О" - для обозначения того, что изделие вымерялось на слив указанного объема;
Примечание - Если на изделии одни отметки соответствуют сливаемому, а другие - содержащемуся объему, то буквы должны располагаться рядом с соответствующими отметками.
д) обозначение класса точности (1 или 2), к которому принадлежит изделие;
е) время ожидания на изделиях, для которых оно устанавливается (например 0 + 15 с);
ж) обозначение или марка предприятия-изготовителя или поставщика.
11.2. На изделиях класса 1, предназначенных для поверки, следует наносить дополнительные надписи в соответствии с требованиями НТД (если необходимо такие надписи могут наноситься и на изделии класса 2);
а) опознавательный номер. Этот номер должен наноситься на ручке кранов, если это необходимо, и на пробках, если они не взаимозаменяемые. Если пробки взаимозаменяемы, то на них и на горловину изделия следует наносить номер размера шлифа в соответствии с ГОСТ 8682;
б) время свободного слива чистой воды (с) для изделий, предназначенных для слива жидкости через сливной кончик;
в) химическая формула жидкости для мерных изделий, предназначенных для непосредственного отсчета показаний объема специальной жидкости;
г) предел погрешности по объему данного изделия (например ±0,01 см![]() ).
).
11.3. На изделиях следует также наносить следующие надписи:
а) если изделие изготовлено из стекла с коэффициентом теплового (объемного) расширения, не входящего в диапазон от 25·10![]() К
К![]() до 30·10
до 30·10![]() К
К![]() (т.е. не входящего в диапазон обычных видов известково-натриевого стекла), то это должно быть отмечено для того, чтобы при поверке можно было выбрать соответствующую таблицу поправок. Это требование соблюдается указанием предприятия-изготовителя или торговой марки стекла, если значения коэффициента теплового расширения в соответствующем каталоге;
(т.е. не входящего в диапазон обычных видов известково-натриевого стекла), то это должно быть отмечено для того, чтобы при поверке можно было выбрать соответствующую таблицу поправок. Это требование соблюдается указанием предприятия-изготовителя или торговой марки стекла, если значения коэффициента теплового расширения в соответствующем каталоге;
б) если пипетка на слив предназначена на выдувание последней капли из сливного кончика, то должны быть нанесены: слово "выдувная", и (или) белая эмалевая (или вытравленная, или выполненная пескоструйным способом) полоска шириной 3-5 мм, которая находится на расстоянии 15-20 мм от вершины всасывающей трубки.
Примечание. В НТД надпись может быть выполнена эквивалентными терминами на других языках.
12. ЧЕТКОСТЬ ОТМЕТОК, ЦИФРОВЫХ ОБОЗНАЧЕНИЙ И НАДПИСЕЙ
12.1. Цифры и надписи должны быть такого размера и такой формы, чтобы они были четко различимы при нормальных условиях эксплуатации.
12.2. Отметки, цифры и надписи должны быть четкими и несмываемыми.
13. ЦВЕТНОЕ КОДИРОВАНИЕ
Если при изготовлении пипеток используют цветное кодирование, то такие пипетки должны соответствовать НТД.
ПРИЛОЖЕНИЕ А
ПРЕДЕЛ ПОГРЕШНОСТИ ПО ОБЪЕМУ В ЗАВИСИМОСТИ ОТ ОБЪЕМА
В п.4.4 настоящего стандарта определяется требование о выборе предела погрешности по объему для каждого типоразмера изделия таким образом, чтобы этот предел находился в плавной прогрессии по отношению к объемам изделий; такой выбор проводится, если устанавливается ряд изделий с тремя или более типоразмерами.
Правильность выбора предела погрешности можно легко проверить по графику, приведенному на черт.3.
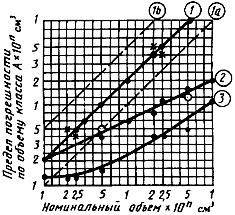
Черт.3
Логарифмические разряды на этот график могут наноситься в десятых долях или увеличенными в десять раз в зависимости от ряда объемов рассматриваемых изделий и их пределов погрешности по объему.
Полужирные линии сетки графика соответствуют значениям погрешностей, указанным в п.4.3, и объемам, указанным в п.6.3.1. На графике указаны также значения погрешностей для изделий другого объема, предназначенных для специальных целей.
В качестве примера рассматриваются три кривые графика, которые характеризуются следующим:
A.1. Кривая 1
Для этого ряда размеров пределы погрешности прямо пропорциональны объему, т.е. погрешности возрастают в зависимости от объема. Это соотношение предназначено для ряда размеров изделий, в которых объем и диаметр переменны, а длина постоянная по всему диапазону размеров, например для градуированных пипеток.
Наклон кривой 1 к горизонтальной оси равняется 45° и для приводимого примера предел погрешности по объему будет постоянно равен 2% (или 0,2%, или 0,02% в зависимости от размера делений горизонтальной и вертикальной осей) от объема для всего ряда размеров.
Прерывистые кривые 1![]() и 1
и 1![]() с тем же наклоном выражают аналогичную пропорциональность между погрешностью и объемом, но пропорциональность другого порядка, соответствующую 1% (или 0,1% и т.д.) и 5% (или 0,5% и т.д.) соответственно.
с тем же наклоном выражают аналогичную пропорциональность между погрешностью и объемом, но пропорциональность другого порядка, соответствующую 1% (или 0,1% и т.д.) и 5% (или 0,5% и т.д.) соответственно.
Точки, помеченные знаком "*" около кривой 1 соответствуют менее удовлетворительным пределам погрешностей, которые могли бы быть получены, если бы для размеров 2 и 2,5 (в любой части графика) были установлены одни и те же пределы погрешностей.
А.2. Кривая 2
Для ряда размеров увеличение пределов погрешности на один разряд соответствует двум разрядам увеличения объема. Пропорция такого порядка подходит больше к изделиям с одной отметкой, у которых пропорционально увеличению объема изменяются все три линейных размера, например у пипеток или колб с одной отметкой.
Наклон кривой 2 к горизонтальной оси составляет 26°30'. Ряды изделий, к которым применены кривые с наклоном менее 45°, обеспечивают увеличение точности с увеличением объема. В таких случаях многие из нанесенных точек не будут находиться на прямой линии. Следует выбрать кривую таких параметров, которые бы наиболее соответствовали нанесенным на графике точкам. После этого следует проверить, что для любого объема изделий был выбран наиболее предпочтительный предел погрешности. На приводимом примере выбрано два значения погрешностей для объема 5 в обоих разрядах, предпочтительное значение обведено в обоих случаях кружком.
А.3. Кривая 3
Данная кривая иллюстрирует соотношение объема и погрешности для ряда изделий с очень маленьким объемом. Верхняя часть данной линии - прямая с углом наклона между 26°30' и 45°, характеристика которой дается в предыдущем пункте, а нижняя часть линии - кривая с уменьшающимся углом наклона, который в предельных случаях может быть равен 0 у самого конца кривой.
Потенциально существуют две причины уменьшения угла наклона для изделий с очень маленьким объемом:
а) иногда нецелесообразно из практических соображений уменьшать диаметр на линии отметки для получения меньшего предела погрешности, определяемого в соответствии с п.4.7. Например колбы с одной отметкой и объемом менее 10 см![]() становятся неудобны в работе, т.к. маленький диаметр горловины колбы не обеспечивает быстрое наполнение или слив и введение в горловину пипетки нужного объема;
становятся неудобны в работе, т.к. маленький диаметр горловины колбы не обеспечивает быстрое наполнение или слив и введение в горловину пипетки нужного объема;
б) для маломерных изделий, выверенных на слив (например для пипеток с объемом менее 0,05 см![]() ) требования п.4.8 по стандартному отклонению могут быть более жесткими, чем требования п.4.7 по размерам диаметра и пределам погрешности (значение не должно быть менее устанавливаемых значений).
) требования п.4.8 по стандартному отклонению могут быть более жесткими, чем требования п.4.7 по размерам диаметра и пределам погрешности (значение не должно быть менее устанавливаемых значений).
График, приведенный на черт.3, служит для пояснения и включает два полных логарифмических ряда по каждой оси. Значения, указанные в пределах этих двух разрядов, являются только логарифмическими и не указывают на порядок абсолютного значения.
Данный график включается в соответствующие НТД и он должен быть полностью оцифрован, чтобы можно было непосредственно считывать значения объемов и пределы погрешности.
Объемы и пределы погрешности устанавливают в конкретных НТД по отдельным видам изделий. График должен иметь размеры в пределах до 150 мм.
Когда в НТД оговариваются два класса точности, то достаточно будет включить график для пределов погрешности класса 1, если принятое соотношение пределов погрешности не отличается от требований п.4.5.
ПРИЛОЖЕНИЕ В
ПРЕДЕЛ ПОГРЕШНОСТИ ПО ОБЪЕМУ ОТНОСИТЕЛЬНО ДИАМЕТРА МЕНИСКА
В п.4.7 настоящего стандарта определяется требование, чтобы предел погрешности по объему того или иного изделия был не менее значения, подсчитанного по формуле для максимально допустимых размеров диаметра.
Такое требование устанавливается для того, чтобы достигалась требуемая точность показаний изделия при нормальных условиях применения, т.е. чтобы объем, равный пределу погрешности по объему, занимал такое пространство шкалы изделия с максимально допустимыми диаметрами, которое можно легко заметить.
При выводе формулы предела погрешности по объему применяются следующие обозначения:
![]() - предел погрешности по объему, см
- предел погрешности по объему, см![]() ;
;
![]() - внутренний диаметр изделия в плоскости мениска, мм;
- внутренний диаметр изделия в плоскости мениска, мм;
![]() - линейный эквивалент
- линейный эквивалент ![]() , мм, т.е. длина отрезка шкалы изделия диаметром
, мм, т.е. длина отрезка шкалы изделия диаметром ![]() , заполненного объемом жидкости, равной пределу погрешности по объему
, заполненного объемом жидкости, равной пределу погрешности по объему ![]() .
.
Величину ![]() можно рассматривать как составную, в которую входят два компонента:
можно рассматривать как составную, в которую входят два компонента:
а) основной минимальный размер 0,4 мм, является самым нижним пределом даже для изделий с малым диаметром, значение которого удовлетворяет требованиям эксплуатации и экономически выгодна*;
________________
* Текст соответствует оригиналу. - Примечание .
б) дополнительная погрешность параллаксации при снятии показаний, этот допуск соотносится с диаметром обозначается - "![]() ".
".
Погрешность параллаксации может быть выведена следующим образом: если ![]() - угол между направлением взгляда наблюдателя к поверхности мениска и горизонтальной плоскостью, расположенной по касательной к мениску, то:
- угол между направлением взгляда наблюдателя к поверхности мениска и горизонтальной плоскостью, расположенной по касательной к мениску, то:
![]() ;
; ![]() ,
,
где ![]() - погрешность при снятии показаний, мм;
- погрешность при снятии показаний, мм;
![]() - расстояние от шкалы до глаза наблюдателя, мм;
- расстояние от шкалы до глаза наблюдателя, мм;
![]() - положение глаза оператора относительно горизонта, расположенного по касательной к мениску, мм;
- положение глаза оператора относительно горизонта, расположенного по касательной к мениску, мм;
![]() - диаметр трубки, горловины или колонки, на которых нанесена шкала, мм.
- диаметр трубки, горловины или колонки, на которых нанесена шкала, мм.
Пример:
Если ![]() =5 мм,
=5 мм, ![]() =200 мм, тогда
=200 мм, тогда
![]()
для наибольшего диапазона размера диаметра.
Если ![]() =1 мм, тогда
=1 мм, тогда ![]() =0,0125 мм = 0,0125
=0,0125 мм = 0,0125![]() .
.
Если ![]() =100 мм, тогда
=100 мм, тогда ![]() =1,0 мм = 0,0100
=1,0 мм = 0,0100![]() .
.
Таким образом, можно принять постоянное значение 0,01![]() без значительного значения погрешности*.
без значительного значения погрешности*.
_______________
* Необходимо отметить, что в настоящей формуле потенциальная ошибка параллакса завышена для диаметра мениска более 25 мм. В этом случае плоская центральная часть мениска помогает уменьшить ошибку параллакса, но это не оказывает значительного влияния на значение, подсчитанное по формуле.
Суммарный линейный эквивалент (![]() ) предела погрешности по объему
) предела погрешности по объему
![]() ,
,
![]() .
.
Кроме того, ![]() можно без значительной погрешности округлить до 0,8, а результат разделить на 1000 для выражения его в см
можно без значительной погрешности округлить до 0,8, а результат разделить на 1000 для выражения его в см![]() :
:
![]() ,
,
где ![]() выражается в миллиметрах.
выражается в миллиметрах.
Для ряда пределов погрешностей по объему, установленных в п.4.3 данного стандарта, подсчитаны соответствующие значения максимальных диаметров плоскости мениска, приведенные в таблице.
Максимальный внутренний диаметр трубки в плоскости отметки,
соответствующий выбранным пределам погрешности по объему
|
Предел погрешности по объему, мкл |
Максимальный внутренний диаметр в плоскости отметки, мм |
|
±0,1 |
0,56 |
|
±0,2 |
0,78 |
|
±0,3 |
0,96 |
|
±0,4 |
1,1 |
|
±0,5 |
1,2 |
|
±0,6 |
1,3 |
|
±0,8 |
1,5 |
|
±1 |
1,7 |
|
±2 |
2,4 |
|
±3 |
2,9 |
|
±4 |
3,4 |
|
±5 |
3,8 |
|
±6 |
4,2 |
|
±8 |
4,7 |
|
±10 |
5,3 |
|
±12 |
6,0 |
|
±15 |
6,4 |
|
±20 |
7,3 |
|
±25 |
8,1 |
|
±30 |
8,7 |
|
±40 |
10 |
|
±50 |
11 |
|
±60 |
12 |
|
±80 |
13,5 |
|
±100 |
15 |
|
±120 |
17 |
|
±150 |
18 |
|
±200 |
20 |
|
±250 |
23 |
|
±300 |
25 |
|
±400 |
27 |
|
±500 |
29 |
|
±600 |
32 |
|
±800 |
36 |
|
±1000 |
40 |
|
±1200 |
44 |
|
±1500 |
47 |
|
±2000 |
52 |
|
±2500 |
57 |
|
±3000 |
61 |
|
±4000 |
68 |
|
±5000 |
74 |
|
±6000 |
80 |
|
±8000 |
83 |
|
±10000 |
96 |
Соотношение между ![]() ,
, ![]() и
и ![]() можно проиллюстрировать с помощью номограммы, выполненной на логарифмической шкале (черт.4).
можно проиллюстрировать с помощью номограммы, выполненной на логарифмической шкале (черт.4).
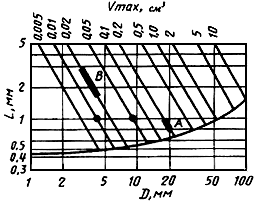
Черт.4
Кривая на номограмме получена по формуле ![]() . Таким образом, прямые линии, соответствующие пределам погрешности по объему, заканчиваются в точках кривой, которые соответствуют максимальным диаметрам, указанным в таблице.
. Таким образом, прямые линии, соответствующие пределам погрешности по объему, заканчиваются в точках кривой, которые соответствуют максимальным диаметрам, указанным в таблице.
На двух выделенных участках прямых линий дается пример применения номограмм.
По линии ![]() даются следующие значения:
даются следующие значения:
![]() от 17 до 20 мм;
от 17 до 20 мм;
![]() =±0,2 см
=±0,2 см![]() .
.
В этом примере, который может относиться к мерной колбе, верхний предел ![]() очень близко подходит к пределу, ограниченному кривой линией.
очень близко подходит к пределу, ограниченному кривой линией.
По линии ![]() даются следующие значения:
даются следующие значения:
![]() от 3 до 4 мм;
от 3 до 4 мм;
![]() =±0,02 см
=±0,02 см![]() .
.
В этом примере, который может относиться к пипетке, возможны либо большой диаметр, либо меньший предел погрешности. В данном случае предел погрешности скорее регулируется требованием п.4.8 по стандартному отклонению, чем требованием п.4.7 по размерам.
В п.4.7 настоящего стандарта заключено требование о включении номограммы такого образца в качестве приложения в любое НТД, относящееся к мерной посуде. Это необходимо:
а) для подготовки НТД;
б) для регламентации показаний с целью последующего пересмотра настоящего стандарта или подготовки новых стандартов на аналогичные изделия, облегчения работы по их пересмотру, подготовки и сравнения;
в) для облегчения работы при подготовке стандартов, в частности в тех случаях, где требуется указание дополнительных размеров, не включенных в настоящий стандарт.
Приводимую в стандарте номограмму следует составлять только для тех диапазонов и пределов погрешности, которые установлены для конкретного изделия. На номограмме также следует вычертить кривую пределов погрешностей.
ПРИЛОЖЕНИЕ С
СООТНОШЕНИЕ МЕЖДУ СТАНДАРТНЫМ ОТКЛОНЕНИЕМ
ПРЕДЕЛА ПОГРЕШНОСТИ ПО ОБЪЕМУ И ТОЛЩИНОЙ ОТМЕТКИ
(А ТАКЖЕ РАССТОЯНИЕМ МЕЖДУ ОТМЕТКАМИ - ДЛЯ ИЗДЕЛИЙ СО ШКАЛОЙ)
В настоящем стандарте логически соотносятся несколько требований. Это сделано для того, чтобы при работе с изделиями достигалась обусловленная степень точности.
В приложении В объясняется формула соотношения внутреннего диаметра изделия к линейному эквиваленту ![]() и, таким образом, к пределу погрешности по объему
и, таким образом, к пределу погрешности по объему ![]() .
.
В п.8.2 устанавливается предел толщины отметки изделий без шкалы, этот предел не превышает 0,5 линейного эквивалента ![]() погрешности по объему.
погрешности по объему.
В п.4.6 устанавливается, что линейный эквивалент не должен превышать одного деления шкалы. Для изделий, имеющих два класса точности, это требование определяет погрешность по объему изделий класса 1 в 0,5 деления шкалы.
В п.9.1.2 устанавливается минимальное расстояние между двумя отметками, соответствующее наименьшему делению шкалы ![]() мм, т.е. в два раза больше, чем
мм, т.е. в два раза больше, чем ![]() .
.
В п.8.3 определяется максимальная толщина отметки в 0,25 расстояния между двумя отметками, а в п.4.8 говорится, что предел погрешности по объему должен быть не менее четырех значений стандартного отклонения.
Пример условного обозначения соотношения между этими факторами в линейных единицах:
стандартное отклонение - 1;
толщина отметки - ![]() ;
;
![]() для класса 1 -
для класса 1 - ![]() ;
;
расстояние между отметками - ![]() .
.
Текст документа сверен по:
официальное издание
Посуда и оборудование лабораторные. Общие требования.
Типы, основные параметры, размеры: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
Личный кабинет:
доступно после авторизации «Жалко курицу, но когда хочется есть, я готова на всё!» Марина...
«Жалко курицу, но когда хочется есть, я готова на всё!» Марина...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке