
- USD ЦБ 03.12 30.8099 -0.0387
- EUR ЦБ 03.12 41.4824 -0.0244
|
Краснодар:
|
погода |
08
06
апреля
29
вторник,
Курсы
Индексы
- DJIA 03.12 12019.4 -0.01
- NASD 03.12 2626.93 0.03
- RTS 03.12 1545.57 -0.07
ГОСТ 6033-51
Группа Г14
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ ЗУБЧАТЫЕ
(ШЛИЦЕВЫЕ) ЭВОЛЬВЕНТНЫЕ
Дата введения 1952-07-01
УТВЕРЖДЕН Управлением по стандартизации при Совете Министров Союза ССР 19/Х 1951 г. Срок введения установлен с 1/VII 1952 г.
ПЕРЕИЗДАНИЕ. Июнь 1974 г.
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 12.01.82 N 60 с 01.01.82
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 4, 1982 год
Настоящий стандарт распространяется на вновь проектируемые изделия с зубчатыми (шлицевыми) соединениями диаметром от 12 до 400 мм с эвольвентным профилем зубьев, расположенных параллельно оси соединения с модулем от 1 до 10 мм и центрированием по эвольвентным профилям зубьев (центрирование по ![]() ) или по наружному диаметру соединения (центрирование по
) или по наружному диаметру соединения (центрирование по ![]() ).
).
Примечания:
1. Стандарт не распространяется на изделия, для которых стандартами установлены специальные для этих изделий размеры зубчатых эвольвентных соединений.
2. При модернизации машин и необходимости сохранения взаимозаменяемости деталей допускается сохранение размеров эвольвентных зубчатых соединений по чертежам ранее выпускавшихся машин.
3. В отдельных случаях, при наличии достаточного обоснования, допускается применять эвольвентные зубчатые соединения с размерами, отличными от установленных настоящим стандартом, с разрешения в каждом отдельном случае Управления по стандартизации при Госплане СССР.
4. Применение стандарта для вновь разрабатываемых изделий не допускается.
(Измененная редакция, Изм. N 1).
I. ФОРМА ЗУБЬЕВ
1. Форма зубьев и зависимости между геометрическими параметрами соединений устанавливаются по черт.1 и 2 и табл.1.
Примечание. Впадины зубьев вала с формой дна, показанной на черт.1 и 2 сплошными линиями, в дальнейшем именуются "плоскими", а впадины с формой дна, показанной на тех же чертежах пунктирными линиями, в дальнейшем именуются "закругленными".
Центрирование по ![]()
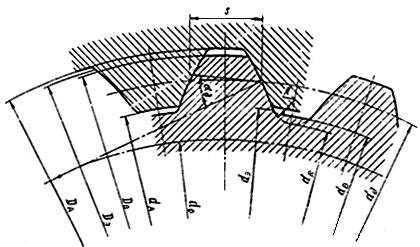
Центрирование по ![]()
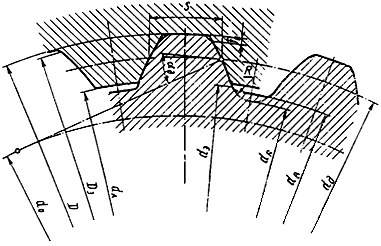
Черт.2
Таблица 1
|
Наименования параметров |
Обозначения |
Величины | |||
|
Исходные параметры соединений |
Модуль |
|
|||
|
Число зубьев |
|
||||
|
Диаметр делительной окружности |
|
| |||
|
Угол давления на делительной окружности (профильный угол исходного контура рейки) |
|
| |||
|
Диаметр основной окружности |
|
| |||
|
Номинальный наружный диаметр соединения |
|
||||
|
Смешение исходного контура рейки |
|
| |||
|
Шаг (по дуге делительной окружности) |
|
| |||
|
Номинальные толщина зуба вала и ширина впадины отверстия по делительной окружности |
|
| |||
|
Номинальные диаметры |
вала |
наружный (окружности выступов) |
|
| |
|
внутренний (окружности впадин) |
|||||
|
при плоской впадине |
|
| |||
|
при закругленной впадине |
|
| |||
|
отверстия |
наружный (окружности впадин) |
||||
|
при центрировании по |
|
||||
|
при центрировании по |
|
| |||
|
внутренней (окружности выступов) |
|
| |||
|
Диаметр окружности через начальные точки переходных кривых отверстия |
|||||
|
при центрировании по |
| ||||
|
" |
|
|
| ||
|
вала |
|
| |||
|
Высота фаски у кромки зуба вала при центрировании по |
|
| |||
|
Радиус закругленной впадины |
|
| |||
Примечания:
1. При центрировании по ![]() и использовании для обработки отверстия инструмента с размерами применительно к центрированию по
и использовании для обработки отверстия инструмента с размерами применительно к центрированию по ![]() номинальный наружный диаметр вала принимается равным
номинальный наружный диаметр вала принимается равным ![]() .
.
2. Радиус ![]() указан в таблице для исходного контура зубчатой рейки.
указан в таблице для исходного контура зубчатой рейки.
II. РАЗМЕРНЫЙ РЯД СОЕДИНЕНИЙ
2. Номинальные наружные диаметры (![]() ), модули (
), модули (![]() ), числа зубьев (
), числа зубьев (![]() ) и смещение исходного контура (
) и смещение исходного контура (![]() ) в зависимости от
) в зависимости от ![]() ,
, ![]() и
и ![]() должны соответствовать табл.2.
должны соответствовать табл.2.
Таблица 2
Размеры, мм
|
Номинальный наружный диаметр |
|
|
|
|
|
|
( |
| ||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| |
|
12 |
11 |
0 |
||||||||||||||
|
13 |
12 |
0 |
||||||||||||||
|
15 |
14 |
0 |
||||||||||||||
|
17 |
16 |
0 |
||||||||||||||
|
20 |
18 |
0,5 |
12 |
0,25 |
||||||||||||
|
22 |
20 |
0,5 |
14 |
-0,25 |
||||||||||||
|
25 |
24 |
0,5 |
16 |
-0,25 |
||||||||||||
|
28 |
26 |
0,5 |
18 |
0,25 |
12 |
1 |
||||||||||
|
30 |
28 |
0,5 |
18 |
0,75 |
14 |
0 |
||||||||||
|
32 |
30 |
0,5 |
20 |
0,25 |
14 |
1 |
||||||||||
|
35 |
34 |
0 |
22 |
0,25 |
15 |
0,5 |
12 |
1,25 |
||||||||
|
38 |
36 |
0,5 |
24 |
0,25 |
18 |
0 |
14 |
0,25 |
||||||||
|
40 |
38 |
0,5 |
26 |
-0,25 |
18 |
1 |
14 |
1,25 |
||||||||
|
42 |
26 |
0,75 |
20 |
0 |
16 |
-0,25 |
||||||||||
|
45 |
28 |
0,75 |
22 |
-0,5 |
16 |
1,25 |
||||||||||
|
50 |
32 |
0,25 |
24 |
0 |
18 |
1,25 |
||||||||||
|
55 |
36 |
-0,25 |
26 |
0,5 |
20 |
1,25 |
14 |
1,25 |
||||||||
|
60 |
38 |
0,75 |
28 |
1 |
22 |
1,25 |
16 |
0,25 |
||||||||
|
65 |
32 |
-0,5 |
24 |
1,25 |
18 |
-0,75 |
||||||||||
|
70 |
34 |
0 |
26 |
1,25 |
18 |
1,75 |
12 |
2,5 |
||||||||
|
75 |
36 |
0,5 |
28 |
1,25 |
20 |
0,75 |
14 |
0 |
||||||||
|
80 |
38 |
1 |
30 |
1,25 |
22 |
-0,25 |
14 |
2,5 |
||||||||
|
85 |
32 |
1,25 |
24 |
-1,25 |
16 |
0 |
||||||||||
|
90 |
34 |
1,25 |
24 |
1,25 |
16 |
2,5 |
||||||||||
|
95 |
36 |
1,25 |
26 |
0,25 |
18 |
0 |
||||||||||
|
100 |
38 |
1,25 |
28 |
-0,75 |
16 |
2,5 |
||||||||||
|
110 |
42 |
1,25 |
30 |
0,75 |
20 |
2,5 |
14 |
2,5 |
||||||||
|
120 |
46 |
1,25 |
34 |
-1,25 |
22 |
2,5 |
16 |
0,5 |
||||||||
|
130 |
50 |
1,25 |
36 |
0,25 |
24 |
2,5 |
18 |
-1,5 |
||||||||
|
140 |
38 |
1,75 |
26 |
2,5 |
18 |
3,5 |
||||||||||
|
150 |
42 |
-0,25 |
28 |
2,5 |
20 |
1,5 |
14 |
0 | ||||||||
|
160 |
44 |
1,25 |
30 |
2,5 |
22 |
-0,5 |
14 |
5 | ||||||||
|
170 |
48 |
-0,75 |
32 |
2,5 |
24 |
-2,5 |
16 |
0 | ||||||||
|
180 |
50 |
0,75 |
34 |
2,5 |
24 |
2,5 |
16 |
5 | ||||||||
|
190 |
36 |
2,5 |
26 |
0,5 |
18 |
0 | ||||||||||
|
200 |
38 |
2,5 |
28 |
-1,5 |
18 |
5 | ||||||||||
|
220 |
12 |
2,5 |
30 |
1,5 |
20 |
5 | ||||||||||
|
240 |
46 |
2,5 |
34 |
-2,5 |
22 |
5 | ||||||||||
|
260 |
50 |
2,5 |
36 |
0,5 |
24 |
5 | ||||||||||
|
280 |
38 |
3,5 |
26 |
5 | ||||||||||||
|
300 |
42 |
-0,5 |
28 |
5 | ||||||||||||
|
320 |
30 |
5 | ||||||||||||||
|
340 |
32 |
5 | ||||||||||||||
|
360 |
34 |
5 | ||||||||||||||
|
380 |
36 |
5 | ||||||||||||||
|
400 |
38 |
5 | ||||||||||||||
Примечания:
1. Модуль 7 по возможности не применять.
2. Допуски и посадки рекомендуются по приложению к настоящему стандарту.
ПРИЛОЖЕНИЕ
ДОПУСКИ И ПОСАДКИ ДЛЯ ЭВОЛЬВЕНТНЫХ ЗУБЧАТЫХ СОЕДИНЕНИЙ
1. Устанавливаются три предела отклонений ширины впадин отверстия и толщины зубьев вала:
а) предельное суммарное отклонение (нижнее для ширины впадин отверстия и верхнее для толщины зубьев вала), определяющее соответственно толщину зубьев или ширину впадин комплексных калибров (пробки и кольца);
б) предельные отклонения (верхнее и нижнее) одного размера ширины впадин (для отверстия) или толщины зубьев (для вала).
Примечания:
1. Отклонения ширины впадин отверстия и толщины зубьев вала отсчитываются от общего номинального размера:
![]() .
.
2. Разность между предельным отклонением по комплексному калибру и верхним отклонением толщины зуба вала (или соответственно нижним отклонением ширины впадины отверстия) компенсирует ошибки профиля и расположения зубьев.
Валы считаются годными, если комплексный калибр-кольцо проходит и толщина зуба не выходит за установленный нижний предел.
Отверстия считаются годными, если комплексный калибр-пробка проходит и ширина впадины не выходит за установленный верхний предел.
Верхнее отклонение толщины зуба и нижнее отклонение ширины впадины - ориентировочные.
2. Предельное отклонение ширины впадин отверстия по комплексному калибру устанавливается равным нулю, т.е. разные посадки по ![]() осуществляются по системе отверстия. Поля допусков ширины впадин отверстия и их обозначения устанавливаются следующие:
осуществляются по системе отверстия. Поля допусков ширины впадин отверстия и их обозначения устанавливаются следующие:
Таблица 1
|
Модули |
Обозначения полей допусков отверстий | ||
|
|
|
| |
|
Предельные отклонения, мкм | |||
|
1 и 1,5 |
+45 |
+70 |
+100 |
|
+20 |
+30 |
+40 | |
|
0 |
0 |
0 | |
|
2-3,5 |
+55 |
+85 |
+125 |
|
+25 |
+35 |
+45 | |
|
0 |
0 |
0 | |
|
5 и 7 |
+65 |
+100 |
+150 |
|
+30 |
+40 |
+50 | |
|
0 |
0 |
0 | |
|
10 |
+80 |
+120 |
+180 |
|
+40 |
+50 |
+60 | |
|
0 |
0 |
0 | |
3. Поля допусков толщины зубьев вала устанавливаются следующие:
Таблица 2
|
Модули |
Обозначения полей допусков валов | ||||||
|
|
|
|
|
|
|
| |
|
Предельные отклонения, мкм | |||||||
|
1 и 1,5 |
+45 |
+20 |
0 |
+70 |
+30 |
0 |
-30 |
|
+25 |
0 |
-20 |
+40 |
0 |
-30 |
-60 | |
|
0 |
-25 |
-45 |
0 |
-40 |
-70 |
-120 | |
|
2-3,5 |
+55 |
+25 |
0 |
+85 |
+35 |
0 |
-35 |
|
+30 |
0 |
-25 |
+50 |
0 |
-35 |
-70 | |
|
0 |
-30 |
-55 |
0 |
-50 |
-85 |
-150 | |
|
5 и 7 |
+65 |
+30 |
0 |
+100 |
+40 |
0 |
-40 |
|
+35 |
0 |
-30 |
+60 |
0 |
-40 |
-80 | |
|
0 |
-35 |
-65 |
0 |
-60 |
-100 |
-180 | |
|
10 |
+80 |
+40 |
0 |
+120 |
+50 |
0 |
-50 |
|
+40 |
0 |
-40 |
+70 |
0 |
-50 |
-110 | |
|
0 |
-40 |
-80 |
0 |
-70 |
-120 |
-230 | |
4. При центрировании по ![]() предельные отклонения наружного диаметра вала и отверстия должны назначаться по стандартам на посадки гладких цилиндрических поверхностей в системе отверстия. Рекомендуются следующие посадки:
предельные отклонения наружного диаметра вала и отверстия должны назначаться по стандартам на посадки гладких цилиндрических поверхностей в системе отверстия. Рекомендуются следующие посадки:
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Посадки по ![]() при центрировании по
при центрировании по ![]() рекомендуются:
рекомендуются:
![]() и
и ![]() .
.
5. Предельные отклонения нецентрирующих диаметров ![]() и
и ![]() устанавливаются следующие (если по условиям обработки не требуется большая точность):
устанавливаются следующие (если по условиям обработки не требуется большая точность):
|
|
по |
|
|
по |
6. Обозначения отверстий, валов и их соединений при допусках по табл.1 и 2 должны содержать: буквы "Эв", номинальный диаметр соединения, модуль, число зубьев и обозначения полей допусков размеров ![]() и
и ![]() при центрировании по
при центрировании по ![]() или размера
или размера ![]() при центрировании по
при центрировании по ![]() .
.
Примеры:
Обозначение соединения диаметром ![]() 50 мм, с модулем
50 мм, с модулем ![]() 2,5 числом зубьев 18, с центрированием по
2,5 числом зубьев 18, с центрированием по ![]() и посадкой
и посадкой ![]() по
по ![]() и
и ![]() по
по ![]() :
:
Эв. 50х2,5х18![]()
![]() .
.
То же, при центрировании по ![]() :
:
Эв. 50х2,5х18![]() .
.
Обозначение отверстия того же соединения при центрировании по ![]() :
:
Эв. 50х2,5х18![]() .
.
То же, вала:
Эв. 50х2,5х18![]() .
.
Личный кабинет:
доступно после авторизации «Я обожаю Женю Ершова»: Наталья Рудова поделилась впечатлениями...
«Я обожаю Женю Ершова»: Наталья Рудова поделилась впечатлениями...  Создайте свой интернет-магазин на новой платформе ReadyScript
Создайте свой интернет-магазин на новой платформе ReadyScript  Хостинг, домены, VPS/VDS, размещение серверов
Хостинг, домены, VPS/VDS, размещение серверов
© 2007-2025 ООО «РуФокс»
о проекте
вакансии
хостинг
создание сайтов
реклама на сайте
наши партнеры
сообщить об ошибке