
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
22
пятница,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
1 Область применения
Настоящий стандарт распространяется на резьбовые соединения обсадных, насосно-компрессорных труб и труб трубопроводов, применяемых в нефтяной и газовой промышленности, и устанавливает номинальный профиль, размеры и допуски резьбы, требования к контролю размеров и параметров резьбы, а также резьбовые калибры для контроля резьбы.
Требования разделов 4, 5, 6 и 7 являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 632-80 Трубы обсадные и муфты к ним. Технические условия.
ГОСТ 633-80 Трубы насосно-компрессорные и муфты к ним. Технические условия.
ГОСТ 2475-88 Проволочки и ролики. Технические условия.
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения.
3 Определения
Определения терминов, применяемых в настоящем стандарте, - по ГОСТ 11708 и приложению А.
4 Резьбовые соединения
4.1 Резьба трубопроводов
4.1.1 Номинальный профиль резьбы трубопроводов (треугольной плоскосрезанной) и размеры его элементов должны соответствовать указанным на рисунке 1 и в таблице 1.

1 - средняя линия (линия средних диаметров резьбы); 2 - ось резьбы
Рисунок 1 - Профиль резьбы трубопроводов
Примечание - Конусность 1:16 на рисунке увеличена.
Таблица 1 - Размеры элементов профиля резьбы трубопроводов
Размеры в миллиметрах
|
|
|
Значение при числе витков на 25,4 мм | ||||
|
Наименование элемента профиля |
Обозначение и |
27 |
18 |
14 |
11 1/2 |
8 |
|
|
|
Шаг резьбы | ||||
|
|
|
0,941 |
1,411 |
1,814 |
2,209 |
3,175 |
|
Высота исходного треугольника |
|
0,815 |
1,222 |
1,571 |
1,913 |
2,750 |
|
Высота профиля резьбы |
|
0,715 |
1,072 |
1,379 |
1,679 |
2,413 |
|
Срез по впадинам |
|
0,031 |
0,047 |
0,060 |
0,073 |
0,105 |
|
Срез по вершинам |
|
0,069 |
0,103 |
0,132 |
0,161 |
0,232 |
|
Угол профиля |
60° | |||||
|
Угол наклона боковой стороны профиля (половина угла профиля) |
30° | |||||
|
Конусность |
1:16 | |||||
4.1.2 Основные размеры резьбы трубопроводов приведены на рисунке 2 и в таблице 2, допуски и предельные отклонения резьбы - в таблице 3.

1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании;
3 - торец трубы при свинчивании от руки; 4 - внутренняя фаска у торца трубы;
5 - плоскость свинчивания от руки; 6 - основная плоскость; 7 - плоскость начала сбега резьбы; 8 - плоскость конца сбега резьбы
Рисунок 2 - Основные размеры резьбы трубопроводов при свинчивании от руки
Примечания
1 При правильном механическом свинчивании торец муфты или муфтовой части трубы перемещается до плоскости конца сбега резьбы.
2 Угол конуса сбега резьбы относится к впадинам витков с неполным профилем, полученным многолезвийным инструментом
Таблица 2 - Размеры резьбы трубопроводов
Размеры в миллиметрах
|
Обоз- начение размера резьбы |
Наруж- ный диаметр резьбы трубы |
Число витков на 25,4 мм |
Шаг резьбы |
Длина от торца трубы до плоскости свинчивания от руки |
Эффективная длина |
Общая длина резьбы от торца трубы до конца сбега |
Средний диаметр резьбы в плоскости свинчивания от руки |
Средний диаметр резьбы в основной плоскости |
|
1/8 |
10,3 |
27 |
0,941 |
4,10 |
6,70 |
9,97 |
9,489 |
9,534 |
|
1/4 |
13,7 |
18 |
1,411 |
5,79 |
10,21 |
15,10 |
12,487 |
12,587 |
|
3/8 |
17,1 |
18 |
1,411 |
6,10 |
10,36 |
15,26 |
15,926 |
16,016 |
|
1/2 |
21,3 |
14 |
1,814 |
8,13 |
13,56 |
19,85 |
19,772 |
19,885 |
|
3/4 |
26,7 |
14 |
1,814 |
8,61 |
13,86 |
20,15 |
25,117 |
25,219 |
|
1 |
33,4 |
11 1/2 |
2,209 |
10,16 |
17,34 |
25,01 |
31,461 |
31,634 |
|
1 1/4 |
42,2 |
11 1/2 |
2,209 |
10,67 |
17,95 |
25,62 |
40,218 |
40,397 |
|
1 1/2 |
48,3 |
11 1/2 |
2,209 |
10,67 |
18,38 |
26,04 |
46,287 |
46,493 |
|
2 |
60,3 |
11 1/2 |
2,209 |
11,07 |
19,22 |
26,88 |
58,325 |
58,558 |
|
2 1/2 |
73,0 |
8 |
3,175 |
17,32 |
28,89 |
39,91 |
70,159 |
70,485 |
|
3 |
88,9 |
8 |
3,175 |
19,46 |
30,48 |
41,50 |
86,068 |
86,360 |
|
3 1/2 |
101,6 |
8 |
3,175 |
20,85 |
31,75 |
42,77 |
98,776 |
99,060 |
|
4 |
114,3 |
8 |
3,175 |
21,44 |
33,02 |
44,04 |
111,433 |
111,760 |
|
5 |
141,3 |
8 |
3,175 |
23,80 |
35,72 |
46,74 |
138,412 |
138,760 |
|
6 |
168,3 |
8 |
3,175 |
24,33 |
38,42 |
49,43 |
165,252 |
165,735 |
|
8 |
219,1 |
8 |
3,175 |
27,00 |
43,50 |
54,51 |
215,901 |
216,535 |
|
10 |
273,0 |
8 |
3,175 |
30,73 |
48,90 |
59,91 |
269,772 |
270,510 |
|
12 |
323,8 |
8 |
3,175 |
34,54 |
53,98 |
64,99 |
320,492 |
321,310 |
|
14D |
355,6 |
8 |
3,175 |
39,67 |
57,15 |
68,17 |
352,365 |
353,060 |
|
16D |
406,4 |
8 |
3,175 |
46,02 |
62,23 |
73,25 |
403,244 |
403,860 |
|
18D |
457,2 |
8 |
3,175 |
50,80 |
67,31 |
78,33 |
454,025 |
454,660 |
|
20D |
508,0 |
8 |
3,175 |
53,98 |
72,39 |
83,41 |
504,706 |
505,460 |
Продолжение таблицы 2
Размеры в миллиметрах
|
Обоз- начение размера резьбы |
Расстояние от конца сбега резьбы до основной плоскости |
Расстояние от торца трубы до середины муфты при механическом свинчивании |
Длина от торца муфты до плоскости свинчивания от руки |
Диаметр выточки муфты |
Глубина выточки муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полными вершинами от торца трубы | |
|
|
|
|
|
|
|
обороты резьбы |
мм |
|
|
1/8 |
5,15 |
3,5 |
3,04 |
11,9 |
1,3 |
3 |
2,8 |
- |
|
1/4 |
7,72 |
5,5 |
5,08 |
15,3 |
3,1 |
3 |
4,2 |
- |
|
3/8 |
7,72 |
5,4 |
4,92 |
18,7 |
2,9 |
3 |
4,2 |
- |
|
1/2 |
9,92 |
7,1 |
6,28 |
22,9 |
4,0 |
3 |
5,4 |
- |
|
3/4 |
9,92 |
6,8 |
6,10 |
28,3 |
3,9 |
3 |
5,4 |
- |
|
1 |
12,08 |
8,3 |
8,22 |
35,0 |
5,7 |
3 |
6,6 |
8,45 |
|
1 1/4 |
12,08 |
9,3 |
8,32 |
43,8 |
5,8 |
3 |
6,6 |
9,06 |
|
1 1/2 |
12,08 |
8,9 |
8,74 |
49,9 |
6,2 |
3 |
6,6 |
9,48 |
|
2 |
12,08 |
9,6 |
9,17 |
62,7 |
6,0 |
3 |
6,6 |
10,32 |
|
2 1/2 |
17,37 |
12,5 |
16,24 |
75,4 |
12,5 |
2 |
6,4 |
16,11 |
|
3 |
17,37 |
12,5 |
15,69 |
91,3 |
12,0 |
2 |
6,4 |
17,70 |
|
3 1/2 |
17,37 |
12,8 |
15,56 |
104,0 |
11,8 |
2 |
6,4 |
18,97 |
|
4 |
17,37 |
13,1 |
16,25 |
116,7 |
12,5 |
2 |
6,4 |
20,24 |
|
5 |
17,37 |
12,0 |
16,59 |
143,7 |
12,8 |
2 |
6,4 |
22,94 |
|
6 |
17,37 |
12,5 |
18,75 |
170,7 |
14,9 |
2 |
6,4 |
25,63 |
|
8 |
17,37 |
12,2 |
21,16 |
221,5 |
17,2 |
2 |
6,4 |
30,71 |
|
10 |
17,37 |
13,1 |
22,83 |
275,4 |
18,8 |
2 |
6,4 |
36,11 |
|
12 |
17,37 |
12,8 |
24,10 |
326,2 |
20,0 |
2 |
6,4 |
41,19 |
|
14D |
17,37 |
12,8 |
22,14 |
358,0 |
18,1 |
2 |
6,4 |
44,37 |
|
16D |
17,37 |
12,5 |
20,87 |
408,8 |
16,9 |
2 |
6,4 |
49,45 |
|
18D |
17,37 |
12,2 |
21,18 |
459,6 |
17,2 |
2 |
6,4 |
54,53 |
|
20D |
17,37 |
13,4 |
23,08 |
510,4 |
19,0 |
2 |
6,4 |
59,61 |
|
| ||||||||
Таблица 3 - Допуски резьбы трубопроводов![]()
Размеры в миллиметрах
|
Элемент резьбы |
Предельные отклонения |
|
Конусность |
+0,52 |
|
Шаг |
|
|
на длине 25,4 мм |
±0,076 |
|
суммарный |
±0,152 |
|
Высота профиля |
+0,051 |
|
|
-0,152 |
|
Угол профиля |
±1°30' |
|
Угол наклона боковой стороны профиля |
±1° |
|
Длина |
±1 |
|
Угол фаски на заходном витке |
+5° |
|
|
0 |
|
Натяг А |
±1 |
|
| |
4.2 Закругленная треугольная резьба обсадных и насосно-компрессорных труб
4.2.1 Номинальный профиль закругленной треугольной резьбы труб и размеры его элементов должны соответствовать указанным на рисунке 3 и в таблице 4.

1 - средняя линия (линия средних диаметров резьбы); 2 - ось резьбы
Рисунок 3 - Профиль закругленной треугольной резьбы обсадных и насосно-компрессорных труб
Примечание - Конусность 1:16 на рисунке увеличена.
Таблица 4 - Размеры элементов профиля закругленной треугольной резьбы труб
Размеры в миллиметрах
|
|
|
Значение при числе витков на 25,4 мм | |
|
Наименование элемента профиля |
Обозначение и формула |
10 |
8 |
|
|
|
Шаг резьбы | |
|
|
|
2,540 |
3,175 |
|
Высота исходного треугольника |
|
2,200 |
2,750 |
|
Высота профиля резьбы |
|
1,412 |
1,810 |
|
Срез по впадинам |
|
0,356 |
0,432 |
|
Радиус закругления впадины |
|
0,356 |
0,432 |
|
Срез по вершинам |
|
0,432 |
0,508 |
|
Радиус закругления вершины |
|
0,432 |
0,508 |
|
Угол профиля |
- |
60° | |
|
Угол наклона боковой стороны профиля (половина угла профиля) |
- |
30° | |
|
Конусность |
- |
1:16 | |
|
| |||
Примечания
1 В ГОСТ 632 и ГОСТ 633 этот тип резьбы называется "треугольной резьбой".
2 Приведенные в настоящем стандарте обозначения резьбы в дюймах даны для информации и могут быть использованы при заказе и эксплуатации импортного оборудования, а также при поставке продукции на экспорт. Допускается использование комбинированного обозначения размера резьбы в миллиметрах и дюймах.
4.2.2 Основные размеры закругленной треугольной резьбы обсадных труб должны соответствовать указанным на рисунке 4, в таблице 5 для короткой резьбы и в таблице 6 - для удлиненной резьбы.

1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании;
3 - торец трубы при свинчивании от руки; 4 - внутренняя фаска у торца трубы;
5 - плоскость свинчивания от руки; 6 - основная плоскость; 7 - плоскость начала сбега резьбы;
8 - плоскость конца сбега резьбы; 9 - треугольное клеймо;
10 - для обсадных труб - 12°, для насосно-компрессорных труб - 15°
Рисунок 4 - Основные размеры закругленной треугольной резьбы труб при свинчивании от руки
Примечания
1 Клеймо 9 с равносторонним треугольником (высота треугольника равна 9,5 мм) штампуется только на обсадных трубах размером 406,4; 473,1 и 508 мм групп прочности Д по ГОСТ 632 на расстоянии ![]() +1,6 мм от каждого торца трубы.
+1,6 мм от каждого торца трубы.
2 При правильном механическом свинчивании торец муфты или муфтовой части трубы перемещается до плоскости конца сбега резьбы.
Таблица 5 - Размеры короткой закругленной треугольной резьбы обсадных труб
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Наружный диаметр резьбы трубы |
Число витков резьбы на 25,4 мм |
Шаг резьбы |
Толщина стенки трубы |
Длина от торца трубы до плоскости свинчивания от руки |
Эффективная длина резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
|
114,3 |
4 1/2 |
114,3 |
|
|
5,2 |
23,39 |
43,56 |
|
114,3 |
4 1/2 |
114,3 |
|
|
5,7...8,6 |
39,27 |
59,44 |
|
127,0 |
5 |
127,0 |
|
|
5,6 |
36,09 |
56,26 |
|
127,0 |
5 |
127,0 |
8 |
3,175 |
6,4...9,2 |
42,44 |
62,61 |
|
139,7 |
5 1/2 |
139,7 |
|
|
6,2...10,5 |
45,62 |
65,79 |
|
146,1 |
5 3/4 |
146,1 |
|
|
6,5...10,5 |
48,80 |
68,96 |
|
168,3 |
6 5/8 |
168,3 |
|
|
7,3...12,1 |
51,97 |
72,14 |
|
177,8 |
7 |
177,8 |
|
|
5,9 |
32,92 |
53,09 |
|
177,8 |
7 |
177,8 |
|
|
6,9...12,7 |
51,97 |
72,14 |
|
193,7 |
7 5/8 |
193,7 |
|
|
7,6...12,7 |
53,44 |
75,31 |
|
219,1 |
8 5/8 |
219,1 |
|
|
6,7 |
47,09 |
68,96 |
|
219,1 |
8 5/8 |
219,1 |
|
|
7,7...14,2 |
56,62 |
78,49 |
|
244,5 |
9 5/8 |
244,5 |
|
|
7,9...13,8 |
56,62 |
78,49 |
|
244,5 |
9 5/8 |
244,5 |
|
|
7,9...13,8 |
54,91 |
78,49 |
|
273,0 |
10 3/4 |
273,0 |
|
|
7,1 |
40,74 |
62,61 |
|
273,0 |
10 3/4 |
273,0 |
|
|
8,9...16,5 |
59,79 |
81,66 |
|
273,0 |
10 3/4 |
273,0 |
|
|
8,9...16,5 |
58,09 |
81,66 |
|
298,4 |
11 3/4 |
298,4 |
|
|
8,5...14,8 |
59,79 |
81,66 |
|
298,4 |
11 3/4 |
298,4 |
|
|
8,5...14,8 |
58,09 |
81,66 |
|
323,9 |
12 3/4 |
323,9 |
|
|
8,5...14,0 |
- |
81,66 |
|
339,7 |
13 3/8 |
339,7 |
|
|
8,4...15,4 |
59,79 |
81,66 |
|
339,7 |
13 3/8 |
339,7 |
|
|
8,4...15,4 |
58,09 |
81,66 |
|
406,4 |
16 |
406,4 |
|
|
9,5...16,7 |
72,49 |
94,36 |
|
473,1 |
18 5/8 |
473,1 |
|
|
11,1 |
72,49 |
94,36 |
|
508,0 |
20 |
508,0 |
|
|
11,1 и 16,1 |
72,49 |
94,36 |
|
508,0 |
20 |
508,0 |
|
|
11,1...16,1 |
70,79 |
94,36 |
Продолжение таблицы 5
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Общая длина резьбы трубы до конца сбега |
Средний диаметр в плоскости свинчивания от |
Средний диаметр резьбы в основной плоскости |
Длина от торца трубы до середины муфты при механическом свинчивании |
Длина от торца муфты до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
|
114,3 |
4 1/2 |
50,80 |
111,846 |
112,566 |
28,6 |
17,88 |
|
114,3 |
4 1/2 |
66,68 |
111,846 |
112,566 |
12,7 |
17,88 |
|
127,0 |
5 |
63,50 |
124,546 |
125,266 |
19,0 |
17,88 |
|
127,0 |
5 |
69,85 |
124,546 |
125,266 |
12,7 |
17,88 |
|
139,7 |
5 1/2 |
73,02 |
137,246 |
137,966 |
12,7 |
17,88 |
|
146,1 |
5 3/4 |
76,20 |
143,596 |
144,316 |
12,7 |
17,88 |
|
168,3 |
6 5/8 |
79,38 |
165,821 |
166,541 |
12,7 |
17,88 |
|
177,8 |
7 |
60,32 |
175,346 |
176,066 |
31,8 |
17,88 |
|
177,8 |
7 |
79,38 |
175,346 |
176,066 |
12,7 |
17,88 |
|
193,7 |
7 5/8 |
82,55 |
191,114 |
191,941 |
12,7 |
18,01 |
|
219,1 |
8 5/8 |
76,20 |
216,514 |
217,341 |
22,2 |
18,01 |
|
219,1 |
8 5/8 |
85,72 |
216,514 |
217,341 |
12,7 |
18,01 |
|
244,5 |
9 5/8 |
85,72 |
241,914 |
242,741 |
12,7 |
18,11 |
|
244,5 |
9 5/8 |
85,72 |
241,808 |
242,741 |
12,7 |
18,01 |
|
273,0 |
10 3/4 |
69,85 |
270,489 |
271,316 |
31,8 |
18,01 |
|
273,0 |
10 3/4 |
88,90 |
270,489 |
271,316 |
12,7 |
18,01 |
|
273,0 |
10 3/4 |
88,90 |
270,383 |
271,316 |
12,7 |
18,11 |
|
298,4 |
11 3/4 |
88,90 |
295,889 |
296,716 |
12,7 |
18,01 |
|
298,4 |
11 3/4 |
88,90 |
295,783 |
296,716 |
12,7 |
18,11 |
|
323,9 |
12 3/4 |
88,90 |
321,289 |
322,116 |
12,7 |
18,01 |
|
339,7 |
13 3/8 |
88,90 |
337,164 |
337,991 |
12,7 |
18,01 |
|
339,7 |
13 3/8 |
88,90 |
337,058 |
337,991 |
12,7 |
18,11 |
|
406,4 |
16 |
101,60 |
403,839 |
404,666 |
12,7 |
18,01 |
|
473,1 |
18 5/8 |
101,60 |
470,514 |
471,341 |
12,7 |
18,01 |
|
508,0 |
20 |
101,60 |
505,439 |
506,266 |
12,7 |
18,01 |
|
508,0 |
20 |
101,60 |
505,333 |
506,266 |
12,7 |
18,11 |
Продолжение таблицы 5
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Диаметр выточки муфты |
Глубина выточки муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полной вершиной, от торца трубы | ||
|
мм |
дюймы |
|
|
обороты резьбы |
мм |
|
|
114,3 |
4 1/2 |
116,7 |
12,7 |
3 |
9,5 |
22,22 |
|
114,3 |
4 1/2 |
116,7 |
12,7 |
3 |
9,5 |
38,10 |
|
127,0 |
5 |
129,4 |
12,7 |
3 |
9,5 |
34,92 |
|
127,0 |
5 |
129,4 |
12,7 |
3 |
9,5 |
41,27 |
|
139,7 |
5 1/2 |
142,1 |
12,7 |
3 |
9,5 |
44,44 |
|
146,1 |
5 3/4 |
148,4 |
12,7 |
3 |
9,5 |
47,62 |
|
168,3 |
6 5/8 |
170,7 |
12,7 |
3 |
9,5 |
50,80 |
|
177,8 |
7 |
180,2 |
12,7 |
3 |
9,5 |
31,74 |
|
177,8 |
7 |
180,2 |
12,7 |
3 |
9,5 |
50,80 |
|
193,7 |
7 5/8 |
196,1 |
11,0 |
3 1/2 |
11,1 |
53,97 |
|
219,1 |
8 5/8 |
221,5 |
11,0 |
3 1/2 |
11,1 |
47,62 |
|
219,1 |
8 5/8 |
221,5 |
11,0 |
3 1/2 |
11,1 |
57,14 |
|
244,5 |
9 5/8 |
246,9 |
11,0 |
3 1/2 |
11,1 |
57,14 |
|
244,5 |
9 5/8 |
246,9 |
11,0 |
4 |
12,7 |
57,14 |
|
273,0 |
10 3/4 |
275,4 |
11,0 |
3 1/2 |
11,1 |
41,27 |
|
273,0 |
10 3/4 |
275,4 |
11,0 |
3 1/2 |
11,1 |
60,32 |
|
273,0 |
10 3/4 |
275,4 |
11,0 |
4 |
12,7 |
57,14 |
|
298,4 |
11 3/4 |
300,8 |
11,0 |
3 1/2 |
11,1 |
60,32 |
|
298,4 |
11 3/4 |
300,8 |
11,0 |
4 |
12,7 |
57,14 |
|
323,9 |
12 3/4 |
326,2 |
11,0 |
3 1/2 |
11,1 |
60,32 |
|
339,7 |
13 3/8 |
342,1 |
11,0 |
3 1/2 |
11,1 |
60,32 |
|
339,7 |
13 3/8 |
342,1 |
11,0 |
4 |
12,7 |
57,14 |
|
406,4 |
16 |
408,8 |
9,3 |
3 1/2 |
11,1 |
73,02 |
|
473,1 |
18 5/8 |
475,5 |
9,3 |
3 1/2 |
11,1 |
73,02 |
|
508,0 |
20 |
510,4 |
9,3 |
3 1/2 |
11,1 |
73,02 |
|
508,0 |
20 |
510,4 |
9,3 |
4 |
12,7 |
57,14 |
|
| ||||||
Таблица 6 - Размеры удлиненной закругленной треугольной резьбы обсадных труб
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Наруж- ный диаметр резьбы трубы |
Число витков резь- бы на 25,4 мм |
Шаг резьбы |
Длина от торца трубы до плоскости свинчивания от руки |
Эффектив- ная длина резьбы |
Общая длина резьбы до конца сбега |
Средний диаметр в плоскости свинчивания от |
Средний диаметр резьбы в основной плоскости | |
|
мм |
дюймы |
|
|
|
|
|
|
|
|
|
114,3 |
4 1/2 |
114,3 |
|
|
48,79 |
68,96 |
76,20 |
111,846 |
112,566 |
|
127,0 |
5 |
127,0 |
|
|
58,32 |
78,49 |
85,72 |
124,546 |
125,266 |
|
139,7 |
5 1/2 |
139,7 |
8 |
3,175 |
61,49 |
81,66 |
88,90 |
137,246 |
137,966 |
|
146,1 |
5 3/4 |
146,1 |
|
|
64,67 |
84,84 |
92,08 |
143,596 |
144,316 |
|
168,3 |
6 5/8 |
168,3 |
|
|
71,02 |
91,19 |
98,42 |
165,821 |
166,541 |
|
177,8 |
7 |
177,8 |
|
|
74,19 |
94,36 |
101,60 |
175,346 |
176,066 |
|
193,7 |
7 5/8 |
193,7 |
|
|
75,67 |
97,54 |
104,78 |
191,114 |
191,941 |
|
219,1 |
8 5/8 |
219,1 |
|
|
85,19 |
107,06 |
114,30 |
216,514 |
217,341 |
|
244,5 |
9 5/8 |
244,5 |
|
|
91,54 |
113,41 |
120,65 |
241,914 |
242,741 |
|
244,5 |
9 5/8 |
244,5 |
|
|
89,84 |
113,41 |
120,65 |
241,808 |
242,741 |
|
508,0 |
20 |
508,0 |
|
|
104,24 |
126,11 |
133,35 |
505,439 |
506,266 |
|
508,0 |
20 |
508,0 |
|
|
102,54 |
126,11 |
133,35 |
505,333 |
506,266 |
Продолжение таблицы 6
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Длина от торца муфты до плоскости свинчивания от руки |
Длина от торца трубы до середины муфты при механическом свинчивании |
Диаметр выточки муфты |
Глубина выточки муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полной вершиной, от торца трубы | ||
|
мм |
дюймы |
|
|
|
|
обороты резьбы |
мм |
|
|
114,3 |
4 1/2 |
17,88 |
|
116,7 |
12,7 |
3 |
9,5 |
47,62 |
|
127,0 |
5 |
17,88 |
|
129,4 |
12,7 |
3 |
9,5 |
57,14 |
|
139,7 |
5 1/2 |
17,88 |
|
142,1 |
12,7 |
3 |
9,5 |
60,32 |
|
146,1 |
5 3/4 |
17,88 |
|
148,5 |
12,7 |
3 |
9,5 |
63,50 |
|
168,3 |
6 5/8 |
17,88 |
|
170,7 |
12,7 |
3 |
9,5 |
69,84 |
|
177,8 |
7 |
17,88 |
12,7 |
180,2 |
12,7 |
3 |
9,5 |
73,02 |
|
193,7 |
7 5/8 |
18,01 |
|
196,1 |
11,0 |
3 1/2 |
11,1 |
76,20 |
|
219,1 |
8 5/8 |
18,01 |
|
221,5 |
11,0 |
3 1/2 |
11,1 |
85,72 |
|
244,5 |
9 5/8 |
18,01 |
|
246,9 |
11,0 |
3 1/2 |
11,1 |
92,07 |
|
244,5 |
9 5/8 |
18,11 |
|
246,9 |
11,0 |
4 |
12,7 |
92,07 |
|
508,0 |
20 |
18,01 |
|
510,4 |
9,3 |
3 1/2 |
11,1 |
104,77 |
|
508,0 |
20 |
18,11 |
|
510,4 |
9,3 |
4 |
12,7 |
104,77 |
|
| ||||||||
4.2.3 Основные размеры закругленной треугольной резьбы насосно-компрессорных труб должны соответствовать указанным на рисунке 4 и в таблице 7 для гладких труб, таблице 8 - для труб с высаженными наружу концами и таблице 9 - для безмуфтовых труб (с соединениями типа "интеграл").
Таблица 7 - Размеры закругленной треугольной резьбы гладких насосно-компрессорных труб
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Наружный диаметр резьбы трубы |
Число витков резьбы на 25,4 мм |
Шаг резьбы |
Длина от торца трубы до плоскости свинчивания от руки |
Эффективная длина резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
26,7 |
1,050 |
26,7 |
10 |
2,54 |
11,38 |
23,50 |
|
33,4 |
1,315 |
33,4 |
10 |
2,54 |
12,17 |
24,28 |
|
42,2 |
1,660 |
42,2 |
10 |
2,54 |
15,34 |
27,46 |
|
48,3 |
1,900 |
48,3 |
10 |
2,54 |
18,52 |
30,63 |
|
60,3 |
2 3/8 |
60,3 |
10 |
2,54 |
24,87 |
36,98 |
|
73,0 |
2 7/8 |
73,0 |
10 |
2,54 |
35,99 |
48,11 |
|
88,9 |
3 1/2 |
88,9 |
10 |
2,54 |
42,34 |
54,46 |
|
101,6 |
4 |
101,6 |
8 |
3,175 |
40,41 |
54,36 |
|
114,3 |
4 1/2 |
114,3 |
8 |
3,175 |
45,19 |
59,13 |
Продолжение таблицы 7
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Общая длина резьбы трубы до конца сбега |
Средний диаметр в плоскости свинчивания от |
Средний диаметр резьбы в основной плоскости |
Длина от торца трубы до середины муфты при механическом свинчивании |
Длина от торца муфты до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
|
26,7 |
1,050 |
27,79 |
25,102 |
25,334 |
|
11,33 |
|
33,4 |
1,315 |
28,58 |
31,833 |
32,065 |
|
11,33 |
|
42,2 |
1,660 |
31,75 |
40,596 |
40,828 |
|
11,33 |
|
48,3 |
1,900 |
34,92 |
46,692 |
46,924 |
12,7 |
11,33 |
|
60,3 |
2 3/8 |
41,28 |
58,757 |
58,989 |
|
11,33 |
|
73,0 |
2 7/8 |
52,40 |
71,457 |
71,689 |
|
11,33 |
|
88,9 |
3 1/2 |
58,75 |
87,332 |
87,564 |
|
11,33 |
|
101,6 |
4 |
60,32 |
99,414 |
99,866 |
|
13,56 |
|
114,3 |
4 1/2 |
65,10 |
112,114 |
112,566 |
|
13,56 |
Продолжение таблицы 7
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Диаметр выточки муфты |
Глубина выточки муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полной вершиной, от торца трубы | ||
|
мм |
дюймы |
|
|
обороты резьбы |
мм |
|
|
26,7 |
1,050 |
28,3 |
7,9 |
|
5,1 |
7,62 |
|
33,4 |
1,315 |
35,0 |
7,9 |
2 |
5,1 |
7,62 |
|
42,2 |
1,660 |
43,8 |
7,9 |
|
5,1 |
8,89 |
|
48,3 |
1,900 |
49,9 |
7,9 |
|
5,1 |
12,06 |
|
60,3 |
2 3/8 |
61,9 |
7,9 |
|
5,1 |
18,42 |
|
73,0 |
2 7/8 |
74,6 |
7,9 |
|
5,1 |
29,54 |
|
88,9 |
3 1/2 |
90,5 |
7,9 |
|
5,1 |
35,89 |
|
101,6 |
4 |
103,2 |
9,5 |
|
6,3 |
34,92 |
|
114,3 |
4 1/2 |
115,9 |
9,5 |
|
6,3 |
39,70 |
|
| ||||||
Таблица 8 - Размеры закругленной треугольной резьбы насосно-компрессорных труб с высаженными наружу концами
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Наружный диаметр резьбы трубы |
Число витков резьбы на 25,4 мм |
Шаг резьбы |
Длина от торца трубы до плоскости свинчивания от руки |
Эффективная длина резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
26,7 |
1,050 |
33,4 |
10 |
2,54 |
12,17 |
24,28 |
|
33,4 |
1,315 |
37,3 |
10 |
2,54 |
15,34 |
27,46 |
|
42,2 |
1,660 |
46,0 |
10 |
2,54 |
18,52 |
30,63 |
|
48,3 |
1,900 |
53,2 |
10 |
2,54 |
20,12 |
32,23 |
|
60,3 |
2 3/8 |
65,9 |
8 |
3,175 |
29,31 |
43,26 |
|
73,0 |
2 7/8 |
78,6 |
8 |
3,175 |
34,06 |
48,01 |
|
88,9 |
3 1/2 |
95,2 |
8 |
3,175 |
40,41 |
54,36 |
|
101,6 |
4 |
108,0 |
8 |
3,175 |
43,59 |
57,53 |
|
114,3 |
4 1/2 |
120,6 |
8 |
3,175 |
46,76 |
60,71 |
Продолжение таблицы 8
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Общая длина резьбы трубы до конца сбега |
Средний диаметр в плоскости свинчивания от |
Средний диаметр резьбы в основной плоскости |
Длина от торца трубы до середины муфты при механическом свинчивании |
Длина от торца муфты до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
|
26,7 |
1,050 |
28,58 |
31,833 |
32,065 |
12,7 |
11,33 |
|
33,4 |
1,315 |
31,75 |
35,739 |
35,970 |
|
11,33 |
|
42,2 |
1,660 |
34,92 |
44,470 |
44,701 |
|
11,33 |
|
48,3 |
1,900 |
36,53 |
51,614 |
51,845 |
|
11,33 |
|
60,3 |
2 3/8 |
49,23 |
63,697 |
64,148 |
|
13,56 |
|
73,0 |
2 7/8 |
53,98 |
76,397 |
76,848 |
|
13,56 |
|
88,9 |
3 1/2 |
60,32 |
93,064 |
93,516 |
|
13,56 |
|
101,6 |
4 |
63,50 |
105,764 |
106,216 |
|
13,56 |
|
114,3 |
4 1/2 |
66,68 |
118,464 |
118,916 |
|
13,56 |
Окончание таблицы 8
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Диаметр выточки муфты |
Глубина выточки муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полной вершиной, от торца трубы | ||
|
мм |
дюймы |
|
|
обороты резьбы |
мм |
|
|
26,7 |
1,050 |
35,0 |
7,9 |
|
5,1 |
7,62 |
|
33,4 |
1,315 |
38,9 |
7,9 |
|
5,1 |
8,89 |
|
42,2 |
1,660 |
47,6 |
7,9 |
|
5,1 |
12,06 |
|
48,3 |
1,900 |
54,8 |
7,9 |
|
5,1 |
13,67 |
|
60,3 |
2 3/8 |
67,5 |
9,5 |
2 |
6,3 |
23,83 |
|
73,0 |
2 7/8 |
80,2 |
9,5 |
|
6,3 |
28,58 |
|
88,9 |
3 1/2 |
96,9 |
9,5 |
|
6,3 |
34,92 |
|
101,6 |
4 |
109,6 |
9,5 |
|
6,3 |
38,10 |
|
114,3 |
4 1/2 |
122,3 |
9,5 |
|
6,3 |
41,28 |
|
| ||||||
Таблица 9 - Размеры закругленной треугольной резьбы безмуфтовых насосно-компрессорных труб соединений "интеграл"
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Наружный диаметр резьбы трубы |
Число витков резьбы на 25,4 мм |
Шаг резьбы |
Длина от торца трубы до плоскости свинчивания от руки |
Эффективная длина резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
33,4 |
1,050 |
33,4 |
|
|
12,17 |
24,28 |
|
42,2 |
1,315 |
42,2 |
10 |
2,54 |
15,34 |
27,46 |
|
48,3 |
1,660 |
48,3 |
|
|
18,52 |
30,63 |
|
52,4 |
1,900 |
53,2 |
|
|
20,12 |
32,23 |
Продолжение таблицы 9
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Общая длина резьбы трубы до конца сбега |
Средний диаметр в плоскости свинчивания от |
Средний диаметр резьбы в основной плоскости |
Длина от торца трубы до середины муфты при механическом свинчивании |
Длина от торца муфты до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
|
33,4 |
1,050 |
28,58 |
31,833 |
32,065 |
|
|
|
42,2 |
1,315 |
31,75 |
40,596 |
40,828 |
12,7 |
11,33 |
|
48,3 |
1,660 |
34,92 |
46,692 |
46,924 |
|
|
|
52,4 |
1,900 |
36,53 |
51,614 |
51,846 |
|
|
Окончание таблицы 9
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Диаметр выточки муфты |
Глубина выточки муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полной вершиной, от торца трубы | ||
|
мм |
дюймы |
|
|
обороты резьбы |
мм |
|
|
33,4 |
1,050 |
35,0 |
|
|
|
5,72 |
|
42,2 |
1,315 |
43,8 |
7,9 |
2 |
5,1 |
8,89 |
|
48,3 |
1,660 |
49,9 |
|
|
|
12,06 |
|
52,4 |
1,900 |
54,8 |
|
|
|
13,67 |
|
| ||||||
4.2.4. Допуски и предельные отклонения закругленной треугольной резьбы должны соответствовать указанным в таблице 10 для обсадных труб и в таблице 11 - для насосно-компрессорных труб.
Таблица 10 - Предельные отклонения закругленной треугольной резьбы обсадных труб![]()
Размеры в миллиметрах
|
Элемент резьбы |
Предельные отклонения |
|
Конусность по среднему диаметру на длине 100 мм: |
|
|
для наружной резьбы |
+0,36 |
|
|
-0,22 |
|
для внутренней резьбы |
+0,22 |
|
|
-0,36 |
|
Шаг |
|
|
на длине 25,4 мм |
±0,076 |
|
суммарный |
±0,152 |
|
Высота профиля |
+0,051 |
|
Угол профиля |
±1°30' |
|
Угол наклона боковой стороны профиля |
±1° |
|
Длина |
±1 |
|
Угол фаски на заходном витке |
+5° |
|
Натяг |
±1 |
|
Диаметр |
+0,79 |
|
| |
Таблица 11 - Предельные отклонения закругленной треугольной резьбы насосно-компрессорных труб![]()
Размеры в миллиметрах
|
Элемент резьбы |
Предельные отклонения |
|
Конусность по среднему диаметру на длине 100 мм: |
|
|
для наружной резьбы |
+0,36 |
|
|
-0,22 |
|
для внутренней резьбы |
+0,22 |
|
|
-0,36 |
|
Шаг |
|
|
на длине 25,4 мм |
±0,076 |
|
суммарный |
±0,152 |
|
Высота профиля |
+0,051 |
|
Угол профиля |
±1°30' |
|
Угол наклона боковой стороны профиля |
±1° |
|
Длина |
|
|
для резьбы с шагом 3,175 мм |
±1 |
|
для резьбы с шагом 2,54 мм: |
|
|
трубы с высаженными наружу концами |
+1,5 |
|
|
-0,75 |
|
трубы гладкие |
±1,5 |
|
Угол фаски на заходном витке |
+5° |
|
Натяг А |
±1 |
|
| |
4.3 Упорная резьба обсадных труб
4.3.1 Номинальный профиль упорной резьбы обсадных труб и размеры его элементов должны соответствовать указанным на рисунке 5 для резьбы от 114,3 до 340,1 мм и на рисунке 6 - для резьбы 406,4 мм и более.
Примечание - В ГОСТ 632 этот тип резьбы называется трапецеидальной. Наименование резьбы, установленное в настоящем стандарте, соответствует термину "батресс" (buttress) в стандартах ИСО и API, и классификации типов резьб по ГОСТ 11708.

1 - средняя линия (линия средних диаметров резьбы); 2 - ось резьбы
![]() Предельные отклонения ширины канавки по средней линии: для размера 193,7 мм и менее +0,08 мм; для размера 219,1 мм и более +0,13 мм,
Предельные отклонения ширины канавки по средней линии: для размера 193,7 мм и менее +0,08 мм; для размера 219,1 мм и более +0,13 мм,
![]() Предельные отклонения ширины выступа по средней линии для размера 193,7 мм и менее - минус 0,08 мм; для размера 219,1 мм и более - минус 0,13 мм
Предельные отклонения ширины выступа по средней линии для размера 193,7 мм и менее - минус 0,08 мм; для размера 219,1 мм и более - минус 0,13 мм
Конусность резьбы 1:16.
Вершины и впадины резьбы параллельны образующей конуса.
Рисунок 5 - Профиль упорной резьбы обсадных труб для размеров от 114,3 до 339,7 мм

1 - ось резьбы
Конусность резьбы 1:12.
Вершины и впадины резьбы параллельны оси конуса
Рисунок 6 - Профиль упорной резьбы обсадных труб для размеров от 406,4 мм и более
Примечание к рисункам 5 и 6. Предельные отклонения радиусов закруглений, толщины витка и ширины впадины резьбы являются исходными при проектировании резьбообразующего инструмента и не подлежат обязательному контролю, если это не оговорено особо.
4.3.2 Основные размеры упорной резьбы на рисунке 7 и в таблице 12, допуски и предельные отклонения - на рисунках 5 и 6 и в таблице 13.

1 - плоскость середины муфты; 2 - торец трубы при механическом свинчивании; 3 - торец трубы при свинчивании от руки;
4 - основная плоскость; 5 - плоскость последней риски на трубе; 6 - плоскость основания треугольного клейма;
7 - цветная полоса размером 25х102 мм, нанесенная у конца трубы со стороны муфты, навинченной на заводе;
8 - треугольное клеймо; 9 - цветная полоса размером 25х610 мм, нанесенная у конца трубы,
свинчиваемого с муфтой в промысловых условиях
Рисунок 7 - Основные размеры упорной резьбы обсадных труб
Примечание - Торец муфты перемещается в пределах одного оборота до основания треугольного клейма 8 (высота треугольника равна 9,5 мм) при свинчивании механическим способом с минимальным усилием и до вершины треугольного клейма при свинчивании с максимальным усилием.
Таблица 12 - Размеры упорной резьбы обсадных труб
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Наружный диаметр резьбы трубы |
Число витков резьбы на 25,4 мм |
Шаг резьбы |
Расстояние от основной плоскости до конца сбега резьбы |
Длина резьбы с полным профилем |
Общая длина резьбы до конца выхода резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
|
114,3 |
4 1/2 |
114,7 |
|
|
50,39 |
42,00 |
92,39 |
|
127,0 |
5 |
127,4 |
5 |
5,08 |
50,39 |
45,17 |
95,57 |
|
139,7 |
5 1/2 |
140,1 |
|
|
50,39 |
46,76 |
97,16 |
|
146,1 |
5 3/4 |
146,5 |
|
|
50,39 |
48,35 |
98,74 |
|
168,3 |
6 5/8 |
168,7 |
|
|
50,39 |
51,52 |
101,92 |
|
177,8 |
7 |
178,2 |
|
|
50,39 |
56,29 |
106,68 |
|
193,7 |
7 5/8 |
194,1 |
|
|
50,39 |
61,05 |
111,44 |
|
219,1 |
8 5/8 |
219,5 |
|
|
50,39 |
64,22 |
114,62 |
|
244,5 |
9 5/8 |
244,9 |
|
|
50,39 |
64,22 |
114,62 |
|
273,0 |
10 3/4 |
273,5 |
|
|
50,39 |
64,22 |
114,62 |
|
298,4 |
11 3/4 |
298,9 |
|
|
50,39 |
64,22 |
114,62 |
|
323,9 |
12 3/4 |
324,3 |
|
|
50,39 |
64,22 |
114,62 |
|
339,7 |
13 3/8 |
340,1 |
|
|
50,39 |
64,22 |
114,62 |
|
406,4 |
16 |
406,4 |
|
|
50,39 |
79,36 |
117,16 |
|
473,1 |
18 5/8 |
473,1 |
|
|
37,80 |
79,36 |
117,16 |
|
508,0 |
20 |
508,0 |
|
|
37,80 |
79,36 |
117,16 |
Продолжение таблицы 12
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Средний диаметр резьбы в основной плоскости |
Длина от торца трубы до середины муфты при механическом свинчивании |
Длина от торца трубы до середины муфты при свинчивании от руки |
Длина от торца трубы до треугольного клейма | |
|
мм |
дюймы |
|
|
|
|
|
114,3 |
4 1/2 |
113,132 |
|
22,86 |
100,01 |
|
127,0 |
5 |
125,832 |
|
25,40 |
103,19 |
|
139,7 |
5 1/2 |
138,532 |
|
25,40 |
104,78 |
|
146,1 |
5 3/4 |
144,881 |
|
25,40 |
106,36 |
|
168,3 |
6 5/8 |
167,107 |
|
25,40 |
109,54 |
|
177,8 |
7 |
176,632 |
|
25,40 |
114,30 |
|
193,7 |
7 5/8 |
192,507 |
|
25,40 |
119,06 |
|
219,1 |
8 5/8 |
217,907 |
12,7 |
25,40 |
122,24 |
|
244,5 |
9 5/8 |
243,307 |
|
25,40 |
122,24 |
|
273,0 |
10 3/4 |
271,882 |
|
25,40 |
122,24 |
|
298,4 |
11 3/4 |
297,282 |
|
25,40 |
122,24 |
|
323,9 |
12 3/4 |
322,681 |
|
25,40 |
122,24 |
|
339,7 |
13 3/8 |
338,557 |
|
25,40 |
122,24 |
|
406,4 |
16 |
404,825 |
|
22,22 |
122,24 |
|
473,1 |
18 5/8 |
471,500 |
|
22,22 |
122,24 |
|
508,0 |
20 |
506,425 |
|
22,22 |
122,24 |
Окончание таблицы 12
Размеры в миллиметрах
|
Обозначение размера резьбы (наружный диаметр трубы |
Диаметр фаски в плоскости торца муфты |
Натяг при свинчивании от руки |
Минимальная длина резьбы с полной вершиной, от торца трубы | ||
|
мм |
дюймы |
|
обороты резьбы |
мм |
|
|
114,3 |
4 1/2 |
117,86 |
0,5 |
2,5 |
31,84 |
|
127,0 |
5 |
130,56 |
1,0 |
5,1 |
35,01 |
|
139,7 |
5 1/2 |
143,26 |
1,0 |
5,1 |
36,60 |
|
146,1 |
5 3/4 |
149,61 |
1,0 |
5,1 |
38,19 |
|
168,3 |
6 5/8 |
171,83 |
1,0 |
5,1 |
41,36 |
|
177,8 |
7 |
181,36 |
1,0 |
5,1 |
46,13 |
|
193,7 |
7 5/8 |
197,23 |
1,0 |
5,1 |
50,89 |
|
219,1 |
8 5/8 |
222,63 |
1,0 |
5,1 |
54,06 |
|
244,5 |
9 5/8 |
248,03 |
1,0 |
5,1 |
54,06 |
|
273,0 |
10 3/4 |
276,61 |
1,0 |
5,1 |
54,06 |
|
298,4 |
11 3/4 |
302,01 |
1,0 |
5,1 |
54,06 |
|
323,9 |
12 3/4 |
327,41 |
1,0 |
5,1 |
54,06 |
|
339,7 |
13 3/8 |
343,28 |
1,0 |
5,1 |
54,06 |
|
406,4 |
16 |
410,31 |
0,88 |
4,4 |
69,20 |
|
473,1 |
18 5/8 |
476,99 |
0,88 |
4,4 |
69,20 |
|
508,0 |
20 |
511,91 |
0,88 |
4,4 |
69,20 |
|
| |||||
Таблица 13 - Предельные отклонения упорной резьбы обсадных труб![]()
Размеры в миллиметрах
|
Элемент резьбы |
Предельные отклонения |
|
Конусность по диаметру впадин на длине 100 мм: |
|
|
для внутренней резьбы |
+0,45 |
|
(по наружному диаметру) |
-0,25 |
|
для наружной резьбы |
+0,35 |
|
(по внутреннему диаметру): |
-0,15 |
|
на длине с полным профилем |
|
|
на длине с неполным профилем |
-0,15 |
|
Шаг |
|
|
на длине 25,4 мм: |
|
|
для размеров 339,7 мм и менее |
±0,051 |
|
для размеров 406,4 мм и более |
±0,076 |
|
суммарный |
±0,102 |
|
Высота профиля |
1,575±0,025 |
|
Угол профиля |
±1° |
|
Углы наклона боковых сторон профиля |
±45' |
|
Длина |
Предельные отклонения не установлены |
|
Длина |
±0,79 |
|
Угол фаски на заходном витке |
+5° |
|
Натяг |
-2,54 |
|
| |
4.4 Общие требования к резьбе
4.4.1 Требования, проверяемые визуальным контролем
4.4.1.1 На поверхности резьбы не должно быть видимых задиров, надрезов, вмятин, рисок и любых других дефектов, которые нарушают непрерывность витков в пределах минимальной длины резьбы с полными вершинами относительно торца трубы (![]() ) и в пределах длины от выточки до плоскости, расположенной на расстоянии
) и в пределах длины от выточки до плоскости, расположенной на расстоянии ![]() плюс один шаг резьбы от середины муфты или от малого торца резьбы в муфтовой части соединения насосно-компрессорных труб типа "интеграл".
плюс один шаг резьбы от середины муфты или от малого торца резьбы в муфтовой части соединения насосно-компрессорных труб типа "интеграл".
Неглубокие риски, малые царапины и неровности поверхности, которые не влияют на непрерывность поверхности резьбы, считаются недостатками, которые не могут служить основанием для забракования резьбы. Эти недостатки обнаруживают случайно и их не определяют. Из-за сложности определения неглубоких рисок, малых царапин и неровностей поверхности и степени их воздействия на работоспособность резьбы общие требования к таким недостаткам не установлены. При приемке резьбы труб следует обращать внимание на выступы и риски на резьбе, которые могут вызвать нарушение (отшелушение) защитного покрытия на витках муфты.
4.4.1.2 Допускается ручной косметический ремонт резьбовых поверхностей. Дефекты на отрезке с резьбой неполного профиля (за отрезком ![]() и до плоскости конца сбега резьбы) допустимы при условии, что их глубина не выходит за коническую поверхность впадин или не превышает 12,5% заданной толщины стенки трубы (измеренной от наружной поверхности резьбы). Допускается зачистка в этой зоне для обнаружения дефектов или исправления дефектов при глубине зачистки в пределах дефектов в данной зоне. Дефекты включают также другие нарушения непрерывности: рубцы, закаты, углубления, следы инструмента, повреждения от технологической транспортировки и т.д.
и до плоскости конца сбега резьбы) допустимы при условии, что их глубина не выходит за коническую поверхность впадин или не превышает 12,5% заданной толщины стенки трубы (измеренной от наружной поверхности резьбы). Допускается зачистка в этой зоне для обнаружения дефектов или исправления дефектов при глубине зачистки в пределах дефектов в данной зоне. Дефекты включают также другие нарушения непрерывности: рубцы, закаты, углубления, следы инструмента, повреждения от технологической транспортировки и т.д.
Небольшие выкрашивания и пятна на резьбе могут встретиться в любой части резьбы и не обязательно являются недопустимыми дефектами. Из-за сложности определения выкрашивания и пятен и степени их воздействия на работоспособность резьбового соединения требования к таким дефектам не установлены. При приемке резьбы необходимо обращать внимание на то, чтобы с ее поверхности были удалены все продукты коррозии и не было следов течи, возникших при гидростатических испытаниях. Опиловка и обтачивание для удаления углублений не допускаются.
4.4.1.3 Дефекты в пределах, установленных выше, могут быть допущены при следующих условиях:
а) если дефекты обнаруживаются при нарезании резьбы, то конец трубы с дефектами должен быть ниппельным. Не допускаются дефекты, обнаруженные при резьбонарезании на муфтовом конце трубы, за исключением указанных в 4.4.1.3, в;
б) дефекты в пределах, установленных выше, допустимы на ниппельном конце трубы. Дефекты на участке, входящем в соединение с муфтой, которые обнаруживаются после транспортирования от места изготовления, не допускаются, за исключением случаев, когда можно показать, что дефект находится в установленных пределах. Если дефект не превышает допустимых пределов, то муфта может быть применена вновь, а отрезок трубы принимают как годный. Если дефект выходит за допустимые пределы, отрезок трубы бракуют или восстанавливают отрезанием резьбы, новым нарезанием резьбы и новым соединением с муфтой;
в) дефекты, которые выявляются в муфте, должны быть удалены обточкой до нарезания резьбы при условии, что обточка хорошо согласуется с наружным диаметром трубы и выполнена квалифицированно. Такая обработка не должна рассматриваться как дефект.
4.4.2 Точность резьбы
Точность формы, размеров и качество поверхности резьбы при ее нарезании должны обеспечивать плотное соединение при правильно выполненном механическом свинчивании и использовании высококачественной резьбовой смазки.
Параметр шероховатости ![]() поверхности резьбы не должен быть более 3,2 мкм.
поверхности резьбы не должен быть более 3,2 мкм.
Для насосно-компрессорных труб соединение должно выдерживать четырехкратное механическое свинчивание и развинчивание без повреждений витков. После механического свинчивания резьба может иметь отклонения, превышающие допустимые.
Примечание - Герметичным соединением считается такое, которое при надлежащем механическом свинчивании с использованием высококачественной резьбовой смазки не обнаруживает течи при окружающей температуре и при любом давлении вплоть до установленного давления при гидростатическом испытании.
4.4.3 Треугольное клеймо
Клеймо с равносторонним треугольником высотой 9,5 мм должно быть расположено на расстоянии ![]() +1,6 мм от каждого конца трубы размером 406,4 мм, 473,1 мм и 508 мм с закругленной треугольной резьбой и шагом 3,175 мм группы прочности Д по ГОСТ 632. Однако положение муфты по отношению к основанию треугольника не должно быть причиной для забракования. Для упорной резьбы обсадных труб треугольное клеймо применяют, как указано на рисунке 7, и используют для оценки правильности свинчивания. Если не предписано по-другому, то по согласованию с заказчиком треугольное клеймо может быть заменено поперечной белой полосой шириной 9,5 мм и длиной 76,2 мм.
+1,6 мм от каждого конца трубы размером 406,4 мм, 473,1 мм и 508 мм с закругленной треугольной резьбой и шагом 3,175 мм группы прочности Д по ГОСТ 632. Однако положение муфты по отношению к основанию треугольника не должно быть причиной для забракования. Для упорной резьбы обсадных труб треугольное клеймо применяют, как указано на рисунке 7, и используют для оценки правильности свинчивания. Если не предписано по-другому, то по согласованию с заказчиком треугольное клеймо может быть заменено поперечной белой полосой шириной 9,5 мм и длиной 76,2 мм.
4.4.4 Требования к конструкции резьбы
Резьбы должны быть правыми и соответствовать размерам и допускам, установленным в настоящем стандарте.
Примечание - В конструкции закругленной треугольной резьбы в соединениях обсадных труб общая длина ![]() получена расчетом, исходя из теоретической толщины стенки у впадины резьбы у торца трубы (
получена расчетом, исходя из теоретической толщины стенки у впадины резьбы у торца трубы (![]() ), по формулам:
), по формулам:
![]()
(принимают большее из этих значений),
где ![]() - наружный диаметр обсадной трубы, мм.
- наружный диаметр обсадной трубы, мм.
Теоретическая толщина трубы ![]() является исходной величиной для определения конструкции соединения, для нее не предусмотрены допуски, и она не является объектом измерения.
является исходной величиной для определения конструкции соединения, для нее не предусмотрены допуски, и она не является объектом измерения.
4.4.5 Фаска
Наружная фаска на конце трубы с углом 65°, как показано на рисунках 2 и 7, должна быть выполнена по всему периметру торца. Малый диаметр фаски должен быть меньше внутреннего диаметра резьбы трубы, чтобы впадина резьбы выходила на фаску.
4.4.6 Резьба муфты
Впадина резьбы муфты должна начинаться в зоне малого диаметра фаски и продолжаться к середине муфты. Длина резьбы в муфтовой части насосно-компрессорных труб с соединением "интеграл" должна быть не менее ![]() oт торца муфтовой части. Витки на участке от выточки до места, расположенного на расстоянии
oт торца муфтовой части. Витки на участке от выточки до места, расположенного на расстоянии ![]() плюс один шаг (оборот) относительно середины муфты или от малого торца резьбы в муфтовой части насосно-компрессорных труб с соединением "интеграл", должны соответствовать требованиям раздела 4.
плюс один шаг (оборот) относительно середины муфты или от малого торца резьбы в муфтовой части насосно-компрессорных труб с соединением "интеграл", должны соответствовать требованиям раздела 4.
Резьбы муфт для трубопроводов с обозначением номинального размера от 2 и более, а также резьбы всех размеров для муфт обсадных и насосно-компрессорных труб и в муфтовой части или на ниппельном конце насосно-компрессорных труб с соединением "интеграл" должны быть оцинкованы, покрыты оловом или фосфатированы для обеспечения свинчиваемости без задиров и заеданий, а также герметичности соединения.
При использовании оловянных и других мягких покрытий толщиной свыше 0,025 мм допуски резьбы и натяги следует относить к резьбам до нанесения покрытия. Наибольшая толщина оловянных гальванических покрытий должна быть не более 0,152 мм.
После механического свинчивания значения конусности, натяга и наружного диаметра могут измениться, а их отклонения могут превысить установленные пределы.
4.4.7 Отклонение от соосности резьб муфт
Отклонение от соосности резьб в плоскости торца муфты не должно превышать 0,8 мм для муфт обсадных и насосно-компрессорных труб. Угловое отклонение от совпадения осей резьб в муфтах для трубопроводов с номинальным размером 6 и более, а также для всех размеров муфт обсадных и насосно-компрессорных труб не должно превышать 19 мм на длине 6100 мм (или 0,31 мм на длине 100 мм).
5 Контроль резьбы
5.1 Контроль резьбы должен проводиться на месте изготовления изделий до их транспортирования. Контроль резьбы допускается проводить в любом промежуточном пункте, на месте назначения, а также при проверке изделий контролерами, представляющими заказчика или изготовителя.
Изготовитель может по своему усмотрению применять приборы или методы для контроля производственных операций, но принимают или отбраковывают изделия по результатам контроля, произведенного в соответствии с требованиями настоящего стандарта.
5.2 Контролю подлежат:
1) внешний вид резьбы (4.4.1);
2) размеры резьбы, для которых установлены допуски и предельные отклонения, в том числе:
- длина резьбы (кроме упорной резьбы);
- высота профиля резьбы;
- шаг резьбы;
- конусность резьбы;
- выход резьбы (только для упорной резьбы);
- соосность резьб в муфте;
3) натяг резьбы (по резьбовому рабочему калибру).
5.3 Контролю внешнего вида, натяга и нормируемых геометрических размеров и параметров резьбы, кроме указанных ниже, должна быть подвергнута резьба каждой трубы и каждой муфты партии.
Шаг и конусность резьбы, углы наклона боковых сторон и высота профиля, выход резьбы (только для упорной резьбы) проверяют в объемах и с периодичностью, определяемых изготовителем на основе опыта или действующей системы обеспечения качества, а в необходимых случаях - дополнительно согласованных с потребителем.
Соосность резьб проверяют не менее чем на 1% муфт от каждой партии. При отрицательных результатах проводят повторные испытания на удвоенной выборке от той же партии. Результаты повторных испытаний распространяют на всю партию.
5.4 Размеры и параметры резьбы должны контролироваться у всех типов и размеров резьб, кроме резьб трубопроводов с шагом менее 2,209 мм, у которых контролируют только длину резьбы и натяг.
5.5 Все резьбы должны быть проконтролированы на соблюдение установленных натягов в соответствии с разделом 6 с помощью резьбовых калибров, требования к которым установлены в разделе 7.
5.6 Внешнюю поверхность резьбы труб и муфт осматривают визуально.
Резьба должна быть свободна от видимых задиров, надрезов и других дефектов, нарушающих непрерывность витков в пределах минимальной длины резьбы с полными вершинами относительно торца трубы (![]() ) и в пределах длины от выточки до плоскости, расположенной на расстоянии
) и в пределах длины от выточки до плоскости, расположенной на расстоянии ![]() плюс один шаг резьбы от середины муфты или от малого торца резьбы в муфтовой части соединения насосно-компрессорных труб типа "интеграл".
плюс один шаг резьбы от середины муфты или от малого торца резьбы в муфтовой части соединения насосно-компрессорных труб типа "интеграл".
Дефекты на отрезке за участком длиной ![]() и до плоскости конца сбега резьбы допустимы при условии, что их глубина не выходит за конус впадин резьбы или не превышает 12,5% заданной толщины стенки трубы (измеренной от плоскости выступов резьбы).
и до плоскости конца сбега резьбы допустимы при условии, что их глубина не выходит за конус впадин резьбы или не превышает 12,5% заданной толщины стенки трубы (измеренной от плоскости выступов резьбы).
Другие требования к внешнему виду резьбы - по 4.4.1.
5.7 Поэлементный контроль геометрических размеров и параметров резьбы труб и муфт должен осуществляться с помощью универсальных средств измерений или специальных приборов, обеспечивающих необходимую точность измерения соответствующего параметра. В необходимых случаях приборы должны быть снабжены установочными мерами.
Примечание - Правила применения средств измерений для контроля соответствующих параметров резьбы (или в нормативных документах на методы контроля резьбы) должны содержаться в технической документации на эти средства измерений.
5.8 При контроле геометрических параметров резьбы должны соблюдаться следующие условия:
1) перед контролем поверхность резьбы должна быть тщательно очищена;
2) контроль размеров резьбы следует проводить перед нанесением на резьбу покрытия или после удаления покрытия химическим способом;
3) контроль размеров резьбы на соответствие требованиям настоящего стандарта должен проводиться до механического свинчивания резьбового соединения. Следует иметь в виду, что размеры резьбы из-за деформаций, возникающих при механическом свинчивании, могут выйти за установленные пределы;
4) перед контролем приборы, калибры и изделия, подлежащие контролю, должны быть выдержаны в температурных условиях, в которых проводится контроль, в течение времени, достаточного для выравнивания их температур.
5.9 Параметры резьбы должны измеряться в следующих направлениях:
- длина резьбы - параллельно оси резьбы;
- высота профиля и диаметр резьбы (в том числе при измерении конусности) - перпендикулярно оси резьбы;
- шаг резьбы:
для резьбы трубопроводов и закругленной треугольной - параллельно оси резьбы вдоль средней линии;
для упорной резьбы - параллельно оси резьбы приблизительно вдоль средней линии.
5.10 Конусность резьбы определяют:
для резьбы трубопроводов и закругленной треугольной резьбы - по результатам измерений средних диаметров резьбы (диаметров среднего конуса);
для упорной резьбы - по результатам измерений диаметров впадин резьбы (диаметров внутреннего конуса для наружной резьбы и наружного конуса для внутренней резьбы). При определении годности резьбы допуск конусности (раздел 4), отнесенный к осевому расстоянию 100 мм, должен быть уменьшен пропорционально отношению расстояния между измеряемыми сечениями к длине 100 мм.
5.11 Отклонения шага резьбы определяют на длине 25,4 мм и на всей длине резьбы с полным профилем (суммарный шаг). При измерениях на длине, отличающейся от 25,4 мм, измеренные отклонения должны быть пересчитаны на длину 25,4 мм.
5.12 Положение измеряемых сечений
5.12.1 Положение первого полного витка определяется витком резьбы, ближайшим к фаске на ниппельной части трубы или к торцу муфты, имеющим полностью сформированные вершину и впадины канавок по обе стороны витка.
5.12.2 Положение последнего полного витка наружной резьбы должно быть на расстоянии ![]() для резьбы насосно-компрессорных труб и трубопроводов, на расстоянии
для резьбы насосно-компрессорных труб и трубопроводов, на расстоянии ![]() для упорной резьбы или на расстоянии 12,7 мм от последней риски (последней канавки резьбы) - для закругленной треугольной резьбы обсадных труб.
для упорной резьбы или на расстоянии 12,7 мм от последней риски (последней канавки резьбы) - для закругленной треугольной резьбы обсадных труб.
Положение последнего полного витка на внутренней резьбе определяется величиной ![]() , измеренной от физической середины муфты или малого торца муфтовой части для насосно-компрессорных труб с соединением "интеграл".
, измеренной от физической середины муфты или малого торца муфтовой части для насосно-компрессорных труб с соединением "интеграл".
5.13 Интервалы измерений
5.13.1 При контроле высоты профиля, шага и конусности наружных и внутренних резьб измерения должны проводиться на первом и последнем витках с полным профилем, где существуют полностью сформированные вершины резьбы, и продолжаться от каждого из этих витков через интервалы в 25,4 мм для изделий, имеющих расстояние между первым и последним полными витками, превышающее 25,4 мм; через интервалы в 12,7 мм для изделий, имеющих расстояние между первым и последним полными витками от 25,4 до 12,7 мм; и интервалы в четыре шага для изделий с резьбой при шаге ![]() =2,209 мм. Измерение на длине резьбы с полным профилем может потребовать перекрытия интервалов измерения. Ни в коем случае измерительный наконечник не должен находиться за последним витком с полным профилем, за исключением упорной резьбы. Конусность упорной резьбы должна также контролироваться и на участке резьбы с неполным профилем.
=2,209 мм. Измерение на длине резьбы с полным профилем может потребовать перекрытия интервалов измерения. Ни в коем случае измерительный наконечник не должен находиться за последним витком с полным профилем, за исключением упорной резьбы. Конусность упорной резьбы должна также контролироваться и на участке резьбы с неполным профилем.
5.13.2 Контроль суммарного шага наружной и внутренней резьб должен проводиться измерением на интервале (между первым и последним полными витками), который имеет длину, равную наибольшему кратному 12,7 мм при четном числе витков на длине 25,4 мм или наибольшему кратному 25,4 мм при нечетном числе витков на длине 25,4 мм.
5.14 Измерительные наконечники приборов
5.14.1 Измерительные наконечники приборов для измерения конусности и шага резьбы трубопроводов и закругленной треугольной резьбы должны контактировать с боковыми сторонами резьбы приблизительно по средней линии (среднему конусу). Форма наконечников должна быть сферической. Диаметры измерительных наконечников для измерения конусности и шага должны соответствовать указанным в таблице 14.
Таблица 14
Размеры в миллиметрах
|
Тип резьбы |
Шаг резьбы |
Число витков на 25,4 мм |
Диаметр сферического наконечника (пред. откл. ±0,05) |
|
Закругленная треугольная резьба |
3,175 |
8 |
1,829 |
|
|
2,540 |
10 |
1,448 |
|
Резьба трубопроводов |
3,175 |
8 |
1,829 |
|
|
2,209 |
11 1/2 |
1,270 |
|
|
1,814 |
14 |
1,041 |
|
|
1,411 |
18 |
0,813 |
|
|
0,941 |
27 |
0,533 |
|
| |||
5.14.2 Измерительные наконечники приборов для измерения высоты профиля резьбы трубопроводов и закругленной треугольной резьбы должны иметь коническую форму и не должны контактировать с боковыми сторонами профиля. Угол конуса должен быть не более 50°.
5.14.3 Измерительные наконечники приборов для измерения конусности упорных резьб должны контактировать с внутренним конусом наружных резьб и наружным конусом внутренних резьб.
Измерительные наконечники приборов для измерения шага упорных резьб должны одновременно контактировать с впадиной резьбы и боковой стороной профиля, имеющей угол наклона 3°.
Размеры измерительных наконечников приборов для измерения параметров упорной резьбы должны соответствовать указанным в таблице 15.
Таблица 15
Размеры в миллиметрах
|
Измеряемый параметр упорной резьбы |
Диаметр сферического наконечника, мм (пред. откл. ±0,05 мм) |
|
Конусность |
2,286 |
|
Шаг |
1,575 |
|
Выход резьбы |
1,448 |
5.14.4 Форма измерительных наконечников приборов для измерения высоты профиля упорной резьбы должна быть конической или сферической и обеспечивать отсутствие контакта с боковыми сторонами профиля. Диаметр наконечников не должен превышать 2,237 мм. Приборы для упорной резьбы размером 406,4 мм и более должны быть снабжены основанием (опорой) ступенчатого типа.
5.15 При использовании для настройки шагомеров специальной пластинчатой установочной меры, имеющей треугольные выемки-пазы, расстояния между этими выемками должны быть скорректированы для компенсации погрешности измерения шага параллельно образующей конуса, вместо измерения параллельно оси резьбы, в соответствии со значениями, приведенными в таблице 16. Отклонения расстояния между двумя соседними выемками пластинчатой меры не должны превышать ±0,0025 мм, а между двумя любыми несмежными выемками ±0,005 мм.
Таблица 16
В миллиметрах
|
Длина измерения резьбы (параллельно оси резьбы) |
Компенсированная длина (параллельно образующей конуса) резьбы при конусности | |
|
|
1:16 |
1:12 |
|
8,835* |
8,839 |
- |
|
12,700 |
12,706 |
- |
|
25,400 |
25,412 |
25,422 |
|
38,100 |
38,119 |
38,133 |
|
50,800 |
50,825 |
50,844 |
|
63,500 |
63,531 |
63,555 |
|
76,200 |
76,237 |
76,266 |
|
88,900 |
88,943 |
88,977 |
|
101,600 |
101,650 |
101,688 |
|
| ||
5.16 Для контроля приборов, измеряющих высоту резьбы, должны быть предусмотрены контрольные меры с призматическими ![]() - и
- и ![]() -образными канавками (для треугольных резьб и упорной резьбы с размерами 339,7 мм и менее) или ступенчатые контрольные меры для упорной резьбы с размерами от 406,4 мм и более.
-образными канавками (для треугольных резьб и упорной резьбы с размерами 339,7 мм и менее) или ступенчатые контрольные меры для упорной резьбы с размерами от 406,4 мм и более.
5.16.1 Глубина канавок контрольных мер с призматической (![]() -образной канавкой должна быть:
-образной канавкой должна быть:
2,413 мм - для резьбы трубопроводов с шагом 3,175 мм;
1,679 мм - для резьбы трубопроводов с шагом 2,209 мм;
1,808 мм - для закругленной треугольной резьбы обсадных и насосно-компрессорных труб с шагом 3,175 мм;
1,412 мм - для закругленной треугольной резьбы насосно-компрессорных труб с шагом 2,540 мм;
1,575 мм - для упорной резьбы размером 339,7 мм и менее.
Предельные отклонения глубины канавок ±0,005 мм.
5.16.2 Угол призмы контрольных мер с призматическими ![]() -образными канавками должен быть не более 60°. Срез профиля канавки по впадине должен быть:
-образными канавками должен быть не более 60°. Срез профиля канавки по впадине должен быть:
0,079 мм - для резьбы трубопроводов с шагом 3,175 мм;
0,056 мм - для резьбы трубопроводов с шагом 2,209 мм;
0,330 мм - для закругленной треугольной резьбы обсадных и насосно-компрессорных труб с шагом 3,175 мм;
0,254 мм - для закругленной треугольной резьбы насосно-компрессорных труб с шагом 2,540 мм.
Контрольные меры для упорной резьбы размером 406,4 мм и более:
1,468 мм - глубина канавки до первой площадки;
1,681 мм - глубина канавки до второй площадки.
Предельные отклонения среза и глубины канавки ±0,005 мм.
Примечание - Настройка приборов должна производиться по мерам с ![]() -образной канавкой, а для резьбы трубопроводов и закругленной треугольной резьбы должна дополнительно перепроверяться по мерам с
-образной канавкой, а для резьбы трубопроводов и закругленной треугольной резьбы должна дополнительно перепроверяться по мерам с ![]() -образной канавкой. Показание прибора по мере с
-образной канавкой. Показание прибора по мере с ![]() -образной канавкой не должно отличаться от первоначального более чем на 0,013 мм. Превышение свидетельствует об износе или повреждении измерительного наконечника, который должен быть заменен.
-образной канавкой не должно отличаться от первоначального более чем на 0,013 мм. Превышение свидетельствует об износе или повреждении измерительного наконечника, который должен быть заменен.
5.17 Для наружной упорной резьбы выход резьбы считается правильным, если последний след от канавки резьбы глубиной не более 0,125 мм расположен относительно торца трубы на расстоянии, не превышающем длину от торца трубы до вершины треугольного клейма.
5.18 Контроль параметров внутренней резьбы (углов наклона боковых сторон и угла профиля) допускается производить по слепкам с резьбы. Слепок с внутренней резьбы должен быть сделан из материала, который стабилен и не обладает усадкой. Он должен быть достаточно больших размеров, чтобы была возможность использовать прибор для измерения углов.
6 Контроль резьбы калибрами
6.1 Виды калибров и их взаимосвязь
6.1.1 Для каждого типа резьбы предусмотрены следующие виды резьбовых калибров:
контрольный калибр-пробка;
контрольный калибр-кольцо;
рабочий калибр-пробка;
рабочий калибр-кольцо;
Комплект контрольных резьбовых калибров состоит из контрольного калибра-пробки и сопряженного с ним контрольного калибра-кольца. Натяг в этой паре калибров подлежит аттестации.
6.1.2 Изготовитель резьб в изделиях должен иметь рабочие калибры для контроля резьб. Состояние рабочих калибров должно обеспечивать гарантию, что резьбы, проконтролированные ими, соответствуют требованиям настоящего стандарта.
Изготовитель резьб должен также иметь доступ к контрольным калибрам для каждого размера и типа изготовляемых резьб. Он должен установить и документально зафиксировать программу измерения износа (изменения натяга между рабочим и контрольным калибрами) на каждом рабочем калибре-кольце и калибре-пробке, которые используют в производстве резьб. В эту программу должны быть включены детальное описание процедур измерения, частота проверок износа и критерии отбраковки, которые полностью исключают рабочий калибр-кольцо или калибр-пробку из дальнейшего применения. Результаты каждого требуемого измерения для каждого рабочего калибра-кольца или калибра-пробки должны документироваться. Записи процедур и измерений должны сохраняться не менее трех лет после последнего использования каждого калибра. Изготовитель должен также установить и документировать частоту инспекционного контроля резьб рабочими калибрами, основываясь на своей системе контроля производственного процесса.
6.1.3 Взаимосвязь и взаимное положение контрольных калибров, рабочих калибров и резьбы изделий должны соответствовать показанным на рисунках 8 и 9.
Примечание - Применение контрольных калибров для контроля резьбы изделий должно быть сведено к минимуму. Оно должно ограничиваться случаями разногласий в оценке годности, которые не могут быть разрешены перепроверкой рабочего калибра по контрольному. При свинчивании контрольных калибров с резьбой изделий должна соблюдаться особая осторожность.

_________________
* Номинальное резьбовое соединение; допуски, установленные в 6.3.3, не распространяются на натяг между муфтой и трубой.
Рисунок 8 - Взаимосвязь между контрольными калибрами, рабочими калибрами и резьбой изделий для резьбы трубопроводов и закругленной треугольной резьбы обсадных и насосно-компрессорных труб
Примечание - При контроле удлиненных резьб обсадных труб с помощью рабочих калибров-колец для коротких резьб (позиция ![]() ) конец трубы будет выступать за малый торец калибра-кольца на величину, равную (
) конец трубы будет выступать за малый торец калибра-кольца на величину, равную (![]() удлиненная -
удлиненная - ![]() короткая) -
короткая) - ![]() .
.

_________________
* Номинальное резьбовое соединение; допуски, установленные в 6.3.3, не распространяются на натяг между муфтой и трубой.
Рисунок 9 - Взаимосвязь между контрольными калибрами, рабочими калибрами и резьбой изделий для упорной резьбы обсадных труб
6.2 Назначение калибров
6.2.1 Резьбовой контрольный калибр-пробка является эталоном в схеме передачи натяга от контрольных калибров к резьбе изделия. Он предназначен для определения:
- натягов ![]() и
и ![]() контрольного калибра-кольца; значение натяга
контрольного калибра-кольца; значение натяга ![]() маркируется на контрольном калибре-кольце;
маркируется на контрольном калибре-кольце;
- натяга ![]() рабочего калибра-кольца; значение натяга
рабочего калибра-кольца; значение натяга ![]() маркируется на рабочем калибре-кольце.
маркируется на рабочем калибре-кольце.
Примечание - Натяг ![]() в сопряжении контрольного калибра-кольца относительно контрольного калибра-пробки предусмотрен прежде всего как основа для установления пределов износа или необратимых изменений в калибрах. Отклонение от исходного значения
в сопряжении контрольного калибра-кольца относительно контрольного калибра-пробки предусмотрен прежде всего как основа для установления пределов износа или необратимых изменений в калибрах. Отклонение от исходного значения ![]() должно учитываться при установлении значений натяга рабочего калибра.
должно учитываться при установлении значений натяга рабочего калибра.
6.2.2 Резьбовой контрольный калибр-кольцо является передаточным эталоном в схеме передачи натяга от контрольных калибров к резьбе изделия. Он предназначен для определения натяга ![]() рабочего калибра-пробки. Значение натяга
рабочего калибра-пробки. Значение натяга ![]() маркируется на рабочем калибре-пробке.
маркируется на рабочем калибре-пробке.
6.2.3 Резьбовой рабочий калибр-пробка предназначен для определения значений натяга муфты ![]() .
.
6.2.4 Резьбовой рабочий калибр-кольцо предназначен для определения значений натяга ![]() трубы.
трубы.
Примечание к 6.2 - Натяг ![]() для контрольных калибров есть расстояние от плоскости конца сбега резьбы на контрольном калибре-пробке до большего торца контрольного калибра-кольца. Натяг
для контрольных калибров есть расстояние от плоскости конца сбега резьбы на контрольном калибре-пробке до большего торца контрольного калибра-кольца. Натяг ![]() для контрольных калибров есть разность табличного номинального размера
для контрольных калибров есть разность табличного номинального размера ![]() и расстояния от плоскости конца сбега резьбы на контрольном калибре-пробке до малого торца контрольного калибра-кольца. Натяг
и расстояния от плоскости конца сбега резьбы на контрольном калибре-пробке до малого торца контрольного калибра-кольца. Натяг ![]() есть расстояние между малым торцом контрольного калибра-пробки и малым торцом рабочего калибра-кольца. При расчете
есть расстояние между малым торцом контрольного калибра-пробки и малым торцом рабочего калибра-кольца. При расчете ![]() определяют разность длин контрольного и рабочего калибров-колец (номинально равную
определяют разность длин контрольного и рабочего калибров-колец (номинально равную ![]() ), влияющую на
), влияющую на ![]() .
.
6.3 Допуски натягов в сопряжении калибров и калибров с изделиями
6.3.1 Пара контрольных калибров (контрольный калибр-пробка и контрольный калибр-кольцо), которая проверена, как указано в 8.3, может рассматриваться как пригодная для дальнейшего использования при условии, что натяг в сопряжении между ними отклоняется от первоначального сертифицированного (аттестованного) значения натяга ![]() , намаркированного на калибре-кольце, не более чем указано в таблице 17. Пара контрольных калибров, на которой обнаружено увеличение или уменьшение величины
, намаркированного на калибре-кольце, не более чем указано в таблице 17. Пара контрольных калибров, на которой обнаружено увеличение или уменьшение величины ![]() , выходящее за пределы, приведенные в таблице 17, подлежит ремонту или замене.
, выходящее за пределы, приведенные в таблице 17, подлежит ремонту или замене.
Примечание - Увеличение натяга обычно указывает на наличие заусенцев, некоторых посторонних частиц или на возможно необратимое изменение размеров. Если наблюдается увеличение натяга, калибры должны быть очищены от заусенцев или посторонних частиц и перепроверены. Если увеличение натяга все еще превышает верхний предел, установленный в таблице 17, калибры должны быть отремонтированы или заменены.
Таблица 17
|
Тип контролируемой резьбы |
Число витков на 25,4 мм |
Шаг резьбы |
Предельные отклонения от исходного значения натяга | |
|
Резьба трубопроводов |
27 |
0,941 |
+0,094 | |
|
|
18 |
1,411 |
+0,142 | |
|
|
14 |
1,814 |
+0,180 | |
|
|
11 1/2 |
2,209 |
+0,221 | |
|
|
8 |
3,175 |
+0,318 | |
|
|
(трубы с обозначением номинального размера до 8) |
-0,495 | ||
|
|
8 |
3,175 |
+0,318 | |
|
|
(трубы с обозначением номинального размера от 10 и более) |
-0,635 | ||
|
Закругленная треугольная резьба обсадных и насосно-компрессорных труб |
10 |
2,540 |
+0,254 | |
|
|
8 |
3,175 |
+0,318 | |
|
|
(размеры труб до 219,1 мм) |
-0,495 | ||
|
|
8 |
3,175 |
+0,318 | |
|
|
(размеры труб от 244,5 мм) |
-0,635 | ||
|
Упорная резьба обсадных труб |
5 |
5,080 |
+0,318 | |
|
|
(размеры труб до 219,1 мм) |
-0,508 | ||
|
|
5 |
5,080 |
+0,318 | |
|
|
(размеры труб от 244,5 мм) |
-0,635 | ||
6.3.2 За поддержание натяга контрольных калибров в пределах, установленных в таблице 17, отвечает пользователь калибров. Калибры должны периодически контролироваться на натяг в сопряжении, как указано в 8.3. Интервал между проверками зависит от частоты использования калибров.
Перед возобновлением использования все отремонтированные калибры должны быть заново аттестованы в официальном испытательном органе.
6.3.3 Допуски натяга ![]() и
и ![]() калибра-кольца относительно конца трубы и натяга
калибра-кольца относительно конца трубы и натяга ![]() и
и ![]() калибра-пробки относительно торца муфты или втулки должны соответствовать указанным в таблице 18.
калибра-пробки относительно торца муфты или втулки должны соответствовать указанным в таблице 18.
Таблица 18
|
Тип и размеры резьбы |
Предельные отклонения натяга | |
|
|
|
|
|
Резьба трубопроводов |
±1 |
±1 |
|
Все размеры |
±1 |
±1 |
|
Закругленная треугольная резьба обсадных и насосно-компрессорных труб с шагом 3,175 мм (8 витков на 25,4 мм) |
±1,5 |
±1,5 |
|
Закругленная треугольная резьба насосно-компрессорных труб с шагом 2,54 мм (10 витков на 25,4 мм) |
+0,5 |
0 |
|
Упорная резьба обсадных труб |
0 |
-0,5 |
|
| ||
7 Требования к калибрам
7.1 Калибры для резьбы трубопроводов и закругленной треугольной резьбы обсадных и насосно-компрессорных труб
7.1.1 Профиль резьбы калибров и размеры его элементов должны соответствовать указанным на рисунке 10 и в таблице 19 для резьбы трубопроводов и в таблице 20 - для закругленной треугольной резьбы труб и муфт к ним.

1 - ось резьбы; 2 - впадина с канавкой; 3 - заостренная впадина
Рисунок 10 - Профиль резьбы калибров для резьбы трубопроводов и закругленной треугольной резьбы обсадных и насосно-компрессорных труб
Примечание - Конусность 1:16 на рисунке увеличена.
Таблица 19 - Размеры элементов профиля резьбы калибров для резьбы трубопроводов
Размеры в миллиметрах
|
|
|
Значение при числе витков на 25,4 мм | ||||
|
Наименование элемента профиля |
Обозначение |
27 |
18 |
14 |
11 1/2 |
8 |
|
|
|
Шаг резьбы | ||||
|
|
|
0,941 |
1,411 |
1,814 |
2,209 |
3,175 |
|
Высота исходного треугольника |
|
0,814 |
1,223 |
1,571 |
1,914 |
2,750 |
|
Высота профиля резьбы |
|
0,626 |
0,940 |
1,208 |
1,472 |
2,115 |
|
Срез по вершинам |
|
0,094 |
0,141 |
0,181 |
0,221 |
0,317 |
|
Ширина канавки |
|
0,115 |
0,170 |
0,220 |
0,265 |
0,380 |
Таблица 20 - Размеры элементов профиля резьбы калибров для закругленной треугольной резьбы обсадных и насосно-компрессорных труб
Размеры в миллиметрах
|
|
|
Значение при числе витков на 25,4 мм | |
|
Наименование |
Обозначение и формула |
10 |
8 |
|
|
|
Шаг резьбы | |
|
|
|
2,54 |
3,175 |
|
Высота исходного треугольника |
|
2,200 |
2,750 |
|
Высота профиля резьбы |
|
0,904 |
1,225 |
|
Срез по вершинам |
|
0,648 |
0,762 |
|
Ширина канавки |
|
0,750 |
0,880 |
Впадины калибров для резьбы трубопроводов и закругленной резьбы могут быть выполнены с канавками шириной, равной ширине вершины резьбы изделия, или заостренными. Канавка должна быть симметричной относительно смежных боковых сторон профиля и глубиной, соответствующей исходной остроугольной резьбе; форма канавки может устанавливаться изготовителем калибров.
7.1.2 Основные размеры калибров для контроля резьбы трубопроводов должны соответствовать указанным на рисунке 11 и в таблице 21.
Примечание к 7.1.2-7.1.4 и 7.2.1 - Соотношения, принятые за основу при расчете размеров калибров, приведены в приложении Б.
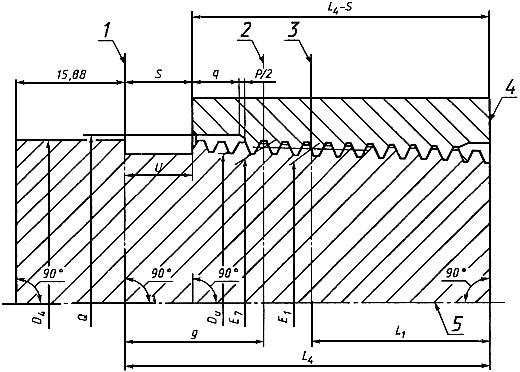
1 - плоскость конца сбега резьбы; 2 - основная плоскость; 3 - плоскость сопряжения от руки; 4 - плоскость торца трубы; 5 - ось резьбы
Рисунок 11 - Основные размеры калибров для контроля резьбы трубопроводов и закругленной треугольной резьбы труб
Таблица 21 - Размеры калибров для резьбы трубопроводов
Размеры в миллиметрах
|
Номи- нальный размер резьбы |
Наружный диаметр фланца калибра- пробки |
Диаметр проточки |
Диаметр выточки |
Глубина выточки |
Число витков на 25,4 мм |
Шаг резьбы |
Средний диаметр резьбы в плоскости свинчивания |
|
1/8 |
10,29 |
7,3 |
11,89 |
2,34 |
27 |
0,941 |
9,489 |
|
1/4 |
13,72 |
9,9 |
15,32 |
3,48 |
18 |
1,411 |
12,487 |
|
3/8 |
17,14 |
13,4 |
18,75 |
3,48 |
18 |
1,411 |
15,926 |
|
1/2 |
21,34 |
16,9 |
22,94 |
4,50 |
14 |
1,814 |
19,772 |
|
3/4 |
26,67 |
22,3 |
28,27 |
4,50 |
14 |
1,814 |
25,117 |
|
1 |
33,40 |
28,3 |
35,00 |
5,46 |
11 1/2 |
2,209 |
31,461 |
|
1 1/4 |
42,16 |
37,1 |
43,76 |
5,46 |
11 1/2 |
2,209 |
40,218 |
|
1 1/2 |
48,26 |
43,2 |
49,86 |
5,46 |
11 1/2 |
2,209 |
46,287 |
|
2 |
60,32 |
55,3 |
62,71 |
5,46 |
11 1/2 |
2,209 |
58,325 |
|
2 1/2 |
73,02 |
66,4 |
75,41 |
7,85 |
8 |
3,175 |
70,159 |
|
3 |
88,90 |
82,3 |
91,29 |
7,85 |
8 |
3,175 |
86,068 |
|
3 1/2 |
101,60 |
95,0 |
103,99 |
7,85 |
8 |
3,175 |
98,776 |
|
4 |
114,30 |
107,7 |
116,69 |
7,85 |
8 |
3,175 |
111,433 |
|
5 |
141,30 |
134,7 |
143,69 |
7,85 |
8 |
3,175 |
138,412 |
|
6 |
168,28 |
161,7 |
170,66 |
7,85 |
8 |
3,175 |
165,252 |
|
8 |
219,08 |
212,5 |
221,46 |
7,85 |
8 |
3,175 |
215,901 |
|
10 |
273,05 |
266,4 |
275,44 |
7,85 |
8 |
3,175 |
269,772 |
|
12 |
323,85 |
317,2 |
326,24 |
7,85 |
8 |
3,175 |
320,492 |
|
14 |
355,60 |
349,0 |
357,99 |
7,85 |
8 |
3,175 |
352,365 |
|
16 |
406,40 |
399,8 |
408,79 |
7,85 |
8 |
3,175 |
403,244 |
|
18 |
457,20 |
450,6 |
459,59 |
7,85 |
8 |
3,175 |
454,025 |
|
20 |
508,00 |
501,4 |
510,39 |
7,85 |
8 |
3,175 |
504,706 |
Продолжение таблицы 21
Размеры в миллиметрах
|
Номи- нальный размер резьбы |
Средний диаметр резьбы в основной плоскости |
Длина от основной плоскости |
Длина от торца калибра-пробки до плоскости свинчивания от руки |
Длина от торца калибра-пробки до конца сбега резьбы |
Ширина проточки |
Натяг |
|
1/8 |
9,534 |
5,146 |
4,102 |
9,967 |
2,819 |
2,819 |
|
1/4 |
12,587 |
7,719 |
5,786 |
15,103 |
4,242 |
4,242 |
|
3/8 |
16,016 |
7,719 |
6,096 |
15,255 |
4,242 |
4,242 |
|
1/2 |
19,885 |
9,921 |
8,128 |
19,850 |
5,436 |
5,436 |
|
3/4 |
25,219 |
9,921 |
8,611 |
20,155 |
5,436 |
5,436 |
|
1 |
31,634 |
12,080 |
10,160 |
25,006 |
6,629 |
6,629 |
|
1 1/4 |
40,397 |
12,080 |
10,668 |
25,616 |
6,629 |
6,629 |
|
1 1/2 |
46,493 |
12,080 |
10,668 |
26,040 |
6,629 |
6,629 |
|
2 |
58,558 |
12,080 |
11,074 |
26,878 |
6,629 |
6,629 |
|
2 1/2 |
70,485 |
17,366 |
17,323 |
39,908 |
9,525 |
9,525 |
|
3 |
86,360 |
17,366 |
19,456 |
41,496 |
9,525 |
9,525 |
|
3 1/2 |
99,060 |
17,366 |
20,853 |
42,766 |
9,525 |
9,525 |
|
4 |
111,760 |
17,366 |
21,438 |
44,036 |
9,525 |
9,525 |
|
5 |
138,760 |
17,366 |
23,800 |
46,736 |
9,525 |
9,525 |
|
6 |
165,735 |
17,366 |
24,330 |
49,433 |
9,525 |
9,525 |
|
8 |
216,535 |
17,366 |
27,000 |
54,513 |
9,525 |
9,525 |
|
10 |
270,510 |
17,366 |
30,734 |
59,911 |
9,525 |
9,525 |
|
12 |
321,310 |
17,366 |
34,544 |
64,991 |
9,525 |
9,525 |
|
14 |
353,060 |
17,366 |
39,675 |
68,166 |
9,525 |
9,525 |
|
16 |
403,860 |
17,366 |
46,025 |
73,246 |
9,525 |
9,525 |
|
18 |
454,660 |
17,366 |
50,800 |
78,326 |
9,525 |
9,525 |
|
20 |
505,460 |
17,366 |
53,975 |
83,406 |
9,525 |
9,525 |
|
| ||||||
7.1.3 Основные размеры калибров для контроля короткой и удлиненной закругленной треугольной резьбы обсадных труб должны соответствовать указанным на рисунке 11 и в таблице 22.
Таблица 22 - Размеры калибров для короткой и удлиненной закругленной треугольной резьбы обсадных труб
Размеры в миллиметрах
|
Обозначение размера резьбы |
Наружный диаметр фланца калибра-пробки |
Диаметр проточки калибра- пробки |
Диаметр выточки калибра-кольца |
Глубина выточки |
Число витков на 25,4 мм |
Шаг резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
|
114,3 |
4 1/2 |
114,30 |
109,2 |
116,69 |
|
|
|
|
127,0 |
5 |
127,00 |
121,9 |
129,39 |
|
|
|
|
139,7 |
5 1/2 |
139,70 |
134,6 |
142,09 |
|
|
|
|
146,1 |
5 3/4 |
146,10 |
141,0 |
148,5 |
|
|
|
|
168,3 |
6 5/8 |
168,28 |
163,1 |
170,66 |
|
|
|
|
178,8 |
7 |
177,80 |
172,7 |
180,19 |
|
|
|
|
193,7 |
7 5/8 |
193,68 |
188,5 |
196,06 |
|
|
|
|
219,1 |
8 5/8 |
219,08 |
213,9 |
221,46 |
6,35 |
8 |
3,175 |
|
244,5 |
9 5/8 |
244,48 |
239,3 |
246,86 |
|
|
|
|
273,1 |
10 3/4 |
273,05 |
267,9 |
275,44 |
|
|
|
|
298,5 |
11 3/4 |
298,45 |
293,3 |
300,84 |
|
|
|
|
324,0 |
12 3/4 |
323,90 |
319,0 |
326,29 |
|
|
|
|
339,7 |
13 3/8 |
339,72 |
334,6 |
342,11 |
|
|
|
|
406,4 |
16 |
406,40 |
401,3 |
408,79 |
|
|
|
|
473,0 |
18 5/8 |
473,08 |
467,9 |
475,46 |
|
|
|
|
508,0 |
20 |
508,00 |
502,9 |
510,39 |
|
|
|
Продолжение таблицы 22
Размеры в миллиметрах
|
Обозначение размера резьбы |
Средний диаметр в плоскости свинчивания |
Средний диаметр в основной плоскости |
Длина от основной плоскости |
Длина от торца калибра-пробки до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
114,3 |
4 1/2 |
111,846 |
112,566 |
|
23,393 |
|
127,0 |
5 |
124,546 |
125,266 |
|
42,443 |
|
139,7 |
5 1/2 |
137,246 |
137,966 |
|
45,618 |
|
146,1 |
5 3/4 |
143,596 |
144,316 |
|
45,630 |
|
168,3 |
6 5/8 |
165,821 |
166,541 |
|
51,968 |
|
178,8 |
7 |
175,346 |
176,066 |
|
51,968 |
|
193,7 |
7 5/8 |
191,114 |
191,941 |
|
53,442 |
|
219,1 |
8 5/8 |
216,514 |
217,341 |
15,875 |
56,617 |
|
244,5 |
9 5/8 |
241,914 |
242,741 |
|
56,617 |
|
273,1 |
10 3/4 |
270,489 |
271,316 |
|
59,792 |
|
298,5 |
11 3/4 |
295,889 |
296,716 |
|
59,792 |
|
324,0 |
12 3/4 |
321,289 |
322,116 |
|
59,792 |
|
339,7 |
13 3/8 |
337,164 |
337,991 |
|
59,792 |
|
406,4 |
16 |
403,839 |
404,666 |
|
72,492 |
|
473,0 |
18 5/8 |
470,514 |
471,341 |
|
72,492 |
|
508,0 |
20 |
505,439 |
505,439 |
|
72,492 |
Продолжение таблицы 22
Размеры в миллиметрах
|
Обозначение размера резьбы |
Длина от торца калибра-пробки до конца сбега резьбы |
Ширина проточки |
Натяг |
Наружный диаметр калибра-пробки в основной плоскости* |
Внутренний диаметр калибра-кольца в основной плоскости* | |
|
мм |
дюймы |
|
|
|
|
|
|
114,3 |
4 1/2 |
50,800 |
|
|
113,792 |
111,340 |
|
127,0 |
5 |
69,850 |
|
|
126,492 |
124,040 |
|
139,7 |
5 1/2 |
73,025 |
|
|
139,192 |
136,740 |
|
146,1 |
5 3/4 |
73,025 |
|
|
145,542 |
143,090 |
|
168,3 |
6 5/8 |
79,375 |
|
|
167,767 |
165,315 |
|
178,8 |
7 |
79,375 |
|
|
177,292 |
174,840 |
|
193,7 |
7 5/8 |
82,550 |
6,35 |
9,525 |
193,167 |
190,715 |
|
219,1 |
8 5/8 |
85,725 |
|
|
218,567 |
216,115 |
|
244,5 |
9 5/8 |
85,725 |
|
|
243,967 |
241,515 |
|
273,1 |
10 3/4 |
88,900 |
|
|
272,542 |
270,090 |
|
298,5 |
11 3/4 |
88,900 |
|
|
297,942 |
295,490 |
|
324,0 |
12 3/4 |
88,900 |
|
|
323,342 |
320,890 |
|
339,7 |
13 3/8 |
88,900 |
|
|
339,217 |
336,765 |
|
406,4 |
16 |
101,600 |
|
|
405,892 |
403,440 |
|
473,0 |
18 5/8 |
101,600 |
|
|
472,567 |
470,115 |
|
508,0 |
20 |
101,600 |
|
|
507,492 |
505,040 |
|
| ||||||
7.1.4. Основные размеры калибров для контроля закругленной треугольной резьбы гладких и с высаженными наружу концами насосно-компрессорных труб должны соответствовать указанным на рисунке 11 и в таблицах 23 и 24.
Таблица 23 - Размеры калибров для закругленной треугольной резьбы гладких насосно-компрессорных труб
Размеры в миллиметрах
|
Обозначение размера резьбы |
Наружный диаметр фланца калибра-пробки |
Диаметр проточки калибра-пробки |
Диаметр выточки калибра- кольца |
Глубина выточки |
Число витков на 25,4 мм |
Шаг резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
|
26,7 |
1,050 |
26,67 |
22,3 |
28,27 |
5,08 |
10 |
2,540 |
|
33,4 |
1,315 |
33,40 |
29,1 |
35,00 |
5,08 |
10 |
2,540 |
|
42,2 |
1,660 |
42,16 |
37,8 |
43,76 |
5,08 |
10 |
2,540 |
|
48,3 |
1,900 |
48,26 |
43,9 |
49,86 |
5,08 |
10 |
2,540 |
|
60,3 |
2 3/8 |
60,32 |
56,0 |
61,93 |
5,08 |
10 |
2,540 |
|
73,0 |
2 7/8 |
73,02 |
68,7 |
74,63 |
5,08 |
10 |
2,540 |
|
88,9 |
3 1/2 |
88,90 |
84,6 |
90,50 |
5,08 |
10 |
2,540 |
|
101,6 |
4 |
101,60 |
96,5 |
103,20 |
3,18 |
8 |
3,175 |
|
114,3 |
4 1/2 |
114,30 |
109,2 |
115,90 |
3,18 |
8 |
3,175 |
Продолжение таблицы 23
Размеры в миллиметрах
|
Обозначение размера резьбы |
Средний диаметр в плоскости свинчивания |
Средний диаметр в основной плоскости |
Длина от основной плоскости |
Длина от торца калибра-пробки до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
26,7 |
1,050 |
25,102 |
25,334 |
|
11,379 |
|
33,4 |
1,315 |
31,833 |
32,065 |
|
12,167 |
|
42,2 |
1,660 |
40,596 |
40,828 |
12,7 |
15,342 |
|
48,3 |
1,900 |
46,692 |
46,924 |
|
18,517 |
|
60,3 |
2 3/8 |
58,757 |
58,989 |
|
24,867 |
|
73,0 |
2 7/8 |
71,457 |
71,689 |
|
35,992 |
|
88,9 |
3 1/2 |
87,332 |
87,564 |
|
42,342 |
|
101,6 |
4 |
99,414 |
99,866 |
|
40,411 |
|
114,3 |
4 1/2 |
112,114 |
112,566 |
|
45,187 |
Окончание таблицы 23
Размеры в миллиметрах
|
Обозначение размера резьбы |
Длина от торца калибра-пробки до конца сбега резьбы |
Ширина проточки |
Натяг |
Наружный диаметр калибра-пробки в основной плоскости* |
Внутренний диаметр калибра-кольца в основной плоскости* | |
|
мм |
дюймы |
|
|
|
|
|
|
26,7 |
1,050 |
27,783 |
5,08 |
7,62 |
26,238 |
24,430 |
|
33,4 |
1,315 |
28,575 |
5,08 |
7,62 |
32,969 |
31,161 |
|
42,2 |
1,660 |
31,750 |
5,08 |
7,62 |
41,730 |
39,922 |
|
48,3 |
1,900 |
34,925 |
5,08 |
7,62 |
47,828 |
46,020 |
|
60,3 |
2 3/8 |
41,275 |
5,08 |
7,62 |
59,893 |
58,085 |
|
73,0 |
2 7/8 |
52,388 |
5,08 |
7,62 |
72,593 |
70,785 |
|
88,9 |
3 1/2 |
58,738 |
5,08 |
7,62 |
88,468 |
86,660 |
|
101,6 |
4 |
60,325 |
6,35 |
9,525 |
101,092 |
98,640 |
|
114,3 |
4 1/2 |
65,088 |
6,35 |
9,525 |
113,792 |
111,340 |
|
| ||||||
Таблица 24 - Размеры калибров для резьбы насосно-компрессорных труб с высаженными наружу концами
Размеры в миллиметрах
|
Обозначение размера резьбы |
Наружный диаметр фланца калибра-пробки |
Диаметр проточки калибра-пробки |
Диаметр выточки калибра-кольца |
Глубина выточки |
Число витков на 25,4 мм |
Шаг резьбы | |
|
мм |
дюймы |
|
|
|
|
|
|
|
26,7 |
1,050 |
33,40 |
29,1 |
35,00 |
5,08 |
10 |
2,540 |
|
33,4 |
1,315 |
37,31 |
33,0 |
38,89 |
5,08 |
10 |
2,540 |
|
42,2 |
1,660 |
46,02 |
41,7 |
47,62 |
5,08 |
10 |
2,540 |
|
48,3 |
1,900 |
53,19 |
48,8 |
54,76 |
5,08 |
10 |
2,540 |
|
60,3 |
2 3/8 |
65,89 |
60,7 |
67,46 |
3,18 |
8 |
3,175 |
|
73,0 |
2 7/8 |
78,59 |
73,4 |
80,16 |
3,18 |
8 |
3,175 |
|
88,9 |
3 1/2 |
95,25 |
90,1 |
96,85 |
3,18 |
8 |
3,175 |
|
101,6 |
4 |
107,95 |
102,8 |
109,55 |
3,18 |
8 |
3,175 |
|
114,3 |
4 1/2 |
120,65 |
115,5 |
122,25 |
3,18 |
8 |
3,175 |
Продолжение таблицы 24
Размеры в миллиметрах
|
Обозначение размера резьбы |
Средний диаметр в плоскости свинчивания |
Средний диаметр в основной плоскости |
Длина от основной плоскости |
Длина от торца калибра-пробки до плоскости свинчивания от руки | |
|
мм |
дюймы |
|
|
|
|
|
26,7 |
1,050 |
31,833 |
32,065 |
|
12,167 |
|
33,4 |
1,315 |
35,739 |
35,970 |
|
15,342 |
|
42,2 |
1,660 |
44,470 |
44,701 |
|
18,517 |
|
48,3 |
1,900 |
51,614 |
51,845 |
|
20,117 |
|
60,3 |
2 3/8 |
63,697 |
64,148 |
12,7 |
29,312 |
|
73,0 |
2 7/8 |
76,397 |
76,848 |
|
34,061 |
|
88,9 |
3 1/2 |
93,064 |
93,516 |
|
40,411 |
|
101,6 |
4 |
105,764 |
106,216 |
|
43,586 |
|
114,3 |
4 1/2 |
118,464 |
118,916 |
|
46,761 |
Окончание таблицы 24
Размеры в миллиметрах
|
Обозначение размера резьбы |
Длина от торца калибра-пробки до конца сбега резьбы |
Ширина проточки |
Натяг |
Наружный диаметр калибра-пробки в основной плоскости* |
Внутренний диаметр калибра-пробки в основной плоскости* | |
|
мм |
дюймы |
|
|
|
|
|
|
26,7 |
1,050 |
28,575 |
5,08 |
7,62 |
32,969 |
31,161 |
|
33,4 |
1,315 |
31,750 |
5,08 |
7,62 |
36,874 |
35,066 |
|
42,2 |
1,660 |
34,925 |
5,08 |
7,62 |
45,605 |
43,797 |
|
48,3 |
1,900 |
36,512 |
5,08 |
7,62 |
52,749 |
50,941 |
|
60,3 |
2 3/8 |
49,212 |
6,35 |
9,525 |
65,374 |
62,922 |
|
73,0 |
2 7/8 |
53,975 |
6,35 |
9,525 |
78,074 |
75,622 |
|
88,9 |
3 1/2 |
60,325 |
6,35 |
9,525 |
94,742 |
92,290 |
|
101,6 |
4 |
63,500 |
6,35 |
9,525 |
107,442 |
104,990 |
|
114,3 |
4 1/2 |
66,675 |
6,35 |
9,525 |
120,142 |
117,690 |
|
| ||||||
7.1.5 Допуски и предельные отклонения основных размеров калибров для контроля резьбы трубопроводов должны соответствовать указанным в таблице 25.
Таблица 25 - Предельные отклонения размеров калибров для резьбы трубопроводов
Размеры в миллиметрах
|
|
Норма при числе витков на 25,4 мм | ||||
|
|
27 |
18 |
14 |
11 1/2 |
8 |
|
Элемент |
Шаг резьбы | ||||
|
|
0,941 |
1,411 |
1,814 |
2,209 |
3,175 |
|
Калибр-пробка | |||||
|
Средний диаметр |
±0,005 |
±0,01 |
±0,015 |
±0,018 |
±0,025 |
|
Конусность по среднему диаметру |
+0,008 |
+0,010 |
+0,015 |
+0,020 |
+0,025 |
|
|
0 |
0 |
0 |
0 |
0 |
|
Шаг* |
0,005 |
0,005 |
0,008 |
0,010 |
0,013 |
|
Срез по вершине |
+0,038 |
+0,038 |
+0,038 |
+0,064 |
+0,064 |
|
|
-0,025 |
-0,025 |
-0,025 |
-0,038 |
-0,038 |
|
Угол наклона боковой стороны профиля |
±15' |
±15' |
±10' |
±10' |
±10' |
|
Ширина проточки |
±0,94 |
±1,42 |
±1,80 |
±2,21 |
±3,17 |
|
Диаметр проточки |
±0,51 |
±0,51 |
±0,51 |
±0,51 |
±0,51 |
|
Диаметр фланца |
±0,25 |
±0,25 |
±0,25 |
±0,25 |
±0,25 |
|
Длина |
±0,025 |
±0,025 |
±0,025 |
±0,025 |
±0,025 |
|
Калибр-кольцо | |||||
|
Конусность по среднему диаметру |
0 |
0 |
0 |
0 |
-0,005 |
|
Шаг* |
±0,01 |
±0,01 |
±0,015 |
±0,020 |
±0,025 |
|
Срез по вершине |
+0,038 |
+0,038 |
+0,038 |
+0,064 |
+0,064 |
|
|
-0,025 |
-0,025 |
-0,025 |
-0,038 |
-0,038 |
|
Угол наклона боковой стороны профиля |
±20' |
±20' |
±15' |
±15' |
±15' |
|
Диаметр выточки |
+1,59 |
+1,59 |
+1,59 |
+1,59 |
+1,59 |
|
|
0 |
0 |
0 |
0 |
0 |
|
Натяг в сопряжении с калибром-пробкой |
±0,940 |
±1,422 |
±1,803 |
±2,210 |
±2,540 |
|
| |||||
7.1.6 Допуски и предельные отклонения основных размеров калибров для контроля закругленной треугольной резьбы обсадных и насосно-компрессорных труб должны соответствовать указанным в таблице 26.
Таблица 26 - Предельные отклонения размеров калибров для закругленной треугольной резьбы обсадных и насосно-компрессорных труб
Размеры в миллиметрах
|
Элемент |
Значение |
|
Калибр-пробка | |
|
Средний диаметр |
±0,025 |
|
Конусность по среднему диаметру |
+0,025 |
|
|
0 |
|
Шаг* |
0,013 |
|
Срез по вершине |
+0,064 |
|
|
-0,038 |
|
Угол наклона боковой стороны профиля |
±10' |
|
Ширина проточки |
±2 |
|
Диаметр проточки |
±0,51 |
|
Диаметр фланца |
±0,25 |
|
Длина |
±0,025 |
|
Длина контрольного уступа |
+0,051 |
|
Калибр-кольцо | |
|
Конусность по среднему диаметру |
-0,005 |
|
|
-0,030 |
|
Шаг* |
0,02 |
|
|
|
|
Срез по вершине |
+0,064 |
|
|
-0,038 |
|
Угол наклона боковой стороны профиля |
±15' |
|
Диаметр выточки |
+1,57 |
|
Натяг в сопряжении с калибром-пробкой |
±0,635 |
|
| |
7.2 Калибры для контроля упорной резьбы обсадных труб
7.2.1 Профиль резьбы калибров и размеры его элементов должны соответствовать указанным на рисунке 12 для резьбы с размерами до 339,7 мм и на рисунке 13 - для резьбы с размерами от 406,4 мм и более и в таблице 27.

1 - средняя линия; 2 - ось резьбы
Конусность резьбы 1:16.
Вершины и впадины резьбы параллельны образующей конуса.
Рисунок 12 - Профиль резьбы калибров для контроля упорной резьбы обсадных труб с размерами до 339,7 мм
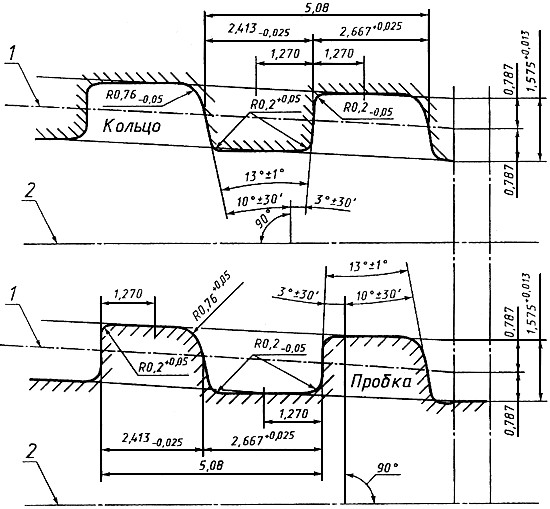
1 - средняя линия; 2 - ось резьбы
Конусность резьбы 1:12.
Вершины и впадины резьбы параллельны оси резьбы.
Рисунок 13 - Профиль резьбы калибров для контроля упорной резьбы обсадных труб с размерами от 406,4 мм
Таблица 27 - Размеры элементов профиля калибров для упорной резьбы обсадных труб
Размеры в миллиметрах
|
Элемент профиля |
Значение |
|
Шаг резьбы |
5,08 |
|
Конусность для размеров: |
|
|
339,7 и менее |
1:16 |
|
406,4 и более |
1:12 |
|
Угол профиля |
13° |
|
Углы наклона боковых сторон |
3° |
|
Высота профиля резьбы калибра-пробки и калибра-кольца |
1,575 |
|
Ширина канавки резьбы по средней линии калибра-пробки и калибра-кольца |
2,667 |
|
Толщина витка резьбы по средней линии калибра-пробки и калибра-кольца |
2,413 |
|
Радиусы закругления: |
|
|
вершины выступа калибра-пробки при угле профиля: |
|
|
3° |
0,20* |
|
10° |
0,76 |
|
вершины впадины калибра-пробки при угле профиля 3° и 10° |
0,20 |
|
вершины выступа калибра-кольца при угле профиля 3° и 10° |
0,20* |
|
вершины впадины калибра-кольца при угле профиля: |
|
|
3° |
0,20 |
|
10° |
0,76 |
|
| |
7.2.2 Основные размеры калибров для контроля упорной резьбы обсадных труб должны соответствовать указанным на рисунке 14 и в таблице 28.

1 - плоскость конца сбега резьбы; 2 - основная плоскость; 3 - плоскость торца трубы; 4 - ось резьбы
Рисунок 14 - Основные размеры калибров для контроля упорной резьбы обсадных труб
Таблица 28 - Размеры калибров для упорной резьбы обсадных труб
Размеры в миллиметрах
|
Обозначение размера резьбы |
Наружный диаметр фланца калибра-пробки |
Диаметр проточки калибра-пробки |
Диаметр выточки калибра- кольца |
Число витков на 25,4 мм |
Шаг резьбы |
Наружный диаметр в торце калибра-пробки | |
|
мм |
дюймы |
|
|
|
|
|
|
|
114,3 |
4 1/2 |
114,71 |
109 |
118 |
|
|
112,083 |
|
127,0 |
5 |
127,41 |
122 |
130 |
|
|
124,582 |
|
139,7 |
5 1/2 |
140,11 |
135 |
143 |
5 |
5,08 |
137,183 |
|
146,1 |
5 3/4 |
146,10 |
141 |
149 |
|
|
143,510 |
|
168,3 |
6 5/8 |
168,68 |
163 |
172 |
|
|
165,461 |
|
178,8 |
7 |
178,21 |
173 |
181 |
|
|
174,688 |
|
193,7 |
7 5/8 |
194,08 |
189 |
197 |
|
|
190,266 |
|
219,1 |
8 5/8 |
219,48 |
214 |
223 |
|
|
215,468 |
|
244,5 |
9 5/8 |
244,88 |
239 |
248 |
|
|
240,868 |
|
273,1 |
10 3/4 |
273,46 |
268 |
277 |
|
|
269,443 |
|
298,5 |
11 3/4 |
298,86 |
293 |
302 |
|
|
294,843 |
|
324,0 |
12 3/4 |
324,30 |
319 |
327 |
|
|
320,243 |
|
339,7 |
13 3/8 |
340,13 |
335 |
343 |
|
|
336,118 |
|
406,4 |
16 |
406,40 |
401 |
410 |
|
|
399,788 |
|
473,0 |
18 5/8 |
473,10 |
468 |
477 |
|
|
466,463 |
|
508,0 |
20 |
508,00 |
503 |
512 |
|
|
501,388 |
Окончание таблицы 28
Размеры в миллиметрах
|
Обозначение размера резьбы |
Средний диаметр в основной плоскости |
Длина от основной плоскости |
Длина от основной плоскости |
Длина от торца калибра-пробки до конца сбега резьбы |
Ширина проточки |
Натяг | |
|
мм |
дюймы |
|
|
|
|
|
|
|
114,3 |
4 1/2 |
113,132 |
50,394 |
41,999 |
92,392 |
|
2,540 |
|
127,0 |
5 |
125,832 |
50,394 |
45,174 |
95,568 |
|
5,080 |
|
139,7 |
5 1/2 |
138,532 |
50,394 |
46,761 |
97,155 |
|
5,080 |
|
146,1 |
5 3/4 |
144,881 |
50,394 |
- |
98,740 |
|
5,080 |
|
168,3 |
6 5/8 |
167,107 |
50,394 |
51,524 |
101,918 |
|
5,080 |
|
178,8 |
7 |
176,632 |
50,394 |
56,286 |
106,680 |
|
5,080 |
|
193,7 |
7 5/8 |
192,507 |
50,394 |
61,049 |
111,442 |
|
5,080 |
|
219,1 |
8 5/8 |
217,907 |
50,394 |
64,224 |
114,618 |
4,762 |
5,080 |
|
244,5 |
9 5/8 |
243,307 |
50,394 |
64,224 |
114,618 |
|
5,080 |
|
273,1 |
10 3/4 |
271,882 |
50,394 |
64,224 |
114,618 |
|
5,080 |
|
298,5 |
11 3/4 |
297,282 |
50,394 |
64,224 |
114,618 |
|
5,080 |
|
324,0 |
12 3/4 |
322,681 |
50,394 |
64,224 |
114,618 |
|
5,080 |
|
339,7 |
13 3/8 |
338,557 |
50,394 |
64,224 |
114,618 |
|
5,080 |
|
406,4 |
16 |
404,825 |
37,795 |
79,362 |
117,158 |
|
4,445 |
|
473,0 |
18 5/8 |
471,500 |
37,795 |
79,362 |
117,158 |
|
4,445 |
|
508,0 |
20 |
506,425 |
37,795 |
79,362 |
117,158 |
|
4,445 |
|
| |||||||
7.2.3 Допуски и предельные отклонения основных размеров калибров для контроля упорной резьбы обсадных труб должны соответствовать указанным на рисунках 12 и 13 и в таблице 29.
Таблица 29 - Предельные отклонения размеров калибров для упорной резьбы обсадных труб
Размеры в миллиметрах
|
Элемент калибра |
Значение |
|
Наружный диаметр резьбы в торце |
|
|
от 114,3 до 177,8 мм |
±0,013 |
|
от 193,7 до 339,7 мм |
±0,018 |
|
от 406,4 до 508,0 мм |
±0,025 |
|
Конусность резьбы калибра-пробки для резьб: |
|
|
до 339,7 мм |
+0,025 |
|
от 406,4 до 508,0 мм |
+0,038 |
|
Шаг резьбы калибра-пробки* |
0,013 |
|
Диаметр фланца |
|
|
до 339,7 мм |
±0,025 |
|
от 406,4 до 508,0 мм |
±0,050 |
|
Длина калибра-пробки |
±0,025 |
|
Конусность резьбы калибра-кольца для резьб: |
|
|
до 339,7 мм |
-0,005 |
|
|
-0,030 |
|
от 406,4 до 508,0 мм |
-0,005 |
|
|
-0,043 |
|
Шаг резьбы калибра-кольца* |
0,02 |
|
Диаметр выточки, |
+0,4 |
|
|
0 |
|
Длина кольца |
±0,050 |
|
Высота профиля резьбы калибра-пробки и калибра-кольца |
1,575 |
|
Ширина канавки резьбы по средней линии калибра-пробки и калибра-кольца |
2,667 |
|
Толщина витка резьбы по средней линии калибра-пробки и калибра-кольца |
2,413 |
|
Радиусы закругления: |
|
|
вершины выступа калибра-пробки при угле профиля: |
|
|
3° |
0,20 |
|
10° |
0,76 |
|
вершины впадины калибра-пробки при угле профиля 3° и 10° |
0,20 |
|
вершины выступа калибра-кольца при угле профиля 3° и 10° |
0,20 |
|
вершины впадины калибра-кольца при угле профиля: |
|
|
3° |
0,20 |
|
10° |
0,76 |
|
Натяг в сопряжении калибра-кольца с калибром-пробкой |
±0,38 |
|
| |
7.3. Общие требования к калибрам
7.3.1 Длина резьбы для контрольных калибров-пробок должна быть равна ![]() . Длина резьбы контрольных и рабочих калибров-колец должна быть не менее
. Длина резьбы контрольных и рабочих калибров-колец должна быть не менее ![]() у калибров для резьбы трубопроводов и закругленной резьбы и не менее
у калибров для резьбы трубопроводов и закругленной резьбы и не менее ![]() мм - у калибров для упорной резьбы обсадных труб. По требованию или согласованию с потребителем калибр-пробка со стороны малого торца может заканчиваться пояском длиной приблизительно
мм - у калибров для упорной резьбы обсадных труб. По требованию или согласованию с потребителем калибр-пробка со стороны малого торца может заканчиваться пояском длиной приблизительно ![]() у калибров для резьбы трубопроводов и закругленной резьбы и приблизительно
у калибров для резьбы трубопроводов и закругленной резьбы и приблизительно ![]() мм - у калибров для упорной резьбы обсадных труб, и контрольным уступом. Диаметр у торца пояска должен быть таким, чтобы не препятствовать нормальному контролю калибром.
мм - у калибров для упорной резьбы обсадных труб, и контрольным уступом. Диаметр у торца пояска должен быть таким, чтобы не препятствовать нормальному контролю калибром.
7.3.2 Калибры-пробки и калибры-кольца, включая присоединенные пластины-накладки, должны быть закалены с твердостью 60...63 НRС![]() и соответствовать размерам и допускам, установленным в таблицах 19-29 и на рисунках 10-14.
и соответствовать размерам и допускам, установленным в таблицах 19-29 и на рисунках 10-14.
7.3.3 Параметр шероховатости ![]() рабочих поверхностей калибров не должен быть более:
рабочих поверхностей калибров не должен быть более:
0,4 мкм - для боковых сторон профиля резьбы;
0,8 мкм - для поверхностей вершин резьбы и измерительных плоскостей.
7.3.4 Неполные витки на обоих концах контрольных калибров для резьбы трубопроводов, закругленной резьбы обсадных и насосно-компрессорных труб и со стороны малого основания у контрольных калибров для упорной резьбы обсадных труб должны быть сняты до полного профиля резьбы.
7.3.5 Рабочие калибры не должны отбраковываться из-за несоответствия второстепенных элементов ![]() ,
, ![]() ,
, ![]() ,
, ![]() ,
, ![]() , длины фланца пробки и глубины зенковки в кольце, если это не препятствует надлежащему использованию калибра.
, длины фланца пробки и глубины зенковки в кольце, если это не препятствует надлежащему использованию калибра.
7.3.6 Шаг калибров-пробок и калибров-колец для резьбы трубопроводов и закругленной резьбы должен измеряться параллельно оси резьбы вдоль среднего конуса на длине резьбы с полным профилем, исключая крайние витки.
Шаг калибров-колец для упорной резьбы должен измеряться параллельно оси резьбы приблизительно вдоль среднего конуса на длине резьбы с полным профилем, исключая крайние витки для калибров-колец и крайний виток у малого торца для калибров-пробок.
7.3.7 У калибров для резьбы трубопроводов и закругленной резьбы высота резьбы ![]() есть расстояние от вершины резьбы пробки до вершины резьбы кольца в любом данном диаметральном сечении, предполагая полный профиль резьбы. Это - справочный размер, используемый при определении диаметра калибра-кольца. Он не может быть измерен непосредственно. Высота резьбы
есть расстояние от вершины резьбы пробки до вершины резьбы кольца в любом данном диаметральном сечении, предполагая полный профиль резьбы. Это - справочный размер, используемый при определении диаметра калибра-кольца. Он не может быть измерен непосредственно. Высота резьбы ![]() не должна применяться к калибрам для упорной резьбы. У калибров для упорной резьбы высота резьбы измеряется непосредственно и должна соответствовать размерам и допускам, указанным на рисунках 12 и 13 и в таблице 27.
не должна применяться к калибрам для упорной резьбы. У калибров для упорной резьбы высота резьбы измеряется непосредственно и должна соответствовать размерам и допускам, указанным на рисунках 12 и 13 и в таблице 27.
7.3.8 Конусность калибров-пробок и калибров-колец должна определяться по измерениям диаметра среднего конуса у калибров для резьбы трубопроводов и закругленной треугольной резьбы и наружного или внутреннего конуса у калибров для упорной резьбы минимум в двух сечениях, на длине резьбы с полным профилем, кроме крайних витков. Разность между диаметром у большого основания конуса и диаметром в любом сечении вблизи малого основания конуса, кроме последних витков, не должна отличаться от заданной конусности более чем на соответствующую долю от полного допуска, заданного в таблицах 25, 26 и 29. Используемая доля допуска должна определяться отношением осевого расстояния между сечениями, в которых измерялись диаметры, и длиной ![]() у калибров для резьбы трубопроводов и закругленной треугольной резьбы и длиной
у калибров для резьбы трубопроводов и закругленной треугольной резьбы и длиной ![]() у калибров для упорной резьбы.
у калибров для упорной резьбы.
7.3.9 Все контрольные калибры-пробки до размера 219,1 мм должны иметь центры, оси или ручки с центрами, которые позволяли бы контролировать калибр в центрах. На калибрах для резьбы трубопроводов, закругленной треугольной и упорной резьбы обсадных труб при размерах более 219,1 мм должны быть предусмотрены поддерживающие фланцы с отверстиями под болты в соответствии с рисунком 15 и таблицей 30.

Рисунок 15 - Поддерживающий фланец для калибров
Таблица 30
В миллиметрах
|
Размер трубы |
Диаметр фланца А |
Диаметр окружности отверстий под болты В |
|
244,5 |
244,5 |
184,2 |
|
273,1 |
273,0 |
244,5 |
|
340,0 |
340,0 |
273,0 |
|
406,4 |
406,4 |
314,3 |
|
457,2* (обозначение размера трубы 18) |
457,2 |
406,4 |
|
508,0 |
508,0 |
441,3 |
|
* Резьба для трубопроводов. | ||
7.3.10 Маркировка калибров
Контрольные калибры должны быть маркированы изготовителем калибров постоянной маркировкой. Калибры-пробки должны маркироваться предпочтительно на корпусе. Допускается маркировка на ручке калибров малых размеров или на ручке, выполненной заодно с корпусом. Изготовитель калибров может добавить любую дополнительную маркировку, которую считает необходимой.
Пробка и кольцо должны иметь следующую маркировку:
а) обозначение настоящего стандарта;
б) дату изготовления;
в) размер калибра.
На каждом новом калибре-пробке и калибре-кольце должны маркироваться: у калибров для резьбы трубопроводов - номинальный размер резьбы, как он указан в таблице 21, а у калибров для обсадных и насосно-компрессорных труб - обозначение размера резьбы (наружный диаметр трубы), как он указан в таблицах 22-24 и 28;
г) буквенное обозначение типа резьбы:
LP - резьба трубопроводов
CSG - закругленная короткая треугольная резьба обсадных труб
LCSG - закругленная удлиненная треугольная резьба обсадных труб
BCSG - упорная резьба обсадных труб
TBG - резьба гладких насосно-компрессорных труб и соединений "Интеграл"
UP TBG - резьба насосно-компрессорных труб с высаженными наружу концами;
д) наименование или товарный знак изготовителя, которые должны помещаться как на калибре-пробке, так и на калибре-кольце.
8 Сертификация калибров
8.1 Все контрольные калибры-пробки и калибры-кольца до их использования должны быть сертифицированы (или калиброваны) на соответствие требованиям раздела 7, в органе по сертификации или калибровочной лаборатории, аккредитованных в установленном порядке.
8.2 Контрольные калибры должны сертифицироваться комплектами, т.е. контрольный калибр-пробка совместно с контрольным калибром-кольцом. Контрольный калибр-пробка или контрольный калибр-кольцо в отдельности не могут быть сертифицированы, кроме случаев, когда они сопровождаются сертифицированным ранее парным контрольным калибром. Для каждого калибра, который удовлетворяет всем требованиям, орган по сертификации должен выдать владельцу калибра сертификат, содержащий результаты измерения натяга в сопряжении и удостоверяющий, что калибр соответствует данным техническим требованиям. Для каждого калибра, который не удовлетворяет всем требованиям, орган по сертификации должен выдать владельцу калибра отчет, содержащий измеренные значения тех размеров, которые лежат за допускаемыми пределами. Орган по сертификации должен также отметить выявленные очевидные дефекты и низкое качество, которые, по мнению органа, могут повлиять на дальнейшее использование калибра.
8.3 Натяг ![]() калибров-колец относительно сопряженного калибра-пробки должен определяться следующим образом:
калибров-колец относительно сопряженного калибра-пробки должен определяться следующим образом:
а) резьбы должны быть тщательно очищены и смазаны легким высококачественным минеральным маслом;
б) температура кольца и пробки должна быть выравнена;
в) калибр-пробка должен быть закреплен, чтобы предотвратить его перемещение;
г) свинчивание калибра должно производиться с использованием соответствующего рычажного устройства, в котором предусмотрены две ручки, расположенные на диаметрально противоположных сторонах калибра;
д) сопрягаемые пробка и кольцо должны свинчиваться и развинчиваться несколько раз, чтобы обеспечить равномерное распределение смазки;
е) при контроле калибров допускаются легкие удары резиновым молотком в процессе свинчивания. Молоток не должен использоваться, пока калибры не соединятся плотно по резьбе;
ж) при окончательной затяжке калибры должны свинчиваться плавно одним человеком с медленным равномерным надавливанием и без резких толчков. Молоток при этом не должен использоваться. С помощью такой процедуры калибры должны быть свободно доведены до полного плотного положения с внезапной остановкой, хотя в дальнейшем может быть получено очень слабое перемещение при приложении существенного дополнительного усилия. Действительное усилие, применяемое для плотного затягивания при определении величины ![]() , имеет вторичное значение по сравнению с применением одинакового усилия при свинчивании контрольного калибра-кольца с рабочим калибром-пробкой и при свинчивании рабочих калибров с изделиями.
, имеет вторичное значение по сравнению с применением одинакового усилия при свинчивании контрольного калибра-кольца с рабочим калибром-пробкой и при свинчивании рабочих калибров с изделиями.
8.4 Маркировка о поверке
Орган по сертификации должен проверить всю маркировку (раздел 6) и нанести на все принятые калибры следующую маркировку:
а) дату сертификации.
Дата сертификации должна быть намаркирована на всех калибрах. На повторно сертифицированных отремонтированных калибрах прежняя дата сертификации должна быть заменена датой пересертификации. Даты перепроверки, как это требуется в 6.3.2, не должны маркироваться на контрольных калибрах;
б) наименование или товарный знак органа по сертификации.
Различительный знак испытательного органа должен маркироваться только на контрольных калибрах;
в) натяг в сопряжении.
Первоначальный натяг в сопряжении должен маркироваться только на калибре-кольце. Величины натяга в сопряжении, определенные как установлено в 6.3.2, не должны маркироваться на контрольных калибрах.
Примечание - Орган по сертификации может маркировать калибры любыми дополнительными данными, которые считаются необходимыми для надлежащей идентификации.
ПРИЛОЖЕНИЕ А
(справочное)
Определения терминов, относящиеся к конической резьбе на трубах для нефтяной и газовой промышленности
(дополнение к ГОСТ 11708)
|
1 ведущая боковая сторона; Фронтальная боковая сторона; ударная боковая сторона: Боковая сторона резьбы трубы, обращенная к ближайшему торцу трубы, или боковая сторона резьбы муфты, обращенная к открытому концу муфты. |
en leading flank; |
|
2 витки с черными вершинами: Вершины резьбы, образованные исходной поверхностью трубы после ее механической обработки. |
en black crested threads |
|
3 внутренний конус: Воображаемый конус, проходящий через впадины наружной резьбы и вершины внутренней резьбы. |
en minor cone |
|
4 выточка: Расточенная часть на конце нефтепроводной трубы и соединительной арматуры трубопроводов для нефтяных месторождений. |
en recess |
|
5 выход резьбы: Пересечение резьбового конуса и наружной поверхности трубы. |
en runout |
|
Примечание - Его положение определяется сечением, где канавка резьбы сходит на нет. |
|
|
6 длина резьбы с неполным профилем: Длина участка резьбы, на котором витки имеют неполную (незавершенную) форму. |
en imperfect thread length |
|
7 длина резьбы с полным профилем: Конструктивная длина от торца трубы или муфты до установленного положения. |
en perfect thread length |
|
Примечание - Для упорной резьбы это - длина |
|
|
8 длина резьбы с полными вершинами: Длина обработанных витков от конца нарезанной резьбы, включая неполные начальные витки, где вершины имеют полную форму. |
en full crest thread length |
|
9 заводской муфтовый конец: Конец трубы, к которому присоединяется муфта на заводе. |
en coupling mill end |
|
Примечание - Соответствует муфтовому концу (box) соединения труб "интеграл" |
|
|
10 контрольная точка: Предварительно определенная точка на боковой стороне резьбы, используемая как база для измерения элементов резьбы. |
en gage point |
|
11 конусность резьбы: Изменение среднего диаметра закругленной резьбы или диаметра впадин упорной резьбы на заданной осевой длине. |
en taper |
|
12 нагруженная боковая сторона: Боковая сторона, принимающая нагрузку. |
en load flank; |
|
Примечание - В упорной резьбе обсадных труб - противоположная боковой стороне с углом наклона 3°. |
|
|
13 наружный конус: Воображаемый конус, проходящий через вершины наружной резьбы и впадины внутренней резьбы. |
en major cone |
|
14 натяг: Осевое расстояние между заданными базовыми точками. |
en standoff |
|
Примечание - В резьбовых соединениях это расстояние между торцом муфты и плоскостью конца сбега резьбы трубы. |
|
|
15 натяг при свинчивании от руки: Расстояние от торца муфты до плоскости конца сбега резьбы на трубе при плотном свинчивании от руки (без приложения чрезмерного усилия). Положительные значения указывают на то, что плоскость конца сбега резьбы выступает, отрицательные - на то, что плоскость конца сбега резьбы утоплена. |
en hand tight standoff |
|
16 ниппельный конец трубы: Резьбовой конец трубы без применяемой муфты. |
en pin end |
|
17 плотность при механическом свинчивании: Плотность резьбового соединения, которое осуществлено с помощью механических средств, используя силовые ключи или свинчивающие машины. |
en power tight |
|
18 плотность при свинчивании от руки: Плотность резьбового соединения, осуществленного от руки без помощи инструментов (ключей). |
en hand tight |
|
19 последний сопрягаемый виток: Последний виток на ниппельной части трубы, сопрягаемый с муфтой. |
en last engaged thread |
|
20 последняя риска: Последний видимый след от нарезания резьбы инструментом на поверхности трубы. |
en last scratch |
|
21 притупленный заход: Удаленная часть витка на входном конце резьбы. |
en blunt start |
|
22 средний диаметр: Диаметр среднего конуса или расстояние между средними линиями резьбы по нормали к оси резьбы. |
en pitch diameter |
|
23 средний конус: Воображаемый конус, соосный с резьбой, образующие которого пересекают профиль конической резьбы так, что толщина выступа равна ширине канавки. |
en pitch cone |
|
24 средняя линия: Воображаемая линия, проходящая через профиль резьбы так, что толщина выступа равна ширине канавки. |
en pitch line |
|
25 эффективная длина резьбы: Длина участка, на котором витки имеют полностью сформированные впадины, но не обязательно законченные вершины. |
en effective thread length |
|
26 эксплуатационная плотность: Плотность, достаточная для того, чтобы нельзя было сдвинуть муфту без применения ключа. |
en handling tight |
ПРИЛОЖЕНИЕ Б
(справочное)
Соотношения, принятые за основу при расчете размеров калибров
Расчет размеров калибров проведен исходя из следующих соотношений:
Б.1 Для калибров резьбы трубопроводов:
а) средний диаметр ![]() равен наружному диаметру трубы минус 0,8
равен наружному диаметру трубы минус 0,8![]() ;
;
б) внутренняя кромка фланца пробки представляет основную плоскость в конце сбега резьбы на трубе;
в) длина ![]() равна 5,47
равна 5,47![]() ;
;
г) длина сбега резьбы равна 3,47![]() ;
;
д) ширина проточки на пробке ![]() равна 3
равна 3![]() ;
;
е) диаметр фланца пробки ![]() равен номинальному наружному диаметру трубы;
равен номинальному наружному диаметру трубы;
ж) номинальный диаметр расточки ![]() в калибре-кольце тот же, что и диаметр выточки в муфте;
в калибре-кольце тот же, что и диаметр выточки в муфте;
з) номинальный диаметр канавки на пробке ![]() на 1,52 мм меньше диаметра внутреннего конуса на резьбе изделия
на 1,52 мм меньше диаметра внутреннего конуса на резьбе изделия ![]() .
.
Б.2 Для калибров закругленной треугольной резьбы обсадных и насосно-компрессорных труб:
а) средний диаметр ![]() равен
равен ![]() 0,08 мм);
0,08 мм);
б) внутренняя кромка фланца пробки представляет основную плоскость в конце сбега резьбы на трубе;
в) длина ![]() равна:
равна:
5![]() - для резьбы обсадных труб и насосно-компрессорных труб с шагом 2,54 мм;
- для резьбы обсадных труб и насосно-компрессорных труб с шагом 2,54 мм;
4![]() - для резьбы насосно-компрессорных труб с шагом 3,175 мм;
- для резьбы насосно-компрессорных труб с шагом 3,175 мм;
г) длина сбега резьбы равна:
2,28![]() для резьбы обсадных труб;
для резьбы обсадных труб;
1,69![]() для резьбы насосно-компрессорных труб с шагом 2,54 мм;
для резьбы насосно-компрессорных труб с шагом 2,54 мм;
1,88![]() для резьбы насосно-компрессорных труб с шагом 3,175 мм;
для резьбы насосно-компрессорных труб с шагом 3,175 мм;
д) ширина проточки пробки ![]() равна 2
равна 2![]() ;
;
е) диаметр фланца пробки ![]() равен номинальному наружному диаметру той части трубы, которая примыкает к резьбе;
равен номинальному наружному диаметру той части трубы, которая примыкает к резьбе;
ж) номинальный диаметр расточки в калибре-кольце тот же, что и номинальный диаметр выточки в муфте;
з) номинальный диаметр канавки на пробке ![]() на 1,52 мм меньше диаметра внутреннего конуса на резьбе изделия
на 1,52 мм меньше диаметра внутреннего конуса на резьбе изделия ![]() .
.
Б.3 Для калибров упорной резьбы обсадных труб:
а) наружный диаметр на конце калибра-пробки ![]() равен
равен ![]() мм для размеров 339,7 мм и менее; для размеров 406,4 и более
мм для размеров 339,7 мм и менее; для размеров 406,4 и более ![]() равен
равен ![]() мм;
мм;
б) в плоскости начала резьбы с полным профилем ![]() номинальный наружный диаметр резьбы трубы и резьбы калибра-пробки на 0,4 мм больше, чем заданный наружный диаметр трубы
номинальный наружный диаметр резьбы трубы и резьбы калибра-пробки на 0,4 мм больше, чем заданный наружный диаметр трубы ![]() для размеров 339,7 мм и менее и равен заданному диаметру трубы для размеров 406,4 и более;
для размеров 339,7 мм и менее и равен заданному диаметру трубы для размеров 406,4 и более;
в) средний диаметр ![]() равен
равен ![]() мм (средний диаметр
мм (средний диаметр ![]() установлен только для проектных целей и не требует проверки);
установлен только для проектных целей и не требует проверки);
г) внутренняя кромка фланца пробки представляет основную плоскость в конце сбега резьбы на трубе;
д) длина резьбы с неполным профилем ![]() на калибре-пробке равна 50,39 мм для размеров 339,7 мм и менее, для размеров 406,4 и более
на калибре-пробке равна 50,39 мм для размеров 339,7 мм и менее, для размеров 406,4 и более ![]() =37,80 мм;
=37,80 мм;
е) ширина проточки пробки ![]() равна 4,76 мм для всех размеров;
равна 4,76 мм для всех размеров;
ж) диаметр фланца пробки ![]() равен табличному наружному диаметру трубы плюс 0,41 мм для размеров 339,7 мм и менее, для размеров 406,4 мм и более
равен табличному наружному диаметру трубы плюс 0,41 мм для размеров 339,7 мм и менее, для размеров 406,4 мм и более ![]() равен табличному наружному диаметру трубы;
равен табличному наружному диаметру трубы;
з) номинальный диаметр расточки в калибре-кольце тот же, что и номинальный диаметр расточки в муфте;
и) номинальный диаметр ![]() на 4,76 мм меньше фланца пробки.
на 4,76 мм меньше фланца пробки.
Текст документа сверен по:
официальное издание
М.: ИПК Издательство стандартов, 2002
Личный кабинет:
доступно после авторизации Светлана Бессараб: все социальные обязательства государства будут выполнены
Светлана Бессараб: все социальные обязательства государства будут выполнены  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке