
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
25
понедельник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 1208-90
Группа В64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ БРОНЗОВЫЕ ПРЕССОВАННЫЕ
Технические условия
Pressed bronze tubes.
Specifications
ОКП 18 4650
Срок действия с 01.01.91
до 01.01.96*
__________________________
* Ограничение срока действия снято по протоколу N 5-94
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 11-12, 1994 год). - Примечание .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
В.Н.Федоров, д-р техн. наук; Ю.М.Лейбов, канд. техн. наук (руководитель темы); Н.С.Извольская; О.С.Никитина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 21.03.90 N 474
3. ВЗАМЕН ГОСТ 1208-73
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта |
|
ГОСТ 166-80 |
3.2 |
|
3.2 | |
|
1.5.1 | |
|
1.5.1 | |
|
3.2 | |
|
ГОСТ 9012-59 |
3.6 |
|
ГОСТ 9557-73 |
1.5.1 |
|
ГOCT 10006-80 |
3.5 |
|
1.4.2 | |
|
ГОСТ 15027.1-77 - ГОСТ 15027.14-77 |
3.7 |
|
ГОСТ 15846-79 |
1.5.2 |
|
1.1; 2.4 | |
|
ГОСТ 20068.1-79 - ГОСТ 20068.3-79 |
3.7 |
|
ГОСТ 20068.5-82 |
3.7 |
|
ГОСТ 21650-76 |
1.5.1 |
|
ГОСТ 23238-78 |
1.5.1 |
|
ГОСТ 24047-80 |
3.5 |
|
3.7 | |
|
ГОСТ 24597-81 |
1.5.1 |
|
ГОСТ 26663-85 |
1.5 1 |
|
ГОСТ 26877-86 |
3.3 |
Настоящий стандарт распространяется на прессованные трубы из бронзы марок БрАЖМц 10-3-1,5 и БрАЖН 10-4-4, применяемые для изготовления различных деталей.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке, из бронзы марок БрАЖМц 10-3-1,5 и БрАЖН 10-4-4 с химическим составом по ГОСТ 18175.
1.2. Основные параметры и размеры
1.2.1. Наружный диаметр, толщина стенки и предельные отклонения по ним должны соответствовать требованиям, указанным в табл.1.
Таблица 1
|
мм | |||||||||||||||||||||
|
Наружный диаметр |
Толщина стенки | ||||||||||||||||||||
|
Номин. |
Пред. откл. |
5,00± 0,5 |
7,5± 0,75 |
8,5± |
10,0± |
11,0± |
12,5± |
15,0± |
17,5± |
20,0± |
22,5± |
25,0± |
27,5± |
30,0± |
32,5± |
35,0± |
37,5± |
40,0± |
42,5± |
50,0± 4,0 |
60,0± 5,0 |
|
42 |
±0,3 |
- |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
±0,4 |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
±0,5 |
X |
X |
- |
X |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
|
X |
X |
- |
X |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
±0,6 |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
|
X |
X |
- |
X |
- |
X |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
±0,7 |
- |
X |
- |
X |
- |
X |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
70 |
|
X |
X |
- |
X |
- |
X |
Х |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
75 |
±0,8 |
- |
X |
- |
X |
- |
X |
Х |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
80 |
|
- |
X |
- |
X |
- |
X |
Х |
Х |
X |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
85 |
±0,9 |
- |
X |
- |
X |
- |
Х |
Х |
Х |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
|
- |
X |
- |
X |
- |
Х |
Х |
Х |
Х |
X |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
95 |
|
- |
X |
- |
X |
- |
Х |
Х |
Х |
Х |
X |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
100 |
±1,0 |
- |
X |
- |
X |
- |
Х |
Х |
Х |
Х |
X |
Х |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
|
105 |
|
- |
- |
- |
X |
- |
Х |
Х |
Х |
Х |
X |
Х |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
|
110 |
|
- |
- |
- |
X |
- |
Х |
Х |
Х |
Х |
X |
Х |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
|
115 |
±1,2 |
- |
- |
- |
X |
- |
Х |
Х |
Х |
Х |
X |
Х |
- |
Х |
Х |
- |
- |
- |
- |
- |
- |
|
120 |
|
- |
- |
- |
- |
- |
Х |
Х |
Х |
Х |
Х |
Х |
X |
Х |
Х |
- |
Х |
- |
- |
- |
- |
|
125 |
|
- |
- |
- |
- |
- |
Х |
Х |
Х |
X |
Х |
Х |
- |
Х |
Х |
Х |
- |
- |
- |
- |
- |
|
130 |
|
- |
- |
- |
- |
- |
- |
Х |
Х |
Х |
Х |
Х |
- |
Х |
Х |
- |
- |
- |
- |
- |
- |
|
135 |
|
- |
- |
- |
- |
- |
Х |
Х |
Х |
Х |
Х |
Х |
- |
Х |
X |
X |
X |
- |
- |
- |
- |
|
140 |
|
- |
- |
- |
- |
- |
- |
Х |
Х |
Х |
Х |
- |
X |
Х |
- |
- |
- |
- |
- |
- |
- |
|
155 |
|
- |
- |
- |
- |
- |
X |
X |
X |
X |
X |
- |
- |
- |
X |
- |
- |
X |
- |
- |
- |
|
160 |
|
- |
- |
- |
- |
- |
- |
X |
X |
X |
- |
X |
- |
X |
- |
- |
- |
- |
X |
- |
- |
|
165 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
175 |
±1,8 |
- |
- |
- |
- |
- |
Х |
X |
X |
- |
X |
- |
- |
- |
X |
- |
X |
- |
- |
X |
- |
|
180 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Х |
|
190 |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
X |
- |
X |
- |
- |
- |
X |
- |
- |
- | |
|
195 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
205 |
|
- |
- |
- |
- |
- |
- |
X |
- |
- |
X |
- |
- |
- |
X |
- |
X |
- |
X |
X |
Х |
|
210 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
220 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
X |
- |
- |
- |
X |
- |
|
225 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
235 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
- |
- |
- |
|
240 |
±2,5 |
- |
- |
- |
- |
- |
- |
X |
- |
- |
- |
- |
- |
X |
- |
X |
- |
- |
- |
- |
- |
|
250 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
X |
- |
X |
- |
- |
- |
X |
- |
|
260 |
|
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
|
265 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Х |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- | |
|
280 |
+5,0 |
||||||||||||||||||||
|
-2,5 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
Х |
- |
- |
- |
- |
- | |
Примечания:
1. Знак "Х" означает, что трубы данного размера подготовляются.
2. Теоретическая масса 1 м труб приведена в приложениях 1 и 2.
3. Трубы диаметром 280 мм изготовляются с толщиной стенки 35 мм и предельными отклонениями по толщине стенки ±4 мм.
1.2.2. Длина труб должна соответствовать указанной в табл.2.
Таблица 2
|
Марка бронзы |
Размеры труб, мм |
Немерная длина труб, м | |
|
Наружный диаметр |
Толщина стенки |
||
|
БрАЖН |
От 42 до 150 включ. |
От 5 до 20 включ. |
От 0,5 до 4 |
|
10-4-4 |
" 42 " 150 " |
Св. 20 |
" 0,5 " 2,5 |
|
|
Св. 150 " 220 " |
От 5 до 60 включ. |
" 0,5 " 2 |
|
|
" 220 |
" 5 " 60 " |
" 0,5 " 1,5 |
|
БрАЖМц |
От 42 до 150 включ. |
От 5 до 60 включ. |
" 0,7 " 6 |
|
10-3-1,5 |
Св. 150 |
" 5 " 60 " |
" 0,5 " 3 |
Условные обозначения труб проставляют по схеме:
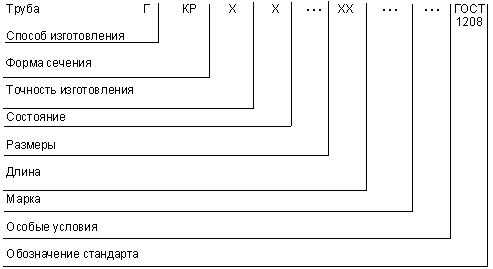
при следующих сокращениях:
|
способ изготовления: |
прессованная - Г |
|
форма сечения: |
круглая - КР |
|
длина: |
немерная - НД |
|
|
кратная мерной - КД |
|
особые условия: трубы для изготовления | |
|
сепараторов подшипников качения - С | |
Примеры условных обозначений труб:
Труба наружным диаметром 65 мм с толщиной стенки 7,5 мм, длиной 3000 мм из бронзы марки БрАЖН 10-4-4:
Труба ГКРХХ 65х7,5х3000 БрАЖН 10-4-4 ГОСТ 1208-90
Труба наружным диаметром 205 мм с толщиной стенки 22,5 мм, немерной длины из бронзы марки БрАЖМц10-3-1,5 для изготовления сепараторов подшипников качения:
Труба ГКРХХ 205х22,5 НД БрАЖМц 10-3-1,5 С ГОСТ 1208-90
1.3. Характеристики
1.3.1. Базовое исполнение
1.3.1.1. Наружная и внутренняя поверхности труб должны быть свободными от загрязнений, затрудняющими осмотр, без раковин, трещин, плен, расслоений и пузырей.
Допускаются отдельные поверхностные дефекты, вмятины, мелкие риски и следы зачистки местных дефектов, если они не выводят трубы при контрольной зачистке за предельные отклонения по размерам.
Допускаются на поверхности труб кольцеватость и цвета побежалости.
1.3.1.2. Металл труб должен быть без внутренних дефектов в виде неметаллических включений, раковин, пресс-утяжин, расслоений и других дефектов.
1.3.1.3. Трубы должны быть обрезаны и не должны иметь значительных заусенцев.
Косина реза не должна превышать в миллиметрах:
2 - для труб наружным диаметром до 50 мм;
|
4 |
" |
" |
" |
" |
св. 50 до 100 мм; |
|
5 |
" |
" |
" |
" |
св. 100 до 170 мм; |
|
7 |
" |
" |
" |
" |
св. 170 мм. |
1.3.1.4. Овальность и разностенность не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки.
1.3.1.5. Кривизна на 1 м длины труб не должна превышать указанную в табл.3.
Таблица 3
|
мм | |
|
Наружный диаметр |
Кривизна на 1 м длины, не более |
|
До 60 включ. |
3 |
|
Св. 60 до 80 включ. |
4 |
|
" 80 " 150 " |
5 |
|
" 150 |
15 |
1.3.1.6. Механические свойства труб должны соответствовать требованиям, указанным в табл.4.
Таблица 4
|
|
Наружный диаметр труб, мм |
Временное сопротивление |
Относительное удлинение после разрыва, |
Твердости по Бринеллю, НВ, кгс/мм |
|
|
|
не менее |
| |
|
БрАЖМц |
От 42 до 80 включ. |
590 (60) |
12 |
129-200 |
|
10-3-1,5 |
" 85 " 280 " |
540 (55) |
12 |
129-200 |
|
БрАЖН |
От 42 до 280 включ. |
640 (65) |
5 |
170-220 |
|
10-4-4 |
|
|
|
|
Для изготовления сепараторов подшипников качения трубы из бронзы марки БрАЖМц 10-3-1,5 должны иметь временное сопротивление не менее 590 (60) МПа (кгс/мм![]() ), относительное удлинение после разрыва не менее 12%, твердость, НВ, 129-171 кгс/мм
), относительное удлинение после разрыва не менее 12%, твердость, НВ, 129-171 кгс/мм![]() .
.
1.3.2. Исполнение по требованию потребителя
1.3.2.1. Трубы наружным диаметром 100 мм изготовляют из бронзы марки БрАЖМц 10-3-1,5 с толщиной стенки 6,5 мм и с предельными отклонениями по толщине стенки ±0,75 мм.
1.3.2.2. Кривизна на 1 м длины не должна превышать 3 мм для труб наружным диаметром до 80 мм включительно.
1.3.3. Исполнение по согласованию изготовителя с потребителем
1.3.3.1. Трубы могут быть изготовлены промежуточных размеров по наружному диаметру и толщине стенки с предельными отклонениями по ним для следующего большего размера, указанного в табл.1.
1.3.3.2. Трубы могут быть изготовлены с толщиной стенки 5 мм с допуском плюс 0,5 минус 0,75 мм и с толщиной стенки 7,5 мм с допуском ±1,0 мм.
1.3.3.3. Немерные трубы могут быть изготовлены длиной, превышающей указанную в табл.2. При этом косина реза и кривизна труб устанавливаются по согласованию изготовителя с потребителем.
1.3.3.4. Трубы могут быть изготовлены мерной или кратной мерной длины с предельными отклонениями по длине в миллиметрах:
+10 - для труб наружным диаметром до 50 мм включ.;
|
+15 |
" |
" |
" |
" |
св. 50 до 150 мм включ.; |
|||
|
+24 |
" |
" |
" |
" |
св. 150 мм. |
|||
1.3.3.5. Трубы могут быть изготовлены с увеличенным верхним пределом твердости, а для труб из бронзы марки БрАЖМц 10-3-1,5 наружным диаметром от 42 до 80 мм включительно временное сопротивление может быть уменьшено до 540 (55) МПа (кгс/мм![]() ) при условии, что относительное удлинение после разрыва будет не менее 15%.
) при условии, что относительное удлинение после разрыва будет не менее 15%.
1.4. Маркировка
1.4.1. На внутренней поверхности каждой трубы должен быть наклеен ярлык или на наружной поверхности нанесена несмываемой краской надпись с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
условного обозначения труб или марки бронзы, размеров труб, обозначения настоящего стандарта;
номера партии;
штампа технического контроля или номера технического контролера.
Допускается для маркировки труб применять следующие сокращенные буквенные обозначения марок бронзы:
|
марка бронзы |
условное обозначение |
|
БрАЖМц 10-3-1,5 |
БЧ |
|
БрАЖН 10-4-4 |
БН |
1.4.2. Транспортная маркировка - по ГОСТ 14192.
При транспортировании груза пакетами к каждому пакету должен быть прикреплен проволокой фанерный или металлический ярлык.
1.5. Упаковка
1.5.1. Трубы не упаковывают.
Грузовые места укрупняют в транспортные пакеты массой до 1250 кг. Габаритные размеры пакетов - по ГОСТ 23238, ГОСТ 24597, ГОСТ 26663.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Пакетирование труб осуществляется на поддонах по ГОСТ 9557 или с использованием брусков сечением не менее 50х50 мм с обвязкой не менее чем в двух местах проволокой диаметром не менее 3 мм в два оборота по ГОСТ 3282 или лентой не менее 0,3х30 мм по ГОСТ 3560. Концы проволоки соединяются скруткой не менее пяти витков, ленты - в замок.
1.5.2. Упаковка труб в районы Крайнего Севера и приравненные к ним районы - по ГОСТ 15846.
2. ПРИЕМКА
2.1. Трубы принимают партиями. Партия должна состоять из труб одной марки бронзы, одного размера и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
условное обозначение труб;
результаты испытаний (по требованию потребителя);
номер партии;
массу партии.
Допускается оформлять один документ о качестве на несколько партий труб одного размера и одной марки бронзы, отгружаемых одновременно одному потребителю.
Масса партии должна быть не более 5000 кг.
2.2. Контролю размеров, осмотру наружной и внутренней поверхностей и проверке на наличие внутренних дефектов подвергают каждую трубу партии.
2.3. Для проверки механических свойств от партии отбирают:
для определения временного сопротивления и относительного удлинения после разрыва - две трубы; для определения твердости по Бринеллю - пять труб.
При контроле механических свойств проводят испытание на растяжение (временное сопротивление и относительное удлинение после разрыва) или твердость.
По требованию потребителя проводят испытание на растяжение и твердость. Трубы, предназначенные для изготовления сепараторов подшипников качения, испытывают на растяжение и твердость.
2.4. Для проверки химического состава труб отбирают две трубы от партии. Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла каждой плавки.
Допускается на заводе-изготовителе контролировать содержание мышьяка, сурьмы, кремния и фосфора периодически - один раз в 3 мес при условии обеспечения соответствия их содержания требованиям ГОСТ 18175.
2.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяются на всю партию.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Контроль наружной поверхности труб проводят осмотром без применения увеличительных приборов.
Контроль внутренней поверхности труб проводят визуальным просмотром на освещенном экране.
3.2. Измерение наружного диаметра и толщины стенки труб проводят штангенциркулем по ГОСТ 166.
Проверку длины труб проводят измерительной металлической рулеткой по ГОСТ 7502 или металлической линейкой по ГОСТ 427.
3.3. Косину реза, овальность и кривизну измеряют по ГОСТ 26877.
3.4. Проверку труб на наличие внутренних дефектов проводят неразрушающим методом контроля с вырезкой дефектной части трубы по методике, приведенной в приложении 3, или по методике, согласованной изготовителем с потребителем.
Допускается проверка труб на наличие внутренних дефектов по излому трубы.
Проверке на предприятии-изготовителе подвергают конец трубы, примыкающий к пресс-остатку; при этом обломанные концы немерных труб при отправке потребителю могут не обрезаться.
Для проверки излома обламываемый конец предварительно надрезают до 40% диаметра трубы.
Осмотр излома проводят без применения увеличительных приборов.
Трубы наружным диаметром более 150 мм на излом не проверяются.
3.5. Испытание на растяжение труб проводят по ГОСТ 10006.
Для испытания на растяжение отбирают по одному образцу от каждой трубы, взятой от партии.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
3.6. Испытание на твердость по Бринеллю проводят по ГОСТ 9012. Трубы с толщиной стенки от 5 до 15 мм включительно испытывают при условии НВ 5/750/30, трубы с толщиной стенки свыше 15 мм - при условии НВ 10/3000/30.
Испытание можно проводить как на самой трубе, так и на отрезанном с торца образце высотой не менее 15 мм.
3.7. Химический анализ проводят по ГОСТ 15027.1-ГОСТ 15027.14, ГОСТ 20068.1-ГОСТ 20068.3, ГОСТ 20068.5 или другими методами, не уступающими по точности стандартным.
Для определения химического состава отбирают по одному образцу от каждой трубы, взятой от партии.
Отбор проб для химического анализа проводят по ГОСТ 24231.
При разногласиях в оценке химического состава анализ химического состава проводят по ГОСТ 15027.1-ГОСТ 15027.14.
3.8. Допускается изготовителю применять другие методы испытаний и инструмент, обеспечивающие необходимую точность.
При возникновении разногласий в определении показателей контроль проводят методами, указанными в стандарте.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Трубы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
При транспортировании труб длиной свыше 3 м транспортные средства определяются в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Размещение и крепление труб, перевозимых по железной дороге, должны соответствовать техническим условиям погрузки и крепления грузов.
Трубы должны быть уложены и укреплены при помощи распорок и упоров таким образом, чтобы во время транспортирования исключалась возможность их перемещения.
4.2. Трубы должны храниться в крытых помещениях изготовителя или потребителя и защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства труб при хранении не изменяются.
ПРИЛОЖЕНИЕ 1
Справочное
Таблица 5
Теоретическая масса 1 м труб из сплава марки БрАЖМц 10-3-1,5
|
На- руж- ный диа- метр, мм |
| |||||||||||||||||||
|
5 |
7,5 |
8,5 |
10 |
11 |
12,5 |
15 |
17,5 |
20 |
22,5 |
25 |
27,5 |
30 |
32,5 |
35 |
37,5 |
40 |
42,5 |
50 |
60 | |
|
42 |
- |
- |
6,71 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
- |
6,62 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
5,30 |
7,40 |
- |
9,43 |
10,11 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
5,89 |
8,39 |
- |
10,60 |
- |
12,52 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
- |
- |
9,71 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
6,48 |
9,27 |
- |
11,77 |
- |
13,99 |
15,90 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
- |
10,16 |
- |
12,95 |
- |
15,45 |
- |
19,59 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
70 |
7,66 |
11,04 |
- |
14,13 |
- |
16,93 |
19,43 |
21,65 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
75 |
- |
11,92 |
- |
15,31 |
- |
18,40 |
21,19 |
23,70 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
80 |
- |
12,80 |
- |
16,48 |
- |
19,57 |
22,96 |
25,76 |
28,26 |
- |
33,91 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
85 |
- |
13,69 |
- |
17,67 |
- |
21,35 |
24,74 |
27,83 |
30,63 |
33,13 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
- |
14,58 |
- |
18,85 |
- |
22,83 |
26,51 |
29,90 |
33,00 |
35,78 |
38,29 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
95 |
- |
15,43 |
- |
20,03 |
- |
24,30 |
28,27 |
31,96 |
35,34 |
38,44 |
41,23 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
100 |
- |
16,35 |
- |
21,21 |
- |
25,77 |
30,04 |
34,02 |
37,70 |
41,09 |
44,18 |
- |
49,48 |
- |
- |
- |
- |
- |
- |
- |
|
105 |
- |
- |
- |
22,38 |
- |
27,24 |
31,81 |
36,08 |
40,06 |
43,74 |
47,12 |
- |
53,01 |
- |
- |
- |
- |
- |
- |
- |
|
110 |
- |
- |
- |
23,56 |
- |
28,71 |
33,58 |
38,14 |
42,41 |
46,39 |
50,07 |
- |
56,55 |
- |
- |
- |
- |
- |
- |
- |
|
115 |
- |
- |
- |
24,74 |
- |
30,19 |
35,34 |
40,20 |
44,77 |
49,04 |
53,01 |
- |
60,10 |
63,18 |
- |
- |
- |
- |
- |
- |
|
120 |
- |
- |
- |
- |
- |
31,66 |
37,11 |
42,26 |
47,12 |
51,69 |
55,96 |
59,94 |
63,45 |
67,00 |
- |
71,76 |
- |
- |
- |
- |
|
125 |
- |
- |
- |
- |
- |
33,13 |
38,88 |
44,33 |
49,48 |
54,34 |
58,90 |
- |
67,15 |
70,83 |
74,22 |
- |
- |
- |
- |
- |
|
130 |
- |
- |
- |
- |
- |
- |
40,64 |
46,39 |
51,84 |
57,00 |
61,85 |
- |
70,69 |
74,66 |
- |
- |
- |
- |
- |
- |
|
135 |
- |
- |
- |
- |
- |
36,01 |
42,41 |
48,45 |
54,19 |
59,64 |
64,79 |
- |
74,22 |
78,49 |
82,47 |
86,15 |
- |
- |
- |
- |
|
140 |
- |
- |
- |
- |
- |
- |
44,18 |
50,51 |
56,55 |
62,30 |
- |
72,89 |
77,75 |
82,32 |
86,59 |
- |
- |
- |
- |
- |
|
155 |
- |
- |
- |
- |
- |
41,97 |
49,48 |
56,69 |
63,62 |
70,24 |
- |
- |
- |
93,30 |
- |
- |
108,4 |
- |
- |
- |
|
160 |
- |
- |
- |
- |
- |
- |
51,25 |
58,75 |
65,97 |
- |
79,52 |
- |
91,89 |
- |
- |
- |
- |
117,7 |
- |
- |
|
165 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
89,09 |
- |
- |
- |
- |
- |
- |
- |
- |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
78,19 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
175 |
- |
- |
- |
- |
- |
47,86 |
- |
60,82 |
- |
80,75 |
- |
- |
- |
99,12 |
- |
119,6 |
- |
- |
147,3 |
- |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
169,7 |
|
190 |
- |
- |
- |
- |
- |
- |
- |
- |
80,11 |
- |
97,20 |
- |
113,1 |
- |
- |
- |
141,4 |
- |
- |
- |
|
195 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
92,40 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
84,82 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
205 |
- |
- |
- |
- |
- |
- |
67,15 |
- |
- |
96,75 |
- |
- |
- |
122,1 |
- |
138,0 |
- |
162,7 |
- |
- |
|
210 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
109,0 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
220 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
132,0 |
- |
152,6 |
- |
- |
- |
197,2 |
- |
|
225 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
107,4 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
235 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
134,5 |
- |
- |
- |
- |
- |
- |
- |
- |
|
240 |
- |
- |
- |
- |
- |
- |
79,52 |
- |
- |
- |
- |
- |
148,4 |
- |
169,1 |
- |
- |
- |
- |
- |
|
250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
155,5 |
- |
177,3 |
- |
- |
- |
- |
- |
|
260 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
162,6 |
- |
- |
- |
- |
- |
- |
- |
|
265 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
128,6 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
280 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
202,0 |
- |
- |
- |
- |
- |
ПРИЛОЖЕНИЕ 2
Справочное
Таблица 6
Теоретическая масса 1 м труб из сплава марки БрАЖН 10-4-4
|
На- руж- ный диа- метр, мм |
| |||||||||||||||||||
|
5 |
7,5 |
8,5 |
10 |
11 |
12,5 |
15 |
17,5 |
20 |
22,5 |
25 |
27,5 |
30 |
32,5 |
35 |
37,5 |
40 |
42,5 |
50 |
60 | |
|
42 |
- |
- |
6,89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
45 |
- |
6,80 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
50 |
5,44 |
7,60 |
- |
9,68 |
10,38 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
55 |
6,05 |
8,61 |
- |
10,89 |
- |
12,86 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
57 |
- |
- |
9,97 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
60 |
6,65 |
9,52 |
- |
12,09 |
- |
14,37 |
16,33 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
65 |
- |
10,43 |
- |
13,30 |
- |
15,87 |
- |
20,12 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
70 |
7,86 |
11,33 |
- |
14,51 |
- |
17,38 |
19,95 |
22,23 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
75 |
- |
12,34 |
- |
15,72 |
- |
18,89 |
21,76 |
24,33 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
80 |
- |
13,15 |
- |
16,93 |
- |
20,10 |
23,58 |
26,45 |
29,02 |
- |
34,88 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
85 |
- |
14,06 |
- |
18,14 |
- |
21,92 |
25,40 |
28,57 |
31,45 |
34,02 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
90 |
- |
14,97 |
- |
19,35 |
- |
23,43 |
27,21 |
30,70 |
33,87 |
36,74 |
39,31 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
95 |
- |
15,87 |
- |
20,56 |
- |
24,95 |
29,03 |
32,80 |
36,29 |
39,46 |
42,33 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
100 |
- |
16,79 |
- |
21,77 |
- |
26,46 |
30,84 |
34,92 |
38,70 |
42,18 |
45,36 |
- |
50,80 |
- |
- |
- |
- |
- |
- |
- |
|
105 |
- |
- |
- |
22,98 |
- |
27,97 |
32,66 |
37,04 |
41,12 |
44,90 |
48,38 |
- |
54,43 |
- |
- |
- |
- |
- |
- |
- |
|
110 |
- |
- |
- |
24,19 |
- |
29,48 |
34,47 |
39,16 |
43,54 |
47,62 |
51,40 |
- |
58,01 |
- |
- |
- |
- |
- |
- |
- |
|
115 |
- |
- |
- |
25,40 |
- |
31,00 |
36,28 |
41,27 |
45,96 |
50,35 |
54,43 |
- |
61,63 |
64,86 |
- |
- |
- |
- |
- |
- |
|
120 |
- |
- |
- |
- |
- |
32,50 |
38,10 |
43,40 |
48,38 |
53,07 |
57,45 |
61,56 |
65,31 |
68,80 |
- |
73,70 |
- |
- |
- |
- |
|
125 |
- |
- |
- |
- |
- |
34,02 |
39,91 |
45,51 |
50,80 |
55,79 |
60,47 |
- |
68,94 |
72,72 |
76,22 |
- |
- |
- |
- |
- |
|
130 |
- |
- |
- |
- |
- |
- |
41,73 |
47,62 |
53,22 |
58,51 |
63,50 |
- |
72,57 |
76,65 |
- |
- |
- |
- |
- |
- |
|
135 |
- |
- |
- |
- |
- |
37,04 |
43,56 |
49,74 |
55,64 |
61,23 |
66,52 |
- |
76,20 |
80,53 |
84,70 |
88,45 |
- |
- |
- |
- |
|
140 |
- |
- |
- |
- |
- |
- |
45,38 |
51,86 |
58,06 |
63,95 |
- |
74,86 |
79,83 |
84,51 |
88,90 |
- |
- |
- |
- |
- |
|
155 |
- |
- |
- |
- |
- |
43,10 |
50,82 |
58,21 |
65,34 |
72,12 |
- |
- |
- |
96,31 |
- |
- |
111,3 |
- |
- |
- |
|
160 |
- |
- |
- |
- |
- |
- |
52,61 |
60,32 |
67,73 |
- |
81,64 |
- |
94,37 |
- |
- |
- |
- |
120,8 |
- |
- |
|
165 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
91,50 |
- |
- |
- |
- |
- |
- |
- |
- |
|
170 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
80,30 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
175 |
- |
- |
- |
- |
- |
49,14 |
- |
66,67 |
- |
83,00 |
- |
- |
- |
112,0 |
- |
122,8 |
- |
- |
151,3 |
- |
|
180 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
174,2 |
|
190 |
- |
- |
- |
- |
- |
- |
- |
- |
82,25 |
- |
99,79 |
- |
116,1 |
- |
- |
- |
145,1 |
- |
- |
- |
|
195 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
94,89 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
200 |
- |
- |
- |
- |
- |
- |
- |
- |
87,11 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
205 |
- |
- |
- |
- |
- |
- |
68,96 |
- |
- |
99,30 |
- |
- |
- |
135,6 |
- |
151,9 |
- |
167,1 |
182,5 |
- |
|
210 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
111,9 |
- |
127,2 |
- |
- |
- |
- |
- |
- |
200,9 |
|
220 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
135,6 |
- |
156,7 |
- |
- |
- |
202,5 |
- |
|
225 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
110,3 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
235 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
138,1 |
- |
- |
- |
- |
- |
- |
- |
- |
|
240 |
- |
- |
- |
- |
- |
- |
81,67 |
- |
- |
- |
- |
- |
152,4 |
- |
173,7 |
- |
- |
- |
- |
- |
|
250 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
159,7 |
- |
182,1 |
- |
- |
- |
- |
- |
|
260 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
167,0 |
- |
- |
- |
- |
- |
- |
- |
|
265 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
132,1 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
|
280 |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
- |
207,5 |
- |
- |
- |
- |
- |
ПРИЛОЖЕНИЕ 3
Рекомендуемое
МЕТОД КОНТРОЛЯ ПРЕСС-УТЯЖИН
1. Общие требования к проведению контроля
1.1. Метод предназначен для обнаружения и определения места окончания пресс-утяжин в прессованных трубах из цветных металлов и сплавов диаметром от 20 мм и толщиной стенки не менее 5 мм с помощью ультразвуковых средств дефектоскопии при контактном способе ввода ультразвуковых колебаний со стороны цилиндрической поверхности изделия. Допускается применить любой ультразвуковой дефектоскоп с соответствующими датчиками, обеспечивающими достаточную чувствительность, которую устанавливают настройкой по испытательному образцу.
При контроле предусматривается использование устройств для сканирования с вмонтированными раздельно совмещенными датчиками, а также прямыми совмещенными датчиками ультразвуковых колебаний. Устройство для сканирования позволяет обеспечить стабильный акустический контакт пьезопреобразователя датчика с изделием в динамике за счет непрерывной подачи жидкости под датчик.
2. Испытательные образцы для настройки чувствительности дефектоскопа
2.1. Для настройки и поверки чувствительности дефектоскопа используют испытательные образцы длиной 200 мм с искусственными дефектами (контрольными отражателями). Испытательные образцы с контрольными отражателями изготовляют в соответствии с чертежом на сверлильном станке. Дно контрольного отражателя должно быть плоским.
Примечание. На испытательных образцах с толщиной стенки 5 мм изготовляют один контрольный отражатель глубиной, равной половине толщины стенки трубы.
2.2. Амплитуда эхо-сигнала от контрольных отражателей или от пресс-утяжины при максимальном расстоянии между поверхностью ввода и контрольным отражателем должна превышать амплитуду эхосигнала от помех не менее чем в три раза.
2.3. При контроле труб с толщиной стенки от 5 до 60 мм необходимо иметь набор испытательных образцов следующих толщин: (5±0,5); (10±1); (15±1,4); (22±2); (30±2,4); (40±3,2); (50±4) мм.
Для настройки используют стандартные образцы, наиболее близко соответствующие по толщине подлежащим контролю трубам.
2.4. Поверхность испытательных образцов не должна иметь выбоин, раковин и задиров.
2.5. Для приготовления испытательных образцов отбирают отрезки труб с небольшим затуханием ультразвука.
2.6. Затухание ультразвука определяют по наличию донного эхосигнала.
2.7. Отрезок трубы считается годным для испытательного образца, если при оптимальной настройке на экране дефектоскопа наблюдаются донные импульсы в количестве не менее: для труб с толщиной стенки 5-6 мм - 5 шт., 6-10 мм - 4 шт., 10-25 мм - 3 шт., 25-50 мм - 2 шт., 50-60 мм - 1 шт.
2.8. Испытательные образцы считают действительными, если на фоне помех четко выявляется контрольный отражатель (срабатывает система автоматического сигнализатора дефектов, загорается сигнальная лампочка).
2.9. Испытательные образцы хранят в местах, исключающих их механическое повреждение и коррозию.
Срок службы испытательного образца не устанавливается.

Неуказанные предельные отклонения размеров:
|
|
5-20 |
20-60 |
|
|
2±0,1 |
3±0,1 |
3. Подготовка к контролю
3.1. Перед проведением дефектоскопического контроля изделия должны быть очищены от грязи, пыли, масел, краски и других загрязнений.
3.2. Датчик и сигнальную лампочку подключают к дефектоскопу, а устройство для сканирования - к бачку с контактной жидкостью. Регулируют краном подачу контактной жидкости (воды), чтобы обеспечить надлежащий акустический контакт и минимальный расход контактной жидкости.
3.3. Включение дефектоскопа в сеть и работу на нем проводят в соответствии с техническим описанием и инструкцией по эксплуатации дефектоскопа, используемого для контроля.
3.4. Перед тем, как приступить к настройке дефектоскопа на заданную чувствительность, регулируют осциллоскопическую часть (яркость, фокус, смещение по вертикали и горизонтали) так, чтобы линия развертки находилась не ниже центра экрана дефектоскопа примерно на ![]() °, была хорошо сфокусирована и в начале ее не было яркой точки.
°, была хорошо сфокусирована и в начале ее не было яркой точки.
3.5. При настройке дефектоскопа для определения места окончания пресс-утяжин в трубе ручки на лицевой панели прибора должны быть установлены в следующем положении: "Частота" - в положении, соответствующем частоте применяемого датчика УЗК; "Диапазон прозвучивания" - в положении, соответствующем толщине стенки трубы.
3.6. Настройку чувствительности дефектоскопа при контроле труб проводят при помощи соответствующих испытательных образцов. Перемещением датчика в зоне контрольного отражателя добиваются получения максимальной амплитуды эхосигнала от контрольного отражателя. Затем вращением ручки "Чувствительность" устанавливают амплитуду помех примерно 0,3 высоты экрана дефектоскопа.
3.7. Устанавливают передний фронт строб-импульса автоматического сигнализатора дефектов дефектоскопа рядом с задним фронтом зондирующего импульса, задний фронт строб-импульса устанавливают непосредственно на контролируемых трубах рядом с передним фронтом донного эхосигнала.
3.8. Настройка дефектологической аппаратуры по стандартному образцу должна проверяться не реже чем каждые 2 ч работы.
4. Проведение контроля
4.1. Контроль проводят на контрольном участке. Место контроля должно быть удобным и обеспечивать свободный доступ по окружности к пресс-утяжному концу контролируемого изделия.
4.2. Контроль проводят, начиная с заднего конца прессованного изделия. Поверхность изделия, через которую вводят ультразвуковые колебания, должна быть гладкой, без резких выбоин, раковин и задиров.
Температура контролируемого изделия должна быть не выше 40 °С.
4.3. Для механизированного сканирования датчика по поверхности контролируемой трубы рекомендуется использовать роликовые, призматические и круглые устройства с вмонтированными датчиками УЗК.
4.4. Трубные заготовки с толщиной стенки до 15 мм контролируют искателями с рабочей частотой ультразвуковых колебании 5 мГц. С толщиной стенки свыше 15 мм - с частотой ультразвуковых колебаний 2,5 мГц.
4.5. При проведении контроля устройство для сканирования с датчиком устанавливают на пресс-утяжный конец трубы и плотно прижимают к поверхности трубы; при этом на экране дефектоскопа должен появиться донный эхосигнал. С появлением донного эхосигнала перемещают сканирующее устройство по окружности трубы.
4.6. Скорость сканирования датчика по поверхности трубы, не превышающую 0,5 м/с, выбирают из условий получения надежного акустического контакта.
4.7. При перемещении датчика вдоль и вокруг трубы необходимо следить по экрану дефектоскопа за наличием акустического контакта. Устойчивый донный эхосигнал указывает на удовлетворительный ввод УЗК в трубу. Если при исправном датчике и правильной настройке аппаратуры эхосигнал пропадет, то надежность акустического контакта проверяют увеличением подачи контактной жидкости и протирки ветошью поверхности трубы.
4.8. О наличии пресс-утяжины в трубной заготовке судят по эхосигналу в зоне контроля или по уширению донного эхосигнала, отраженного от внутренней стенки трубы.
4.9. После обнаружения пресс-утяжины датчик перемещают вдоль трубы с целью определения протяженности пресс-утяжины и места ее окончания. В зоне, где эхосигнал от пресс-утяжины отсутствует, и гаснет лампочка автоматического сигнализатора дефектов, проводят дополнительно круговое сканирование и убеждаются в том, что пресс-утяжина закончилась по всей окружности трубы. Если же при этом сканировании обнаруживается новая пресс-утяжина, то ее прослеживают до конца обычным способом.
4.10. Определив с помощью ультразвука место окончания пресс-утяжины и добавив 200 мм, наносят на трубу метку для резки трубы.
4.11. При контроле сплавов, обладающих упругонеоднородной крупнозернистой структурой, необходимо пользоваться датчиками более низкочастотных ультразвуковых колебаний и предварительно тщательно проконтролировать задний конец трубы, где структурные помехи ниже и донный эхосигнал устойчив. На фоне неустойчивых структурных помех замечают на электронно-лучевой трубке дефектоскопа местоположение эхосигнала от пресс-утяжины и затем прослеживают пресс-утяжину до исчезновения эхосигнала.
Если толщина стенки меньше указанной в настоящем стандарте, то эхосигнал, отраженный от внутренней стенки трубы, окажется в зоне автоматического контроля. При этом, как и при наличии пресс-утяжины, расположенной близко к внутренней поверхности трубы, загорится лампочка автоматического сигнализатора дефектов, а эхосигнал от стенки трубы по ширине не изменится.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1990
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке