
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
ноября
24
воскресенье,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 3.1402-84
Группа Т53
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ ДОКУМЕНТОВ НА ТЕХНОЛОГИЧЕСКИЕ
ПРОЦЕССЫ РАСКРОЯ МАТЕРИАЛОВ
Unified system for technological documentation.
Forms and rules of making documents on technological
processes of material laying-out
ОКСТУ 0003
Дата введения 1986-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по стандартам от 18 декабря 1984 г. N 4506
ВЗАМЕН ГОСТ 3.1402-74
ПЕРЕИЗДАНИЕ. Июль 1989 г.
Настоящий стандарт устанавливает виды, формы, правила оформления и комплектность следующих технологических документов (далее - документов), применяемых при различных методах проектирования единичных, типовых и групповых технологических процессов (операций) раскроя материалов на заготовки или детали (далее - раскроя материалов):
карты технологической информации раскроя материалов механической обработкой;
карты технологической информации (КТИ) раскроя материалов термической резкой (кислородной, кислородно-флюсовой, плазменно-дуговой, воздушно-дуговой, дуговой и лазерной);
ведомости деталей, изготовленных из отходов (ВДО).
1. ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ КАРТ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ
И ВЕДОМОСТИ ДЕТАЛЕЙ, ИЗГОТОВЛЕННЫХ ИЗ ОТХОДОВ
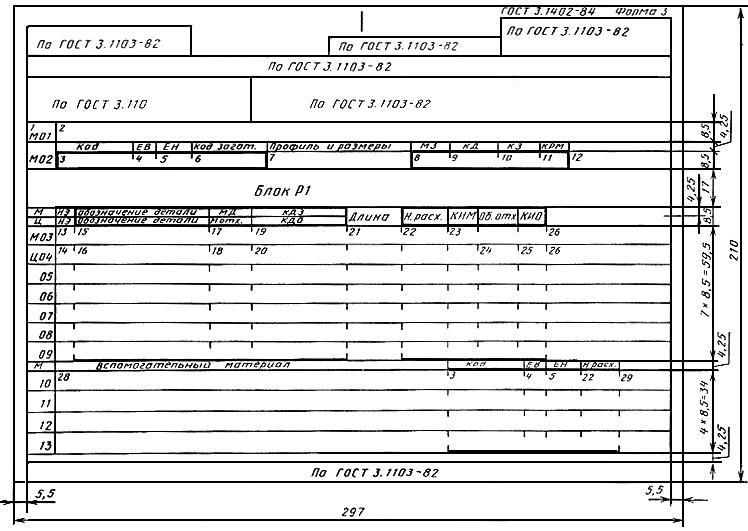
1.1. Формы КТИ при описании технологических процессов (далее - процессов) раскроя материалов применяют совместно с маршрутными картами (МК) - формы 2, 4, 6, 1а, 1б, 3а, 3б и 5а по ГОСТ 3.1118-82.
Допускается применение МК (формы 1, 3 и 5) в случае описания в МК операций других методов обработки, например штамповки, механической обработки резанием, с операциями раскроя материалов.
1.2. Формы КТИ применяют для указания информации дополнительно к имеющейся в МК, где описывают действия, выполняемые в технологической последовательности операций (переходов), указывают данные по средствам технологического оснащения и трудозатратам.
1.3. В зависимости от способов раскроя материалов следует применять следующие формы КТИ:
формы 1 и 1а или 2 и 2а - для раскроя материалов механической обработкой;
формы 3, 3а, 4, 5 - для раскроя материалов термической резкой (кислородной, кислородно-флюсовой, плазменно-дуговой, воздушно-дуговой, дуговой и лазерной).
1.3.1. При автоматизированном проектировании документов с использованием максимальной значности печатаемых символов (до 128) алфавитно-цифровых печатающих устройств (АЦПУ) ЭВМ, допускается изменять ширину формата документов до 332,8 мм (при шаге печатающих устройств равном 2,6 мм).
Изменять ширину формата документов следует за счет изменения размеров граф: 12 и 26 - для форм 1 и 1а; 12, 26, 29 и 44 - для форм 3, 3а, 4 и 5; 26 - для форм 6 и 6а.
Формам документов, предназначенным для автоматизированного проектирования, следует присваивать обозначения тех же форм документов, которые применяют при неавтоматизированном проектировании.
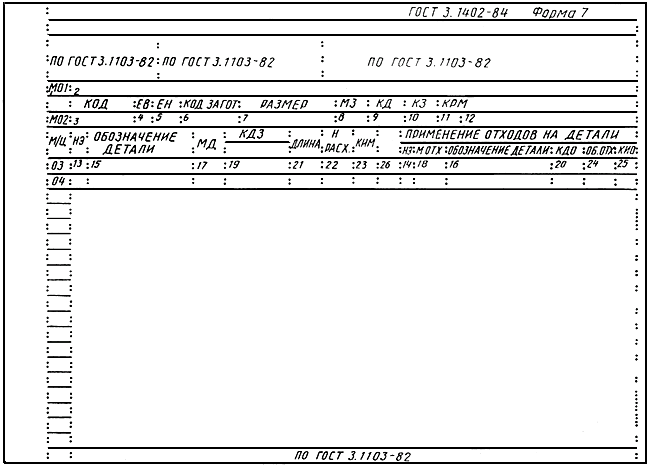
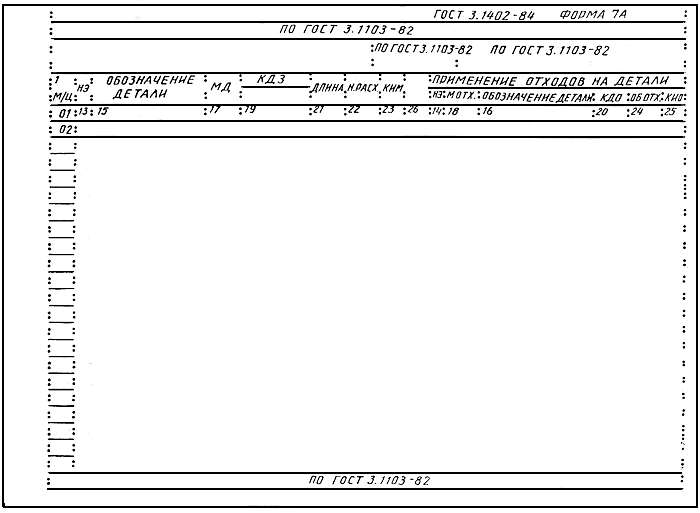
Пример построения формы 7 и 7а для САПР ТП приведен в обязательном приложении 1.
1.4. Графы форм КТИ следует заполнять построчно с привязкой к соответствующим служебным символам, указанным в табл.1.
Таблица 1
|
Обозначение служебного символа |
Содержание информации, вносимой в графы, |
|
М |
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных материалах с указанием наименования и кода материала, кода единицы величины, единицы нормирования, количестве на изделие и норме расхода |
|
Т |
Информация о применяемой при выполнении операции технологической оснастке |
|
Р |
Информация о режимах |
|
Ц |
Информация об обозначении детали, изготовляемой из отходов материала, коэффициенте использования материала применяемого отхода, указания по использованию отходов и т.п. |
1.4.1. Правила применения служебных символов установлены ГОСТ 3.1118-82.
1.5. В форме КТИ раскроя материалов термической резкой установлена зона со служебным символом Р, в блоки которой следует записывать информацию о режимах термической резки материалов.
В зависимости от способа термической резки в форму КТИ необходимо включать следующие блоки:
блок Р1 (черт.1) - для кислородной и кислородно-флюсовой резки.
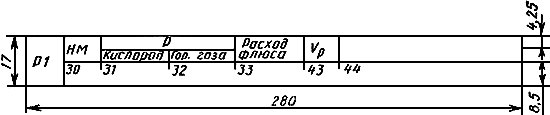
Черт.1
При включении блока Р1 форме КТИ следует присваивать номер 3 и наименование: "КТИ кислородной и кислородно-флюсовой резки материалов";
блок Р2 (черт.2) - для плазменно-дуговой, воздушно-дуговой и дуговой резки.
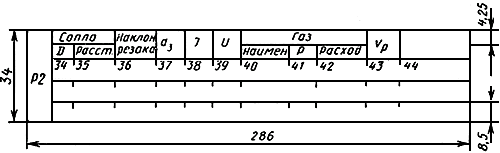
Черт.2
При включении блока Р2 форме КТИ следует присваивать номер 4 и наименование: "КТИ плазменно-дуговой, воздушно-дуговой и дуговой резки материалов";
блок Р6 (черт.3) - для лазерной резки.
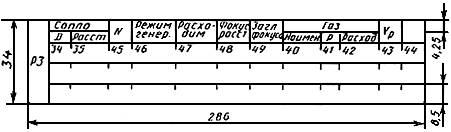
Черт.3
При включении блока Р3 форме КТИ следует присваивать номер 5 и наименование: "КТИ лазерной резки материалов".
Включение блоков Р2 или Р3 в форму КТИ раскроя материалов термической резкой следует производить за счет уменьшения количества строк со служебными символами М и Ц.
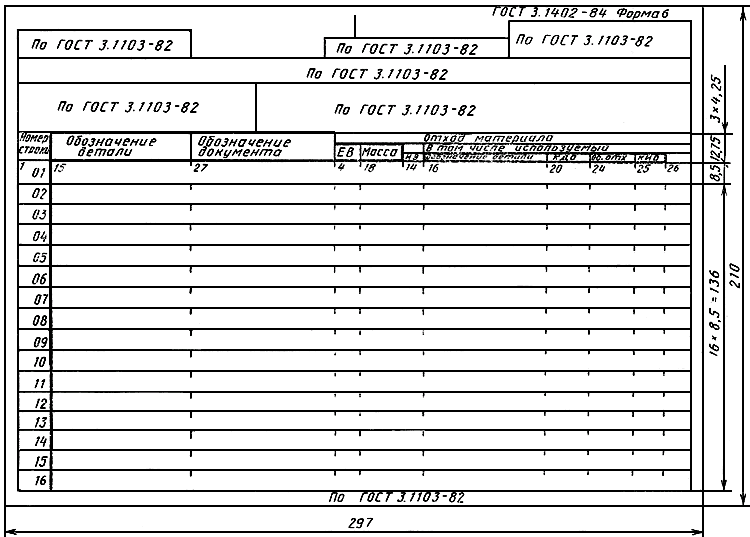
1.6. ВДО (формы 6 и 6а) следует применять для указания данных о деталях, изготовленных из отходов материала.
1.7. Графы форм КТИ и ВДО следует заполнять в соответствии с табл.2.
Таблица 2
|
Номер графы |
Наименование (условное обозначение) графы |
Служебный символ |
Содержание информации, вносимой в графу |
|
1 |
- |
- |
Обозначение служебного символа и порядковый номер строки. |
|
Запись выполняют на уровне одной строки, например М02 | |||
|
Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак | |||
|
2 |
- |
М01 |
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. |
|
Запись выполняется на уровне одной строки с применением разделительного знака дроби "/"; например лист Б-ПН 4х1000х2500 ГОСТ 19903-74/Ст 3сп ГОСТ 14637-79 | |||
|
3 |
Код |
М02 |
Код основного или вспомогательного материала по классификатору. |
|
М |
|||
|
ЕВ |
М02 |
Код единицы величины (массы, длины, объема и т.п.) детали, заготовки или вспомогательного материала по классификатору СОЕИ | |
|
М |
|||
|
5 |
ЕН |
М02 |
Единица нормирования, на которую установлена норма расхода основного или вспомогательного материала, например 1, 10, 100 |
|
М0 |
|||
|
6 |
Код заготовки |
М02 |
Код исходной заготовки по классификатору. |
|
Допускается указывать вид заготовки (лист, рулон и т.п.) | |||
|
7 |
Профиль и размер |
М02 |
Профиль и размер исходной заготовки. Информацию по размерам следует указывать исходя из имеющихся размеров, например лист 1,0х710х1420. Допускается профиль не указывать |
|
8 |
МЗ |
М02 |
Масса исходной заготовки |
|
9 |
КД |
М02 |
Общее количество деталей, получаемых из одной исходной заготовки |
|
10 |
КЗ |
М02 |
Количество заготовок, получаемых из одной исходной заготовки |
|
11 |
КРМ |
М02 |
Коэффициент раскроя материала исходной заготовки в процентах |
|
12 |
- |
М02 |
Дополнительная информация об исходной заготовке (заготовках) |
|
13 |
НЭ |
М |
Номер заготовки или детали на эскизе раскроя материала |
|
14 |
НЭ |
Ц |
Номер на эскизе используемого отхода материала, применяемого на детали другого обозначения |
|
15 |
Обозначение детали |
М |
Обозначение детали (по конструкторскому документу), для которой раскраивают материал |
|
16 |
Обозначение детали |
Ц |
Обозначение детали (по конструкторскому документу), изготовляемой из отходов материала |
|
17 |
МД |
М |
Масса детали по конструкторскому документу |
|
18 |
М отх. |
Ц |
Масса используемого отхода материала |
|
19 |
КДЗ |
М |
Количество деталей из заготовки, полосы, прутка, рулона и т.п. |
|
При изготовлении бланков форм КТИ допускается графу разделять на несколько отдельных граф вертикальными отрезками прямой линии и присваивать им соответствующие наименования, например "Из полосы", "Из заготовки", "Из ленты" и т.п. | |||
|
20 |
КДО |
Ц |
Количество деталей, изготовленных из используемых отходов |
|
21 |
Длина |
М |
Используемая длина заготовки на определенное количество деталей; |
|
длина реза при термической резке материала. | |||
|
" |
При необходимости одновременной записи информации о длине заготовки и длине реза допускается информацию о длине реза записывать в графе 26 | ||
|
22 |
Н. расх. |
М |
Норма расхода материала |
|
23 |
КИМ |
М |
Коэффициент использования материала в процентах |
|
24 |
Об. отх. |
Ц |
Обеспечение изготовления деталей отходами материала (в процентах) |
|
25 |
КИО |
Ц |
Коэффициент использования материала применяемого отхода |
|
26 |
- |
М |
Допускается указывать дополнительную информацию о раскрое материала |
|
При применении КТИ в комплекте документов ТТП, взамен ВТП (ВТО), в графе следует указывать информацию о номере операции, Тп. з. и Тшт. В этом случае в графу бланка формы следует включить блок заголовков согласно черт.4 | |||
|
27 |
Обозначение документа |
- |
Обозначение документа (по ГОСТ 3.1201-85), содержащего описание процесса (операции) раскроя материала |
|
28 |
Вспомогательный материал |
М |
Обозначение или наименование, или состав применяемого вспомогательного материала |
|
29 |
- |
М |
Допускается указывать дополнительную информацию о вспомогательном материале |
|
30 |
НМ |
Р |
Номер мундштука. |
|
- |
При применении наружного и внутреннего мундштуков запись следует выполнять с применением знака дроби "/", например при наружном мундштуке N 1 и внутреннем N 3 записывают 1/3 | ||
|
31 |
Р кислор. |
Р |
Давление кислорода |
|
32 |
Р гор. газа |
Р |
Давление горючего газа |
|
33 |
Расход флюса |
Р |
Расход флюса за единицу времени или на единицу длины реза |
|
34 |
D |
Р |
Диаметр сопла резака |
|
35 |
Расст. |
Р |
Расстояние между торцем сопла и поверхностью разрезаемого материала (при плазменно-дуговой и лазерной резке) |
|
36 |
Наклон резака |
Р |
Угол отклонения от вертикали оси резака (при воздушно-дуговой резке) |
|
37 |
dэ |
Р |
Диаметр электрода |
|
38 |
I |
Р |
Сила тока |
|
39 |
U |
Р |
Напряжение дуги |
|
40 |
Наимен. |
Р |
Сокращенное наименование или формулы газов при плазменно-дуговой и лазерной резке |
|
41 |
Р |
Р |
Давление газов при плазменно-дуговой, воздушно-дуговой и лазерной резке |
|
42 |
Расход |
Р |
Расход газа за единицу времени при плазменно-дуговой и лазерной резке |
|
43 |
Vp |
Р |
Скорость резки. |
|
При ручной резке графа не заполняется | |||
|
44 |
- |
Р |
Следует указывать дополнительную информацию, например класс вырезаемой заготовки или детали |
|
45 |
N |
Р |
Мощность излучения |
|
46 |
Режим генер. |
Р |
Режим генерирования |
|
47 |
Расходим. |
Р |
Расходимость излучения |
|
48 |
Фокус, расст. |
Р |
Фокусное расстояние фокусирующей системы |
|
49 |
Загл. фокуса |
Р |
Заглубление оптического фокуса в разрезаемый материал |
Примечания:
1. Информация, вносимая в графы 24 и 25 в строки со служебными символами М, не записывается.
2. Допускается не заполнять графы блока (черт.4) в КТИ единичных и групповых процессов (операций) раскроя материала. В этом случае в соответствующих графах МК указывают значения Тп.з. и Тшт.
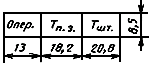
Черт.4
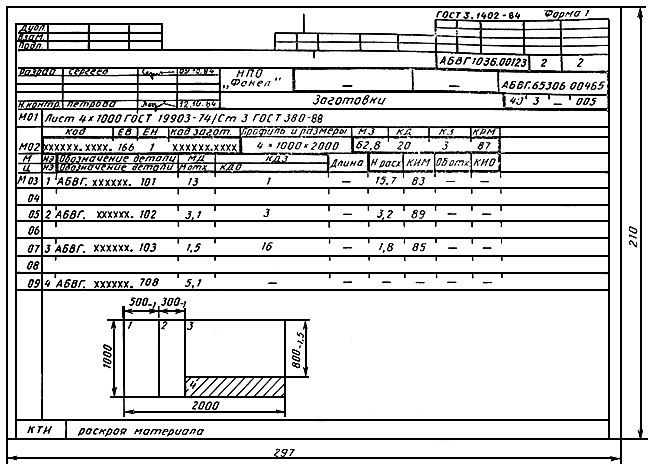
1.8. Эскизы раскроя материала допускается выполнять на нижней зоне поля КТИ (формы 1, 2, За, 7, 7а) без применения карты эскизов. В этом случае нижней зоне поля КТИ, занятой изображением, должен быть присвоен служебный символ 0.
Пример разработки КТИ с изображением эскиза приведен в рекомендуемом приложении 2.
1.8.1. Допускается в нижней зоне поля КТИ помещать следующую информацию:
о применяемости деталей в изделии (изделиях);
данные об использовании отходов от других деталей на раскраиваемую деталь, указания по использованию отходов и т.п.
1.9. Размеры граф форм КТИ и ВДО должны соответствовать максимальному количеству знаков, которые можно напечатать в графах;
размеры и количество знаков указаны в табл.3.
Таблица 3
|
Номер графы |
Размеры граф в формах документов | |||||||||||
|
|
Формы 1, 1а |
Формы 7, 7а |
Формы 2, 2а |
Формы 3, 3а, 4 и 5 |
Формы 6, 6а | |||||||
|
|
мм |
Кол. знаков |
мм |
Кол. знаков |
мм |
Кол. знаков |
мм |
Кол. знаков |
мм |
Кол. знаков | ||
|
1 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 | ||
|
2 |
273,0 |
105 |
319,8 |
123 |
169,0 |
65 |
273,0 |
105 |
- |
- | ||
|
3 |
33,8 |
13 |
33,8 |
13 |
33,8 |
13 |
33,8 |
13 |
- |
- | ||
|
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 |
10,4 |
4 | ||
|
5 |
15,6 |
6 |
15,6 |
6 |
15,6 |
6 |
15,6 |
6 |
- |
- | ||
|
6 |
33,8 |
13 |
33,8 |
13 |
33,8 |
13 |
33,8 |
13 |
- |
- | ||
|
7 |
54,6 |
21 |
54,6 |
21 |
57,2 |
22 |
54,6 |
21 |
- |
- | ||
|
8 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
- |
- | ||
|
9 |
20,8 |
8 |
20,8 |
8 |
20,8 |
8 |
20,8 |
8 |
- |
- | ||
|
10 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
- |
- | ||
|
11 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
- |
- | ||
|
12 |
54,6 |
21 |
101,4 |
39 |
117,0 |
45 |
54,6 |
21 |
- |
- | ||
|
13 |
7,8 |
3 |
7,8 |
3 |
7,8 |
3 |
7,8 |
3 |
- |
- | ||
|
14 |
7,8 |
3 |
7,8 |
3 |
7,8 |
3 |
7,8 |
3 |
7,8 |
3 | ||
|
15 |
59,8 |
23 |
59,8 |
23 |
59,8 |
23 |
59,8 |
23 |
59,8 |
23 | ||
|
16 |
59,8 |
23 |
59,8 |
23 |
59,8 |
23 |
59,8 |
23 |
59,8 |
23 | ||
|
17 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
- |
- | ||
|
18 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 | ||
|
19 |
44,2 |
17 |
36,4 |
14 |
20,8 |
8 |
44,2 |
17 |
- |
- | ||
|
20 |
44,2 |
17 |
18,2 |
7 |
20,8 |
8 |
44,2 |
17 |
18,2 |
7 | ||
|
21 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
- |
- | ||
|
22 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
18,2 |
7 |
- |
- | ||
|
23 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
- |
- | ||
|
24 |
18,2 |
7 |
18,2 |
7 |
10,4 |
4 |
18,2 |
7 |
18,2 |
7 | ||
|
25 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 |
13,0 |
5 | ||
|
26 |
62,4 |
24 |
13,0 |
5 |
20,8 |
8 |
62,4 |
24 |
7,8 |
3 | ||
|
27 |
- |
- |
- |
- |
- |
- |
- |
- |
59,8 |
23 | ||
|
28 |
- |
- |
- |
- |
- |
- |
169,0 |
65 |
- |
- | ||
|
29 |
- |
- |
- |
- |
- |
- |
26,0 |
10 |
- |
- | ||
|
30 |
- |
- |
- |
- |
- |
- |
15,6 |
6 |
- |
- | ||
|
31 |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- | ||
|
32 |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- | ||
|
33 |
- |
- |
- |
- |
- |
- |
23,4 |
9 |
- |
- | ||
|
34 |
- |
- |
- |
- |
- |
- |
20,8 |
|
* |
8 |
- |
- |
|
36 |
- |
- |
- |
- |
- |
- |
23,4* |
9 |
- |
- | ||
|
37 |
- |
- |
- |
- |
- |
- |
15,6* |
6 |
- |
- | ||
|
38 |
- |
- |
- |
- |
- |
- |
28,6* |
11 |
- |
- | ||
|
39 |
- |
- |
- |
- |
- |
- |
28,6* |
11 |
- |
- | ||
|
40 |
- |
- |
- |
- |
- |
- |
26,0 |
|
|
10 |
- |
- |
|
43 |
- |
- |
- |
- |
- |
- |
18,2 |
7 |
- |
- | ||
|
44 |
- |
- |
- |
- |
- |
- |
169 |
65 |
- |
- | ||
|
44 |
- |
- |
- |
- |
- |
- |
52* |
20 |
- |
- | ||
|
44 |
- |
- |
- |
- |
- |
- |
44,2** |
17 |
- |
- | ||
|
45 |
- |
- |
- |
- |
- |
- |
15,6** |
6 |
- |
- | ||
|
46 |
- |
- |
- |
- |
- |
- |
26,0** |
10 |
- |
- | ||
|
47 |
- |
- |
- |
- |
- |
- |
23,4** |
9 |
- |
- | ||
|
48 |
- |
- |
- |
- |
- |
18,2** |
7 |
- |
- | |||
|
49 |
- |
- |
- |
- |
- |
- |
20,8** |
8 |
- |
- | ||
Примечания:
1. В графе "Количество знаков" указано количество знаков, соответствующих размеру ширины данной графы. Максимальное количество знаков, вносимых в графы, на один знак меньше количества знаков, указанных в таблице.
2. * - размеры указаны для граф блока Р2, входящих в форму 4;
** - размеры указаны для граф блока РЗ, входящих в форму 5;
размер графы 43 указан для форм 3, 4 и 5.
3. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
4. Размеры граф даны исходя из шага печатающих устройств равного 2,6 мм.
1.9.1. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5-1,5 мм.
При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
Примечания:
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
2. ПРАВИЛА КОМПЛЕКТАЦИИ И ОФОРМЛЕНИЯ КОМПЛЕКТОВ ДОКУМЕНТОВ
НА ПРОЦЕССЫ РАСКРОЯ МАТЕРИАЛОВ
2.1. Комплектность документов на процессы раскроя материалов зависит от вида разрабатываемых процессов по их организации, от применяемых способов раскроя материалов и устанавливается разработчиком документов в соответствии с требованиями:
ГОСТ 3.1119-83 - при разработке единичных технологических процессов (ЕТП) и ГОСТ 3.1121-84 - при разработке типовых (групповых) технологических процессов (ТТП, ГТП).
2.2. В комплектах документов на процессы раскроя материалов основными документами, применяемыми для описания операций, являются формы МК, установленные ГОСТ 3.1118-82.
Формы МК могут выполнять функции следующих документов:
карты технологического процесса (КТП) - при разработке единичных технологических процессов;
карты типового технологического процесса (КТТП) - при разработке типовых (групповых) технологических процессов;
операционной карты (ОК) - при описании операций ЕТП;
карты типовой операции - при описании операций в ТТП (ГТП);
карты технологической информации - при разработке КТИ для указания переменной информации о заготовке или детали.
В целях отражения действительного назначения формы МК в графе 28 блока Б6 основной надписи по ГОСТ 3.1103-82 на первом листе следует через дробь проставить условное обозначение того документа, функции которого он выполняет, например:
при выполнении функции КТТП - МК/КТТП;
при выполнении функции КТП - МК/КТП;
при выполнении функции ОК - МК/ОК;
при выполнении функции КТО - МК/КТО;
при выполнении функции КТИ - МК/КТИ.
2.3. В зависимости от степени детализации описания процессов следует применять маршрутное, маршрутно-операционное и операционное описание процессов раскроя материалов.
2.3.1. При маршрутном описании все операции процессов раскроя материалов следует описывать в технологической последовательности, кратко, без указания переходов.
В этом случае графическое изображение эскиза раскроя материала допускается выполнять на нижней зоне поля формы МК или на карте эскиза.
2.3.2. Маршрутно-операционное описание процессов раскроя материалов применяют в случае описания отдельных операций кратко, без указания переходов (например в МК), и описания другие операций процесса в операционном описании.
2.3.3. Операционное описание процессов раскроя материалов применяют в случае описание всех операций процесса с указанием переходов и технологических режимов.
В качестве ОК следует применять формы МК по ГОСТ 3.1118-82.
2.4. В условиях применения формы МК/КТТП - описание операций следует выполнять в технологической последовательности с указанием общих данных, характерных для заготовок или деталей, имеющих разные обозначения.
2.4.1. В условиях применения формы МК/КТП - описание операций необходимо выполнять в технологической последовательности с указанием всех необходимых данных для раскроя материал на деталь одного обозначения.
2.4.2. В условиях применения формы МК/КТИ - в документе следует указывать только переменную информацию, характерную для раскроя материала на деталь определенного обозначения.
2.5. Для документов, разрабатываемых без применения средств автоматизации и не подлежащих микрофильмированию, при типографском издании бланков, допускается применять двухстороннюю печать с нанесением на первом листе формы МК, а на оборотной стороне - соответствующую форму КТИ.
2.6. При разработке типовых (групповых) процессов соответствующие формы КТИ применяются взамен ведомостей деталей (заготовок) к типовым (групповым) технологическим процессам (операциям) - ВТП. В данном случае форме КТИ следует присваивать условное обозначение КТИ/ВТП.
2.7. Типовые процессы раскроя материалов могут быть разработаны с применением КТТП и ВТП, установленными ГОСТ 3.1121-84.
2.8. При описании процессов раскроя цветных металлов в состав процессов следует включать операции по сбору и сдаче технологических отходов.
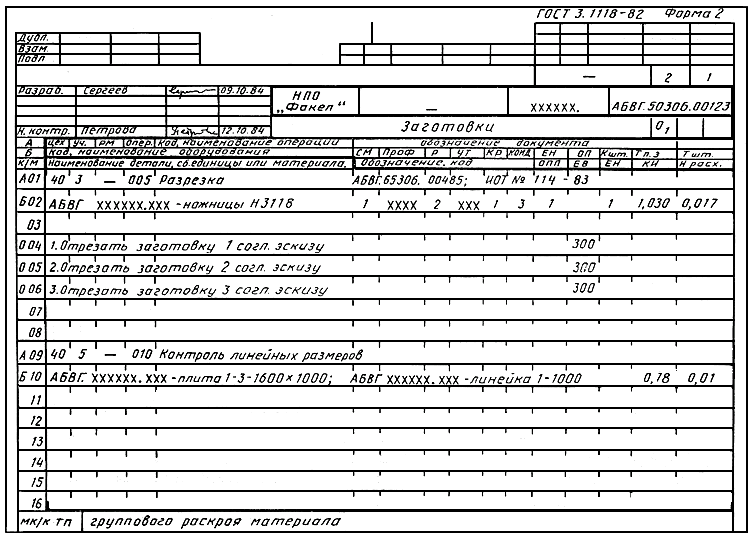
2.9. Пример оформления комплекта документов группового раскроя заготовок из одной исходной заготовки на детали разного обозначения приведен в рекомендуемом приложении 2.
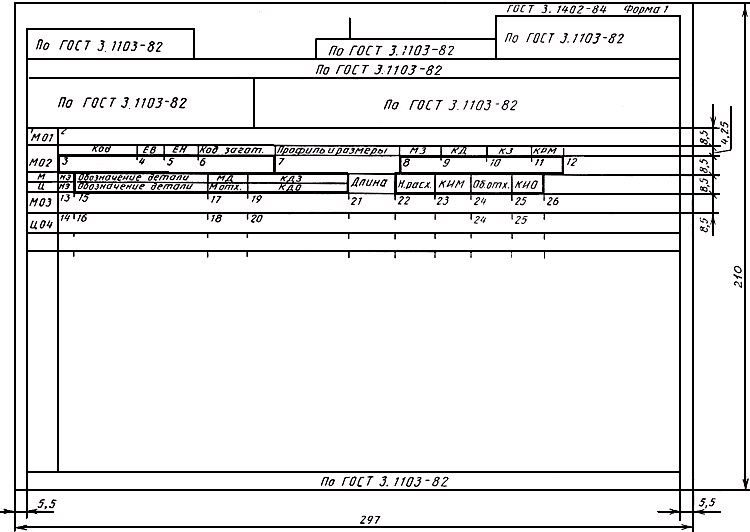
Карта технологической информации раскроя материалов механической обработкой
(первый или заглавный лист)
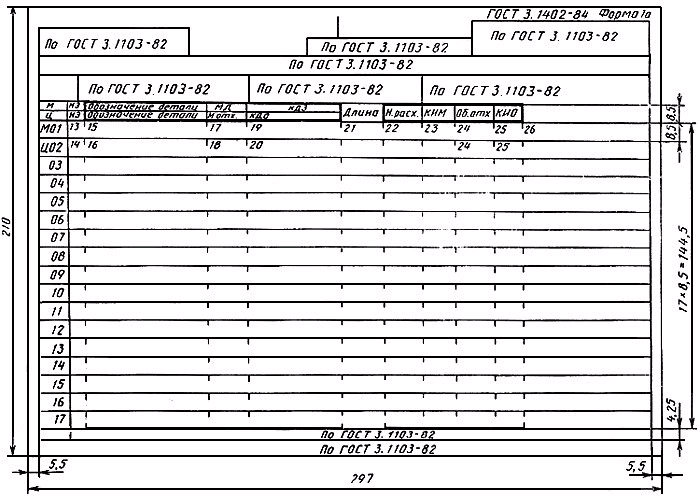
Карта технологической информации раскроя материалов механической обработкой
(последующие листы)
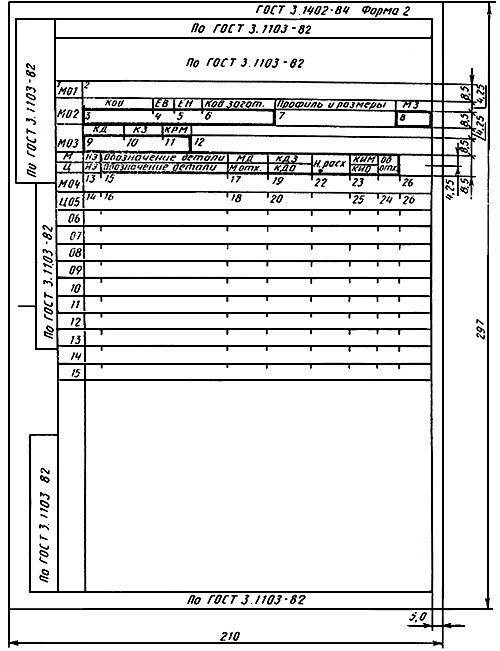
Карта технологической информации раскроя материалов механической обработкой
(первый или заглавный лист)
Карта технологической информации раскроя материалов механической обработкой
(последующие листы)
Карта технологической информации раскроя материалов термической
(кислородной и кислородно-флюсовой) резкой (первый или заглавный лист)
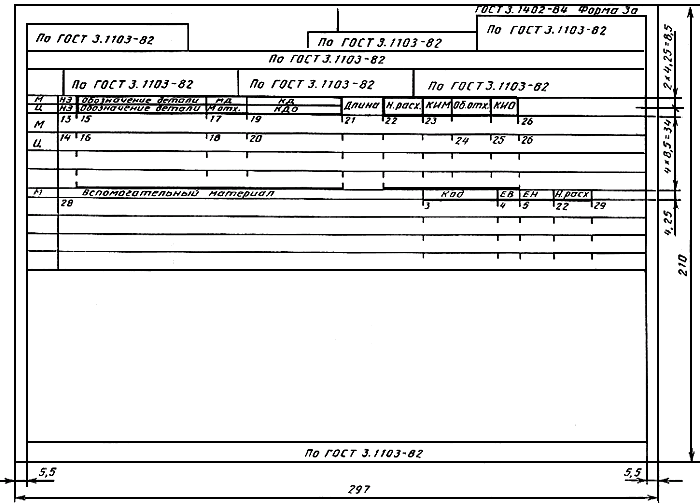
Карта технологической информация раскроя материалов
термической резкой (последующие листы)
Ведомость деталей, изготовленных из отходов
(первый или заглавный лист)
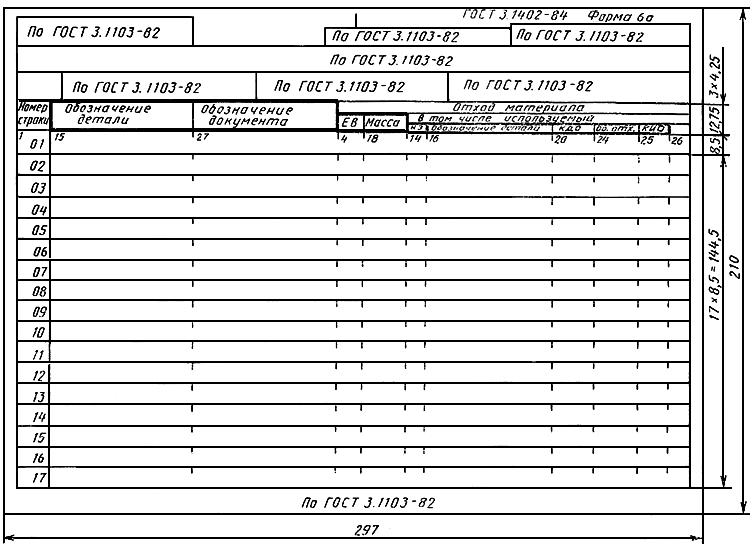
Ведомость деталей, изготовленных из отходов (последующие листы)
ПРИЛОЖЕНИЕ 1
Обязательное
КАРТА ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ РАСКРОЯ МАТЕРИАЛОВ МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ (первый или заглавный лист)
Карта технологической информации раскроя материалов механической обработкой
(последующие листы)
ПРИЛОЖЕНИЕ 2
Рекомендуемое
ПРИМЕР ОФОРМЛЕНИЯ КОМПЛЕКТА ДОКУМЕНТОВ ГРУППОВОГО РАСКРОЯ МАТЕРИАЛА МЕХАНИЧЕСКОЙ ОБРАБОТКОЙ
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1989
Личный кабинет:
доступно после авторизации Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...
Танцы кубанского блогера Каграманова в шоу “Звездные танцы” не понравятся...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2024 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке