
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
27
среда,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 22343-90
Группа В42
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КЛЕММА РАЗДЕЛЬНОГО РЕЛЬСОВОГО
СКРЕПЛЕНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ
Технические условия
Clamp of indirect rail fastening of railway. Specifications
ОКП 11 3302
Срок действия с 01.07.91
до 01.07.96*
______________________________
* Ограничение срока действия снято
по протоколу N 5-94 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 11-12, 1994 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством путей сообщения СССР, Министерством металлургии СССР
РАЗРАБОТЧИКИ
К.И.Красиков, канд. техн. наук, А.К.Гучков, Л.Ф.Кузнецов (руководители темы), В.Д.Черников, П.С.Гайдамака, канд. техн. наук, А.К.Кузнецов, В.И.Гришина, В.Ф.Коваленко, В.И.Багузин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.06.90 N 1902
3. Срок проверки - 1995 г., периодичность проверки - 5 лет
4. ВЗАМЕН ГОСТ 22343-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 8.326-89 |
4.2 |
|
ГОСТ 166-89 |
4.2 |
|
ГОСТ 380-88 |
2.1 |
|
ГОСТ 535-88 |
2.1, 4.3 |
|
4.3 | |
|
ГОСТ 2216-84 |
4.2 |
Настоящий стандарт распространяется на жесткие клеммы ПК (далее - клеммы), применяемые для скрепления железнодорожных рельсов в раздельных рельсовых скреплениях на железобетонных и деревянных шпалах.
Требования, указанные в пп.1.1, 2.1-2.4, являются обязательными.
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и размеры клеммы должны соответствовать указанным на черт.1.
Клемма ПК
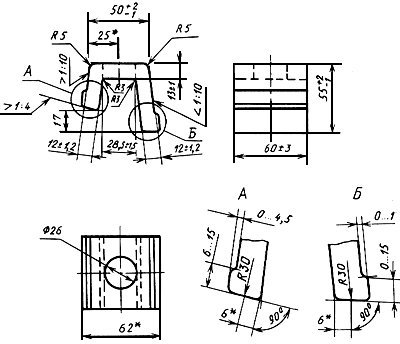
________________
* Размеры для справок.
Черт.1
Пример условного обозначения клеммы:
Клемма ПК ГОСТ 22343-90
1.2. Неуказанные предельные отклонения ±1,0 мм служат для построения профиля и в готовых клеммах не контролируются. Предельные отклонения размеров отверстий со стороны продавливания ±1,0 мм.
1.3. Площадь сечения профиля и масса клеммы указаны в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Клеммы должны изготовляться из полос, прокатанных из стали марок Ст4кп, Ст4пс, Ст4сп по ГОСТ 380, категорий 1 или 2 по ГОСТ 535.
2.2. Поверхности прилегания клеммы к подошве рельса и подкладке должны быть ровными. Допускается равномерная продольная выпуклость поверхности прилегания клеммы к подошве рельса и подкладке не более 1,0 мм.
Вогнутость поверхности прилегания клеммы к подошве рельса и подкладке не допускается.
2.3. На поверхности клеммы не допускаются трещины, закаты и другие поверхностные дефекты глубиной более 1,0 мм.
Не допускается след от пуансона на пересечении вертикальной и горизонтальной плоскостей клеммы у отверстия со стороны продавливания.
2.4. Поверхности торцов клеммы и отверстий для клеммных болтов не должны иметь следов усадки в виде трещин-расщеплений.
2.5. Поверхности торцов клеммы должны быть перпендикулярны к продольной оси. Допускается косина реза в горизонтальной и вертикальной плоскостях клеммы не более 3,0 мм.
Допускается волнистость, скол металла на торцевой поверхности клеммы в вертикальной плоскости не более 4,0 мм, вмятины от матрицы глубиной не более 1,5 мм.
Допускаются на опорных поверхностях клеммы вмятины от ножа не более 3,0 мм и утяжка металла не более 3,0 мм с плавным переходом к основной поверхности на расстоянии не более 15 мм от торца.
2.6. При прошивке отверстий для клеммных болтов допускается смещение отверстия от центрального расположения в продольном направлении, при этом минимальный размер от кромки отверстия до торца клеммы должен быть не менее 15 мм.
2.7. Допускаются заусенцы на торцах клеммы, около отверстия для клеммных болтов и на наружных не рабочих поверхностях клеммы высотой не более 1,0 мм.
На рабочей поверхности ножек клеммы, в месте утяжки металла, допускаются заусенцы высотой не более 1,5 мм, не выходящие за пределы рабочих поверхностей.
2.8. В местах разъема валков допускается ус не более 1,5 мм. С наружной стороны большой ножки клеммы допускается ус не более 1,0 мм.
3. ПРИЕМКА
3.1. Для контроля качества изготовления клемм должны быть проведены приемо-сдаточные испытания, при которых проверяют:
внешний вид и основные размеры (пп.1.1, 2.2-2.8);
механические свойства (п.2.1).
3.2. Техническую приемку готовых клемм осуществляет инспектор Министерства путей сообщения в соответствии с требованиями настоящего стандарта.
3.3. Клеммы следует предъявлять к приемке партиями, массой не более 20 т.
3.4. Для внешнего осмотра и проверки основных размеров (пп.1.1, 2.2-2.8) отбирают не менее 1% клемм от каждой партии.
3.5. Пробы для определения механических свойств стали (п.2.1) следует вырезать вдоль направления прокатки из угла стойки профиля клеммы. Испытывают две пробы от каждой плавки.
3.6. При обнаружении в выборке хотя бы одной клеммы с вогнутостью поверхности прилегания к подошве рельса и подкладке или отклонения по размерам в пяти и более клеммах партию следует подвергнуть пересортировке и предъявить ее к приемке вновь.
При неудовлетворительных результатах испытаний на растяжение проводят повторные испытания удвоенного количества проб.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
3.7. При приемке клемм, прошедших приемо-сдаточные испытания, составляют документ, удостоверяющий соответствие клемм требованиям настоящего стандарта, в котором указывают:
наименование предприятия-изготовителя и его адрес;
условное обозначение клеммы;
обозначение стандарта, по которому изготовлены и приняты клеммы;
номер партии;
число клемм в штуках и массу партии.
Указанный документ должен быть подписан отделом технического контроля предприятия-изготовителя и инспектором Министерства путей сообщения.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Качество поверхности клеммы контролируют визуально. Наличие дефектов и их глубину проверяют пробной вырубкой или другим способом, обеспечивающим правильность определения.
4.2. Геометрические размеры и прямолинейность клеммы проверяют при помощи измерительных инструментов по ГОСТ 8.326, ГОСТ 166, ГОСТ 2216 или шаблонами, приведенными в приложении 2.
4.3. Испытание на растяжение (п.3.5) проводят по ГОСТ 1497 на круглых образцах пятикратной длины диаметром 10 мм.
При относительном удлинении, соответствующим нормам, указанным в ГОСТ 535, верхнее значение временного сопротивления не ограничивается.
5. МАРКИРОВКА, УПАКОВКА И ТРАНСПОРТИРОВАНИЕ
5.1. На каждую партию клемм навешивают два металлических ярлыка, в которых должны быть указаны:
товарный знак или условное обозначение предприятия-изготовителя;
номер партии;
масса партии;
клеймо технического контроля предприятия-изготовителя и инспектора Министерства путей сообщения.
Ярлыки должны быть надежно привязаны проволокой к двум клеммам каждой принятой партии.
5.2. Клеммы должны сопровождаться документом, удостоверяющим соответствие клемм требованиям настоящего стандарта, оформленным в соответствии с п.3.7.
5.3. Перевозка клемм осуществляется без упаковки любым видом транспорта в соответствии с действующими правилами перевозки грузов.
ПРИЛОЖЕНИЕ 1
Справочное
ПЛОЩАДЬ СЕЧЕНИЯ И МАССА КЛЕММ
|
Площадь сечения профиля, см |
Масса, кг | |
|
1 м проката |
одной клеммы | |
|
14,7 |
11,5 |
0,64 |
Примечание. Масса клемм определена исходя из номинальных размеров и плотности стали 7850 кг/м![]() .
.
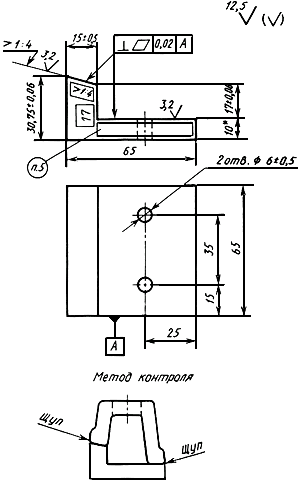
Приспособление для измерения вмятин и утяжки металла на опорных поверхностях
________________
* Размеры для справок.
Черт.2
Примечания:
1. Неуказанные предельные отклонения размеров ±1 мм.
2. Твердость 59...65 HRC![]() .
.
3. Ст3 цементировать, глубина цементированного слоя 0,6...1,0 мм.
4. Острые грани притупить в виде фаски 1,0х45°.
5. Маркировать: Клемма ПК ГОСТ 22343, цеховой номер шаблона.
Шаблон для измерения толщины полок клеммы (плюсовой и минусовой)
при высоте уса не более 2,0 мм
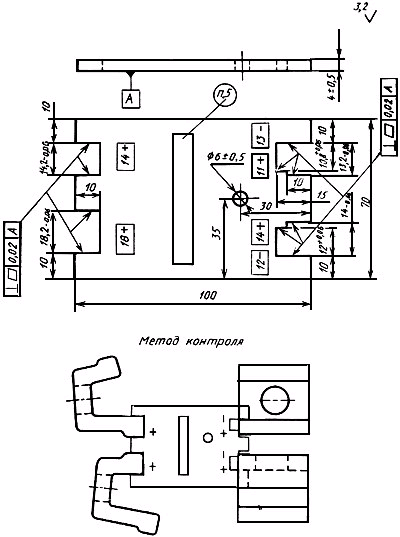
Черт.3
Примечания:
1. Неуказанные предельные отклонения размеров ±1 мм.
2. Твердость 59...65 HRC![]() .
.
3. Ст3 цементировать, глубина цементированного слоя 0,6...1,0 мм.
4. Острые грани притупить в виде фаски 1,0х45°.
5. Маркировать: Клемма ПК ГОСТ 22343, цеховой номер шаблона.
Шаблон для измерения длины (плюсовой и минусовой)
и продольного смещения отверстия (непроходной)
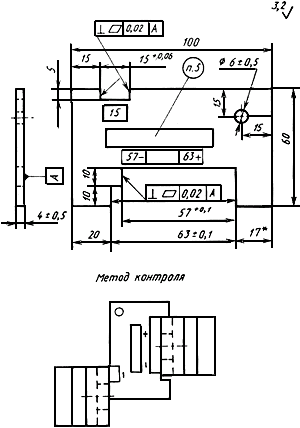
Черт.4
________________
* Размеры для справок.
Примечания:
1. Неуказанные предельные отклонения размеров ±1 мм.
2. Твердость 59...65 HRC![]() .
.
3. Ст3 цементировать, глубина цементированного слоя 0,6...1,0 мм.
4. Острые грани притупить в виде фаски 1,0...45°.
5. Маркировать: Клемма ПК ГОСТ 22343, цеховой номер шаблона.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990
Личный кабинет:
доступно после авторизации «Я не смогла вовремя остановиться»: Новый день для Дарьи из...
«Я не смогла вовремя остановиться»: Новый день для Дарьи из...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке